P1080370
13. Zastosowania robolów przemysłowych
13. Zastosowania robolów przemysłowych
czasie, a więc do produkcji elementów gotowych do montażu. Wykorzystują możliwości ruchowe robotów i technologię zrobotyzowanego laserowego spa wania i cięcia, można zastosować technologie bardziej konkurencyjne pot względem kosztów niż tradycyjne metody wytwarzania karoserii samochodów osobowych.
Po pierwsze, zrobotyzowanc systemy laserowe umożliwiają wycinanie dowolnych kształtów, dzięki czemu zwiększają możliwości wykorzystania materiału. Zmiana parametrów wycinanego elementu nie pociąga za sobą czasochłonnego procesu wytworzenia nowej matrycy, a ogranicza się tylko do zmiany programu pracy robota.
Po drugie, zrobotyzowane systemy laserowe umożliwiają łączenie przez spawanie różnych blach, dzięki czemu możliwe jest wytwarzanie półwyrobów karoserii typu tailored blanks. Półwyroby takie są wykonywane z elementów składowych wycinanych z płaskich arkuszy blach stalowych o różnych: grubościach, składach chemicznych, własnościach wytrzymałościowych i plastycznych oraz różnych powłokach ochronnych. Płaskie elementy są spawane laserowo, a następnie całość jest tłoczona w celu uzyskania odpowiedniego kształtu. Pozwala to na znaczne obniżenie masy karoserii, efektywniejsze wykorzystanie materiałów konstrukcyjnych oraz usztywnienie i wzmocnienie elementów karoserii.
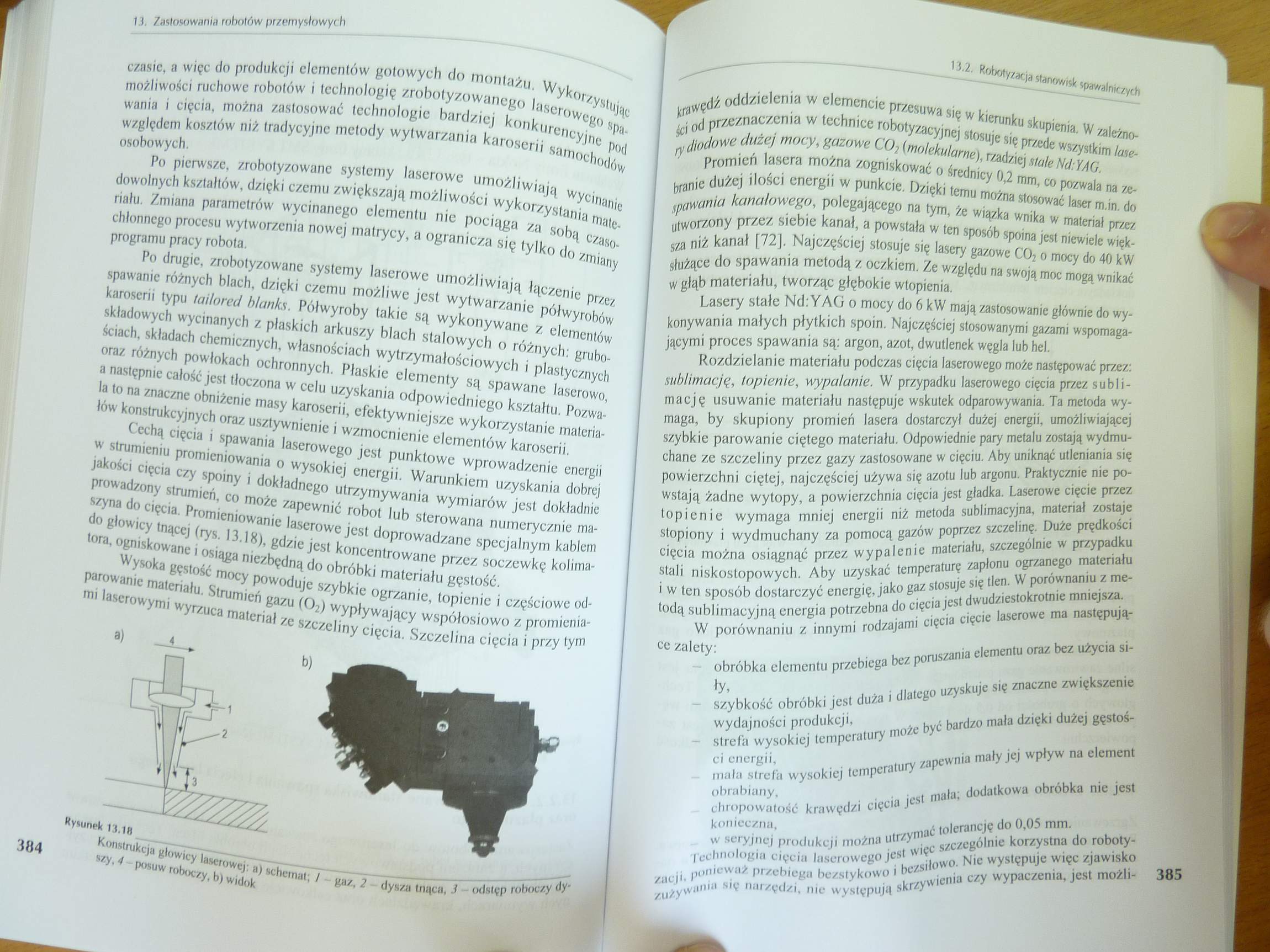
Cechą cięcia i spawania laserowego jest punktowe wprowadzenie energii w strumieniu promieniowania o wysokiej energii. Warunkiem uzyskania dobrej jakości cięcia czy spoiny i dokładnego utrzymywania wymiarów jest dokładnie prowadzony strumień, co może zapewnić robot lub sterowana numerycznie maszyna do cięcia. Promieniowanie laserowe jest doprowadzane specjalnym kablem do głowicy tnącej (rys. 13.18), gdzie jest koncentrowane przez soczewkę kolima-tora, ogniskowane i osiąga niezbędną do obróbki materiału gęstość.
Wysoka gęstość mocy powoduje szybkie ogrzanie, topienie i częściowe odparowanie materiału. Strumień gazu (O2) wypływający współosiowo z promieniami laserowymi wyrzuca materiał ze szczeliny cięcia. Szczelina cięcia i przy tym

Rysunek 13.18_________—----—~ . . TjTT
Konstrukcja głowicy laserowej: a) schemat; / - gaz, 2 - dysza tnąca, 3 - ęp oczy y szy, 2 - posuw roboczy, b) widok
krawędź oddzielenia w elemencie przesuwa się w kierunku skupienia. W zależności od przeznaczenia w technice robotyzacyjnej stosuje się przede wszystkim kiery diodowe dużej mocy, gazowe C02 (molekularne), rzadziej stale MY AG.
Promień lasera można zogniskować o średnicy 0,2 mm, co pozwala na zebranie dużej ilości energii w punkcie. Dzięki temu można stosować laser m.in. do spawania kanałowego, polegającego na tym, że wiązka wnika w materiał przez utworzony przez siebie kanał, a powstała w ten sposób spoina jest niewiele większa niż kanał [72]. Najczęściej stosuje się lasery gazowe C02 o mocy do 40 kW służące do spawania metodą z oczkiem. Ze względu na swoją moc mogą wnikać w głąb materiału, tworząc głębokie wtopienia.
Lasery stałe Nd: YAG o mocy do 6 kW mają zastosowanie głównie do wykonywania małych płytkich spoin. Najczęściej stosowanymi gazami wspomagającymi proces spawania są: argon, azot, dwutlenek węgla lub hel.
Rozdzielanie materiału podczas cięcia laserowego może następować przez: sublimację, topienie, wypalanie. W przypadku laserowego cięcia przez subli-mację usuwanie materiału następuje wskutek odparowywania. Ta metoda wymaga, by skupiony promień lasera dostarczył dużej energii, umożliwiającej szybkie parowanie ciętego materiału. Odpowiednie pary metalu zostają wydmuchane ze szczeliny przez gazy zastosowane w cięciu. Aby uniknąć utleniania się powierzchni ciętej, najczęściej używa się azotu lub argonu. Praktycznie me powstają żadne wytopy, a powierzchnia cięcia jest gładka. Laserowe cięcie przez topienie wymaga mniej energii niż metoda sublimacyjna, materiał zostaje stopiony i wydmuchany za pomocą gazów poprzez szczelinę. Duże prędkości cięcia można osiągnąć przez wypalenie materiału, szczególnie w przypadku stali niskostopowych. Aby uzyskać temperaturę zapłonu ogrzanego materiału i w ten sposób dostarczyć energię, jako gaz stosuje się tlen. W porównaniu z metodą sublimacyjną energia potrzebna do cięcia jest dwudziestokrotnie mniejsza.
W porównaniu z innymi rodzajami cięcia cięcie laserowe ma następujące zalety:
- obróbka elementu przebiega bez poruszania elementu oraz bez użycia si-
szybkość obróbki jest duża i dlatego uzyskuje się znaczne zwiększenie wydajności produkcji,
strefa wysokiej temperatury może być bardzo mała dzięki dużej gęstości energii,
mała strefa wysokiej temperatury zapewnia mały jej wpływ na element obrabiany,
chropowatość krawędzi cięcia jest mała; dodatkowa obróbka nie iest konieczna, J
w seryjnej produkcji można utrzymać tolerancję do 0,05

stępuje więc zjawisko wypaczenia, jest możli- 335
Wyszukiwarka
Podobne podstrony:
P1080375 13. Zastosowania robotów przemysłowym - mają duży udźwig, -
17266 P1080390 13. Zastosowania robotów przemysłowych układy sensoryczne, jest fakt, że prace montaż
więcej podobnych podstron