skanuj0005 (103)
(MA) jest gatunkiem elektrokorundu o specjalnych właściwościach i bardzo korzystnych izomctrycznych kształtach, ma zabarwienie szare lub białe; w większym stopniu niż inne gatunki zmniejsza niebezpieczeństwo przegrzania i odpuszczania powierzchni szlifowanej. Elektrokorund stopowy jest sztucznym minerałem otrzymywanym przez stapianie technicznego tlenku glinowego z dodatkami tlenków innych metali. Wyróżniamy trzy typy clektro-korundów stopowych: chromowy (CrA) tytanowy (TiA) i cyrkonowy (ZrA). Elektrokorund stopowy stosowany jest w specjalnych operacjach szlifowania trudno szlifowa-Inych stali i stopów.
• Węglik krzemu (Q jest minerałem sztucznym (a-SiC) otrzymywanym przez syntezę krzemu i węgła, ma znacznie większą twardość aniżeli elektrokorund, odznacza się znaczną kruchością oraz dobrą przewodnością cieplną. Zielony węglik krzemu (99C) zawiera ponad 97% SiC, czarny (98C) — ponad 96% SiC. Właściwości skrawne gatunku czarnego są gorsze niż zielonego. Węglik krzemu stosowany jest w ściernicach przeznaczonych do szlifowania kruchych i twardych materiałów (węgliki spiekane, żeliwa).
Węglik boru (BC) jest minerałem sztucznym otrzymywanym na drodze elektrotermicznej z mieszaniny bezwodnika kwasu borowego i węgla, zawiera około 85-7-94% B4C, stosowany jest głównie do docierania bardzo twardych materiałów: węglików spiekanych, tlenków glinu itp.
Borazon (BN) — sześcienny azotek boru otrzymuje się z azotku boru przy bardzo wysokich ciśnieniach w temperaturze około 1650°C, ma mniejszą twardość niż diament, natomiast blisko dwukrotnie większą odporność na działanie wysokich temperatur, stosowany jest w ściernicach przeznaczonych głównie do szlifowania stali szybkotnących, a w szczególności stali o zwiększonych zawartościach wanadu i kobaltu.
Diament naturalny (D) — węgiel w postaci krystalicznej ma największą twardość ze wszystkich materiałów ściernych. Z diamentem naturalnym z powodzeniem konkuruje diament syntetyczny (SD), otrzymywany w warunkach bardzo wysokich ciśnień i temperatur. Diamenty stosowane są do szlifownia bardzo twardych i kruchych materiałów, w tym węglików spiekanych.
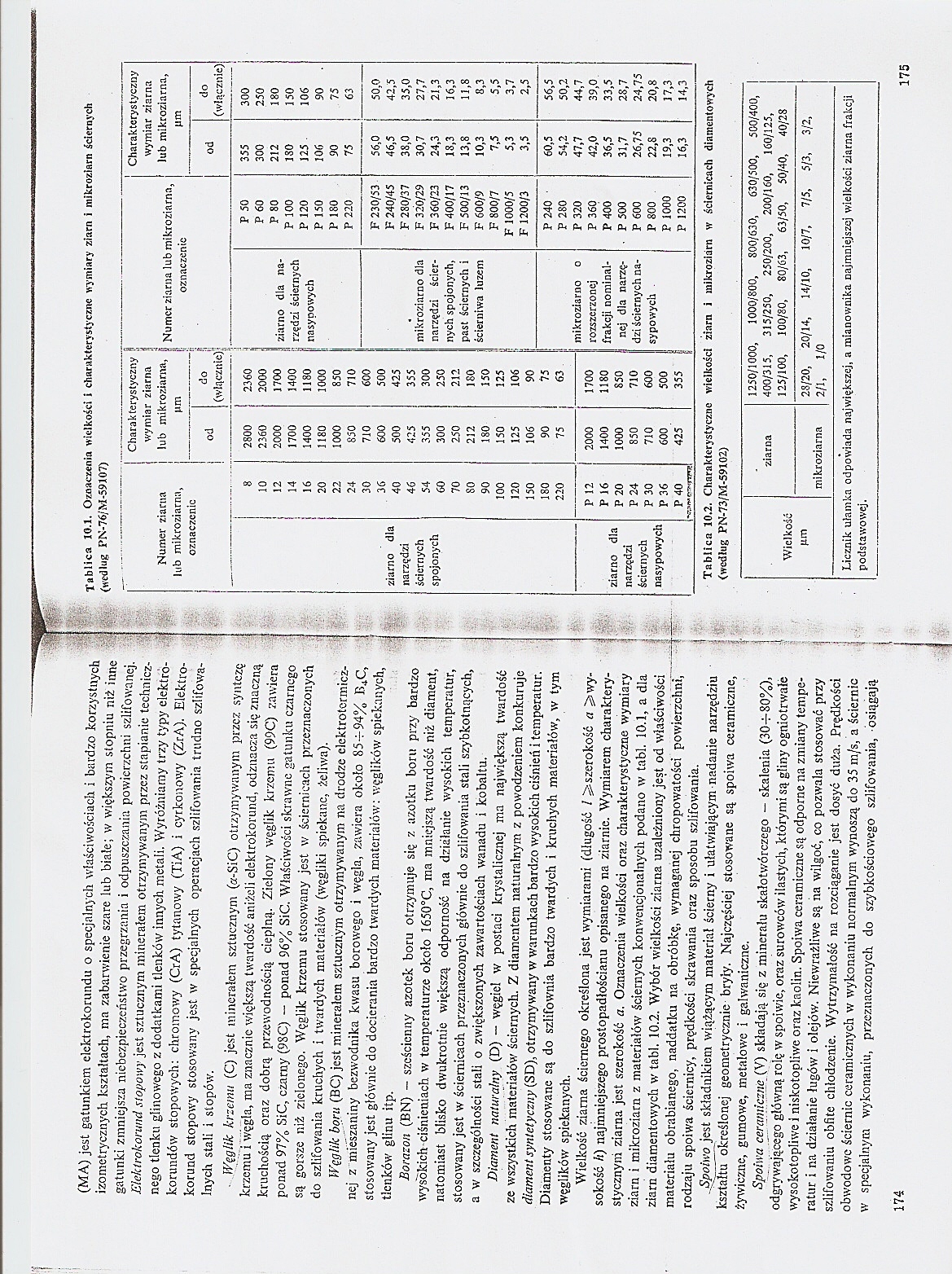
Wielkość ziarna ściernego określona jest wymiarami (długość / > szerokość a > wysokość h) najmniejszego prostopadłościanu opisanego na ziarnie. Wymiarem charakterystycznym ziarna jest szerokość a. Oznaczenia wielkości oraz charakterystyczne wymiary ziarn i mikroziam z materiałów ściernych konwencjonalnych podano w tabl. 10.1, a dla ziarn diamentowych w tabl. 10.2. Wybór wielkości ziarna uzależniony jest od właściwości materiału obrabianego, naddatku na obróbkę, wymaganej chropowatości powierzchni, rodzaju spoiwa ściernicy, prędkości skrawania oraz sposobu szlifowania.
Spoiwo jest składnikiem wiążącym materiał ścierny i ułatwiającym nadanie narzędziu ksztaftuokreślonej geometrycznie bryły. Najczęściej stosowane są spoiwa ceramiczne, żywiczne, gumowe, metalowe i galwaniczne.
Spoiwa ceramicznie (V) składają się z minerału skałotwórczego — skalenia (30-7-80%), odgrywającego główną rolę w spoiwie, oraz surowców ilastych, którymi są gliny ogniotrwałe wysokotopliwe i niskotopliwc oraz kaolin. Spoiwa ceramiczne są odporne na zmiany temperatur i na działanie ługów i olejów. Niewrażliwe są na wilgoć, co pozwala stosować przy szlifowaniu obfite chłodzenie. Wytrzymałość na rozciąganie jest dosyć duża. Prędkości obwodowe ściernic ceramicznych w wykonaniu normalnym wynoszą do 35 m/s, a ściernic w specjalnym wykonaniu, przeznaczonych do szybkościowego szlifowania, osiągają

Tablica 10.1. Ozoacrenia wielkości I charakterystyczne wymiary ziarn i mikroztarn ściernych (według PN-76/M-59107)
|
Charakterystyczny |
Charakterystyczny | ||||||||
|
wymiar ziarna |
wymiar ziarna | ||||||||
|
Hf |
Numer ziarna |
lub mikrozlnma, |
Numer ziarna lub mikroziarna, |
lub mikroziarna, | |||||
|
lub mikroziarna, oznaczenie |
um |
oznaczenie |
pm | ||||||
|
od |
do |
• |
od |
do | |||||
|
(włącznie) |
(włącznie) | ||||||||
|
8 |
2800 |
2360 |
P 50 |
355 |
300 | ||||
|
10 |
2360 |
2000 |
P 60 |
300 |
250 | ||||
|
12 |
2000 |
1700 |
ziarno dla na- |
P 80 |
212 |
180 | |||
|
14 |
1700 |
1400 |
rzedzl ściernych |
P 100 |
ISO |
150 | |||
|
■i |
16 |
1400 |
1180 |
nasypowych |
P 120 |
125 • |
106 | ||
|
20 |
1180 |
1000 |
P 150 |
106 |
90 . | ||||
|
JSfe |
22 |
1000 |
850 |
P 180 |
90 |
175 | |||
|
24 |
850 |
710 |
P 220 |
75 |
W | ||||
|
30 |
710 |
600 | |||||||
|
•yjj5 |
ziarno dla |
36 |
600 |
500 |
F 230/53- |
56,0 |
50,0 | ||
|
m: |
40 |
S0O |
425 |
F 240/45 |
46,5 |
42,5 | |||
|
w |
narzędzi |
46 |
425 |
355 |
F 280/37 |
38,0 |
35,0 | ||
|
ściernych |
S4 |
300 |
mikrozlarno dla |
F 320/29 |
30,7 |
27,7 | |||
|
spojonych |
60 |
300 |
250 |
narzędzi ścier- |
F 360/23 |
24,3 |
21,3 | ||
|
70 |
250 |
212 |
nych spojonych, |
F 400/17 |
18,3 |
16,3 | |||
|
80 |
212 |
180 |
past ściernych i |
F 500/13 |
13,8 |
11,8 | |||
|
90 |
180 |
150 |
ścierniwa luzem |
F 600/9 |
10,3 |
8,3 | |||
|
100 |
150 ’ |
125 |
F 800/7 |
7,5 |
5,5 | ||||
|
120 |
12S |
106 |
F 1000/5 |
5,3 |
3,7 | ||||
|
150 |
106 |
90 |
F 1200/3 |
3.5 |
2,5 | ||||
|
-W |
180 |
90 |
75 |
P 240 • |
60,5 |
56,5 | |||
|
220 |
75 |
63 . |
mikroziarno o |
P 280 P 320 |
54,2 47.7 |
50,2 44,7 | |||
|
P 12 |
2000 |
1700 |
rozszerzonej |
P 360 |
42,0 |
39,0 | |||
|
ziarno dla narzędzi ściernych nasypowych |
P 16 |
1400 |
1180 |
frakcji nominał- |
P 400 |
36,5 |
33,5 | ||
|
P 20 |
1000 |
850 |
nej dla narzę- |
. P 500 |
31,7 |
28,7 | |||
|
P 24 |
850 |
710 |
dzi ściernych na- |
P 600 |
26,75 |
24,75 | |||
|
1 Ą |
afk; |
P 30 P 36 |
710 600 |
600 500 |
sypowych . |
P 800 . P 1000 |
22,8 19,3 |
20,8 37,3 | |
|
JJS; |
P 40 |
425 |
355 |
P 1200 |
16,3 |
14,3 | |||
|
•n*»*«wnw! | |||||||||
|
i Ą |
Tablica 10.2. Charakterystyczne wielkości ziarn i mikroziarn w ściernicach diamentowych (według PN-73/M-59102) | ||||||||
|
Wielkość pm |
ziarna |
1250/1000, 1000/800, 800/630, 630/500, 500/400, 400/315, 315/250, 250/200, 200/160, 160/125, 125/100, 100/80, 80/63, 63/50, 50/40, 40/28 |
|
mikroziarna |
28/20, 20/14, 14/10, 10/7, 7/5, 5/3, 3/2, 2/1, 1/0 | |
|
Licznik ułamka odpowiada największej, a mianownika najmniejszej wielkości ziarna frakcji podstawowej. | ||
175
Wyszukiwarka
Podobne podstrony:
skanuj0005 (103) (MA) jest gatunkiem elektrokorundu o specjalnych właściwościach i bardzo korzystnyc
skanuj0002 (103) ale jest też częścią szeroko przyjętej świeckiej etyki i jako taka ma dziś najwięks
skanuj0009 (205) Czego jest za dużo? Znajdź w zbiorze element, którego nie ma na rysunku.
skanuj0010 (129) Ile jest kwadratowych szyb a ile prostokątnych Policz wszystkie szyby w tym oknie.
skanuj0013 (257) 4.2. Ocena zagrożenia gatunków - czerwone listy i czerwone księgi 103 i Kaźmierczak
skanuj0018 (103) Kacper ma pewien paskudny zwyczaj - zabiera cudze rzeczy bez pozwolenia! Ta£ się ni
więcej podobnych podstron