str13 (38)
(42)
13
f

1-
Ah
D
\
2
-1
max
/
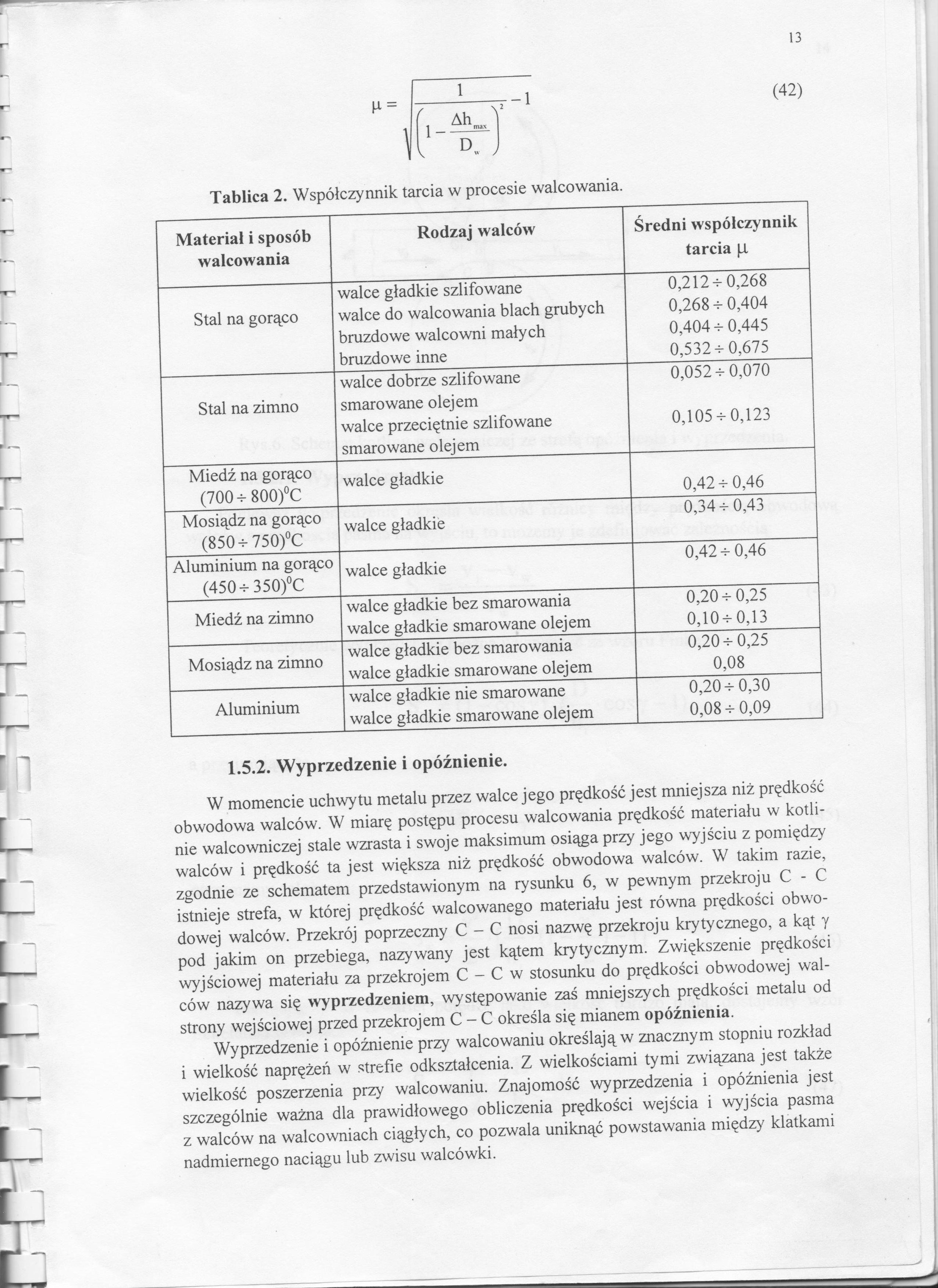
Tablica 2. Współczynnik tarcia w procesie walcowania.
|
Materiał i sposób walcowania |
Rodzaj walców |
Średni współczynnik tarcia |_L |
|
Stal na gorąco |
walce gładkie szlifowane walce do walcowania blach grubych bruzdowe walcowni małych bruzdowe inne |
0,212+0,268 0,268 + 0,404 0,404 -7- 0,445 0,532 -r 0,675 |
|
Stal na zimno |
walce dobrze szlifowane smarowane olejem walce przeciętnie szlifowane smarowane olejem |
0,052 + 0,070 0,105 + 0,123 |
|
Miedź na gorąco (700 + 800)°C |
walce gładkie |
0,42 + 0,46 |
|
Mosiądz na gorąco (850-h 750)°C |
walce gładkie |
0,34 -7- 0,43 |
|
Aluminium na gorąco (450-r- 350)°C |
walce gładkie |
0,42 4- 0,46 |
|
Miedź na zimno |
walce gładkie bez smarowania walce gładkie smarowane olejem |
0,20 -7- 0,25 0,10-5-0,13 |
|
Mosiądz na zimno |
walce gładkie bez smarowania walce gładkie smarowane olejem |
0,20 + 0,25 0,08 |
|
Aluminium |
walce gładkie nie smarowane walce gładkie smarowane olejem |
0,20 + 0,30 0,08 + 0,09 |
1.5.2. Wyprzedzenie i opóźnienie.
W momencie uchwytu metalu przez walce jego prędkość jest mniejsza niż prędkość obwodowa walców. W miarę postępu procesu walcowania prędkość materiału w kotlinie walcowniczej stale wzrasta i swoje maksimum osiąga przy jego wyjściu z pomiędzy walców i prędkość ta jest większa niż prędkość obwodowa walców. W takim razie, zgodnie ze schematem przedstawionym na rysunku 6, w pewnym przekroju C - C istnieje strefa, w której prędkość walcowanego materiału jest równa prędkości obwodowej walców. Przekrój poprzeczny C - C nosi nazwę przekroju krytycznego, a kąt y pod jakim on przebiega, nazywany jest kątem krytycznym. Zwiększenie prędkości wyjściowej materiału za przekrojem C - C w stosunku do prędkości obwodowej walców nazywa się wyprzedzeniem, występowanie zaś mniejszych prędkości metalu od strony wejściowej przed przekrojem C - C określa się mianem opóźnienia.
Wyprzedzenie i opóźnienie przy walcowaniu określają w znacznym stopniu rozkład i wielkość naprężeń w strefie odkształcenia. Z wielkościami tymi związana jest także wielkość poszerzenia przy walcowaniu. Znajomość wyprzedzenia i opóźnienia jest szczególnie ważna dla prawidłowego obliczenia prędkości wejścia i wyjścia pasma z walców na walcowniach ciągłych, co pozwala uniknąć powstawania między klatkami nadmiernego naciągu lub zwisu walcówki.
Wyszukiwarka
Podobne podstrony:
CCI20110114�012 (42) 13 1- Ah D -1 Tablica 2. Współczynnik tarcia w procesie walcowania. Materiał
DSCN0164 1 H = (42) Tablica 2. Współczynnik tarcia w procesie walcowania. Materiał i sposób
Właściwości fizyczno Tablica I. Współczynnik tarcia Wielkość Współczynnik tarcia
23 (7) Metody pomiaru współczynnika tarcia w procesach ciągnienia Metoda średnich nacisków
Specjale Maglia 8 DONNA (82) 38(42) 38(42)- -27.5(30.5)-1 - 21(24)-1 16(17) -12(13) ro questo ferro
41049 IMGB21 (2) Tablica 13.4 Najmniejsze dopuszczalne wartości współczynnika przetłaczania dla konn
42 (222) Tablica 2.1.3.2 Współczynnik k % L
img048 (13) 3 TABLICA 1 Współczynniki lepkości dynamicznej 1 kinematycznej wędy (wg B.S.
ROZKŁAD JAZDY AUTOBUSÓW LINIA DZIEŃ POWSZEDNI ZEGRZE-WARSZAWA 5.06 6.09 7.42 8.13 9.23 10.24 11.24 1
/4_DW1V LA 5° Left Half Spectrum «TG-4 rrom 27Jan2012 23:38:42 To 28Jan2012 01:13:51 3Hanning SPECTR
skanuj0025 (73) stronica 22 EN ISO 14683:1999 Tablica B.1: Współczynnik sprzężenia cieplnego przez p
więcej podobnych podstron