strona103
4.17. TOLERANCJE OGÓLNE 103
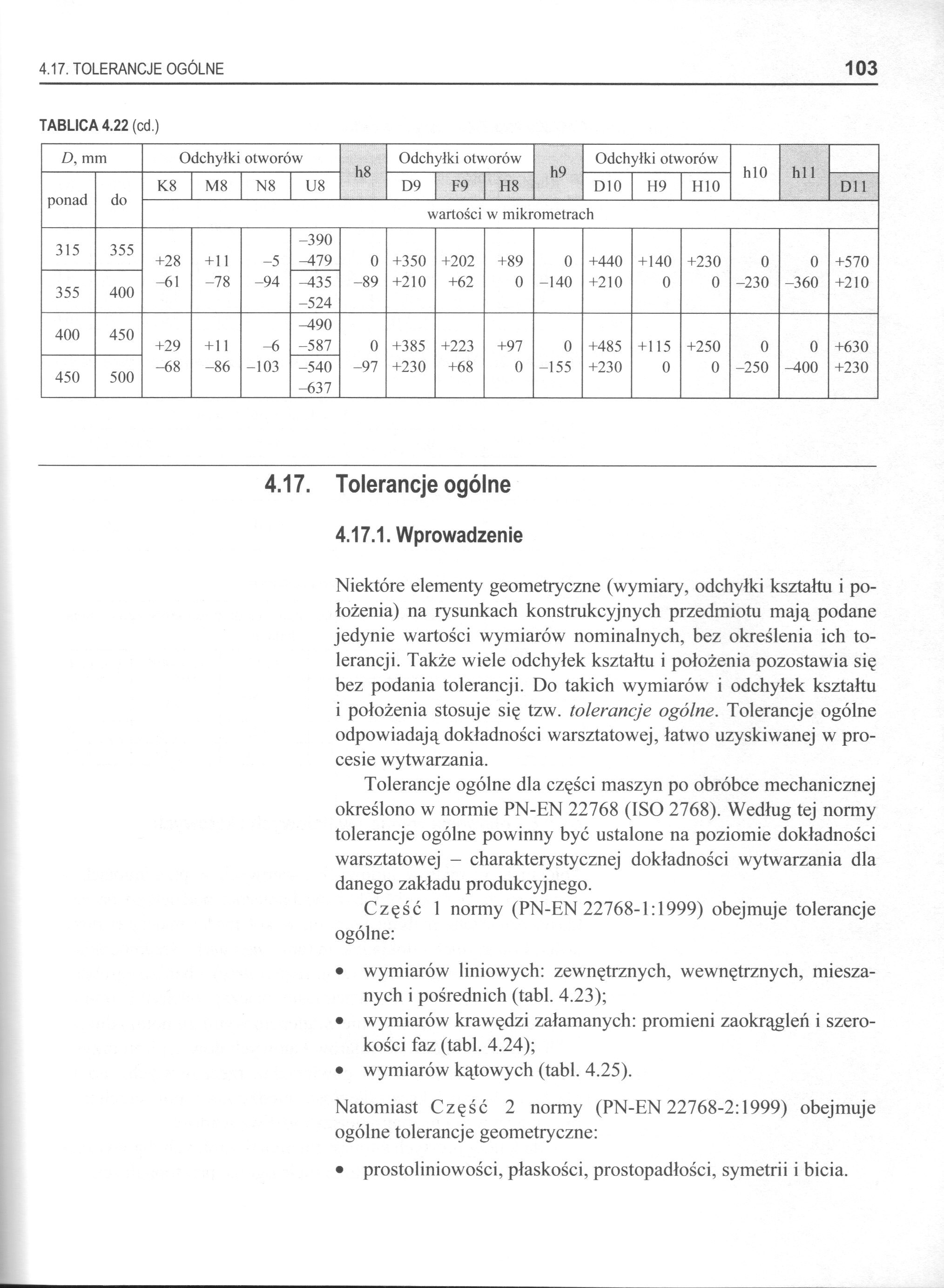
TABLICA 4.22 (cd.)
|
D, mm |
Odchyłki otworów |
h8 |
Odchyłki otworów |
h9 |
Odchyłki otworów |
hlO |
hll | |||||||||
|
ponad |
do |
K8 |
M8 |
N8 |
U8 |
D9 |
F9 |
H8 |
D10 |
H9 |
H10 |
Dli | ||||
|
wartości w mikrometrach | ||||||||||||||||
|
315 |
355 |
+28 |
+ 11 |
-5 |
-390 -479 |
0 |
+350 |
+202 |
+89 |
0 |
+440 |
+140 |
+230 |
0 |
0 |
+570 |
|
355 |
400 |
-61 |
-78 |
-94 |
-435 -524 |
-89 |
+210 |
+62 |
0 |
-140 |
+210 |
0 |
0 |
-230 |
-360 |
+210 |
|
400 |
450 |
+29 |
+11 |
-6 |
-490 -587 |
0 |
+385 |
+223 |
+97 |
0 |
+485 |
+115 |
+250 |
0 |
0 |
+630 |
|
450 |
500 |
-68 |
-86 |
-103 |
-540 -637 |
-97 |
+230 |
+68 |
0 |
-155 |
+230 |
0 |
0 |
-250 |
-400 |
+230 |
4.17. Tolerancje ogólne
4.17.1. Wprowadzenie
Niektóre elementy geometryczne (wymiary, odchyłki kształtu i położenia) na rysunkach konstrukcyjnych przedmiotu mają podane jedynie wartości wymiarów nominalnych, bez określenia ich tolerancji. Także wiele odchyłek kształtu i położenia pozostawia się bez podania tolerancji. Do takich wymiarów i odchyłek kształtu i położenia stosuje się tzw. tolerancje ogólne. Tolerancje ogólne odpowiadają dokładności warsztatowej, łatwo uzyskiwanej w procesie wytwarzania.
Tolerancje ogólne dla części maszyn po obróbce mechanicznej określono w normie PN-EN 22768 (ISO 2768). Według tej normy tolerancje ogólne powinny być ustalone na poziomie dokładności warsztatowej - charakterystycznej dokładności wytwarzania dla danego zakładu produkcyjnego.
Część 1 normy (PN-EN 22768-1:1999) obejmuje tolerancje ogólne:
• wymiarów liniowych: zewnętrznych, wewnętrznych, mieszanych i pośrednich (tabl. 4.23);
• wymiarów krawędzi załamanych: promieni zaokrągleń i szerokości faz (tabl. 4.24);
• wymiarów kątowych (tabl. 4.25).
Natomiast Część 2 normy (PN-EN 22768-2:1999) obejmuje ogólne tolerancje geometryczne:
prostoliniowości, płaskości, prostopadłości, symetrii i bicia.
Wyszukiwarka
Podobne podstrony:
12544 strona102 102 4. WYMIAROWANIE TABLICA 4.22 (cd.) D, mm Odchyłki otworów h8 Odchyłki
strona105 4.17. TOLERANCJE OGÓLNE 1054.17.3. Ogólne tolerancje geometryczne Dla ogólnych tolerancji
strona107 4.17. TOLERANCJE OGÓLNE 107 Warunek powierzchni granicznej stosuje się, jeśli odchyłka ksz
M Feld TBM104 104 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.22 (cd.) Jednostronne naddatki n na
strona084 84 4. WYMIAROWANIE 84 4. WYMIAROWANIE TABLICA 4.12 (cd.) Odchyłka złożona położenia i kszt
Strona0017 17 Tablica 1.3 (cd.) Zadany układ mechaniczny Układ obliczeniowy Liczba stopni
19231 strona087 4.15. TOLERANCJE KSZTAŁTU I POŁOŻENIA 87 TABLICA 4.14. Wartości tolerancji kształtu
Nowy 4 Tablica la cd. :r ■ 0Ą i j 22,50 23,00 23,50 24,00 24.50 i 25,00
KONSTRUKCJE STALOWE STR360 360Przykład 9.22 (cd.) Ff.lRd ~ 4-2,66-10( 19,34 = 551 -103 N =551 kN. We
31237 normy002 -22- rodzą MM-70120501 Tablica 16. Tablica 17. Tablica 18. Tablica 19. bniozda
54022 Strona 242 9DANE OGÓLNEKOŁA I OGUMIENIE Obręcze Rozmiary stosowanych obręczy podano w tablicy
więcej podobnych podstron