img112 (8)

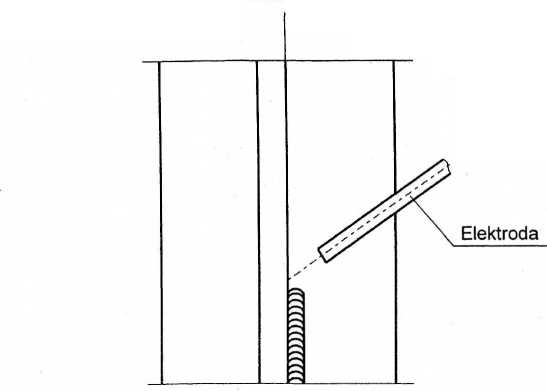
Rys. 23. Optymalne kąty ustawienia elektrody względem spawanych blach
7.3. Spawanie tukiem krytym
7.3.1. Charakterystyka metody
Metoda spawania łukiem krytym (pod topnikiem) charakteryzuje się tym, że łuk elektryczny jarzy się pomiędzy elektrodą (a spawanym przedmiotem w przestrzeni odizolowanej od powietrza warstwą topnika (rys. 24).
Spoina powstaje ze stopionego drutu elektrodowego i głęboko przetopionego materiału rodzimego.
W skład stanowiska do spawania wchodzą:
- automat, którego zadaniem jest podawanie drutu do strefy stapiania i układania
spoiny,
- źródło prądu (przemiennego lub stałego),
- szafka sterownicza,
- oprzyrządowanie stanowiska (jezdnia, wysięgnik, portal itp.),
- zbierak topnika.
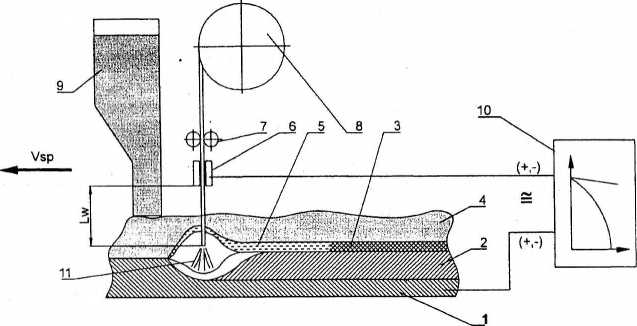
Rys. 24. Zasada spawania lukiem krytym: 1 - materia) rodzimy, 2 - spoina, 3 - żużel (stały), 4 - topnik, 5 - ciekły żużel, 6 - styk prądowy, 7 - rolki napędowe, 8 - bęben z drutem elektrodowym, 9 - zbiornik na topnik, 10 - źródło prądu, 11 - łuk elektryczny (lw - wylot elektrody 30-60 mm)
W czasie spawania łuk spawalniczy nie jest widoczny, ponieważ jarzy się w komorze wypełnionej gazami i parami metalu pod warstwą topnika (rys. 24). Topnik, w odróżnieniu od otuliny elektrod, nie może jednak wydzielać zbyt dużej ilości gazów, ponieważ następowałoby przebicie warstwy topnika i dostęp powietrza do ciekłego metalu. Ponieważ doprowadzenie prądu do drutu odbywa się na małej odległości (wylot elektrody lw = 30-60 mm), możliwe jest stosowanie dużych natężeń prądu spawania.
Zakres stosowanych parametrów spawania może się zmieniać w granicach:
- nateżenie prądu J = 200-1000 A,
- napięcie łuku U = 25-45 V
- prędkość spawania v - do 200 m/h (przeważnie 30-60 m/h),
- średnica elektrod d - 2-6 mm.
Maksymalna wartość stosowanego natężenia prądu ograniczona jest odpornością cieplną topnika i nie każdy topnik nadaje się do spawania wysokimi prądami. Również przy spawaniu dużymi prędkościami konieczny jest specjalny topnik o dużej
Wyszukiwarka
Podobne podstrony:
Ustawienie elektrody względem przedmiotu pokazano na przykładzie spawania w pozycji podolnej (rys. 1
Wiadomości ogólne Rodzajów spawania Spawanie tukiem krytym elektrodą gołą topliwą pod warstwą topnik
Spawanie tukiem krytym: metoda półautomatyczna lub automatyczna Elektrodąjest goły drut podawany w k
Rys. 2.6: Przykładowa sieć typu AON ze względnymi ograniczeniami czasowymi2.4 Problem optymalizacji
80735 Scan10011 (6) 6 K. Jankowski Rys.6.23. Czujnik położenia przepustnicy Przełącznik wskaźnika na
2 (501) Dg D0 Rys.l. Położenie mimośrodowe centrów elektrycznych względem centrów geometrycznych w
76 (121) 76 Rys. 3-23. Krzywe wydłużenia względnego stopu żelaza z niklem typu Fe-Ni 42, stopu żelaz
largeQ538900 Rys. 29 Ustawienie przylrzymywaczy sznurka względem igieł (rys. 33, 34). W celu ustawie
Obraz0072 72 T Rys. 4.23. Wpływ kątów ostrza na składowe całkowitej siły skrawania Z tego wzglę
496 ELEKTROWNIE WODNE Rys. 12.23. Uproszczony schemat układu elektrycznego połączeń głównych
Rys. 1. Położenie mimośrodowc centrów elektrycznych względem centrów geometrycznych w
więcej podobnych podstron