P1080368
K ytun* 13-14____
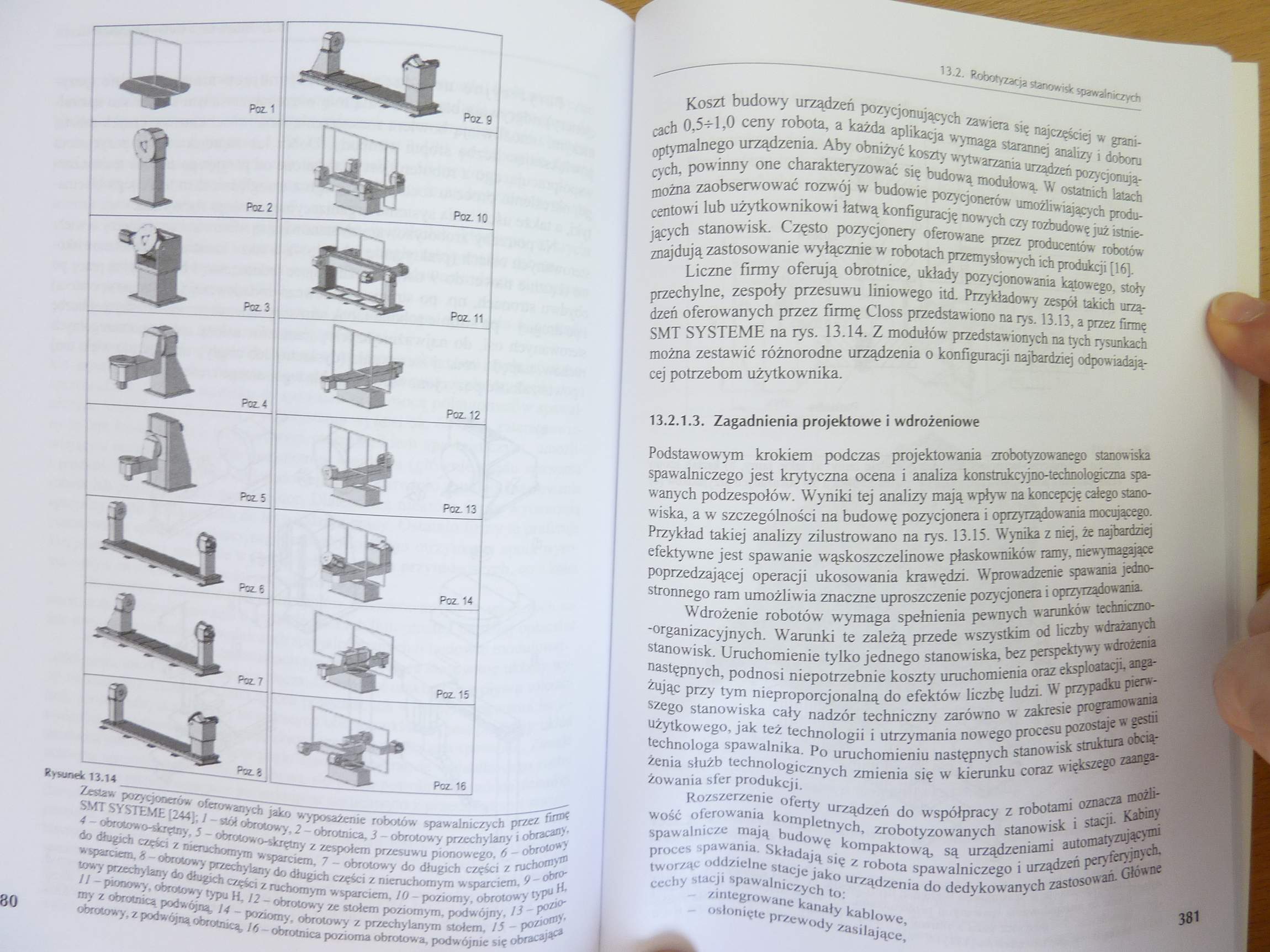
Zestaw pozygoooów oferowanych jako wyposażenie robotów spawalniczych przez firmę SMT SYSTEME [244]; 7-stół obrotowy, 2 - obrotnica, i - obrotowy przechylany i obracany. 4 - obrotowo-skrętny, 5 - obrotowo-skrętny z zespołem przesuwu pionowego, d - obrotowy do długich części z nieruchomym wsparciem, 7 - obrotowy do długich części z ruchomym wsparciem, ś - obrotowy przechylany do długich części z nieruchomym wsparciem. P-obrotowy przechylany do długich części z ruchomym wsparciem, /0-poziomy, obrotowy typu H, // - pionowy, obrotowy typu H, 12- obrotowy ze stołem poziomym, podwójny, 13- poziomy z obrotnicą podwójną, 14 - poziomy, obrotowy z przechylanym stołem. /5 - poziomy, obrotowy, z podwójną obrotnicy !6 - obrotnica pozioma obrotowa, podwójnie się obracająca
Koszt budowy urządzeń do7v ■
cach 0,55-1,0 ceny robola, a zwiera się najczęściej w grani-
optymalnego urządzenia. Aby obniżyć starannej analizy i doboru
cych, powinny one charakteryzować urządzo1 P0^0)0^
fflożna zaobserwować rozwój^budowt^^ mo&lkn’^ om'kb “ . * i i . . / ouaowie pozycjonerow umożliwigącydi produ-
centowi lub użytkownikowi łatwą konfigurację nowych czy rozbudów jtóSS jących stanowisk. Często pozycjonery oferowane przez producentów robotów znajdują zastosowanie wyłącznie w robotach przemysłowych ich produkcji [ią Liczne firmy oferują obrotnice, układy pozycjonowania kątowego, stoły przechylne, zespoły przesuwu liniowego itd. Przykładowy zespół takich urządzeń oferowanych przez firmę Closs przedstawiono na iys. 13.13, a przez firmę SMT SYSTEME na rys. 13.14. Z modułów przedstawionych na tych rysunkach można zestawić różnorodne urządzenia o konfiguracji najbardziej odpowiadają cej potrzebom użytkownika.
13.2.1.3. Zagadnienia projektowe i wdrożeniowe
Podstawowym krokiem podczas projektowania zrobotyzowaneg) stanowiska spawalniczego jest krytyczna ocena i analiza konstrukcyjno-technologiczna spawanych podzespołów. Wyniki tej analizy mają wpływ na koncepcję całego stanowiska, a w szczególności na budowę pozycjonera i oprzyrządowania mocującego. Przykład takiej analizy zilustrowano na rys. 13.15. Wynika z mej, że najbardziej efektywne jest spawanie wąskoszezelinowe płaskowników ramy, mewymagajace poprzedzającej operacji ukosowania krawędzi. Wprowadzenie spawania jedno-stronnego ram umożliwia znaczne uproszczenie pozycjonera i oprzyrządowania.
Wdrożenie robotów wymaga spełnienia pewnych warunków techniczno--organizacyjnych. Warunki te zależą przede wszystkim od liczby wdrażanych stanowisk. Uruchomienie tylko jednego stanowiska, bez perspektywy wdrożenia następnych, podnosi niepotrzebnie koszty uruchomienia oraz eksploatacji, angażując przy tym nieproporcjonalną do efektów liczbę ludzi. W przypadku pierwszego stanowiska cały nadzór techniczny zarówno w zakresie programowania użytkowego, jak też technologii i utrzymania nowego procesu pozostaje w gestii technologa spawalnika. Po uruchomieniu następnych stanowisk struktura obciążenia służb technologicznych zmienia się w kierunku coraz większego zaangażowania sfer produkcji.
Rozszerzenie o erty urządzeń do współpracy z robotami oznacza możli-
woś£ "ratZ^ Stanowisk i stacji. Kabur
spawalnicze mają budowę kompaktowa, sa
proces spawania. Składają się z robota automatyzuj**!
tworząc oddzielne stacje jako urządzenia*^ ■1“'feS° 1 urządzeń peryferyjuyd cechy »*acJ’ spawalniczych to: dedykowanych zastosowań. Glówi
zintegrowane kanały kablowe - osłonięte przewody zasilające*
Wyszukiwarka
Podobne podstrony:
DSC00834 (11) Zestaw urządzeń peryferyjnych, oferowany jako wyposażenie dodatkowe
Egzamin zestaw 2 ¥ X y / A X y X 10. 11. u. 13. 14. Wychodząc z równania mchu wyprowadzić wyrażeni
testy (1) binarne? (Korzeń Uczymy Jako pierwszy poziom) L_!2_ 13 14
Dane na trzecia lab cz1 Zestaw dla lab 3 (1/2) Nr t1 [C] 12 [C] 13 [C] 14 [C] p1 [MPa] p2 [MPa] p3
Dane na trzecia lab cz1 Zestaw dla lab 3 (1/2) Nr t1 [C] 12 [C] 13 [C] 14 [C] p1 [MPa] p2 [MPa] p3
pielegnowanie interpersonalne (13) Wojciech Nyklewicz PIELĘGNOWANIE INTERPERSONALNE JAKO ZESTAW UMIE
17. MODELE MATERIAŁÓW W wykładach numer 13 i 14 zostały omówione równania fizyczne dla materiału
skanuj0346 (2) zatemD2—D1 2a (13.5) Długość pasa L oblicza się jako sumę długości odcinków prostolin
więcej podobnych podstron