P3040869
1.11. Spoiny
1.11. Spoiny
1.11.1. Pojęcie spoiny, metody spawania
Spoiną nazywamy tę część złącza, która składa się z metalu stopionego podczas spawania. Zależnie od rodząju i kształtu złącza, spoina mole powstać wyłącznie ze stopionego metalu rodzimego albo też z udziałem materiału doprowadzonego dodatkowo z zewnątrz, nazywanego spoiwem.
Klasyfikację spawania przeprowadza się w zależności od źródła ciepła używanego do spawania i rodząju elektrod. Podstawowy podział jest następujący:
□ spawanie łukiem elektrycznym z elektrodą topliwą lub nietopliwą,
□ spawanie gazowe.
1.11.2. Spawanie łukiem elektrycznym
Źródłem ciepła przy spawaniu jest łuk elektryczny jarzący się między dwiema elektrodami. Jedną z elektrod może być przedmiot spawany. Druga elektroda może służyć jednocześnie jako spoiwo i wtedy występuje spawanie elektrodą topliwą. Przy spawaniu elektrodą nietopliwą, elektroda służy tylko do utrzymania łuku, a spoina powstaje wyłącznie ze stopionego metalu rodzimego albo też z dodanego osobno spoiwa.
1.11.2.1. Ręczne spawanie łukowe
Podstawową i najbardziej rozpowszechnioną metodą spawania elektrodą topliwą jest spawanie elektrodą otuloną, potocznie nazywane ręcznym spawaniem łukowym.
Do elementów prawidłowej technologii spawania zalicza się:
□ parametry spawania i wybór elektrody,
□ przygotowanie brzegów łączonych części blach,
□ technikę układania spoin,
□ zabiegi zmierzające do zmniejszenia następstw naprężeń spawalniczych i usunięcia odkształceń.
Elektroda otulona jest to pręt metalowy, na który nałożono masę otulinową. Jej zadaniem jest osłanianie ciekłego metalu przed zetknięciem z powietrzem i oczyszczenie metalu ze szkodliwych domieszek. Pod wpływem ciepła łuku elektroda topi się wraz z otuliną, wytwarzając żużel na powierzchni jeziorka ciekłego metalu (rys.1.20).
Ciekły metal wykazuje silną aktywność pod względem łączenia się z gazami zawartymi w powietrzu, a zwłaszcza z tlenem, azotem i wodorem, tworząc związki, które ujemnie wpływają na jego własności. Zespół Zjawisk fizycznych i reakcji chemicznych zachodzących w czasie cyklu cieplnego, których elementy metalowe doznąją przy łączeniu, nazywa się metalurgicznym procesem spawania.
Istnieją różne sposoby ochrony ciekłego metalu przed szkodliwym wpływem składników powietrza. Najpowszechniejszym sposobem zabezpieczenia ciekłego metalu przed tymi składnikami jest stosowanie elektrody otulonej.
Podstawy projektowania konstrukcji metalowych
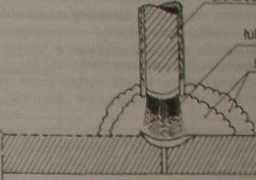
element toczony
X' ; -^
Ry*,1.20. Sfhwal technolog!) apawnnui
śWrtroda otulona
tuk elektryczny gazy osłaniające
UluL.............
Podstawowe składniki otuliny można zgrupować wg zasadniczych zadań jakie spełniąją:
• składniki jonizujące przestrzeń łukową i stabilizujące łuk (tlenki Na. Ti, Ca);
• składniki gazotwórcze. głównie związki organiczne (mączka drzewna, celuloza) tworzące osłonę gazową
• składniki żużlotwdrcze (rudy żelaza, manganu i tytanu oraz minerały granit i marmur);
• składniki odtlemąjące i odazotowijące stopiwo (żelazostopy i Mn. Si i Tik
• składniki regulujące skład chemiczny stopiwa. czyli metale zawarte w żelazostopach i inne specjalnie wprowadzone (Ni, Cr, Mo);
• składniki upłynniające żużel (fluoryt i rutyl);
• składniki wiążące masę otulinową (szkło wodne sodowe i potasowe I.
Zależnie od zawartości składników, elektrody otulone dzieli się nu elektrody o otulinie rudowo-kwaśnej, słabo rudowo-kwaśnej, kwaśnej. ia« sadowąj i gazotwórcsej.
Drugim kryterium podziału elektrod stanowi grubość otuliny:
□ elektrody cienko otulone o grubości otuliny poniżej 109 średnicy rdzenia,
O elektrody średnio otulone o grubości otuliny równej 10-40 9 średnicy rdzenia,
□ elektrody grubo otulone o grubości otuliny ponad 40% średnicy rdzenia - są one obecnie nąjczęściej stosowane.
Podstawą podziału elektrod krąjowych są własności mechaniczne stopiwa otrzymanego z wytopienia elektrody. Przystępując do spawania, należy dobrać elektrodę odpowiednią do parametrów spawania. O rodząju elektrody można wnioskować z jej oznaczenia znąjdującego się na opakowaniu elektrod, a ponadto z koloru zabarwienia czoła elektrody. Gatunek elektrody dobiera się na podstawie następujących kryteriów;
• własności mechanicznych, które ma posiadać złącze;
• rodząju działającego obciążenia (statyczne, dynamiczna);
• składu chemicznego i własności metalu;
• warunków pracy złącza: temperatury, agresywności chemicznej środowiska;
• warunków wykonania.
W tablicy 18 zestawiono elektrody zalecane do łączenia poszczególnych gatunków stali.
41
Wyszukiwarka
Podobne podstrony:
10089 P3040879 1.11. Spoiny p P«y p 7 Rys.1.64. Długości spoin pachwinowych Rys 1-66 Długośc
P3040876 1.11. Spoiny Dwie spoiny ułożone po przeciwnych stronach złącza należy oznaczać zgodnie z
25182 P3040870 1.11. Spoiny Podstawy prorfsfclo wanto konotmkcp motatowyoh Tablica 1.8. Elektrody za
P3040871 1.11. Spoiny zapobiec wyciekaniu metalu. Warstwa topnika wynosi przeciętnie 50 + 60 mm. Rys
P3040873 (2) 1.11. Spoiny Rys.1.27- Kształty lica spoiny pachwinowy albo przestawny (rys. 1.29 Ip.2)
P3040874 1.11. Spoiny Podstawowe znaki spoin czołowych podane są na rys. 1.36, a pachwino wych na ry
więcej podobnych podstron