P3040871
1.11. Spoiny
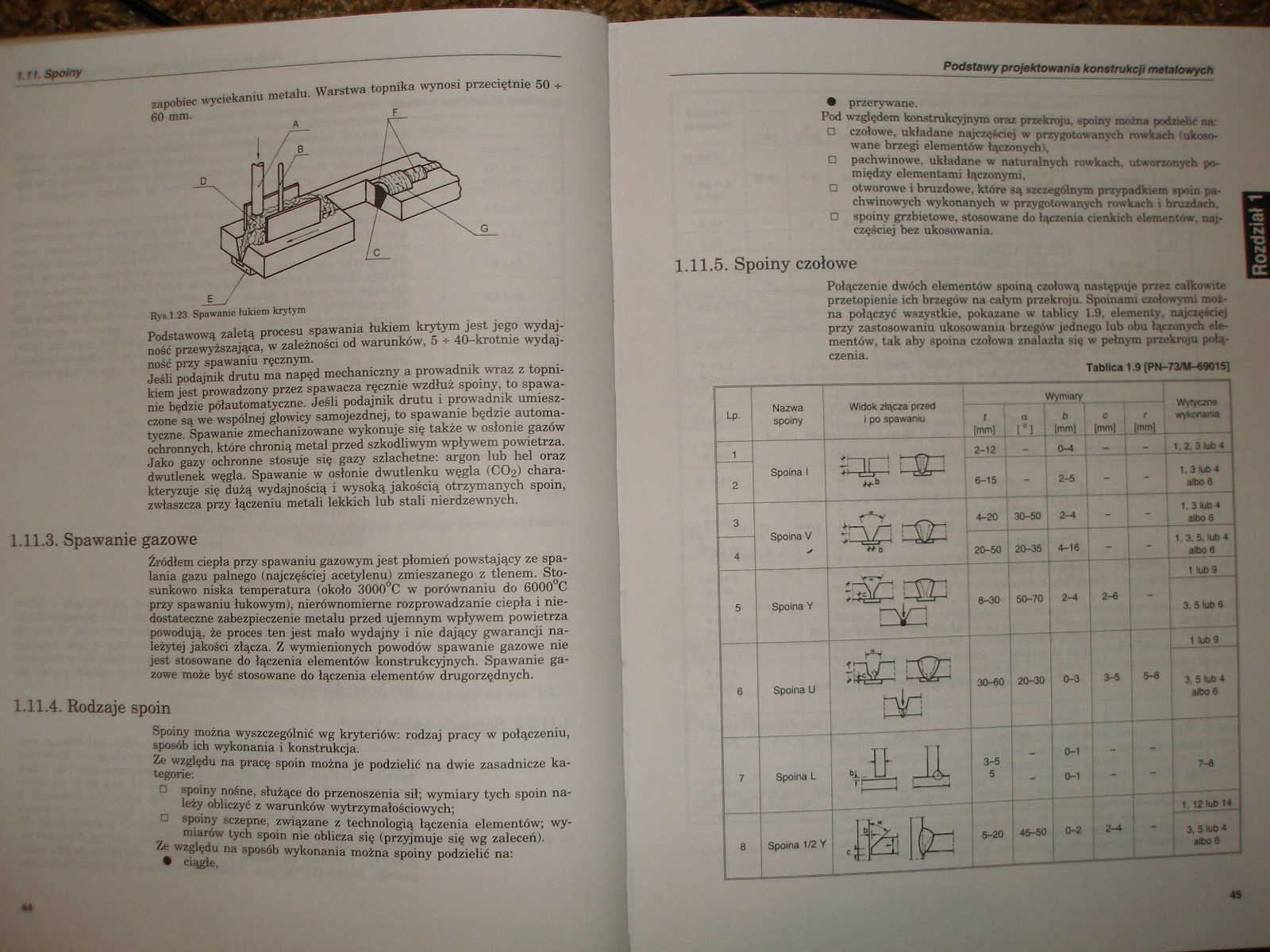
zapobiec wyciekaniu metalu. Warstwa topnika wynosi przeciętnie 50 + 60 mm.
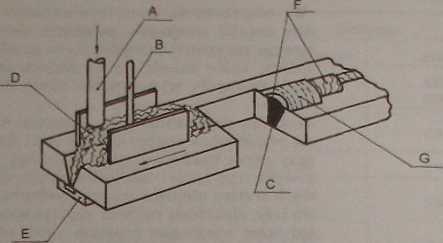
Rys. 1.23. Spawanie łukiem krytym
Podstawową zaletą procesu spawania lukiem krytym jest jego wydąj-ność przewyższająca, w zależności od warunków, 5 + 40-krotnie wydajność przy spawaniu ręcznym.
Jeśli podajnik drutu ma napęd mechaniczny a prowadnik wraz z topnikiem jest prowadzony przez spawacza ręcznie wzdłuż spoiny, to spawanie będzie półautomatyczne. Jeśli podajnik drutu i prowadnik umieszczone są we wspólnej głowicy samojezdnej, to spawanie będzie automatyczne. Spawanie zmechanizowane wykonuje się także w osłonie gazów ochronnych, które chronią metal przed szkodliwym wpływem powietrza. Jako gazy ochronne stosuje się gazy szlachetne: argon lub hel oraz dwutlenek węgla. Spawanie w osłonie dwutlenku węgla (CO2) charakteryzuje się dużą wydajnością i wysoką jakością otrzymanych spoin, zwłaszcza przy łączeniu metali lekkich lub stali nierdzewnych.
1.11.3. Spawanie gazowe
Źródłem ciepła przy spawaniu gazowym jest płomień powstający ze spalania gazu palnego (najczęściej acetylenu) zmieszanego z tlenem. Stosunkowo niska temperatura (około 3000°C w porównaniu do 6000°C przy spawaniu łukowym), nierównomierne rozprowadzanie ciepła i niedostateczne zabezpieczenie metalu przed ujemnym wpływem powietrza powodują, że proces ten jest mało wydąjny i nie dający gwarancji należytej jakości złącza. Z wymienionych powodów spawanie gazowe nie jest stosowane do łączenia elementów konstrukcyjnych. Spawanie gazowe może być stosowane do łączenia elementów drugorzędnych.
1.11.4. Rodzaje spoin
Spoiny można wyszczególnić wg kryteriów: rodzaj pracy w połączeniu, sposób ich wykonania i konstrukcja.
Ze względu na pracę spoin można je podzielić na dwie zasadnicze kategorie:
O spoiny nośne, służące do przenoszenia sił; wymiary tych spoin należy obliczyć z warunków wytrzymałościowych;
□ spoiny sczepne, związane z technologią łączenia elementów; wymiarów tych spoin nie oblicza się (przyjmuje się wg zaleceń).
Ze względu na sposób wykonania można spoiny podzielić na:
• ciągle,
• przerywane.
Pod względem konstrukcyjnym oraz przekroju, spoiny motana podzielić na:
□ czołowe, układane najczęściej w przygotowanych rowkach <ukoao-wane brzegi elementów łączonych),
□ pachwinowe, układane w naturalnych rowkach, utworzonych pomiędzy elementami łączonymi,

□ otworowe i bruzdowe, które są szczególnym przypadkiem spoin pachwinowych wykonanych w przygotowanych rowkach i bruzdach.
□ spoiny grzbietowe, stosowane do łączenia cienkich elementów, najczęściej bez ukoeowania.
1.11.5. Spoiny czołowe
Połączenie dwóch elementów spoiną czołową następuje przez całkowite przetopienie ich brzegów na całym przekroju. Spoinami czołowymi motana połączyć wszystkie, pokazane w tablicy 1.9, elementy, najczęściej przy zastosowaniu ukosowania brzegów jednego lub obu łączonych elementów, tak aby spoina czołowa znalazła się w pełnym przekroju połączenia.
Tablica 1.9 IPN-73A*-M01S]
|
Lp. |
Nazwa spoiny |
Widok złącza przed i po spawaniu |
t ' [mm] |
Wymiaiy a 1 6 1 l°l Pól i |
(mm| i |
r | |
Wytyczne wykonania | ||
|
1 |
2-12 |
_ |
0-4 | |
1. 2,3lub4 | |||||
|
2 |
Spoina I |
tc iii *4® |
e-15 | |
- I |
2-5 | |
- j |
- |
1.31*4 taboS | |
|
3 |
Spoina V ✓ |
lilii |
4-20 |
30-50 |
2-4 |
- |
- ! |
1.31*4 r*o8___ | |
|
4 |
20-50 |
20-35 |
4-16 |
- |
- |
1.3,5.11*4 a*o6 | |||
|
5 |
Spoina Y |
Dłn |
8-30 |
50-70 |
2-4 |
2-6 |
Hub 9 3,5M»6 ■ | ||
|
6 |
Spoina U |
IHB i Dld |
30-80 |
20-30 |
0-3 |
3-8 |
5-6 L |
i *e 9 3.5*04 elboS | |
|
7 |
SpoffiaL |
■ - - — 1 rr |
■ |
3-5 5 |
- |
0-1 1 0-1 |
- |
7-8 | |
|
8 |
Spoina 1/2 Y |
i p |
IIIII |
5-20 | - |
45-50 |
j 0-2 |
i 2-4 |
- |
' 1.12 *01* ! 3.5*04 dboS |
45
Wyszukiwarka
Podobne podstrony:
10089 P3040879 1.11. Spoiny p P«y p 7 Rys.1.64. Długości spoin pachwinowych Rys 1-66 Długośc
P3040876 1.11. Spoiny Dwie spoiny ułożone po przeciwnych stronach złącza należy oznaczać zgodnie z
25182 P3040870 1.11. Spoiny Podstawy prorfsfclo wanto konotmkcp motatowyoh Tablica 1.8. Elektrody za
P3040869 1.11. Spoiny1.11. Spoiny1.11.1. Pojęcie spoiny, metody spawania Spoiną na
P3040873 (2) 1.11. Spoiny Rys.1.27- Kształty lica spoiny pachwinowy albo przestawny (rys. 1.29 Ip.2)
P3040874 1.11. Spoiny Podstawowe znaki spoin czołowych podane są na rys. 1.36, a pachwino wych na ry
więcej podobnych podstron