36241 skanuj0029 (80)
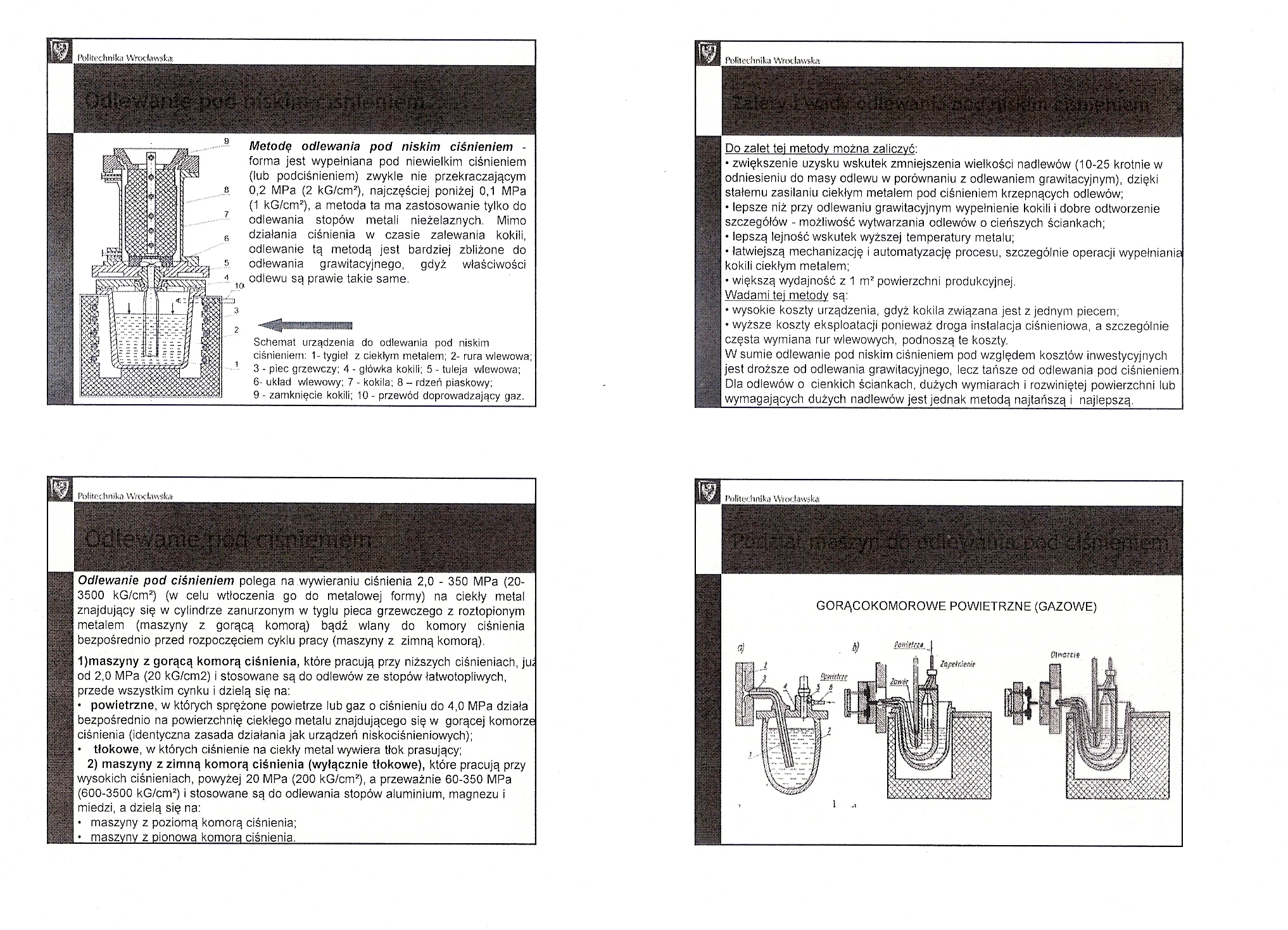
Schemat urządzenia do odlewania pod niskim ciśnieniem: 1- tygiel z ciekłym metalem; 2- rura wlewowa; 3 - piec grzewczy; 4 - główka kokili; 5 - tuleja wlewowa;
6- układ wlewowy; 7 - kokila; 8 - rdzeń piaskowy;
9 - zamknięcie kokili; 10 - przewód doprowadzający gaz.
Metodę odlewania pod niskim ciśnieniem -
forma jest wypełniana pod niewielkim ciśnieniem (lub podciśnieniem) zwykle nie przekraczającym 0,2 MPa (2 kG/cm2), najczęściej poniżej 0,1 MPa (1 kG/cm2), a metoda ta ma zastosowanie tylko do odlewania stopów metali nieżelaznych. Mimo działania ciśnienia w czasie zalewania kokili, odlewanie tą metodą jest bardziej zbliżone do odlewania grawitacyjnego, gdyż właściwości odlewu są prawie takie same.
Odlewanie pod ciśnieniem polega na wywieraniu ciśnienia 2,0 - 350 MPa (20-13500 kG/cm2) (w celu wtłoczenia go do metalowej formy) na ciekły metal znajdujący się w cylindrze zanurzonym w tyglu pieca grzewczego z roztopionym ] metalem (maszyny z gorącą komorą) bądź wlany do komory ciśnienia bezpośrednio przed rozpoczęciem cyklu pracy (maszyny z zimną komorą).
1)maszyny z gorącą komorą ciśnienia, które pracują przy niższych ciśnieniach, ju;
[ od 2,0 MPa (20 kG/cm2) i stosowane są do odlewów ze stopów łatwotopliwych, przede wszystkim cynku i dzielą się na:
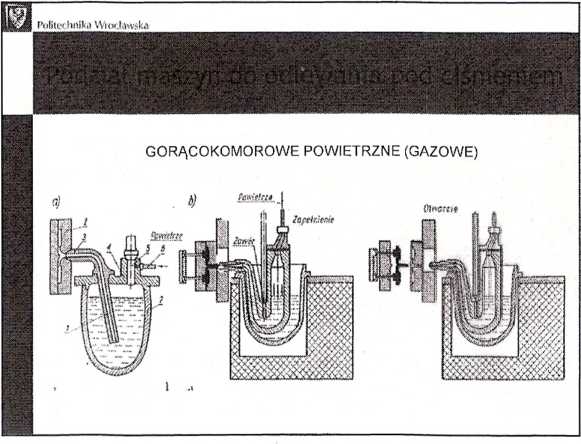
powietrzne, w których sprężone powietrze lub gaz o ciśnieniu do 4,0 MPa działa bezpośrednio na powierzchnię ciekłego metalu znajdującego się w gorącej komorze ciśnienia (identyczna zasada działania jak urządzeń niskociśnieniowych); tłokowe, w których ciśnienie na ciekły metal wywiera tłok prasujący;
2) maszyny z zimną komorą ciśnienia (wyłącznie tłokowe), które pracują przy j wysokich ciśnieniach, powyżej 20 MPa (200 kG/cm2), a przeważnie 60-350 MPa (600-3500 kG/cm2) i stosowane są do odlewania stopów aluminium, magnezu i miedzi, a dzielą się na: maszyny z poziomą komorą ciśnienia;
1 • maszyny z pionowa komora ciśnienia._
j Do zalet tei metody można zaliczyć:
1 zwiększenie uzysku wskutek zmniejszenia wielkości nadlewów (10-25 krotnie w I odniesieniu do masy odlewu w porównaniu z odlewaniem grawitacyjnym), dzięki | stałemu zasilaniu ciekłym metalem pod ciśnieniem krzepnących odlewów: lepsze niż przy odlewaniu grawitacyjnym wypełnienie kokili i dobre odtworzenie szczegółów - możliwość wytwarzania odlewów o cieńszych ściankach;
1 lepszą lejność wskutek wyższej temperatury metalu;
1 łatwiejszą mechanizację i automatyzację procesu, szczególnie operacji wypełniania kokili ciekłym metalem;
1 większą wydajność z 1 m2 powierzchni produkcyjnej.
Wadami tei metody są:
wysokie koszty urządzenia, gdyż kokila związana jest z jednym piecem; wyższe koszty eksploatacji ponieważ droga instalacja ciśnieniowa, a szczególnie częsta wymiana rur wlewowych, podnoszą te koszty.
W sumie odlewanie pod niskim ciśnieniem pod względem kosztów inwestycyjnych jest droższe od odlewania grawitacyjnego, lecz tańsze od odlewania pod ciśnieniem Dla odlewów o cienkich ściankach, dużych wymiarach i rozwiniętej powierzchni lub wymagających dużych nadlewów jest jednak metodą najtańszą i najlepszą._
Wyszukiwarka
Podobne podstrony:
31007 skanuj0030 (70) Podział i schematy maszyn do odlewania pod ciśnieniem 1 - nieruchoma część for
[5] Dańko J.: Maszyny i urządzenia do odlewania pod ciśnieniem. Wydawnictwo
[5] Dańko J.: Maszyny i urządzenia do odlewania pod ciśnieniem. Wydawnictwo
Odlewanie pod niskim ciśnieniem Polega ono na zapełnieniu metalem formy przylegającej do tygla (rurą
Odlewanie pod niskim ciśnieniem Do wad metody zaliczyć można; > duży koszt
CCF20110531�017 Ciggłe odŁgwanle.ista^l:> ;• i;ys« 1C, 3. Schematy urządzeń do ciągłego odlewania
Odlewanie przez wyciskanie Schemat działania urządzenia do odlewania przez wyciskanie: I -
Rys. 5. Urządzenie do odlewania folii: u góiy - ogólny schemat urządzenia, u dołu - układ dwu ostrzy
skanuj0003 (93) 212 5. Spawanie i.ukilm krytym Kysunłk 5.2. Schemat urządzenia do
img089 2 172 7. Badanie właściwości cieplnych i palności tworzyw sztucznych Rys. 7.7. Schemat urządz
skanuj0018 (97) Schemat obliczeniowy do modelu 11 I środek Schemat -środek domodeluH - fWf
więcej podobnych podstron