4 (384)
4, Gromadzenie się szlamu, który zmniejsza średnicę roboczą bąka,
5. Czas przebywania mleka w bąku /t/, wyrażający się wzorem:
gdzie:
V - pojemność bębna wirówki /dnr/>
Bp- wydajność praktyczna wirówki /ćm /s/.
Im mleko dłużej przebywa w bęb
as
■H
-i (37) |
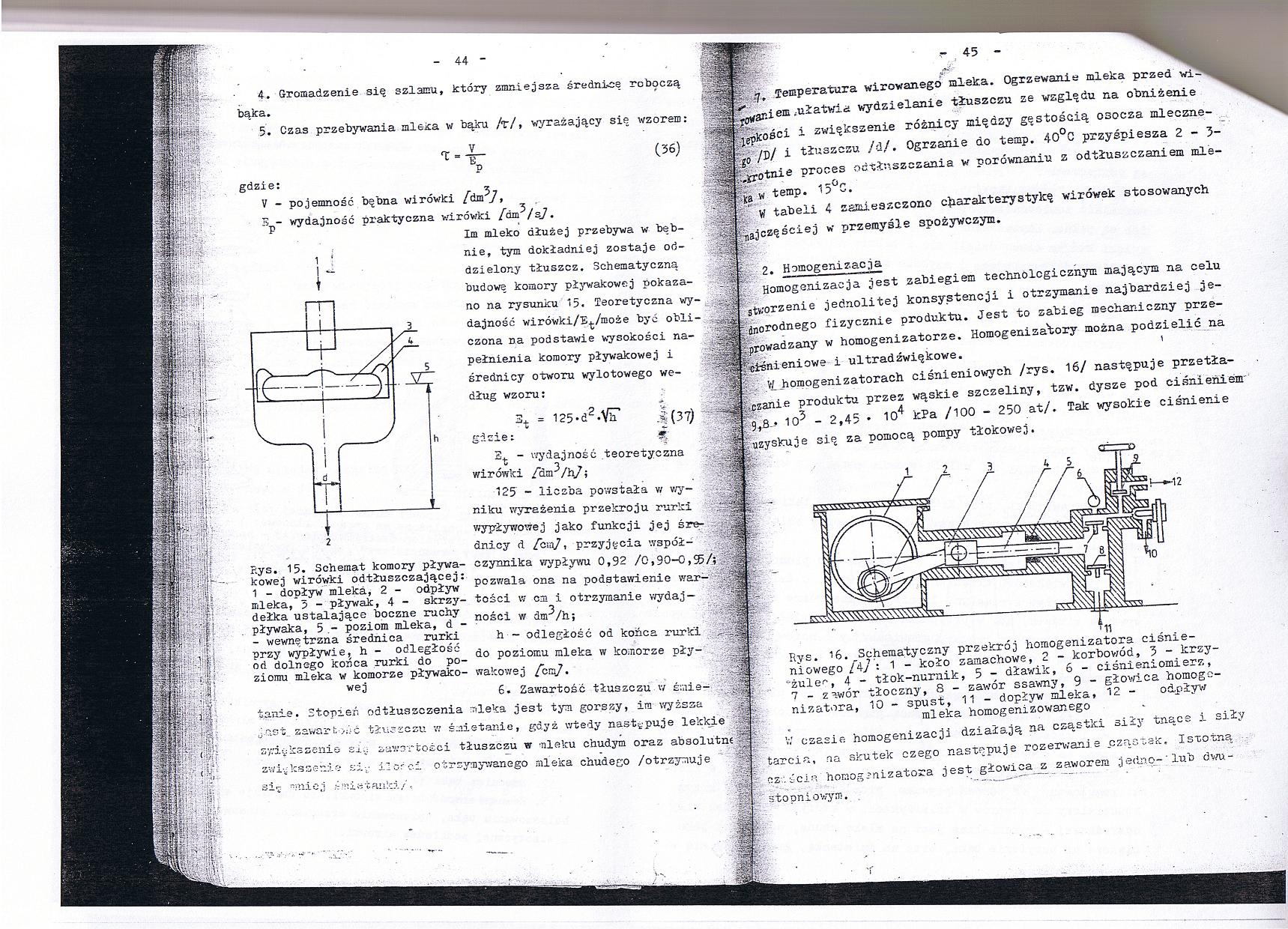
nie, tym dokładniej zostaje oddzielony tłuszcz. Schematyczną budowę komory pływakowej pokazano na rysunku 15. Teoretyczna wy- ::śg dajność wirówki/E^/może być obli-czona na podstawie wysokości napełnienia komory pływakowej i średnicy otworu wylotowego według wzoru:
= 125*d
2-Yh
3* - wydajność teoretyczna
wirówki /ckn^/h/,*
125 ~ liczba powstała v/ wyniku wyrażenia przekroju rurki T wypływowej jako funkcji jej śre
dnicy d /cm/, przyjęcia wspói-
Rys, 15, Schemat komory pływa- czynnika wypływu 0,92 /0,90-C,S5/; Sa
kowej wirówki odtłuszczającej:__ , ‘ , , . ’ r:^2|
1 - dopływ mleka, 2 - odpłyń pozwala ons na podstawienie war- . |
mleka, y - pływak, 4 - skrzy- tości w cm i otrzymanie wydaj-dełka ustalające boczne ruchy . ‘IrPl
pływaka, 5 - poziom mleka, d - noscl w ™ /n> w
- wewnętrzna średnica rurki h - odległość od końca rurki
6. Zawartość tłuszczu w śmietanie. Stopień odtłuszczenia ::<leka jest tym gorszy, im wyższa j.aet zawartość tłuczczu w śmietanie, gdyż wtedy następuje lekkie -i|| zy.iykszenie się zuv:ortości tłuszczu w mleku chudym oraz absolutne % zwiększenia -e;iv ilorci otrzymywanego mleka chudego /otrzymuje się ”?n i e j m i «t -u > !•:i /,
o^dolnego^onca ™rkf df°po- do pozionłu cleka w komorze pły-ziomu mleka w komorze pływako- wakowej /ćm/. wej
7. Temperatura wirowanego mleka. Ogrzewanie mleka przed wi i em .ułatwia wydzielanie tłuszczu ze względu na obniżenie lepkości i zwiększenie różnicy między gęstością osocza mleczne-> /D/ i tłuszczu /d/. Ogrzanie do temp. 40°C przyśpiesza 2-3-fUjcrotnie proces odtłuszczania w porównaniu z odtłuszczaniem mle-

•Ica w temp. 15°C.
r
W tabeli 4 zami.es zez ono charakterystykę wirówek stosowanych ^najczęściej w przemyśle spożywczym.
Kp. .
V *.•* f
g 2. Homogenizacja
■i: Homogenizacja jest zabiegiem technologicznym mającym na celu stworzenie jednolitej konsystencji i otrzymanie najbardziej jednorodnego fizycznie produktu. Jest to zabieg mechaniczny prze-
jSKg.; i * .
prowadzany w homogenizatorze. Homogenizatory można podzielić na ciśnieniowe i ultradźwiękowa.
W homogenizatorach ciśnieniowych /rys. 16/ następuje przetła-
•. ... •
gpzanie produktu przez wąskie szczeliny, tzw. dysze pod ciśnieniem • 9,8-* 105 - 2,45 • 104 kPa /100 - 250 at/. Tak wysokie ciśnienie uzyskuje się za pomocą pompy tłokowej.
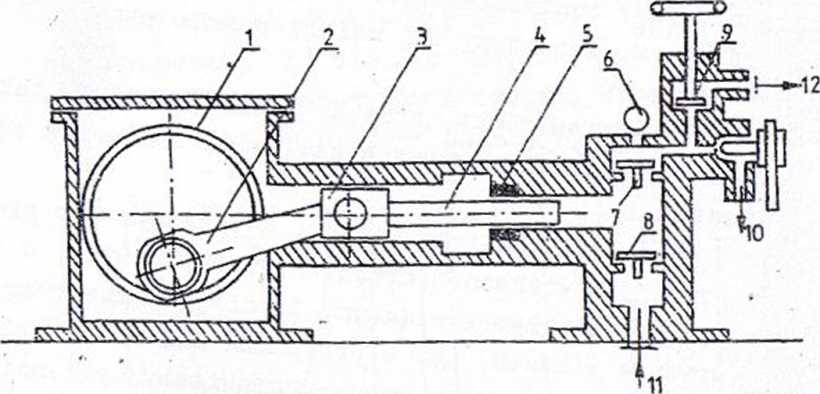
Rys. 16.^Schematyczny przekrój homogenizatora ciśnieniowego l*\] : 1 - koło zamachowe, 2 - korbowód, 3 - krzy--żule^, 4 - tłok-nurnik, 5 - dławik, 6 - ciśnieniomierz,
7 - zawór tłoczny, S - zawór ssawny, 9 - głowica homogo-nizatora, 10 - spust, 11 - dopływ mleka, 12 - oćLpływ
mleka homogenizowanego
v: czasie homogenizacji działają na cząstki siły tnące i siły tarcia, na skutek czego następuje rozerwanie cząstek. Istotną oz; śc la homogeni zatora jest głowica z zaworem jedno-lub c3wu-stopniowym.

Wyszukiwarka
Podobne podstrony:
4 (384) 44 4* Gromadzenie się szlamu, który zmniejsza średnicę roboczą bąka, 5. Czas przebywania mle
69980 P1050382 (2) I I I Obszar gromadzenia się śniegu, który daje początek lodowcom nazywamy polem
P1050382 (2) I I I Obszar gromadzenia się śniegu, który daje początek lodowcom nazywamy polem lub ob
• uzyskuje się dość istotne zmniejszenie średnic kanałów (przewodów
Higiena kiedyś W Średniowieczu u dołu sukien wieszano mięso, po to aby wszelkie robactwo gromadziło
DSCF3105 gromadzenie się ich w skupiska DtęwiwMcji włókien kolagenowych I sprężystych, zmniejszenie
56 kolejnym półroczu obszar gromadzenia się leukocytów w badanych grupach uległ dalszemu zmniejszeni
wynikającą z zasilania gazowego. Zmniejszenie średniego współczynnika nadmiaru powietrza A. osiąga s
skanuj0028 mi się „przygląda”, który — podobnie jak ja z niego — robi ze mnie obiekt; również Boga p
skanuj0060 12. kierować procesem uczenia się w sposób, który zawiera ciągłą
skanuj0175 (7) stosuje się, ponieważ przy mniejszych średnicach rur usuwanie sopli z nadtopionego me
skanuj0272 (4) Gdy przesunięcie jest dodatnie, zwiększa się grubość zęba na średnic} podziałowej ora
SL275441 Zmiany strukturalne Skrócenie sarkomeru. zmniejszenie średnicy włókien - 40-50°C Zanik podw
więcej podobnych podstron