50079 skanuj0004
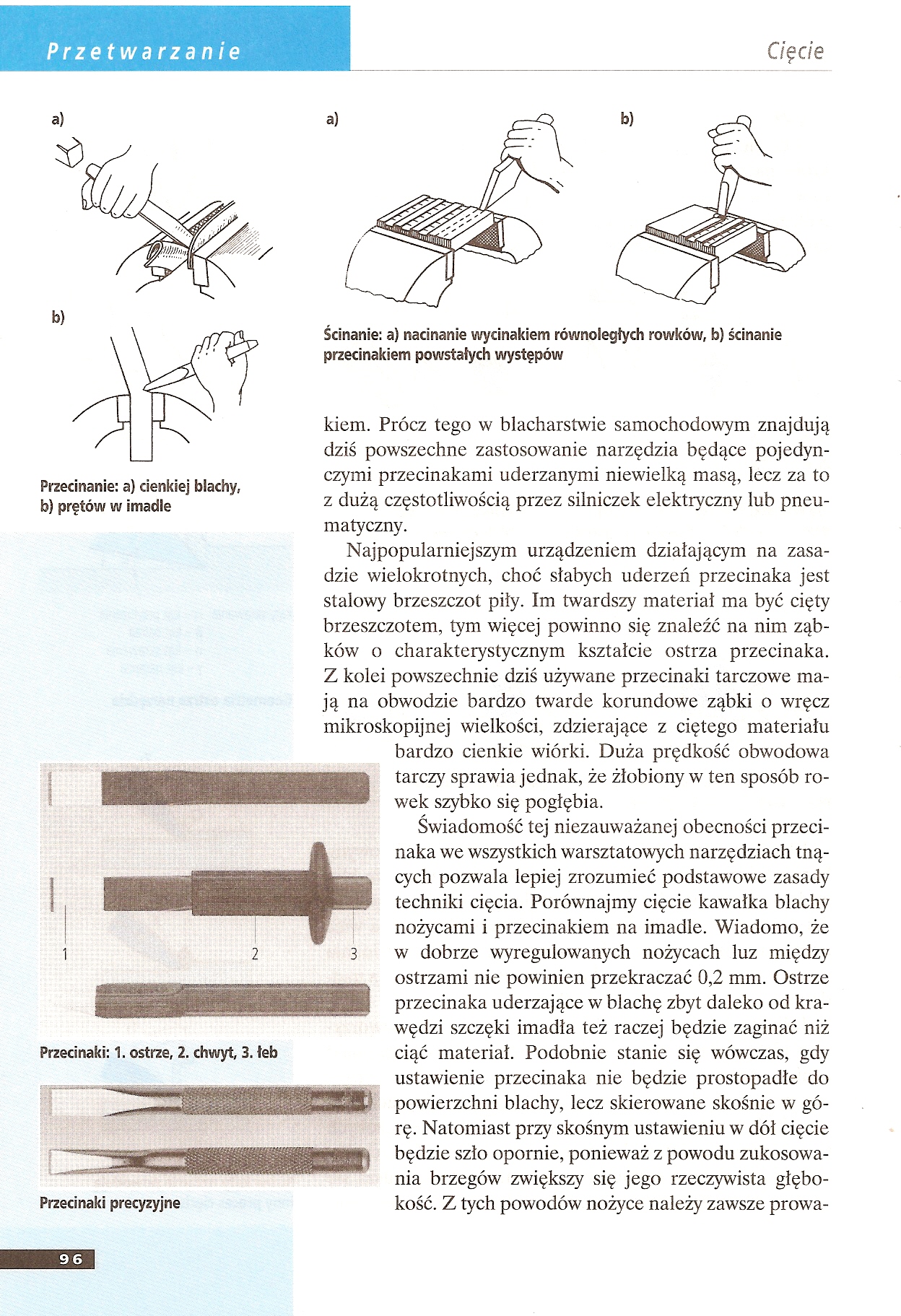


Przecinanie: a) cienkiej blachy, b) prętów w imadle

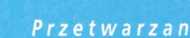
Ścinanie: a) nacinanie wycinakiem równoległych rowków, b) ścinanie przecinakiem powstałych występów
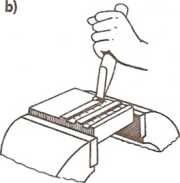
Przecinaki: 1. ostrze, 2. chwyt, 3. łeb

Przecinaki precyzyjne
kiem. Prócz tego w blacharstwie samochodowym znajdują dziś powszechne zastosowanie narzędzia będące pojedynczymi przecinakami uderzanymi niewielką masą, lecz za to z dużą częstotliwością przez silniczek elektryczny lub pneumatyczny.
Najpopularniejszym urządzeniem działającym na zasadzie wielokrotnych, choć słabych uderzeń przecinaka jest stalowy brzeszczot pity. Im twardszy materiał ma być cięty brzeszczotem, tym więcej powinno się znaleźć na nim ząbków o charakterystycznym kształcie ostrza przecinaka. Z kolei powszechnie dziś używane przecinaki tarczowe mają na obwodzie bardzo twarde korundowe ząbki o wręcz mikroskopijnej wielkości, zdzierające z ciętego materiału bardzo cienkie wiórki. Duża prędkość obwodowa tarczy sprawia jednak, że żłobiony w ten sposób rowek szybko się pogłębia.
Świadomość tej niezauważanej obecności przecinaka we wszystkich warsztatowych narzędziach tnących pozwala lepiej zrozumieć podstawowe zasady techniki cięcia. Porównajmy cięcie kawałka blachy nożycami i przecinakiem na imadle. Wiadomo, że w dobrze wyregulowanych nożycach luz między ostrzami nie powinien przekraczać 0,2 mm. Ostrze przecinaka uderzające w blachę zbyt daleko od krawędzi szczęki imadła też raczej będzie zaginać niż ciąć materiał. Podobnie stanie się wówczas, gdy ustawienie przecinaka nie będzie prostopadłe do powierzchni blachy, lecz skierowane skośnie w górę. Natomiast przy skośnym ustawieniu w dół cięcie będzie szło opornie, ponieważ z powodu zukosowa-nia brzegów zwiększy się jego rzeczywista głębokość. Z tych powodów nożyce należy zawsze prowa-
96
Wyszukiwarka
Podobne podstrony:
50718 skanuj0003 CięciePrzetwarzanie Cięcie Proces cięcia obejmuje ścinanie, wycinanie i przecinanie
skanuj0023 (27) PRZECIWWSKAZANIA I WSKAZANIA DO STOSOWANIA PRĄDÓW DIADYNAMICZNYCH: Wskazania do stos
skanuj0005 —można przecież odróżniać ze względu na silę sugestywności, jaką daje owa projekcja, bo p
skanuj0005 (97) padle do kierunku prętów głównych w odpowiednich odstępach. Rozróżnia się m.in. strz
skanuj0051 (63) Elementy nitowane (blachy, kształtowniki) oblicza się z warunku wytrzymałościowego n
skanuj0180 (2) 188 Przeciętne koszty stałe spadają, gdy produkcja całkowita rośnie, bo taka sama sum
skanuj0005 —można przecież odróżniać ze względu na silę sugestywności, jaką daje owa projekcja, bo p
skanuj0008(1) Ciecie warstwicowe to różnica wysokości pomiędzy dwiema sąsiednimi warstwicami; na map
więcej podobnych podstron