74222 skanuj0004 (400)
2.4. NARZĘDZIA STOSOWANE PODCZAS OBRÓBKI NA WIERTARKACH
Rozróżniamy następujące rodzaje wierteł:
• wiertła kręte: ze stali (najczęściej szybkotnącej), z lutowanymi płytkami z węgli ków spiekanych, pełnowęglikowe, z ceramiki narzędziowej,
• wiertła piórowe: ze stali, z lutowaną lub mocowaną mechanicznie płytką z węglików spiekanych,
• wiertła składane z płytkami wieloostrzowymi mocowanymi mechanicznie,
• wiertła do głębokich otworów (działowe, lufowe, eżektorowe),
• wiertła trcpanacyjne (rurowe).
• wiertła specjalne (np. do otworów wielostopniowych, stożkowych) itp.
Wiertła kręte są narzędziami trzpieniowymi. Do najczęściej stosowanych należ.')
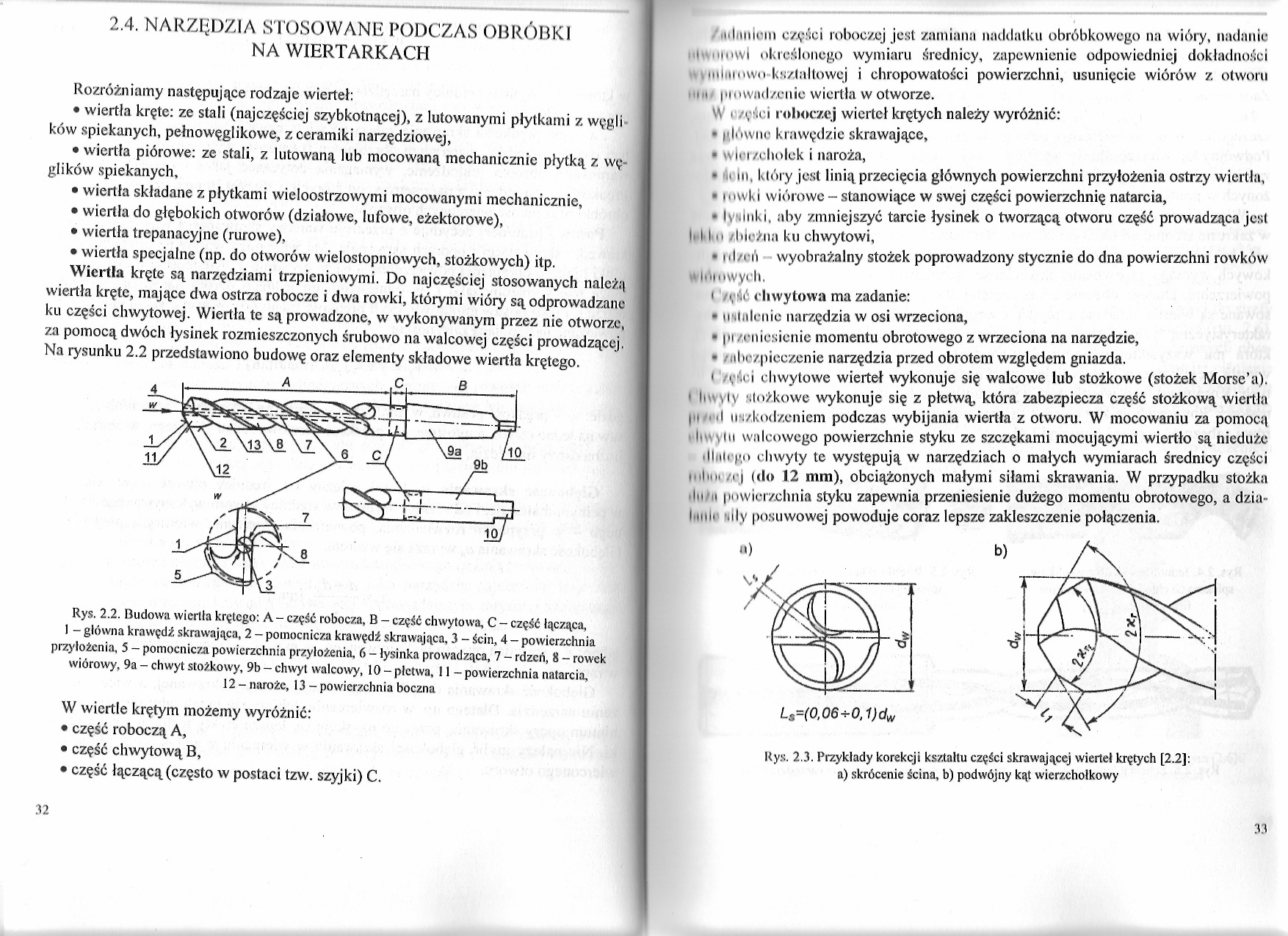
wiertła kręte, mające dwa ostrza robocze i dwa rowki, którymi wióry są odprowadzane ku części chwytowej. Wiertła te są prowadzone, w wykonywanym przez nie otworze, za pomocą dwóch łysinek rozmieszczonych śrubowo na walcowej części prowadzącej. Na rysunku 2.2 przedstawiono budowę oraz elementy składowe wiertła krętego.
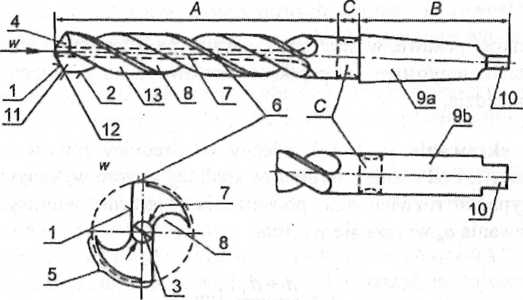
Rys. 2.2. Budowa wiertła krętego: A - część robocza, B - część chwytowa, C - część łącząca,
1 - główna krawędź skrawająca, 2 - pomocnicza krawędź skrawająca, 3 - ścin, 4 - powierzchnia przyłożenia, 5 - pomocnicza powierzchnia przyłożenia, 6 - łysinka prowadząca, 7 - rdzeń, 8 - rowek wiórowy, 9a - chwyt stożkowy, 9b - chwyt walcowy, 10 - płetwa, 11 - powierzchnia natarcia,
12 - naroże, 13 - powierzchnia boczna
W wiertle krętym możemy wyróżnić:
• część roboczą A,
• część chwytową B,
• część łączącą (często w postaci tzw. szyjki) C.

......... określonego wymiaru średnicy, zapewnienie odpowiedniej dokładności
...........kształtowej i chropowatości powierzchni, usunięcie wiórów z otworu
■ i piowndzenic wiertła w otworze.
W i it ,i i roboczej wierteł krętych należy wyróżnić:
• główne krawędzie skrawające,
• wierzchołek i naroża,
• * iii, który jest linią przecięcia głównych powierzchni przyłożenia ostrzy wiertła,
• mwki wiórowe - stanowiące w swej części powierzchnię natarcia,
• lyunki, aby zmniejszyć tarcie łysinek o tworzącą otworu część prowadząca jest li |.| ii /bieżna ku chwytowi,
• nl/ni wyobrażalny stożek poprowadzony stycznie do dna powierzchni rowków
liliowych.
i i,".i chwytowa ma zadanie:
• HNlnlcnic narzędzia w osi wrzeciona,
• pi ztaiiesienie momentu obrotowego z wrzeciona na narzędzie,
- ubezpieczenie narzędzia przed obrotem względem gniazda.
i /•, •'.( i chwytowe wierteł wykonuje się walcowe lub stożkowe (stożek Morse’a).
• li y|y stożkowe wykonuje się z płetwą, która zabezpiecza część stożkową wiertła i i .. I uszkodzeniem podczas wybijania wiertła z otworu. W mocowaniu za pomocą i, ,iu walcowego powierzchnie styku ze szczękami mocującymi wiertło są nieduże ,|hili po chwyty te występują w narzędziach o małych wymiarach średnicy części , .1 m i. /1 * | (do 12 mm), obciążonych małymi siłami skrawania. W przypadku stożka in ,i powierzchnia styku zapewnia przeniesienie dużego momentu obrotowego, a dzia-I .u i Ir .iły posuwowej powoduje coraz lepsze zakleszczenie połączenia.
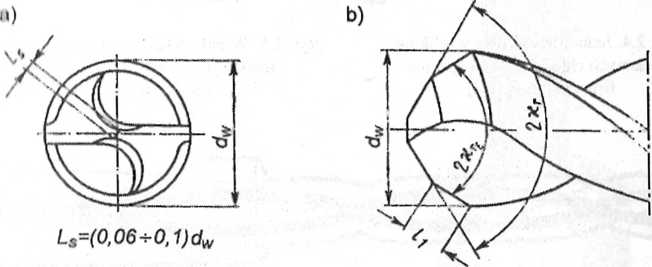
Rys. 2.3. Przykłady korekcji kształtu części skrawającej wierteł krętych [2.2]: a) skrócenie ścina, b) podwójny kąt wierzchołkowy
33
Wyszukiwarka
Podobne podstrony:
Spawalnictwo(1) •tal 3t35 Temperatury podczas obróbki:^na—- lempaiatura kucia 1100 - 050 st C (piPró
100c70 2) posługuje się podstawowymi narzędziami stosowanymi do obróbki ręcznej (piłowania, cię
3tom107 3. SIECI ELEKTROENERGETYCZNE 216 Numeracja wtórna (maszynowa) jest stosowana podczas oblicze
choroszy32 332 Tabela 15.5. Wartości średnich parametrów skrawania stosowanych podczas obróbki walów
01@1 • stołeczność stosów poprzez składowanie na wysokość uzależnioną od rodzaju materiałów
23834 skanuj00170 31 podrzędnych, a stosowanie go przy okolicznikach. Syntetyczny przykład tego rodz
skanuj0016 (316) Polska Federacja Turystyki Wiejskiej „Gospodarstwa Gościnne” sklasyfikowała następu
Ze względu na funkcję pełnioną w instalacji rozróżniamy następujące rodzaje przewodów (albo żył w
potrzebnych wymiarów i aby można je było jak najłatwiej odmierzyć na materiale podczas obróbki. Ułat
więcej podobnych podstron