235
I o/ Przedstaw sposób przeprowadzania i cel różnych rodzajów j hartowania
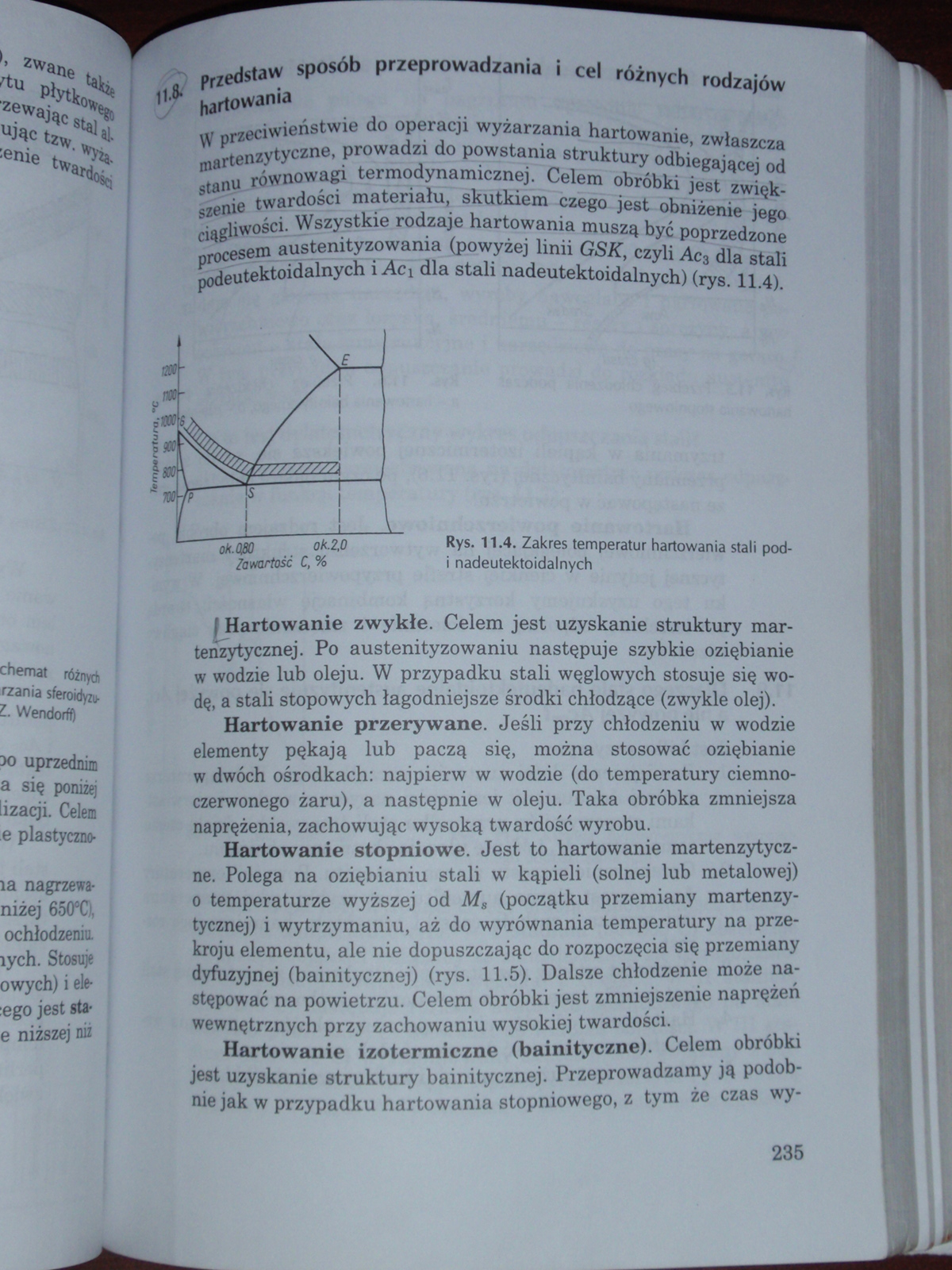
W przeciwieństwie do operacji wyżarzania hartowanie, zwłaszcza martenzytyczne, prowadzi do powstania struktury odbiegającej od stanu równowagi termodynamicznej. Celem obróbki jest zwiększenie twardości materiału, skutkiem czego jest obniżenie jego ciągliwości. Wszystkie rodzaje hartowania muszą być poprzedzone procesem austenityzowania (powyżej linii GSK, czyli Acs dla stali podeutektoidalnych i Ac\ dla stali nadeutektoidalnych) (rys. 11.4).
ok.QgO ok.2,0 Zawartość C, %
Rys. 11.4. Zakres temperatur haftowania stali pod-i nadeutektoidalnych
|JHartowanie zwykłe. Celem jest uzyskanie struktury mar-tenzytycznej. Po austenityzowaniu następuje szybkie oziębianie w wodzie lub oleju. W przypadku stali węglowych stosuje się wodę, a stali stopowych łagodniejsze środki chłodzące (zwykle olej).
Hartowanie przerywane. Jeśli przy chłodzeniu w wodzie elementy pękają lub paczą się, można stosować oziębianie w dwóch ośrodkach: najpierw w wodzie (do temperatury ciemnoczerwonego żaru), a następnie w oleju. Taka obróbka zmniejsza naprężenia, zachowując wysoką twardość wyrobu.
Hartowanie stopniowe. Jest to hartowanie martenzytyczne. Polega na oziębianiu stali w kąpieli (solnej lub metalowej) o temperaturze wyższej od Ms (początku przemiany martenzy-tycznej) i wytrzymaniu, aż do wyrównania temperatury na przekroju elementu, ale nie dopuszczając do rozpoczęcia się przemiany dyfuzyjnej (bainitycznej) (rys. 11.5). Dalsze chłodzenie może następować na powietrzu. Celem obróbki jest zmniejszenie naprężeń wewnętrznych przy zachowaniu wysokiej twardości.
Hartowanie izotermiczne (bainityczne). Celem obróbki jest uzyskanie struktury bainitycznej. Przeprowadzamy ją podobnie jak w przypadku hartowania stopniowego, z tym że czas wy-
235
Wyszukiwarka
Podobne podstrony:
scs3 uwagi odnoszące się do sposobu przeprowadzenia zajęć podane są we wstępie do części
Poniższe opisy dotyczą różnych rodzajów zmienności. A. Prowadzi do powstania nowyc
Instrukcja o sposobie przeprowadzenia GPR 2010 4. STANOWISKA POMIAROWE 4.1. Podsta
SDC10964 uwagi odnoszące się do sposobu przeprowadzenia zajęć podane są we wstępie do części
chirurg.pl chirurg13 wskazań i przeciwwskazań do operacji planowych i wykonywanych w trybie pilnym,
M Feld TBM023 TABLICA 1.1. Przeciętne zakresy dokładności i chropowatości powierzchni dla różnych ro
20185 łojotokowe12 Leczenie łupieżu LECZENIE RÓŻNYCH RODZAJÓW ŁUPIEŻU - SZAMPONY PRZECIWŁUPIEŻOWE
28. OSPRZĘT SIECIOWT 430 (TG). Dobór głowic do różnych rodzajów kabli i wysokości napięć przedstawio
więcej podobnych podstron