246 (4)
przedmiotu, natomiast przy cięciu przedmiotów z metali nieżelaznych elektrodą należy ustawić prostopadle do powierzchni przedmiotu i wykonywać ruchy oscylacyjne wzdłuż osi pionowej. Strumień sprężonego powietrza musi być zawsze tak ustawiony aby przepływał pod elektrodą i wydmuchiwał stopiony metal.
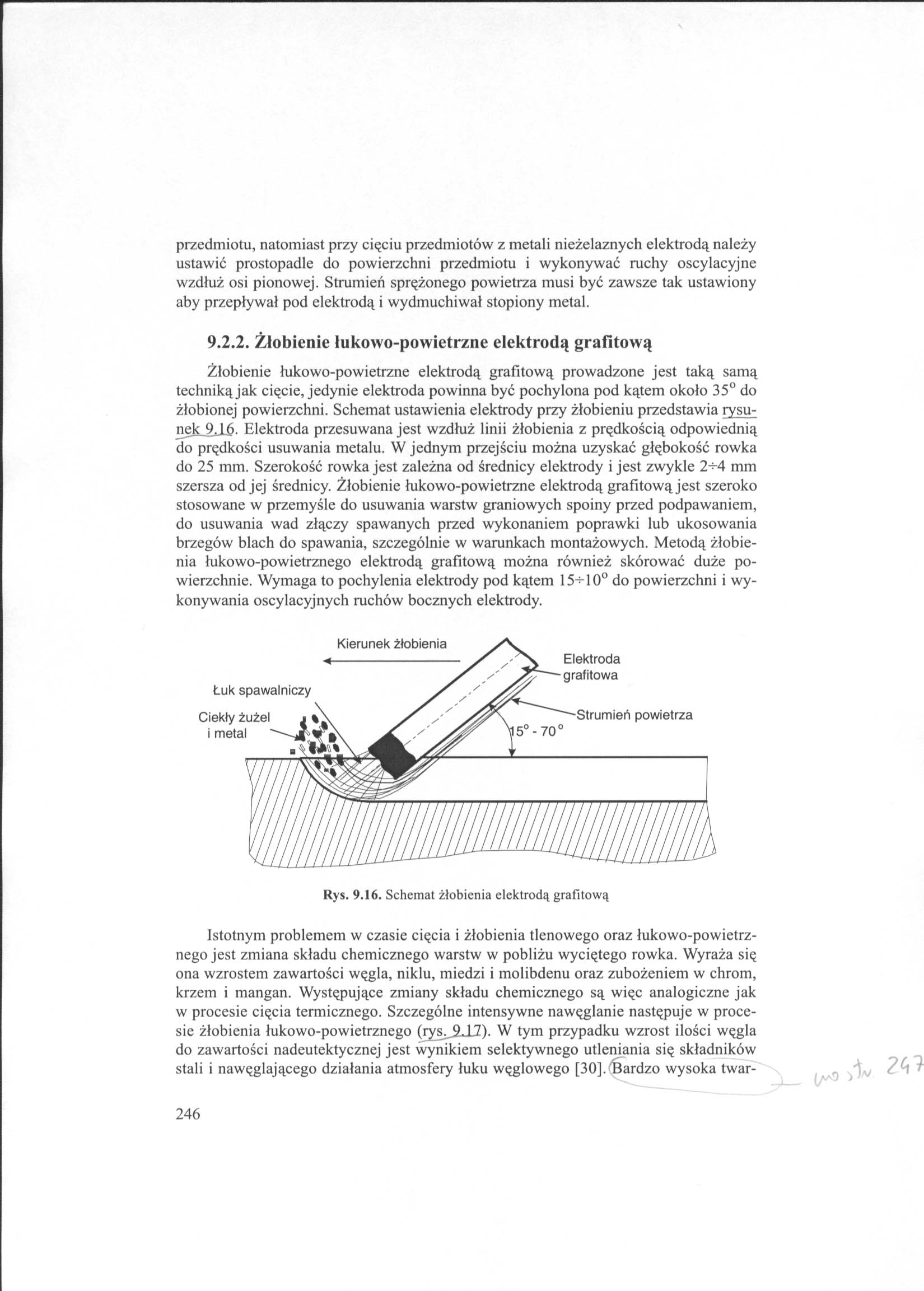
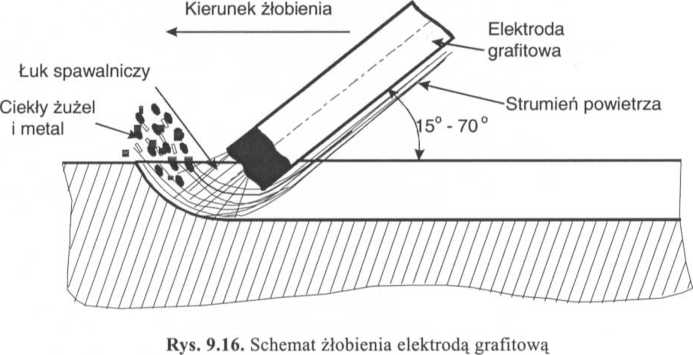
9.2.2. Żłobienie łukowo-powietrzne elektrodą grafitową
Żłobienie łukowo-powietrzne elektrodą grafitową prowadzone jest taką samą techniką jak cięcie, jedynie elektroda powinna być pochylona pod kątem około 35° do żłobionej powierzchni. Schemat ustawienia elektrody przy żłobieniu przedstawia rysu-nekjflś. Elektroda przesuwana jest wzdłuż linii żłobienia z prędkością odpowiednią do prędkości usuwania metalu. W jednym przejściu można uzyskać głębokość rowka do 25 mm. Szerokość rowka jest zależna od średnicy elektrody i jest zwykle 2-^4 mm szersza od jej średnicy. Żłobienie łukowo-powietrzne elektrodą grafitową jest szeroko stosowane w przemyśle do usuwania warstw graniowych spoiny przed podpawaniem, do usuwania wad złączy spawanych przed wykonaniem poprawki lub ukosowania brzegów blach do spawania, szczególnie w warunkach montażowych. Metodą żłobienia łukowo-powietrznego elektrodą grafitową można również skórować duże powierzchnie. Wymaga to pochylenia elektrody pod kątem 15-5-10° do powierzchni i wykonywania oscylacyjnych ruchów bocznych elektrody.
Istotnym problemem w czasie cięcia i żłobienia tlenowego oraz łukowo-powietrznego jest zmiana składu chemicznego warstw w pobliżu wyciętego rowka. Wyraża się ona wzrostem zawartości węgla, niklu, miedzi i molibdenu oraz zubożeniem w chrom, krzem i mangan. Występujące zmiany składu chemicznego są więc analogiczne jak w procesie cięcia termicznego. Szczególne intensywne nawęglanie następuje w procesie żłobienia łukowo-powietrznego (rys^JLLZ). W tym przypadku wzrost ilości węgla do zawartości nadeutektycznej jest wynikiem selektywnego utleniania się składników stali i nawęglającego działania atmosfery łuku węglowego [30]. Bardzo wysoka twar-
246
Wyszukiwarka
Podobne podstrony:
Formy odlewnicze z piasku kwarcowego Budowa form do bezpośredniego odlewania metali nieżelaznych prz
skanuj0045 (75) blach oraz nity z metali nieżelaznych. Przy nitowaniu na gorąco przyjmuje się średni
Wymiarowanie przedmiotow PRZEDMIOTY MOŻNA WYMIAROWAĆ Wymiarowanie należy do bardzo ważnych czynności
Wymiarowanie przedmiotów PRZEDMIOTY MOŻNA WYMIAROWAĆ Wymiarowanie należy do bardzo ważnych czynności
Wymiarowanie przedmiotów PRZEDMIOTY MOŻNA WYMIAROWAĆ Wymiarowanie należy do bardzo ważnych czynności
Wymiarowanie przedmiotów PRZEDMIOTY MOŻNA WYMIAROWAĆ Wymiarowanie należy do bardzo ważnych czynności
Wymiarowanie przedmiotów PRZEDMIOTY MOŻNA WYMIAROWAĆ Wymiarowanie należy do bardzo ważnych czynności
II TERMIN 1 Zad 2 Igzamln poprawkowy t przedmiotu ..Analogowe układy elektroniczne II" (3 CT OI
Lp. Wydział / Kierunek Przedmiot główny 18. Elektronika i Telekomunikacja (w j.
Lp. Wydział / Kierunek Przedmiot główny 18. Elektronika i Telekomunikacja (w j.
AKADEMIA GÓRNICZO-HUTNICZA (fl
Lp. Wydział / Kierunek Przedmiot główny 18. Elektronika i Telekomunikacja (w j.
page0170 166 stosowanie mięśni odpadł przy pierwszej seryi doświadczeń. Natomiast przy drugiej seryi
Instrukcja bhp cięcie plazmą INSTRUKCJA BHPPRZY CIĘCIU PLAZMOWYM I. POSTANOWIENIA OGÓLNE 1 &nb
więcej podobnych podstron