323 (22)
mami lub cząsteczkami gazu zawartymi w powietrzu. Wynosi ona zwykle 1,5* 10 4 do 1,5 x 1(T2 Pa (lO^-HO4 Tr).
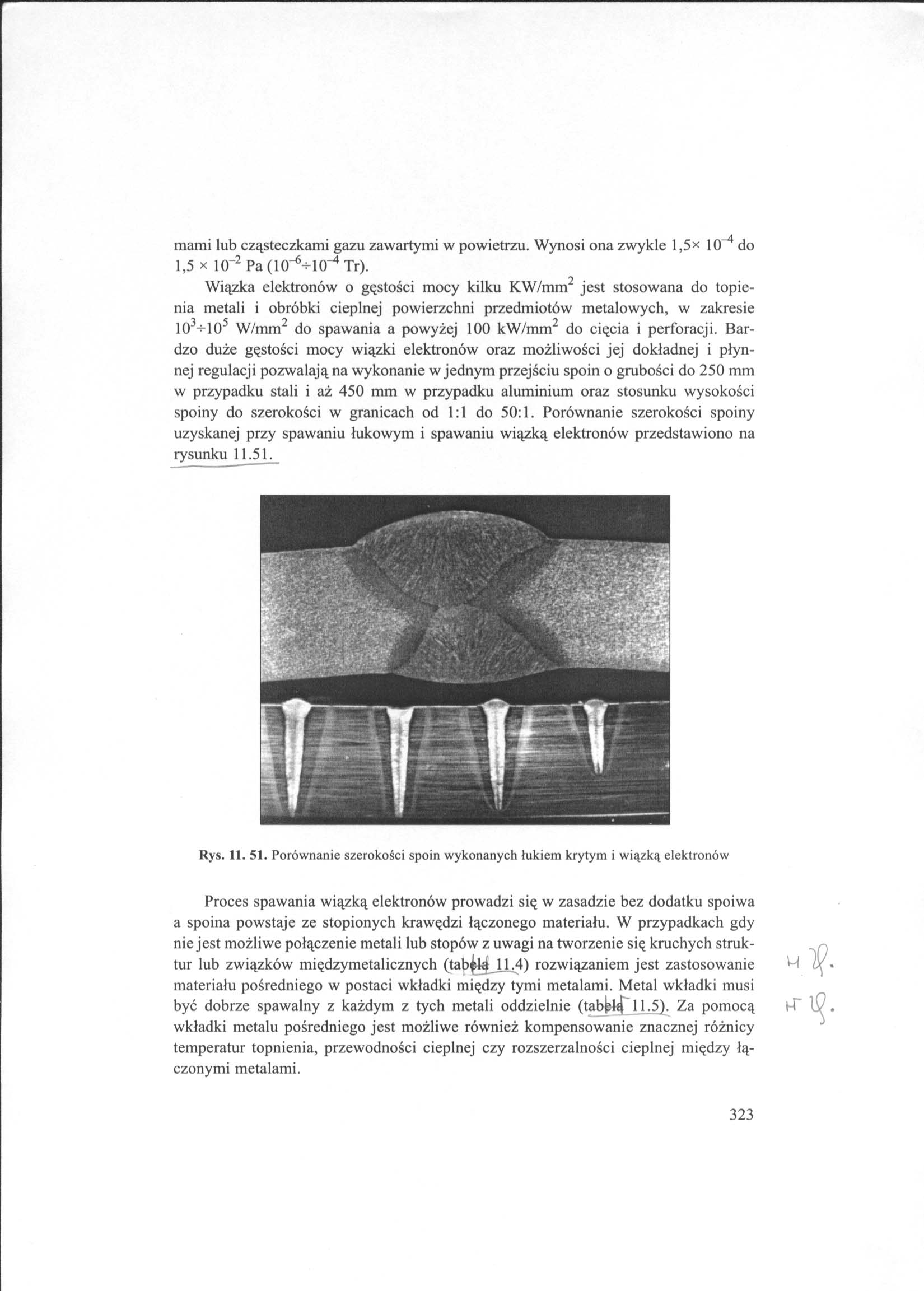
Wiązka elektronów o gęstości mocy kilku KW/mm jest stosowana do topienia metali i obróbki cieplnej powierzchni przedmiotów metalowych, w zakresie 10 -^-10 W/mm do spawania a powyżej 100 kW/mm do cięcia i perforacji. Bardzo duże gęstości mocy wiązki elektronów oraz możliwości jej dokładnej i płynnej regulacji pozwalają na wykonanie w jednym przejściu spoin o grubości do 250 mm w przypadku stali i aż 450 mm w przypadku aluminium oraz stosunku wysokości spoiny do szerokości w granicach od 1:1 do 50:1. Porównanie szerokości spoiny uzyskanej przy spawaniu łukowym i spawaniu wiązką elektronów przedstawiono na rysunku 11.51.
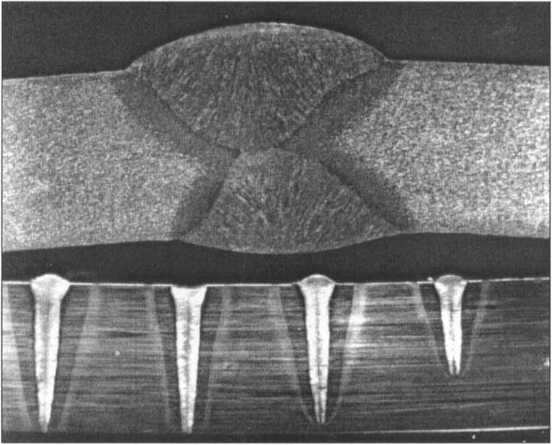
Rys. 11. 51. Porównanie szerokości spoin wykonanych lukiem krytym i wiązką elektronów
Proces spawania wiązką elektronów prowadzi się w zasadzie bez dodatku spoiwa a spoina powstaje ze stopionych krawędzi łączonego materiału. W przypadkach gdy nie jest możliwe połączenie metali lub stopów z uwagi na tworzenie się kruchych struktur lub związków międzymetalicznych (tabela 11.4) rozwiązaniem jest zastosowanie materiału pośredniego w postaci wkładki między tymi metalami. Metal wkładki musi być dobrze spawalny z każdym z tych metali oddzielnie (tab^M 11 -5). Za pomocą ł-T wkładki metalu pośredniego jest możliwe również kompensowanie znacznej różnicy temperatur topnienia, przewodności cieplnej czy rozszerzalności cieplnej między łączonymi metalami.
323
Wyszukiwarka
Podobne podstrony:
ZJAWISKA NATURY 6 7 LAT (39) Mgłę tworzą drobniutkie kropelki wody lub kryształki lodu zawieszone w
49160 skanuj0007 (86) nymi wynosi około 1:1. Ciśnienie doprowadzonego do dyszy powietrza wynosi ok
Slajd4 Krzywa uziarnienia Wykres przedstawiający procentową zawartość ziarn lub cząstek o danej śred
22 (73) 40 - dzieleniu (przeouwunie w prawo) lub mnożeniu (w lewo) zawartości rejestru przez kolejno
img123 123 123 Rys. 56-. Ypłyy początkowej temperatury T1 nrloszankl gazu palnego z powietrzom ca ca
0000003 (21) zanych w atomach lub cząsteczkach oraz od stopnia ich zdolności do wzajemnego przesuwan
img123 123 123 Rys. 56-. Ypłyy początkowej temperatury T1 nrloszankl gazu palnego z powietrzom ca ca
skrypt wzory i prawa z objasnieniami71 140 Średnia droga swobodna. Dyfuzja ■ Pomię
więcej podobnych podstron