5 (1315)
geometrii gwintownika, jego średnicy i skoku. Dla gwintowników maszynowych, przezna- ; czonych do obróbki gwintów metrycznych, o średnicy 6-4-36 mm i skokach 1-4-4,0 mm, zakresy stosowanych prędkości podczas gwintowania w stali (Rm = 750 MPa) wahają się w granicach 6,54-16 m/min, a podczas gwintowania w żeliwie szarym (HB = 190) wynoszą 4,5-4-11,2 m/min. ' • . ■
9.3. OBRÓBKA GWINTÓW NARZYNKAMI , . ■ .
I GŁOWICAMI GWINCIARSKIMI
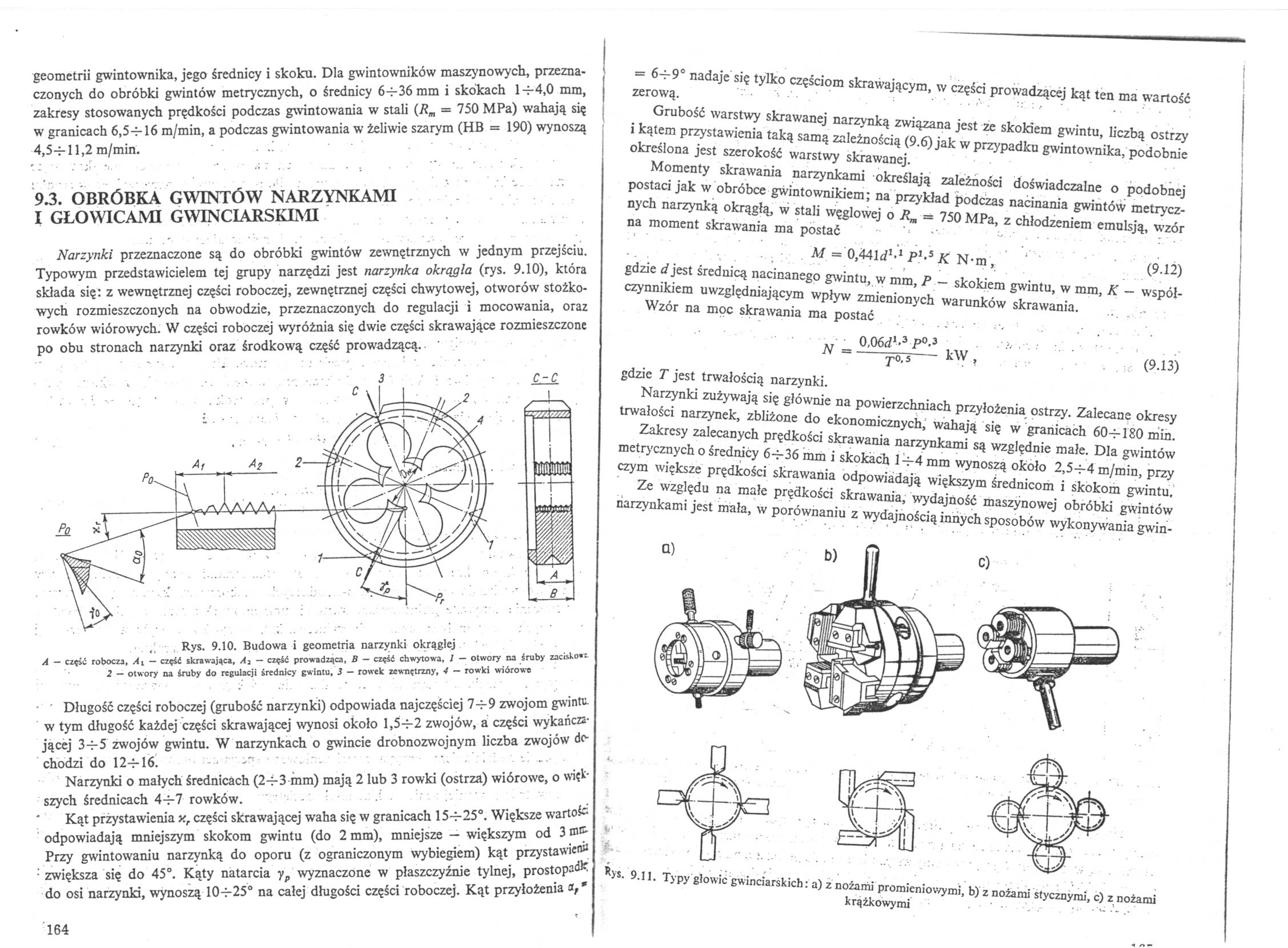
Narzynki przeznaczone są do obróbki gwintów zewnętrznych w jednym przejściu. Typowym przedstawicielem tej grupy narzędzi jest narzynka okrągła (rys. 9.10), która składa się: z wewnętrznej części roboczej, zewnętrznej części chwytowej, otworów stożkowych rozmieszczonych na obwodzie, przeznaczonych do regulacji i mocowania, oraz rowków wiórowych. W części roboczej wyróżnia się dwie części skrawające rozmieszczone po obu stronach narzynki oraz środkową część prowadzącą.. •
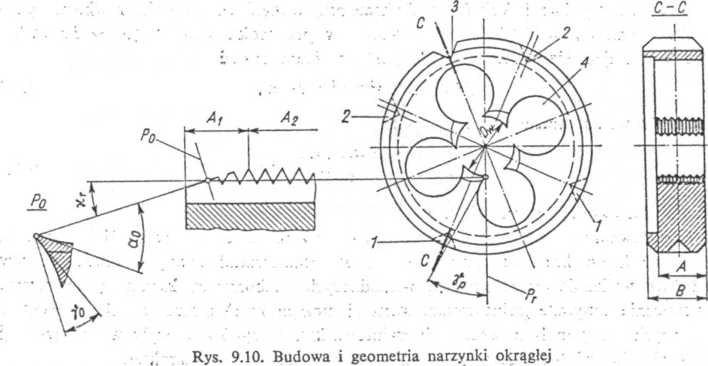
A — część robocza, At — część skrawająca, A2 — część prowadząca, B — część chwytowa, 1 — otwory na śruby zacisko*: 2 — otwory na śruby do regulacji średnicy gwintu, 3 — rowek zewnętrzny, 4 — rowki wiórowe
' Długość części roboczej (grubość narzynki) odpowiada najczęściej 7-4-9 zwojom gwintu, w tym długość każdej części skrawającej wynosi około 1,5-1-2 zwojów, a części wykańczającej 3-r5 zwojów gwintu. W narzynkach o gwincie drobnozwojnym liczba zwojów dochodzi do 12-4-16. ”• - •
Narzynki o małych średnicach (24-3 mm) mają 2 lub 3 rowki (ostrza) wiórowe, o większych średnicach 44-7 rowków.
Kąt przystawienia xr części skrawającej waha się w granicach 15-4-25°. Większe w-artość odpowiadają mniejszym skokom gwintu (do 2 mm), mniejsze — większym od 3 mc-Przy gwintowaniu narzynką do oporu (z ograniczonym wybiegiem) kąt przystawieni: zwiększa się do 45°. Kąty natarcia yp wyznaczone w płaszczyźnie tylnej, prostopadłe do osi narzynki, wynoszą 104-25° na całej długości części roboczej. Kąt przyłożenia a,*
= 6-=r9° nadaje się tylko częściom skrawającym, w części prowadzącej kąt ten ma wartość
zerową. • • : ' ....... :'
Grubość warstwy skrawanej narzynką związana jest ze skokiem gwintu, liczbą ostrzy i kątem przystawienia taką samą zależnością (9.6) jak w przypadku gwintownika, podobnie określona jest szerokość warstwy skrawanej.
Momenty skrawania narzynkami określają zależności doświadczalne o podobnej postaci jak w obróbce gwintownikiem; na przykład podczas nacinania gwintów metrycznych narzynką okrągłą, w stali węglowej o Rm = 750 MPa, z chłodzeniem emulsją, wzór na moment skrawania ma postać
M = 0,441^P1’5 K N*m , ‘ (9.12)
gdzie Jjest średuicą nacinanego gwintu, w mm, P — skokiem gwintu, w mm, K — współczynnikiem uwzględniającym wpływ zmienionych warunków skrawania. -
Wzór na moc skrawania ma postać • ■ . • .
(9.13)
• • 0,06d1,3 P°-3 N =^^3- kW,
gdzie T jest trwałością narzynki.
Narzynki zużywają się głównie na powierzchniach przyłożenia ostrzy. Zalecane okresy trwałości narzynek, zbliżone do ekonomicznych, wahają się w granicach 60-1-180 min.
Zakresy zalecanych prędkości skrawania narzynkami są względnie małe. Dla gwintów metrycznych o średnicy 6-r-36 mm i skokach l-M mm wynoszą około 2,5-M m/min, przy czym większe prędkości skrawania odpowiadają większym średnicom i skokom gwintu.
Ze względu na małe prędkości skrawania, wydajność maszynowej obróbki gwintów narzynkami jest mała, w porównaniu z wydajnością innych sposobów wykonywania gwin-
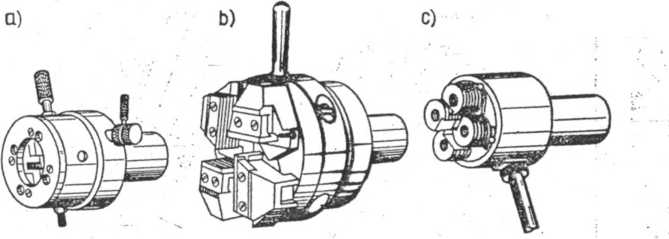
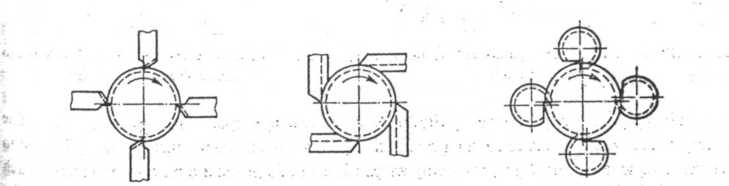
*ys. 9.11. Typy głowic gwinciarskich: a) z nożami promieniowymi, b) z nożami stycznymi, c) z nożami
krążkowymi
Wyszukiwarka
Podobne podstrony:
pasowanie gwintu rys V V G- pod powłoki gwintów o dużych średnicach H- dla gwintów ogólnego przezna
10323986i6988973693724$81714499266165064 n TabL 3.1. Parametry geometryczne gwintów metrycznych w/g
10420018i6988970360391P95138326324408903 n T«bL 3.1. Parametry geometryczne gwintów metrycznych w/g
ilość cieczy wyczerpanej, ilość destylatu i jego średni skład Równowagę dla układu etanol-woda opisu
■ Mikrometr do gwintów Mikrometr do gwintów z wymiennymi końcówkami służy do pomiarów średnicy
Gwinty014 WSTEPNE TOCZENIE GWINTÓW Przy dużych skokach gwintu, obróbkę wstępna można wykonać normaln
podanie cieczy kanałami wewnętrznymi narzędzi (w złożonych gwintownikach) pod wysokim ciśnieniem do
O KLEJNOCIE STARODAWNYM POLSKIMLIS ALIAS BZURA. Niektórzy zowią Mzura, ale to własne jego nazwisko L
kompaktowe (o średnicy 8 cm) dla systemu Data Discman DD-1EX firmy Sony: niewielkie rozmiary odtwarz
Nowy system służy do obrobki tokarskiej gwintów o dowolnych zarysach. Dzięki zamocowaniu płytki skra
więcej podobnych podstron