choroszy 7
207
207
Diament
Regularny azotek boru Ceramika tlenkowa
ICigghwość
Posuw f
wania. Istotną wadą takich programów jest brak jakichkolwiek standardów struktur i formatu baz danych [3]. Utrudnia to włączenie tego typu zasobów danych w jakąś większą strukturę zarządzania danymi, obejmującą nie jedną, lecz wiele firm, których narzędzia stosuje dany zakład pracy.
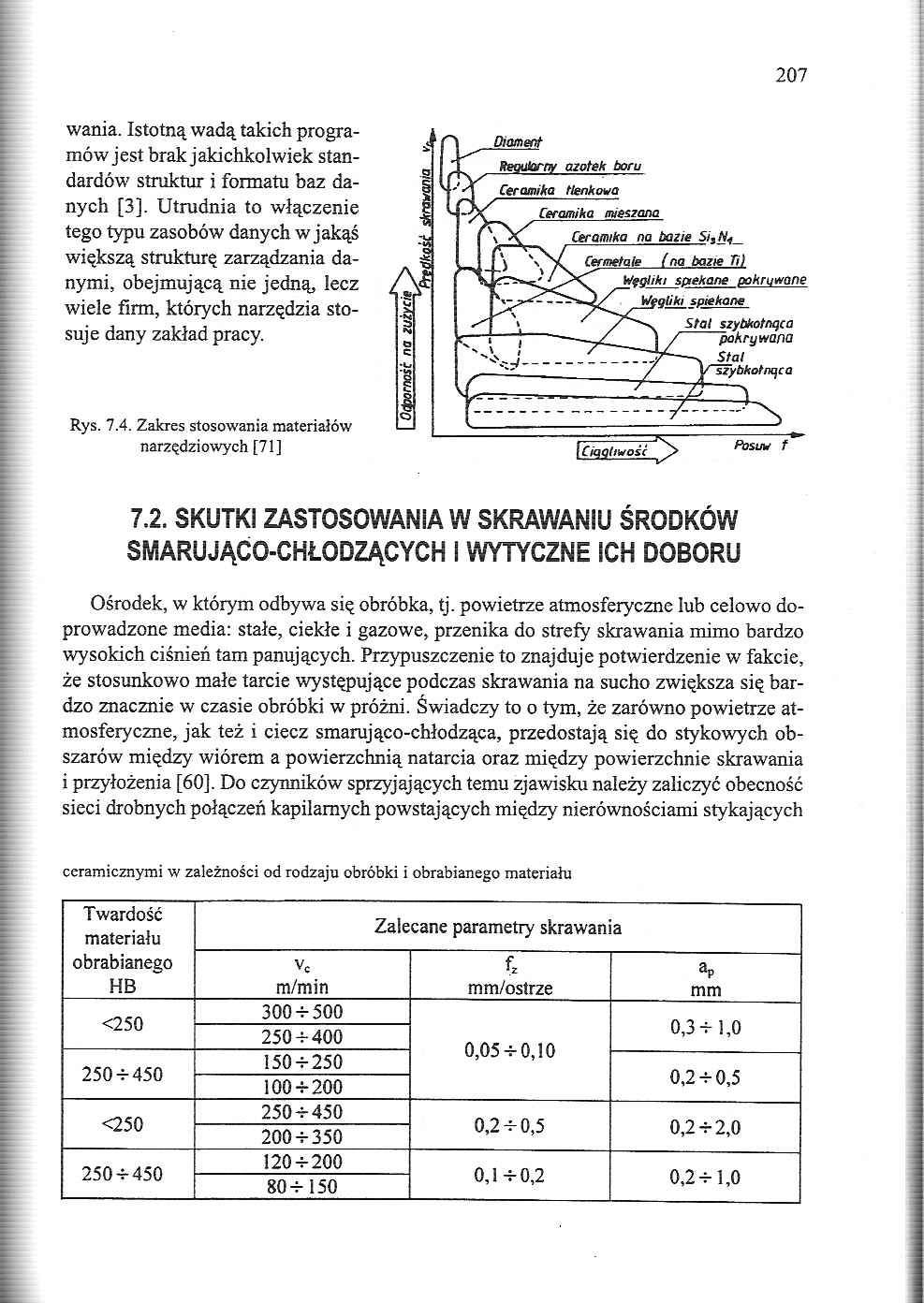
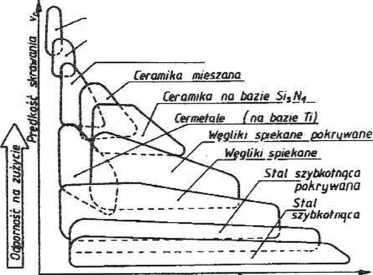
Rys. 7.4. Zakres stosowania materiałów narzędziowych [71]
7.2. SKUTKI ZASTOSOWANIA W SKRAWANIU ŚRODKÓW SMARUJĄCO-CHŁODZĄCYCH I WYTYCZNE ICH DOBORU
Ośrodek, w którym odbywa się obróbka, tj. powietrze atmosferyczne lub celowo doprowadzone media: stałe, ciekłe i gazowe, przenika do strefy skrawania mimo bardzo wysokich ciśnień tam panujących. Przypuszczenie to znajduje potwierdzenie w fakcie, że stosunkowo małe tarcie występujące podczas skrawania na sucho zwiększa się bardzo znacznie w czasie obróbki w próżni. Świadczy to o tym, że zarówno powietrze atmosferyczne, jak też i ciecz smarująco-chłodząca, przedostają się do stykowych obszarów między wiórem a powierzchnią natarcia oraz między powierzchnie skrawania i przyłożenia [60]. Do czynników sprzyjających temu zjawisku należy zaliczyć obecność sieci drobnych połączeń kapilarnych powstających między nierównościami stykających
ceramicznymi w zależności od rodzaju obróbki i obrabianego materiału
|
Twardość materiału obrabianego HB |
Zalecane parametry skrawania | ||
|
vc m/min |
fz mm/ostrze |
ap mm | |
|
<250 |
3004-500 |
0,05 4-0,10 |
0,3 4-1,0 |
|
2504-400 | |||
|
250 4- 450 |
1504-250 |
0,24-0,5 | |
|
1004-200 | |||
|
<250 |
2504-450 |
0,24-0,5 |
0,24-2,0 |
|
K> O O •1- U) o | |||
|
2504-450 |
1204-200 |
0,14-0,2 |
0,24-1,0 |
|
804- 150 | |||
Wyszukiwarka
Podobne podstrony:
DSC01104 (6) Materiały super twarde - regularny azotek boru, •diament naturalny, -diament synte
DSC01105 (7) Regularny azotek boru (CBN) Wytwarzany przy uży ciu technologii sztucznych diamentów (t
materia?y?ramiczne sup tward 5 Polikrystaliczny regularny azotek boru (PCBN) - jest to materiał, któ
DSC?39 Polikrystaliczny regularny azotek boru (PCBN) • Materiał, który uzyskał pow
DSC?40 Polikrystaliczny regularny azotek boru (PCBN) (Wojciech Stanisz) . ,7 Ś §PI€himt ttmntfUym i
DSC?41 Polikrystaliczny regularny azotek boru (PCBN) Narzędzia ze spiekanego azotku boru są wykorzys
M Feld TBM567 567 12.6. Obróbka powierzchni płaskich diamentu i regularnego azotku boru. Stosowane w
Obraz0029 2 291.5. Materiały supertwarde1.5.1. Sześcienny azotek boru (borazon) Sześcienny azotek bo
Obraz0201 (Zaletą regularnego azotku boru jest duża odporność na zużycie i duża wydajność, a także n
Obraz0210 21012.2.3. Charakterystyka ściernic diamentowych i z regularnego azotku boru12.2.3.1. Budo
więcej podobnych podstron