choroszy!9
219
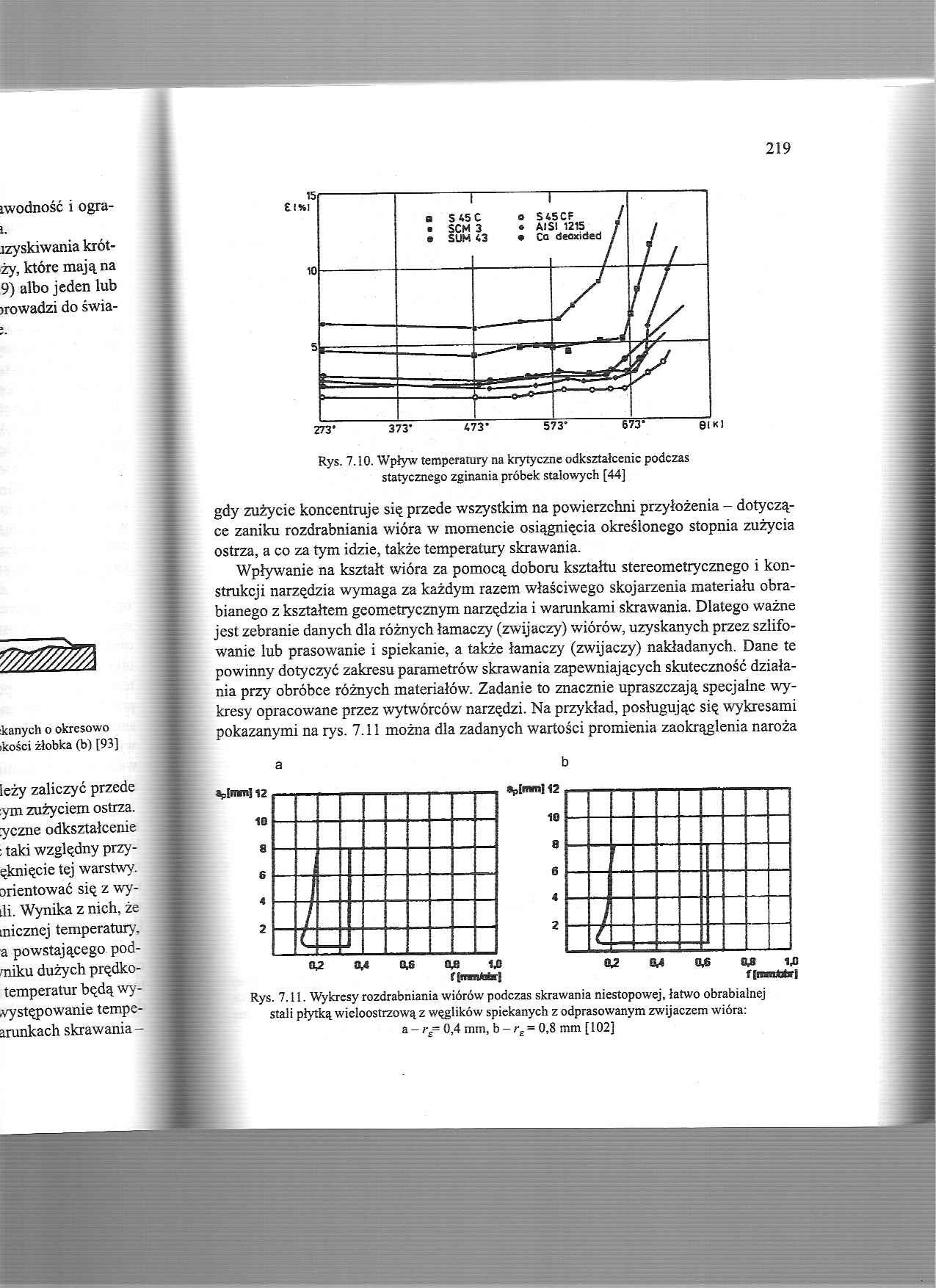
Rys. 7.10. Wpływ temperatury na krytyczne odkształcenie podczas statycznego zginania próbek stalowych [44]
gdy zużycie koncentruje się przede wszystkim na powierzchni przyłożenia - dotyczące zaniku rozdrabniania wióra w momencie osiągnięcia określonego stopnia zużycia ostrza, a co za tym idzie, także temperatury skrawania.
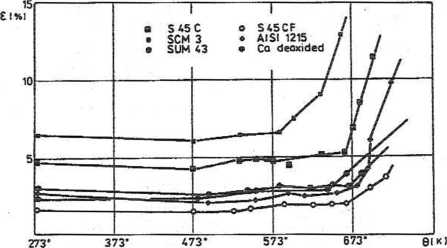
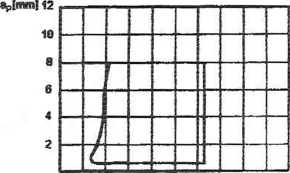
Wpływanie na kształt wióra za pomocą doboru kształtu stereometrycznego i konstrukcji narzędzia wymaga za każdym razem właściwego skojarzenia materiału obrabianego z kształtem geometrycznym narzędzia i warunkami skrawania. Dlatego ważne jest zebranie danych dla różnych łamaczy (zwijaczy) wiórów, uzyskanych przez szlifowanie lub prasowanie i spiekanie, a także łamaczy (zwijaczy) nakładanych. Dane te powinny dotyczyć zakresu parametrów skrawania zapewniających skuteczność działania przy obróbce różnych materiałów. Zadanie to znacznie upraszczają specjalne wykresy opracowane przez wytwórców narzędzi. Na przykład, posługując się wykresami pokazanymi na rys. 7.11 można dla zadanych wartości promienia zaokrąglenia naroża
b
a
aa o,* 0.6 ąe ifi aa &4 ąs ija
flnraitotari f[nsnfcfcr|
Rys. 7.11. Wykresy rozdrabniania wiórów podczas skrawania niestopowej, łatwo obrabialnej stali płytką wieloostrzową z węglików spiekanych z odprasowanym zwijaczem wióra: a - r = 0,4 mm, b - rE = 0,8 mm [102]
Wyszukiwarka
Podobne podstrony:
temperatura ph RYS. 23. Wpływ temperatury na szyb- RYS. 24. Wpływ pH na szybkość reakcji kość reakcj
Mleko i śmietana (12) Rys. 1.14. Wpływ temperatury na wielkość stosunku efektu bakteriobójczego (S*)
P3040907 ; io. Wpływ temperatury na stany graniczne nośności2.10. Wpływ temperatury na stany granicz
P3040908 2.10. Wpływ temperatury na stany graniczne nośności czalnych i to nie zawsze. Jeśli bowiem
150-1 Rys. 4.Wpływ temperatur}- na charakterystykę przetwornika Błąd przetwarzania występujący w
IMAG0336 (5) 4. Wpływ temperatury na szybkość reakcji enzymatycznej Reguła Van t HofFa - podwyższeni
CCF20110310�051 Rozkład potencjałów na powierzchni gruntu wywołany prądem pomiarowym Jem Rys. 1
56 Agnieszka Głowacka, Tadeusz Trzmiel I I Rys. 2. Wpływ temperatury na aktywność proteolityczną
Obraz0103 103 Rys. 5.10. Wpływ zmiany długości drogi cięcia L; pręta okrągłego na prędkość posuwu fj
10937263?4712059918695?6180682 n Z stan temperatura stan hartowany odpuszczania wyżarzony Rys. 35.5.
DSC00908 (4) WM Rys. 3.2. Wpływ Temperatury na rozkład Fermi ego - Dirac amm
więcej podobnych podstron