choroszy04
304
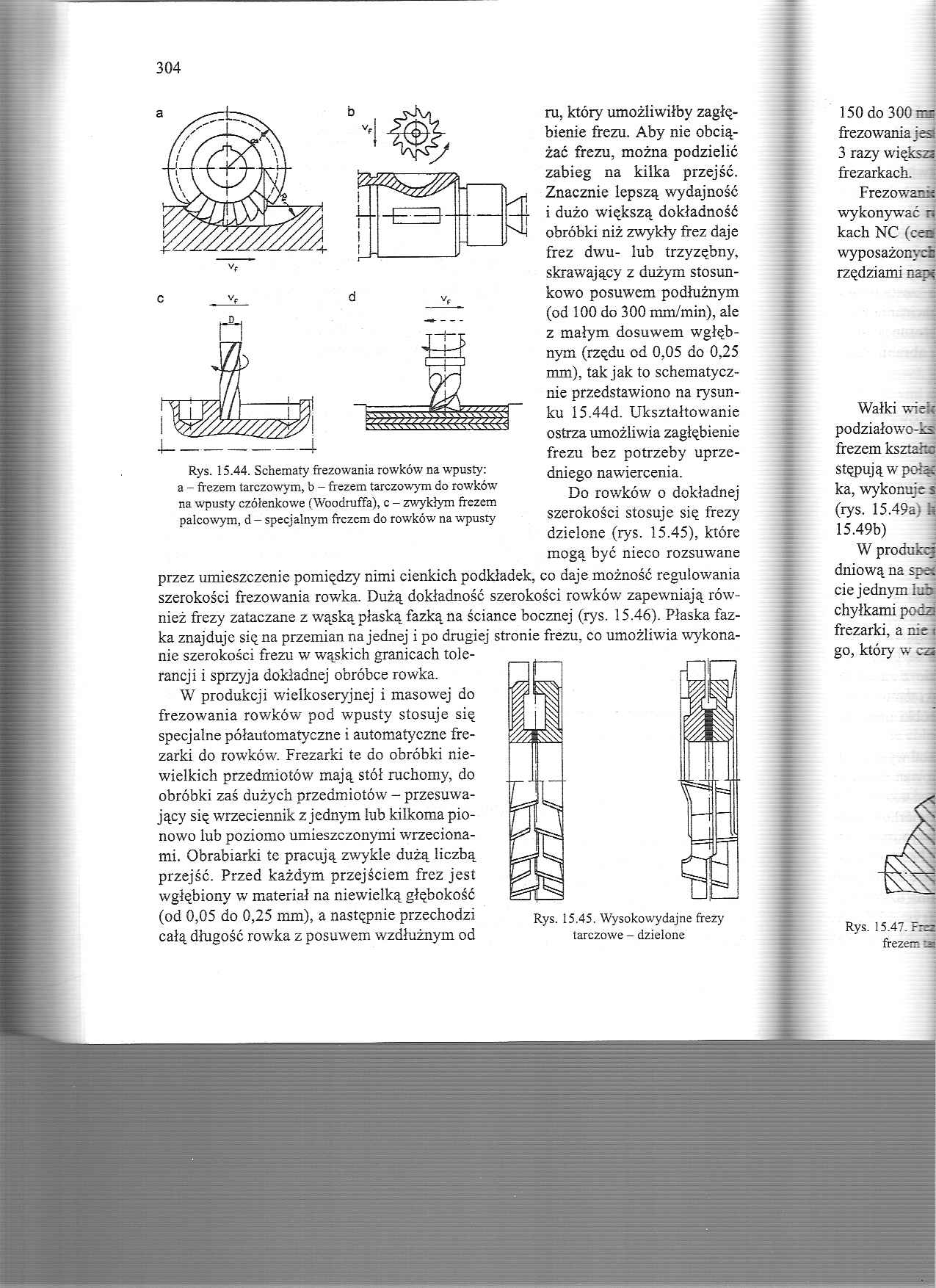
ru, który umożliwiłby zagłębienie frezu. Aby nie obciążać frezu, można podzielić zabieg na kilka przejść. Znacznie lepszą wydajność i dużo większą dokładność obróbki niż zwykły frez daje frez dwu- lub trzyzębny, skrawający z dużym stosunkowo posuwem podłużnym (od 100 do 300 mm/min), ale z małym dosuwem wgłębnym (rzędu od 0,05 do 0,25 mm), tak jak to schematycznie przedstawiono na rysunku 15.44d. Ukształtowanie ostrza umożliwia zagłębienie frezu bez potrzeby uprzedniego nawiercenia.
Do rowków o dokładnej szerokości stosuje się frezy dzielone (rys. 15.45), które mogą być nieco rozsuwane przez umieszczenie pomiędzy nimi cienkich podkładek, co daje możność regulowania szerokości frezowania rowka. Dużą dokładność szerokości rowków zapewniają również frezy zataczane z wąską płaską fazką na ściance bocznej (rys. 15.46). Płaska faz-ka znajduje się na przemian na jednej i po drugiej stronie frezu, co umożliwia wykonanie szerokości frezu w wąskich granicach tolerancji i sprzyja dokładnej obróbce rowka.
W produkcji wielkoseryjnej i masowej do frezowania rowków pod wpusty stosuje się specjalne półautomatyczne i automatyczne frezarki do rowków. Frezarki te do obróbki niewielkich przedmiotów mają stół ruchomy, do obróbki zaś dużych przedmiotów - przesuwający się wrzeciennik z jednym lub kilkoma pionowo lub poziomo umieszczonymi wrzecionami. Obrabiarki te pracują zwykle dużą liczbą przejść. Przed każdym przejściem frez jest wgłębiony w materiał na niewielką głębokość (od 0,05 do 0,25 mm), a następnie przechodzi całą długość rowka z posuwem wzdłużnym od
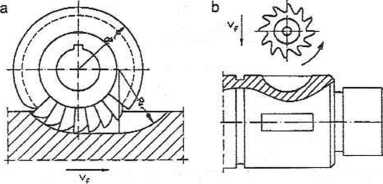
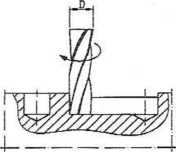
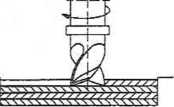
Rys. 15.44. Schematy frezowania rowków na wpusty: a - frezem tarczowym, b - frezem tarczowym do row'ków na wpusty czółenkowe (Woodruffa), c - zwykłym frezem palcowym, d - specjalnym frezem do rowków na wpusty
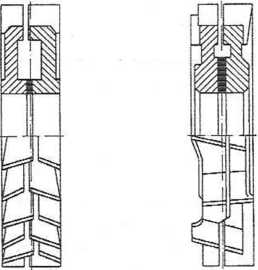
Rys. 15.45. Wysokowydajne frezy tarczowe - dzielone
Wyszukiwarka
Podobne podstrony:
IMG 28 * »■ i immm II !*l. Prędkość obwodowa turbin jednostopniowych. Aby nie było i trat przy dopły
skanuj0115 114 Ściany jednowarstwowe6.2. Przenoszenie cegiet/bloczków Aby nie obciążać zbytnio murar
Img00189 193 typu p. Proces odbywa się w atmosferze redukującej, aby nie dopuścić do tworzenia się t
img057 (19) S System ekspertowy ma mieć intuicyjny interfejs, który umożliwi niedoświadczonemu użytk
skanuj0005 (578) 32 ANNA CEOIELA Norma wzorcowa komunikacji — to taki zespół zachowań komu-_. nikacy
IMG&54 3 b) Podaj nazwę procesu, który musi zajść w owocniku, aby nastąpiło przejście dipłoidalnej.
Slajd78 Time Based Management metoda wykorzystująca czas jako czynnik, który umożliwia uzyskanie prz
J4. Odeskowanie stemplowania dla utworzenia cieplaka, który umożliwił wykonywanie robót nawet przy
wchodzą: wykład oraz ćwiczenia, których uprzednie zaliczenie jest warunkiem, który umożliwia
Europejski warrant sprzedaży (ang. put warrant), który umożliwia inwestorowi sprzedaż instrumentu
Moduł Łazy W języku OCaml istnieje moduł Łazy, który umożliwia kontrolę nad momentem wartościowania
Wprowadzenie W ujęciu MS Access, makropolecenie jest prostym językiem programowania, który umożliwia
więcej podobnych podstron