choroszy61
361
|
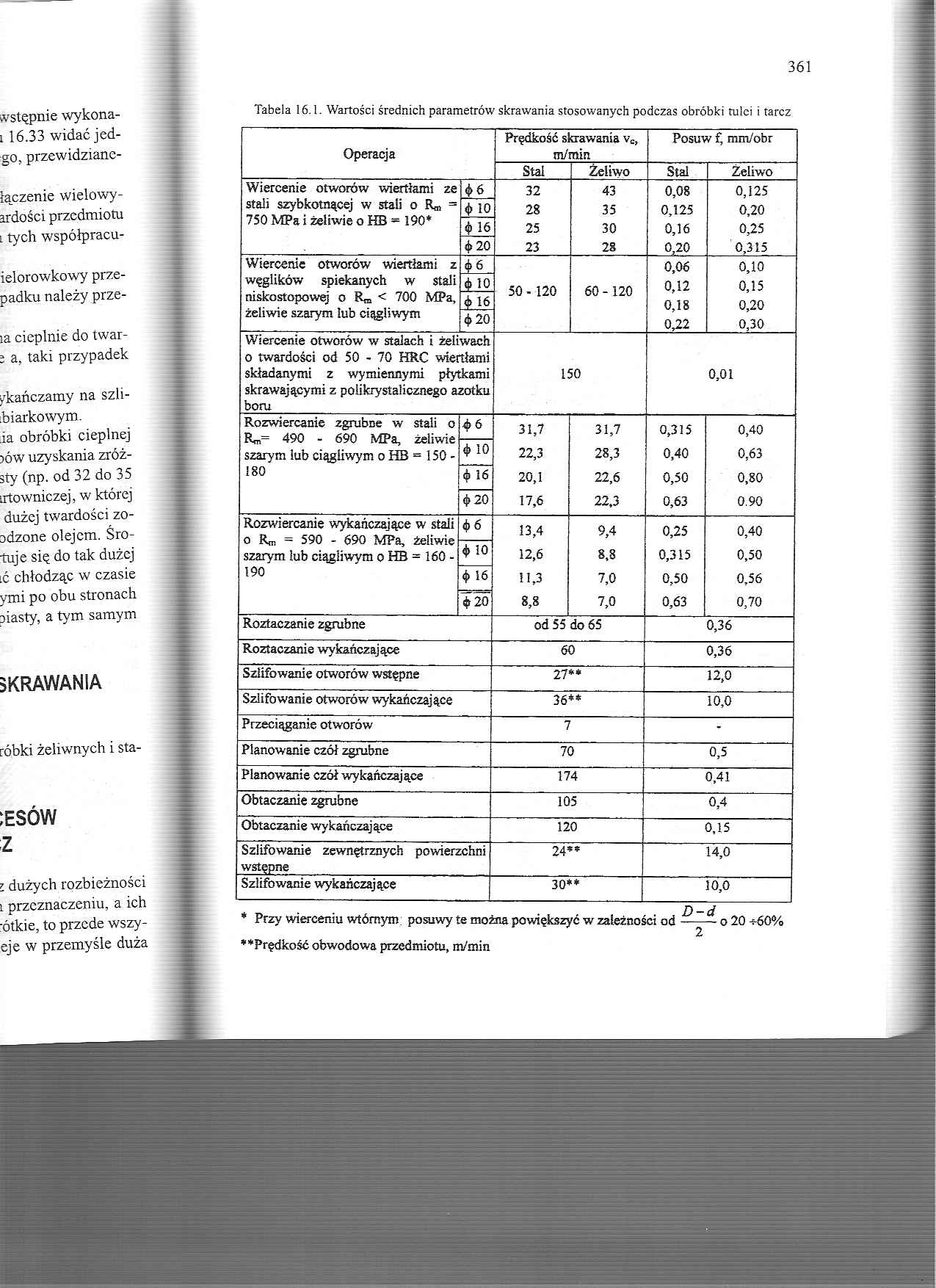
Operacja |
Prędkość m |
skrawania vc /'min |
Posu |
turni 1 laiwz: w f, mm/obr | |
|
Wiercenie otworow wiertłami zi stali szybkotnącej w stali o R* = 750 MPa i żeliwie o HB = 190* |
2 <j> 6 1 $ 1 6 2 |
stal 32 0 28 6 25 0 23 |
Żeliwo 43 35 30 28 |
Stal 0,08 0,125 0,16 0,20 0,06 0,12 0,18 0,22 |
Żeliwo 0,125 0,20 0,25 0,315 0,10 0,15 0,20 0 30 |
|
wiercenie otworów wiertłami z węglików spiekanych w stali niskostopowej o < 700 MPa, żeliwie szarym lub ciągliwym |
6 (f> K <|> 1( 4> 2( |
r 50-120 |
60 - 120 | ||
|
urworow w stalach i żeliwacł o twardości od 50 - 70 HRC wiertlam składanymi z wymiennymi płytkam skrawającymi z polikrystalicznego azotku bom |
150 |
0,01 | |||
|
rvuzwjercame zgrubne w stali o Rm~ 490 - 690 MPa, żeliwie szarym lub ciągliwym o HB = 150 -180 |
4» 6 <j> 10 (j) 16 <j> 20 |
31,7 22,3 20,1 17,6 |
31,7 28.3 22,6 22.3 |
0,315 0,40 0,50 0,63 |
0,40 0,63 0,80 0.90 |
|
Rozwiercanie wykańczające w stali o R„, = 590 - 690 MPa, żeliwie szarym lub ciągliwym o HB = 160 -190 |
<j) 6 <t> 10 t> 16 Ź20 |
13,4 12,6 11,3 8,8 |
9,4 8,8 7.0 7.0 |
0,25 0,315 0,50 0,63 |
0,40 0,50 0,56 0,70 |
|
ivu*un;zanie zgrubne |
od 55 do 65 |
0 |
,36 | ||
|
Roztaczanie wykańczające |
60 |
0,36 | |||
|
^.iuyyoiuę uiworow wstępne |
27** |
12,0 | |||
|
Szlifowanie otworów wykańczające | |||||
|
36** |
10,0 | ||||
|
7 |
7 | ||||
|
Planowanie czół zgrubne |
70 |
0,5 | |||
|
Planowanie czół wykańczające |
174 |
0,41 | |||
|
Obtaczame zgrubne |
105 |
0,4 | |||
|
Obtaczanie wykańczające |
120 |
0,15 | |||
|
Szlifowanie zewnętrznych powierzchni wstępne |
24** |
14,0 | |||
|
Szlifowanie wykańczające * Dr^,, __• |
30** |
10,0 | |||
' ---------ujrn, pusuvvyiemo2
**Prędkość obwodowa przedmiotu, m/min
o 20 ^60%
Wyszukiwarka
Podobne podstrony:
2,500 2,000 [uirl] ey Prędkość skrawania vc [m/min]
23022012(021) 31 10 000 Prędkość skrawania vc (m/min] 20000 10000 5000 2000 1000 500 Prędkość obroto
23 (54) 46 46 oo [m/min] v. =- prędkość skrawania vc obliczana z wzoru: 7t D n 1000 gdzie:
Posuw: f„=0.3
IMG891 Technologiczność konstrukcji BO przyjmuje p-0,3mm/oAr B PRĘDKOŚĆ SKRAWANIA V = 200 w/min Ku =
Obraz0182 18211.2.2.1. Parametry skrawania Prędkością skrawania vc nazywamy drogę
jeden cykl tego ruchu 3)prędkość skrawania (dłutowania) V [m/min] odpowiada
S5003014 ODMIANY SZLIFOWANIA Prędkością.ebwodową ściernicy (prędkością skrawania) v, (v,=Vc) jest dr
23 (54) 46 46 oo — prędkość skrawania vc obliczana z wzoru: izDn r . . , v =- [m/nunl * 1000 gdzie:
(1) V = ^1 c 1000 [min c) Posuw na obrót p [mm/obr] - przemieszczenie narzędzia o
choroszy 1 221 wów mieszczą się w przedziale od 0,15 do 0,35 mm/obr, podczas gdy dla rE = 0,8 mm i =
więcej podobnych podstron