choroszyH1
481
481
|
Aą Z A5 |
- As | |
|
4: |
46 |
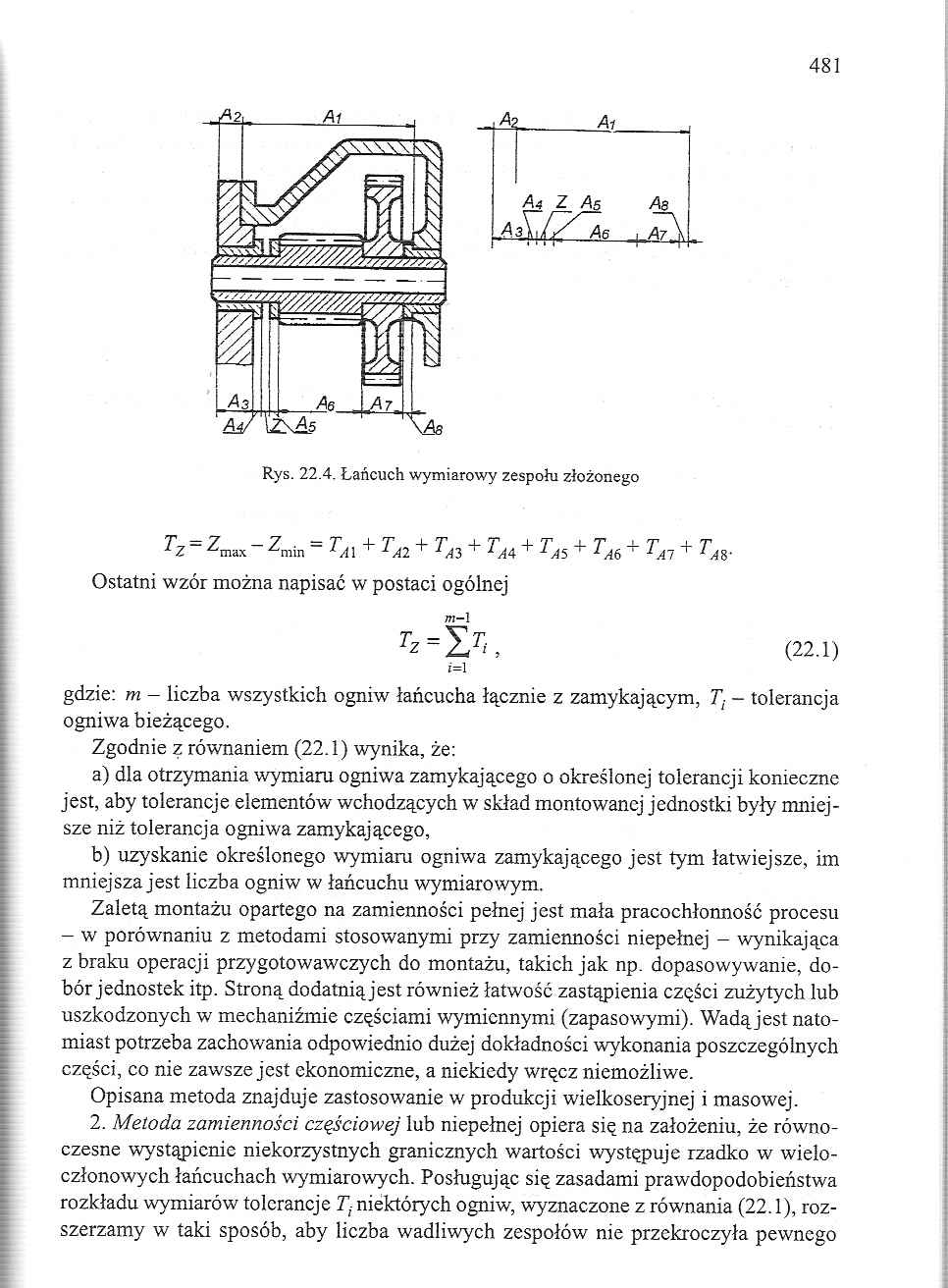
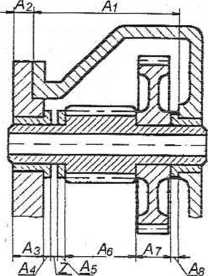
Rys. 22.4. Łańcuch wymiarowy zespołu złożonego
TZ ^mdx ^min ^A\ + ^A2 + ^A3 + ^A4 + ^A5 + ?A6 + ^A1 + ^A&-
Ostatni wzór można napisać w postaci ogólnej
m-1
Tz=Yji, (22.1)
i=1
gdzie: m - liczba wszystkich ogniw łańcucha łącznie z zamykającym, Ti - tolerancja ogniwa bieżącego.
Zgodnie z równaniem (22.1) wynika, że:
a) dla otrzymania wymiaru ogniwa zamykającego o określonej tolerancji konieczne jest, aby tolerancje elementów wchodzących w skład montowanej jednostki były mniejsze niż tolerancja ogniwa zamykającego,
b) uzyskanie określonego wymiaru ogniwa zamykającego jest tym łatwiejsze, im mniejsza jest liczba ogniw w łańcuchu wymiarowym.
Zaletą montażu opartego na zamienności pełnej jest mała pracochłonność procesu - w porównaniu z metodami stosowanymi przy zamienności niepełnej - wynikająca z braku operacji przygotowawczych do montażu, takich jak np. dopasowywanie, dobór jednostek itp. Stroną dodatnią jest również łatwość zastąpienia części zużytych lub uszkodzonych w mechaniźmie częściami wymiennymi (zapasowymi). Wadąjest natomiast potrzeba zachowania odpowiednio dużej dokładności wykonania poszczególnych części, co nie zawsze jest ekonomiczne, a niekiedy wręcz niemożliwe.
Opisana metoda znajduje zastosowanie w produkcji wielkoseryjnej i masowej.
2. Metoda zamienności częściowej lub niepełnej opiera się na założeniu, że równoczesne wystąpienie niekorzystnych granicznych wartości występuje rzadko w wieloczłonowych łańcuchach wymiarowych. Posługując się zasadami prawdopodobieństwa rozkładu wymiarów tolerancje Ti niektórych ogniw, wyznaczone z równania (22.1), rozszerzamy w taki sposób, aby liczba wadliwych zespołów nie przekroczyła pewnego
Wyszukiwarka
Podobne podstrony:
152(1) 152 Rys. 22. Główne wymiary skrzynek formierskich - ciemnymi punktami zaznaczono wymiary uprz
Image474 Autorozdzielacze b S2 Sf Sq Y„ Y, Y2 Y3 Y4 Ys Yg Y? 0 0 0 Aq Aj A2 A3 Aą Ag As A7 0 0 1
img010 (85) Aa) ^ Ao-aS= u9lvjv) V(^r *Y ~~ cs_- m-D.i 1 ?= <bifr m I ! ITT i
img046 (40) 46 Rys. 49 Rys. 50 Rys. 51 i Ruletki (tasiemki) - rysunek 51 - są to wstęgi stalowe lut
spektroskopia023 46 Rys. 20. Widmo absorpcji GaP typu n (n = 1018 cm-1) (a); maksimum współczynnika
skanuj0052 (46) Rys. 4.3. Schemat przebiegu głównych korytarzy ekologicznych na teren
Slajd26 8. Rok 2014 - obecna sytuacja współpracy AA z ZK i AS a) Grupy AA zawiesiły swoja działalnoś
138 139 138 Trójstanowe multipleksery 251, 253, 257, 258 aą realizowane według zasady z rys. 5.9, pr
HWScan00059 a4 aa •54 aS ta •J* «: SrHI • ?- £ E ii a V wili; •*• y, ■
plik 9 20 **&ó ^ ^ - —N*K : V" SSft, »*£J> *® ** *»2 AA^A5 ^?7A
więcej podobnych podstron