4973539410
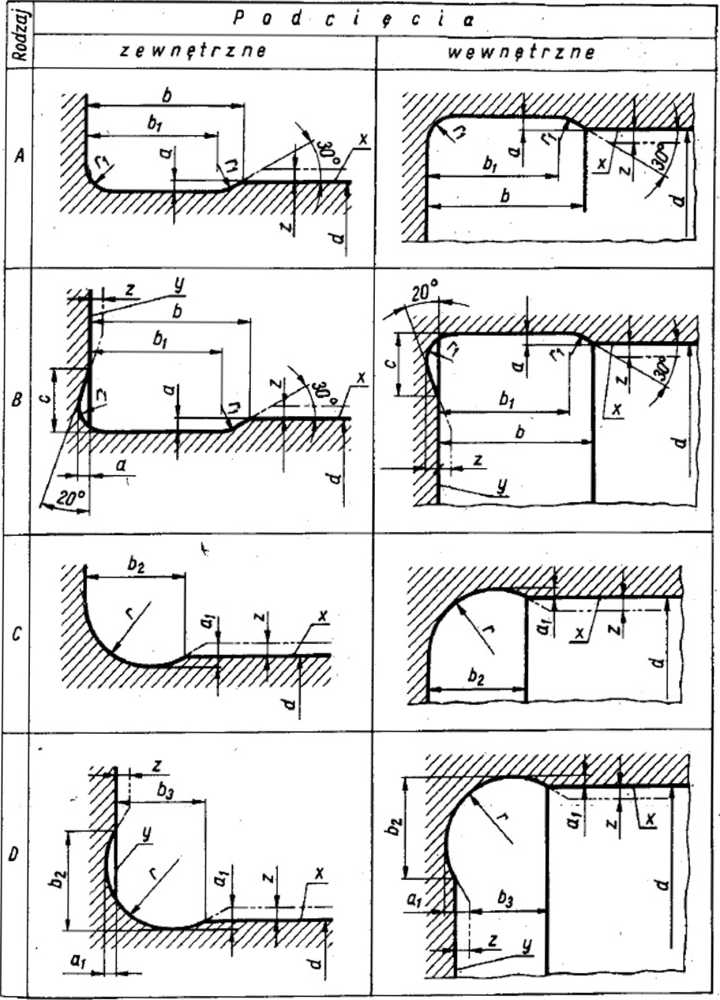
Rys. 6.35. Kształty podcięć obróbkowych: * - walcowa powierzchnia pracująca, y - płaska powierzchnia pracująca, z-naddatek na szlifowanie
|
L_ |
T | |
|
i | ||
|
mm | |||
|
! •o | |||
|
m | |||
Rys. 6.36. Szczególne przypadki podcięć obróbkowych
Podcięcia C i D stosuje się. gdy wymagana jest większa wytrzymałość zmęczeniowa części maszynowej.
Podcięć B i D nie stosuje się, gdy wymiar e (rys. 6.36a i tabl. 6.6) jest zbyt mały. Poza tym, podane w tabl. 6.6 zakresy średnic nic obowiązują dla krótkich czopów (rys-6.36b) oraz gdy przedmiot ma cienkie ścianki.
Gdy w części maszynowej ma być wykonanych kilka podcięć, to ze względów technologicznych dopuszcza się jednakowe wymiary wszystkich podcięć, mimo różnych zakresów średnic, gdyż w ten sposób umożliwia się wyko-nanie wszystkich podcięć tym samym narzędziem.
* Rysunek techniczny maszynowy
Wyszukiwarka
Podobne podstrony:
Obraz0233 233 233 Rys. 12.35. Siły w szlifowaniu: c) a a} szlifowanie obwodowe powierzchni walcowyc
skanuj0085 (35) d Ci, c2 średnica nominalna, równa w przybliżeniu średnicy walcowej powierzchni styk
OPIS 01 (3) Niemieckie działo szturmowe StuG IIIskala 1:35 Rys.2 pokazuje kształt elementów z drutu
19434 strona059 4.9. WYMIAROWANIE PODCIĘC OBRÓBKOWYCH 59 RYS. 4.23 Rysunki wykonawcze podcięć obróbk
rys08a i B profil ogram wyjściowywmmwrm77m7mż77, Rys. 3.5. Zmiana kształtu chropowatości powierzchni
3. FAZKI I PROMIENIE ZAOKRĄGLEŃ W MIEJSCACH OSADZENIA KÓŁ 5. PODCIĘCIA OBRÓBKOWE PN-JfcW-02043 Rys.
Obraz0188 188 188 Rys. 11.14. Cykl obróbki uzębienia koła walcowego metodą Maaga: a) odłączanie, b)
10921712?4712053252029!03575873 n 292 Rys. 35.1. Schemat wyjaśniający znaczenie pojęć operacji i zab
Laboratorium: Procesy obróbki ubytkowej Powierzchnia natarcia Rys. 1. Budowa ostrza noża
Rys. 6. Zmiana kształtu ziaren w trakcie procesu walcowania Tekstura materiału powoduje anizotropowo
więcej podobnych podstron