61029
Spawanie plazmowe
Do wytworzenia plazmy, czyli jonizowanego gazu wymagane jest nagrzanie go do dostatecznie wysokiej temperatury Łuk przy spawaniu plazmowym powstaje pomiędzy nietopliwą elektrodą wolframową a materiałem podstawowym Przy spawaniu plazmowym luk jest ogniskowany dzięki specjalnie zaprojektowanej dyszy chłodzonej wodą. Zaletą takiego rozwiązaiua poza zawężeniem luku jest wzrost jego temperatury do około 20000 °C. Gaz ten wypływając z dyszy jako zjonizowany strumień o wysokiej temperaturze niesie olbrzymią energię, która jest niezbędna do spawania “z oczkiem”. Taka tecluiika spawania pozwala w jednym przejściu wykonać spoinę w materiale o grubości od 3 do 15 mm, z bardzo korzystnym zarysem wtopienia i minimalnym odkształceniu po spawania Umożliwia także uzyskiwanie prędkości spawania o 40 - 80% wyższe niż przy metodzie TIG.
Spawanie plazmowe znalazło zastosowanie m in. przy' spawaniu rur. Ale większe rozpowszechnienie zyskała odmiana nisko prądowa jako spawanie mikroplazmowe, szczególnie korzystne przy łączeniu bardzo cienkich blach o grubościach od 0,1 mm.
Gazy stosowane podczas spawania plazmowego spełniają trzy różne zadania:
1 gaz plazmo twórczy - medium do tworzenia plazmy pomiędzy elektrodą a materiałem spawanym, argon lub aigon z wodorem dla stali chromowo-niklowych lub argon z helem przy spawaniu metali nieżelaznych (np. aluminium i jego stopów, tylanu i materiałów z miedzi).
2. gaz osłonowy - do ochrony spoiny i strefy upływu ciepła. Najczęściej stosuje się ten sam gaz plazmo twórczy i osłonowy.
3. gazy formujące - przeznaczone do ochrony grani spoiny oraz strefy bezpośrednio do niej przyległej a dostarczane do tych miejsc przy pomocy specjalnych przyrządów. Do spawania plazmowego jako gaz formujący zwykle stosuje się argon i mieszaninę argonu z wodorem, ((plazma- gaz, który na skutek dostarczenia dużej porcji energii cieplnej ulega jonizacji i dysocjacji) Gazy plazmo twórcze : aigon hel azot i ich mieszaniny.)
81
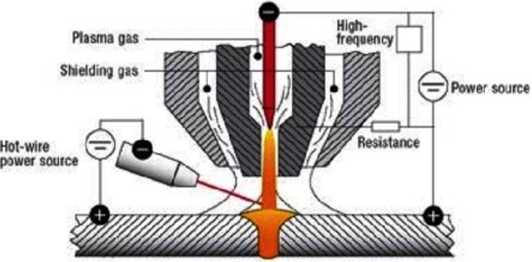
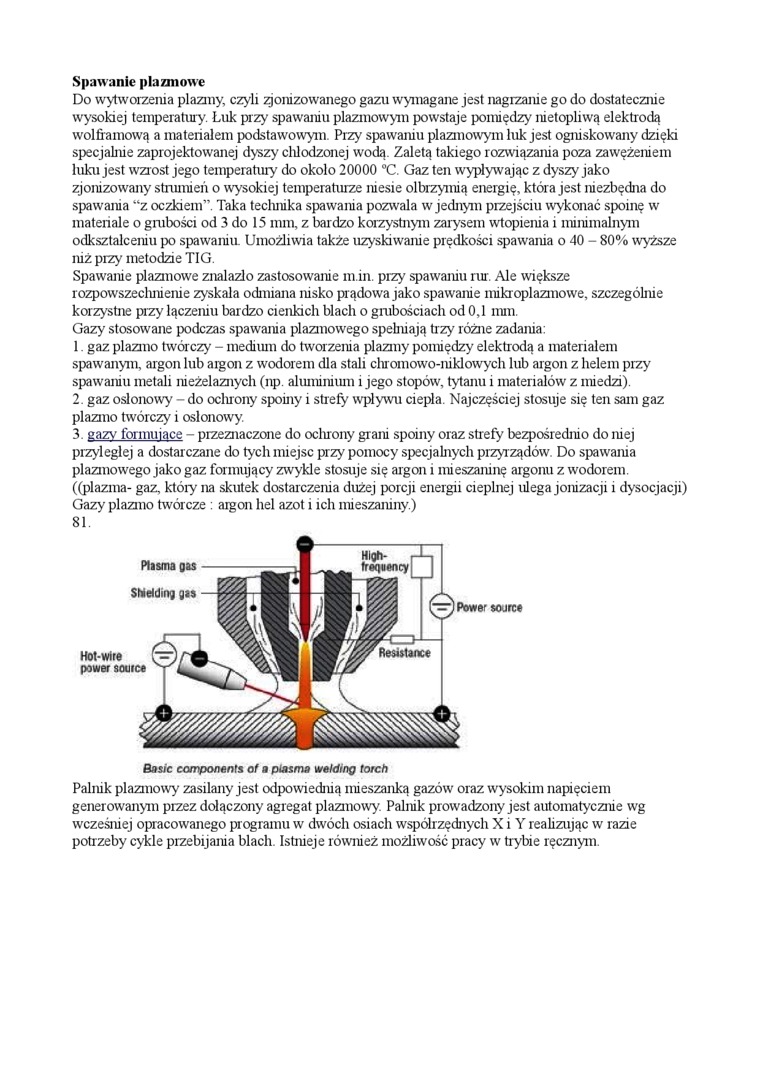
Basic componenls of a piasma wetdinę torch
Palnik plazmowy' zasilany jest odpowiednią mieszanką gazów oraz wysokim napięciem generowanym przez dołączony agregat plazmowy. Paliuk prowadzony jest automatycznie wg wcześniej opracowanego pr ogramu w dwóch osiach współrzędnych X i Y realizując w razie potrzeby cykle przebijania blach. Istnieje również możliwość pracy w trybie ręcznym.
Wyszukiwarka
Podobne podstrony:
26 (818) w wy szuKi wam u liniowym me jest wymagane uporządkowanie, czyli U{ I) W wyszukiwuniu binar
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
skanowanie0021 (24) Monitor plazmowy W monitorze plazmowym ekran kontaktuje się z cienką warstwą gaz
45 (249) 2.13. SPAWANIE PLAZMOWE 452.13. Spawanie plazmowe Źródłem ciepła potrzebnym do stopienia br
skanowanie0021 (24) Monitor plazmowy W monitorze plazmowym ekran kontaktuje się z cienką warstwą gaz
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
skanowanie0021 (24) Monitor plazmowy W monitorze plazmowym ekran kontaktuje się z cienką warstwą gaz
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
ZAWSZE DOSKONAŁY SYSTEM SPAWANIA. ZARÓWNO DO PROCESÓW ZAUTOMATYZOWANYCH, JAK I RĘCZNYCH. PODAJNIK
Wiadomości ogólne Rodzajów spawania Spawanie plazmowe (Plasma Arc Welding) jest procesem spawania łu
Materiały i urządzenia do spawania łukowego Maszyny spawalnicze do spawania elektrycznego Do maszyn
SPAWANIE PLAZMOWE Plazma - silnie zjonizowany gaz Gaz zjonizowany - gaz, z którego zdmuchnięto część
Przepisy BHP przy spawaniu gazowym. Do podstawowych zasad bezpieczeństwa pizy wykonywaniu prac spawa
5 (1113) A. Stężenie gazu w roztworze jest odwrotnie proporcjonalne do jego prężno
więcej podobnych podstron