91285
LartowiŁi* 1
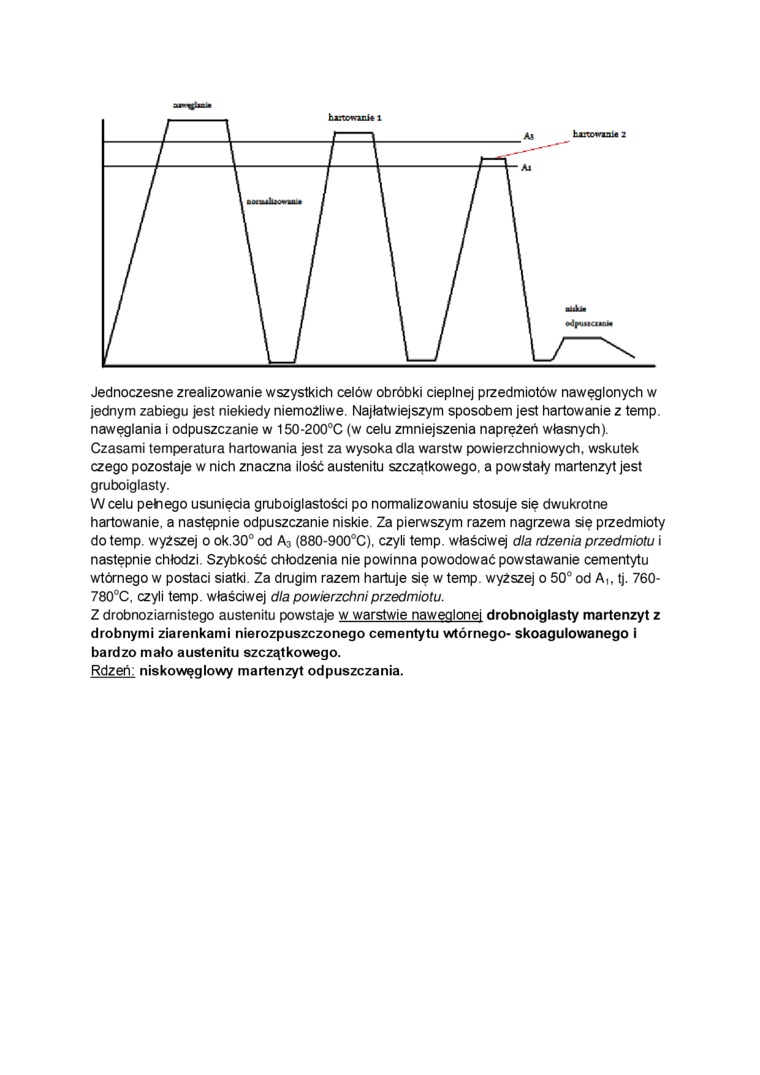
Jednoczesne zrealizowanie wszystkich celów obróbki cieplnej przedmiotów nawęglonych w jednym zabiegu jest niekiedy niemożliwe. Najłatwiejszym sposobem jest hartowanie z temp. nawęglania i odpuszczanie w 150-200°C (w celu zmniejszenia naprężeń własnych).
Czasami temperatura hartowania jest za wysoka dla warstw powierzchniowych, wskutek czego pozostaje w nich znaczna ilość austenitu szczątkowego, a powstały martenzyt jest gruboiglasty.
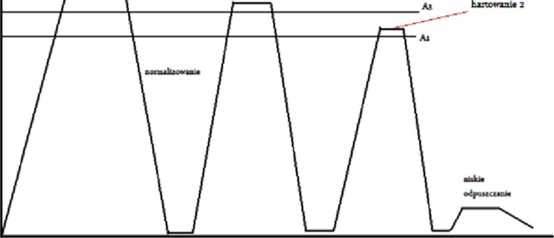
W celu pełiego usunięcia gruboiglastości po normalizowaniu stosuje się dwukrotne hartowanie, a następnie odpuszczanie niskie. Za pierwszym razem nagrzewa się przedmioty do temp. wyższej o ok.30° od A3 (880-900°C), czyli temp. właściwą dla rdzenia przedmiotu i następnie chłodzi. Szybkość chłodzenia nie powinna powodować powstawanie cementytu wtórnego w postaci siatki. Za drugim razem hartuje się w temp. wyższej o 50° od A,, tj. 760-780°C, czyli temp. właściwej dla powierzchni przedmiotu.
Z drobnoziarnistego austenitu powstaje w warstwie nawealonei drobnoiglasty martenzyt z drobnymi ziarenkami nierozpuszczonego cementytu wtórnego- skoagulowanego i bardzo mato austenitu szczątkowego.
Rdzeń: niskowęglowy martenzyt odpuszczania.
Wyszukiwarka
Podobne podstrony:
Obróbka powierzchni materiałów inżynierskich Obróbka cieplna stali nawęglonej polega na hartowaniu z
l.Obróbka cieplno-chemiczna nawęglanie. Elektronika i automatyka - do 14.01.2012 r. l.Oblicz wartośc
Cele obróbki cieplnej po nawęglaniu > uzyskanie dużej twardości warstwy wierzch
IMG Zakład Obróbki CieplnejInstytutu Inżynierii Materiałowej Politechniki Poznańskiej Przedmiot:
Obróbka powierzchni materiałów inżynierskich metody obróbki cieplno-chemicznej jednoczesne
1 (159) Przedmiot: Obróbka cieplna i spawalnictwo Prowadzący: dr inż. Natalia Makuch Instytut Inżyni
Obróbka cieplna flopfoy tytanu Obróbka cieplna stopów tytanu opiera się przede wszystkim na wykorzys
OZNACZANIE OBROBKI CIEPLNEJ (1) Jeżeli obróbce cieplnej podlega certy przedmiot, to własności materi
Przedmiot: Obróbka cieplna i powierzchniowa W ĆW L S P Sem. II 15 Zakres
Kod: T34 Przedmiot: OBRÓBKA CIEPLNA I POWIERZCHNIOWA Specjalność: TECHNOLOGIA REMONTÓW URZĄDZEŃ
LABORATORIUM MATERIAŁOZNAWSTWA I OBROBKI CIEPLNEJ Ćwiczenie nr 12: Tworzywa polimerowe. wyrobu przed
więcej podobnych podstron