604495019
Obróbka powierzchni materiałów inżynierskich
Obróbka cieplna stali nawęglonej polega na hartowaniu z temperatury właściwej dla rdzenia - wyższej od Ac3 - i ponownym hartowaniu z temperatury wyższej od Ac,, właściwej dla nawęglonej warstwy powierzchniowej (rys. 29). Nowoczesne stale stopowe do nawęglania (odporne na rozrost ziam austenitu podczas nawęglania) umożliwiają stosowanie jednokrotnego hartowania elementów maszyn bezpośrednio z temperatury nawęglania gazowego, co znacznie upraszcza proces technologiczny (rys. 29a). Przedmioty nawęglone i zahartowane poddaje się ruskiemu odpuszczaniu w temperaturze 160-180°C przez 1,5-2 h.
Nawęglanie bez następnego hartowania i odpuszczania jest błędem technologicznym i staje się niecelowe.
Nawęglanie z następnym hartowaniem i niskim odpuszczaniem zapewnia dużą twardość powierzchni obrobionych elementów, dużą odporność na ścieranie i naciski powierzchniowe, znaczną wytrzymałość zmęczeniową. Rdzeń stali po takich operacjach obróbki cieplno-chemicznej i cieplnej wykazuje dużą ciągliwość, sprężystość i odporność na dynamiczne działanie obciążeń [8,10,17],
W celu zapewnienia wymienionych własności nawęglanie jest stosowane między innymi w procesach technologicznych kól zębatych, wałków zębatych i z wielowypustarni, wałków rozrządu, sworzni tłokowych i kulistych, pierścieni i wałków łożysk tocznych o dużych wymiarach.
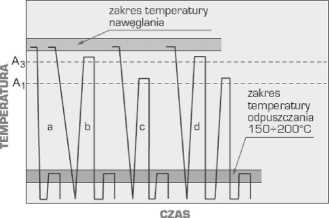
Rysunek 29. Schemat obróbki cieplnej stali po nawęglaniu; a - hartowanie bezpośrednie z temperatury nawęglania i niskie odpuszczanie, b - jednokrotne hartowanie z temperatury właściwej dla rdzenia, c - jednokrotne hartowanie z temperatury właściwej dla warstwy powierzchniowej, d - dwukrotne hartowanie z niskim odpuszczaniem
2. Technologie (...) w wyniku chemicznego oddziaływania ośrodka w podwyższonej temperaturze 61
Wyszukiwarka
Podobne podstrony:
Obróbka powierzchni materiałów inżynierskich Gazy nawęglające są specjalnie oczyszczane, co zapobieg
Obróbka powierzchni materiałów inżynierskich metody obróbki cieplno-chemicznej jednoczesne
Obróbka powierzchni materiałów inżynierskich2. Technologie kształtowania struktury i własności
Obróbka powierzchni materiałów inżynierskich i wzrostem znaczenia technologii najbardziej obiecujący
Obróbka powierzchni materiałów inżynierskich azotowana wykazuje największą odporność na ścieranie,
Obróbka powierzchni materiałów inżynierskich w proszkach wynosi zwykle 0,5-10 h w zależności od wymi
Obróbka powierzchni materiałów inżynierskich Wzbogacanie pierwiastkami nasycającymi do określonych
Obróbka powierzchni materiałów inżynierskich W zależności od energii aktywacji różne są drogi łatwej
40 (185) 46 Obróbka cieplna stali wartości węgla, odwęglenie. Utlenianie pogarsza jakość powierzchni
1 (75) Wpływ pierwiastków stopowych na procesy obróbki cieplnej stali 1. Przemiany przechodzonego au
Obróbka cieplna stali narzędziowych niestopowych Półwyroby ze stali narzędziowych są dostarczane z h
Obróbka cieplna stali narzędziowych do pracy na zimno • Hartowanie i odpuszczanie
74 (78) lablica 1.1. Klasyfikacja operacji obrobki cieplnej stali OBRÓBKA CIEPLNA STALI Obróbka
LartowiŁi* 1 Jednoczesne zrealizowanie wszystkich celów obróbki cieplnej przedmiotów nawęglonych w
28 (316) 34 Obróbka cieplna stali związana m.in. z istnieniem nierozpuszczonych cząstek cementytu, s
30 (288) 36 Obróbka cieplna stali 1.58. Co to jest krytyczna szybkość chłodzenia?
32 (264) 38 Obróbka cieplna stali 1.62. Jaki charakter ma krzywa przemiany martenzytycznej w funkcji
Obróbka cieplna stali przemoczonych na części maszyn ... 27 Obróbka cieplna stali przemoczonych na c
więcej podobnych podstron