93763852
Przy małym kącie Kr przystawienia głównej krawędzi skrawającej (rys. 11 a) siła FN prostopadła do tej krawędzi rozkłada się na dużą silę odporową Fp i małą siłę posuwową Ff, przez co występuje duże odginanie toczonego wałka i w przypadku jego małej sztywności odchyłka kształtu (beczkowatość) po obróbce jest znaczna.
Przy dużym kącie Kr (rys. 1 lb) siła Fp jest odpowiednio mniejsza i dlatego odchyłka kształtu wałka po obróbce też jest mniejsza.
Obliczanie sił skrawania -przykład
Rozróżnia się przybliżone i dokładne metody obliczania sił skrawania przy toczeniu. Przybliżoną wartość siły skrawania Fc można obliczyć ze wzoru:
Fc=kcAD N,
gdzie: kc - siła skrawania przypadająca na jednostkę powierzchni warstwy skrawanej (opór właściwy skrawania) w N/mm2,
Aq - pole powierzchni nominalnego przekroju poprzecznego warstwy skrawanej w mm2.
Pole Ad oblicza się ze wzoru:
Ad =fap,
gdzie: f- posuw noża na jeden obrót przedmiotu obrabianego w mm,
ap - strefa czynna krawędzi skrawającej wgłębna (głębokość skrawania) w mm.
Wartość kc można ustalić na podstawie wykresu zamieszczonego na rys. 12. Z wykresu tego wynika, że ze wzrostem pola AD wartość kc maleje.
We wzorze nie uwzględniono kształtu pola powierzchni przekroju Ad, co jest istotną wadą tej zależności. Na przykład przy dwukrotnie większym posuwie / i dwukrotnie mniejszej strefie czynnej ap pole Ad nie ulegnie zmianie i obliczona na podstawie tego wzoru siła skrawania Fc będzie taka sama.
W rzeczywistości siła ta będzie mniejsza, ponieważ zwiększenie posuwu powoduje wzrost grubości warstwy skrawanej, co w mniejszym stopniu wpływa na zwiększenie siły skrawania niż zmniejszenie strefy czynnej.
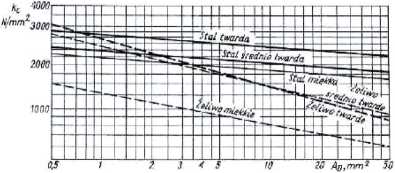
Rys. 12. Wartości siły skrawania Kc na jednostkę pow ierzchni warstwy skrawanej Źródło: Brodowicz W., Grzegórski Z.: Technologia budowy maszyn. WSiP, Warszawa 1993
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
16
Wyszukiwarka
Podobne podstrony:
Kąt przystawienia głównej krawędzi skrawającej x Kąt przystawienia głównej krawędzi skrawającej i
Rys. 5. Kąty w płaszczyźnie Pr W płaszczyźnie głównej krawędzi skrawającej Ps określa się kąty (rys.
Rys. 5. Kąty w płaszczyźnie P, W płaszczyźnie głównej krawędzi skrawającej Ps określa się kąty (rys.
M Feld TBM243 6.3. Normatywy naddatków na obróbkę skrawaniem 243 <P40h6 RYS. 6.11. Część klasy wa
E winno mieć wzniosu (wznios zerowy) - rys. 11. Drugą wręgę R przyklejamy do kadłuba (cz. G) i
77528 S5002526 Wybór kąta odchylenia krawędzi skrawające] frezu (kąta przystawienia) Często, kiedy r
foto (13) Naprężenia krytyczne generujące ugięcia płyty przy dowolnych sposobach jej podparcia na kr
Powierzchnia natarcia Ay Krawędź skrawająca Powierzchnia przyłożenia A, Rys. 2. Element} geometrii
Pochylenie krawędzi skrawającej Pochylenie krawędzi skrawającej oznacza pochylenie powierzchni
Slajd21 (45) Politechnika WrocławskaOdwodnienie przy małym pochyleniu Ściek przvkraweżnikowv zwykły
fale w str brzegowej Przybrzeże o znacznym kącie nachylenia dna (reflective shore) Przybrzeże o
10. Autor podaje na str. 80, że pomiaru kształtu krawędzi skrawającej dokonano za
1.4. Wady frezowania.Praca na frezarkach poziomych zwykłych l Wykruszanie krawędzi skrawających
więcej podobnych podstron