6781097314
Tracking errors decreasing in CNC system of machinę tools 89
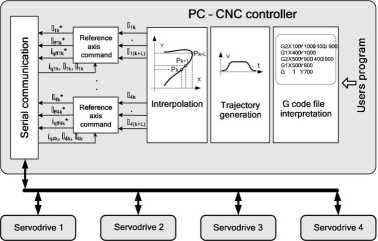
Fig. 3. The architecture of CNC control system with feedforward control
The motion unit resistance expressed through iquriq\k current values, real speed values (0^(0^ and tracking errors Sw+Gm are sent every communication period cycle during machinę running from servo-drives to CNC controller. The CNC controller calculates position displacement elt*+eik* from interpolator unit, designates velocity feedforward (Qjj\k*+(Offlk* anc* torque i^k^hg 4A* feedforward parameters and sends them back to 1-4 servo-drives.
The błock diagram of the servo-drive with PMSM motor is shown in Fig. 4 [3, 4].
CNC controller
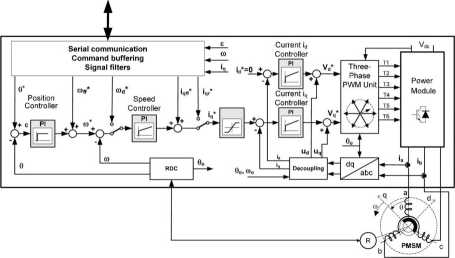
Fig. 4. Servo-drive with PMSM motor with on-line feedforward control
Wyszukiwarka
Podobne podstrony:
Tracking errors decreasing in CNC system of machinę tools 87 and velocity feedforward value. The tor
Tracking errors decreasing in CNC system of machinę tools 91 Fig. 6. Waveforms of velocity and posit
93 Tracking errors decreasing in CNC system of machinę toolsLITERATURĘ 1. Tsai M.-
GRUBER PROPERTIES THE N E XT L E V E LThis deve!opment in Pretoria comprises of an Office błock with
The Importance of Innovation and Crealivily for Our Economy in Ihe Co of Ihe “European Year” 9 Wit
KoĆiśko M. PROBLEMS OF KINEMATICS SIMUL.ATIONS OF MACHINING DEV1CES IN NX SYSTEM
mbs 034 MY BRKATHI.YG SYSTEM other in a detinite space of time, and on the grcater or shorter durati
Six perts ♦Choose Stereo Systems Articles such as TH!S-in which six authors asiute in ihe ways of au
Picture 7 the following scheme shows (left) the principle of the wire-line drilling system in genera
UHAM084 WHAT TREATMENTS ARE AYAILABLE? * 67 Box 7.Research in brief: systematic review. There is a s
Increasing data locality of parallel programs executed in embedded Systems Włodzimierz Bielecki, Krz
Increasing data locality of parallel programs executed in embedded systems 9 Increasing data localit
20961 P1011425 (2) Incidence I9M10 Decrease in incidence and mortality of cervical cancer (rate
48 (20) No part of this publication may bc rcproduced in whole or in part. or storcd in a rctneval s
RLOZOFIA NAUKITeodor Negru Autonomy and Control. Dynamics of Degrees of Freedom in Living Systems&nb
więcej podobnych podstron