6781097316
Tracking errors decreasing in CNC system of machinę tools 91
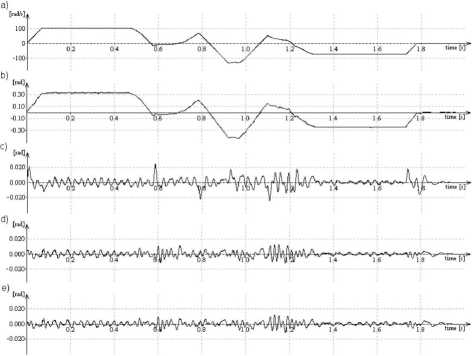
Fig. 6. Waveforms of velocity and position tracking errors in Y axis of milling machinę:
(a) motion velocity; position tracking errors for: (b) CNC system without feedforward compensation, (c) feedforward loop FFp(ś) = 1 (Fig. 1, 2), (d) feedforward loop FFs(s) = Js2 and FFp(s) = 1 (Fig. 1, 2), (e) feedforward loop FFp(ś) = 1, FFJ_s) = Js2 + Ds and motion unit resistance Tfr (Fig. 2); 0.01 rad = 26 increments, 1 increment = 2ji/16384 rad
There are very large tracking errors in case of CNC system without feedforward compensation (Fig. 6b). The feedforward loop (FFp(s) = 1) considerably decreases the tracking errors. The FFV and FFr feedforward loops (Tjj and Tjj) decrease tracking errors less. There wasn’t realised the machining process during measurement. Since the motion unit resistance was very smali, so the influence of FFr for decreasing tracking errors was also smali.
Figurę 7 shows different waveforms of the tracking errors in Y axis for servo-drive configured as follows: position controller of type PI, velocity controller of type P and current controller of type PI. The PI position controller decreases tracking errors for steady State speed (Fig. 7b). The efficiency of tracking errors decreasing is less effective (Fig. 7c,d) because speed controller is of P type and its reaction is smalier on
Wyszukiwarka
Podobne podstrony:
Tracking errors decreasing in CNC system of machinę tools 87 and velocity feedforward value. The tor
Tracking errors decreasing in CNC system of machinę tools 89 Fig. 3. The architecture of CNC control
93 Tracking errors decreasing in CNC system of machinę toolsLITERATURĘ 1. Tsai M.-
92 A. Wawrzak, K. Karwowski, K. Karwowski, S. Mandra, M. Mizan Fig. 7. Waveforms of velocity and pos
mbs 034 MY BRKATHI.YG SYSTEM other in a detinite space of time, and on the grcater or shorter durati
THE SYSTEM OF EDUCATION IN THE REPUBLIC OF POLANDSCHOOLS AND DIPLOMASbyJoanna Jung-Miklaszewska tran
1. System of education and its legał basis The legał basis for the school education system in force
Piotr Ogrodowczyk Covert services in the system of modern State.............................177 Jace
7 The Role of the Government In this system of Social Partnership, the government has a com-pensator
flapsummary Kat is an English miss doing in tlie midsl of intrigue and dariger in St. Petersbur
BIOLOGICAL AEROSOL MEASUREMF.NT IN DAIRY PLANTS of nitrogen and ozonc are produced which may be loxi
POSTER SESSION. H57 SECOND TRIAD OF H;0: NEW ANALYSIS OF YIBRATION-ROTATION SPECTRA IN THE REGION OF
więcej podobnych podstron