AUTOMATYZACJA
PROCESÓW WYTWARZANIA
Opracował: dr hab. in
ż
. Adam Rogowski
Autor wykładu:
dr hab. in
ż
. Adam Rogowski
pok. ST 405
tel. 022-234-8357
www.cim.pw.edu.pl/arog
Literatura:
- Tre
ść
niniejszego wykładu dost
ę
pna na
www.cim.pw.edu.pl/lzp
- J. Honczarenko: Elastyczna automatyzacja wytwarzania, WNT, 2000
- M. Marciniak (red.): Elementy automatyzacji we współczesnych
procesach wytwarzania, Oficyna Wydawnicza Politechniki
Warszawskiej, 2007
Proces produkcyjny
Proces przetwarzania surowców w gotowe produkty.
Jego realizacja jest zwi
ą
zana ze zmianami kształtu, wymiarów oraz
wła
ś
ciwo
ś
ci materiału.
Typy organizacji produkcji:
• Produkcja jednostkowa
• Produkcja seryjna
• Produkcja masowa
Typ organizacji produkcji ma du
ż
y wpływ na mo
ż
liwo
ś
ci jej
automatyzacji.
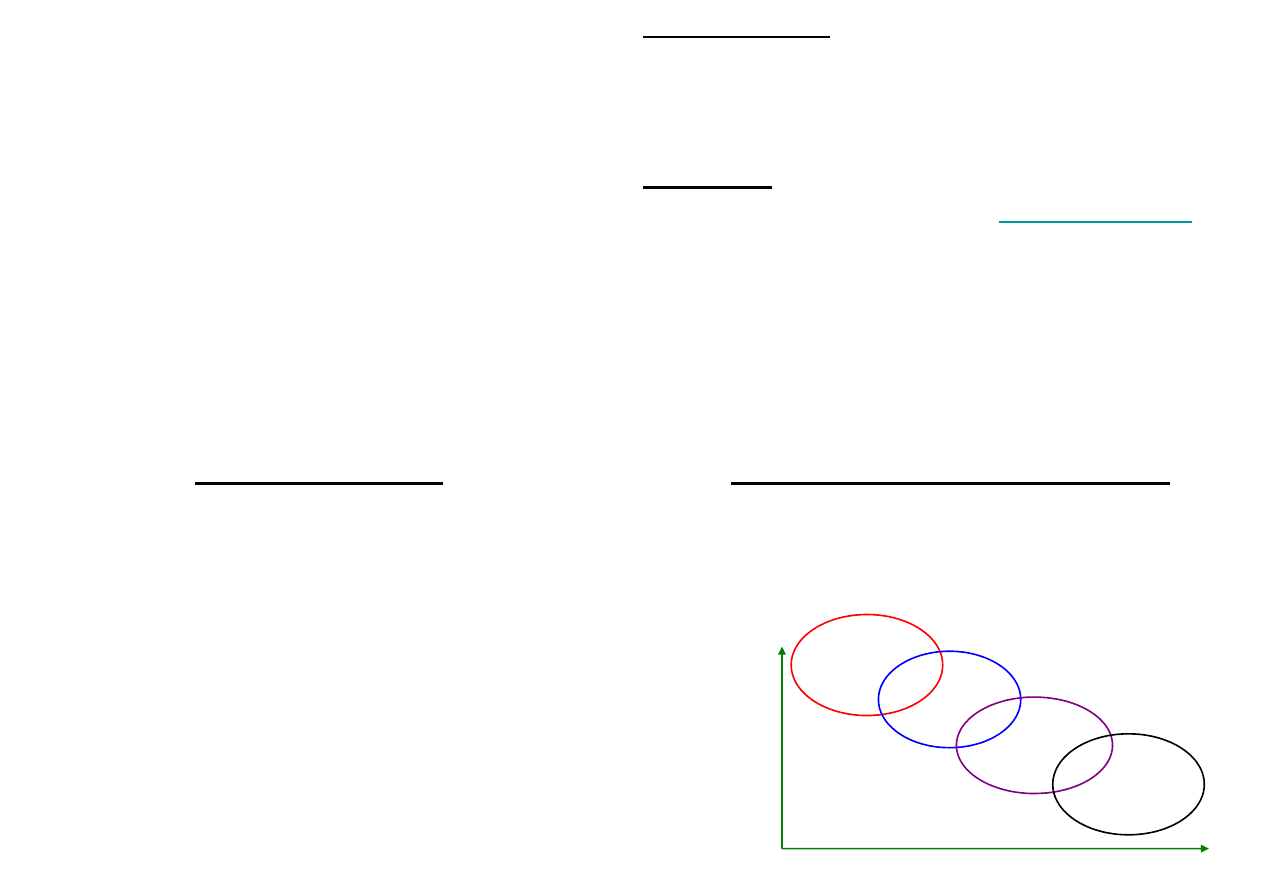
Formy zautomatyzowanej produkcji
1. Zautomatyzowane linie produkcyjne
2. Obrabiarki CNC i centra obróbkowe
3. Elastyczne gniazda/systemy produkcyjne
4. Obrabiarki konwencjonalne
Wielko
ść
produkcji
1
2
3
4
Liczba asortymentów
Ryzyka zwi
ą
zane z wyborem stopnia
automatyzacji
• Ni
ż
sza jako
ść
i wysokie koszty produkcji w przypadku zbyt niskiego
stopnia automatyzacji
• Nakłady na zbyt wysoki stopie
ń
automatyzacji mog
ą
si
ę
nie zwróci
ć
w
przypadku, gdy
ź
le zostanie oszacowana wielko
ść
rynku
• Nakłady na automatyzacj
ę
mog
ą
si
ę
nie zwróci
ć
w przypadku
niespodziewanych zmian na rynku (produkt przestaje si
ę
sprzedawa
ć
)
Zalety automatyzacji
• Polepszenie jako
ś
ci i stało
ś
ci jako
ś
ci produktów
• Zwi
ę
kszenie wydajno
ś
ci (koncentracja zabiegów)
• Wi
ę
ksze wykorzystanie funduszu czasu pracy maszyn (II i III zmiana,
dni wolne od pracy)
• Ograniczenie liczebno
ś
ci personelu
• Poprawa warunków pracy (wyeliminowanie prac uci
ąż
liwych i
szkodliwych)
• Zmniejszenie kosztów produkcji
Automatyzacja elastyczna
• Łatwe i szybkie przezbrojenie i szybka zmiana programów pracy
ś
rodków wytwarzania w celu dostosowania do zmiennych zada
ń
produkcyjnych, przy zachowaniu wysokiej wydajno
ś
ci np. realizacja
kilku procesów technologicznych równolegle z mo
ż
liwo
ś
ci
ą
wprowadzania nowych procesów w czasie trwania produkcji
• Zastosowanie głównie w produkcji małoseryjnej (liczne asortymenty)
Ś
rodki elastycznej automatyzacji:
• obrabiarki CNC
• roboty przemysłowe
W przypadku kompleksowej automatyzacji elastycznej zachodzi
konieczno
ść
zapewnienia współpracy (wzajemnej synchronizacji)
zautomatyzowanych
ś
rodków produkcji poprzez komunikacj
ę
pomi
ę
dzy ich układami sterowania.
Znaczenia elastyczno
ś
ci wytwarzania
• Elastyczno
ść
wyboru ró
ż
nych przedmiotów obrabianych jednocze
ś
nie
(mix flexibility)
• Mo
ż
liwo
ść
dodania nowego przedmiotu (nowego procesu
technologicznego) w czasie trwania produkcji, a tak
ż
e mo
ż
no
ść
wycofania produkcji okre
ś
lonego przedmiotu, bez wpływu na
prawidłowy przebieg produkcji pozostałych przedmiotów (parts
flexibility)
• Elastyczno
ść
marszruty technologicznej (routing flexibility)
• Mo
ż
liwo
ść
szybkiego uwzgl
ę
dnienia zmian w konstrukcji
wytwarzanego przedmiotu (design change flexibility)
• Mo
ż
no
ść
zmiany wielko
ś
ci produkcji (volume flexibility)
• Mo
ż
no
ść
wytwarzania przedmiotów w ró
ż
nych systemach wytwarzania
w ramach danej fabryki (customing flexibility)
Główne przyczyny wprowadzania elastycznej
automatyzacji
• Wzrost konkurencji
• Konieczno
ść
dostosowania asortymentów do
ż
ycze
ń
odbiorców
• Zmieniaj
ą
cy si
ę
popyt na wyroby
• Krótsze cykle
ż
ycia wyrobów
Przesłanki rozwoju elastycznej automatyzacji
Zwi
ą
zane z przedsi
ę
biorstwem:
• Zró
ż
nicowanie asortymentu wyrobów
• Wielowariantowo
ść
odmian/typów wyrobów
• Krótkie terminy realizacji zamówie
ń
• Mniejsze serie produkcyjne
• Cz
ę
ste unowocze
ś
nianie wyrobów
Zwi
ą
zane z procesem wytwarzania:
• Potrzeba pełniejszego wykorzystania maszyn i urz
ą
dze
ń
• Zmniejszenie zapasów materiałów wej
ś
ciowych i wyrobów w toku
• Konieczno
ść
skrócenia czasu wytwarzania wyrobów
• Konieczno
ść
łatwego i szybkiego przezbrajania maszyn
• Humanizacja pracy
Wykorzystanie funduszu czasu pracy maszyn
(przykłady)
Firma 1
Firma 2
Obrabiarki: tokarki
Obrabiarki do
konwencjonalne
cz
ęś
ci typu korpus
Dni wolne od pracy,
34%
28%
urlopy
II i III zmiana
44%
40%
Przestoje
10%
6%
Przezbrajanie,
nastawianie itp.
6%
7%
Wymiana narz
ę
dzi,
czynno
ś
ci załadowczo-
11%
-rozładowcze
Wykorzystanie
6%
8%
efektywne
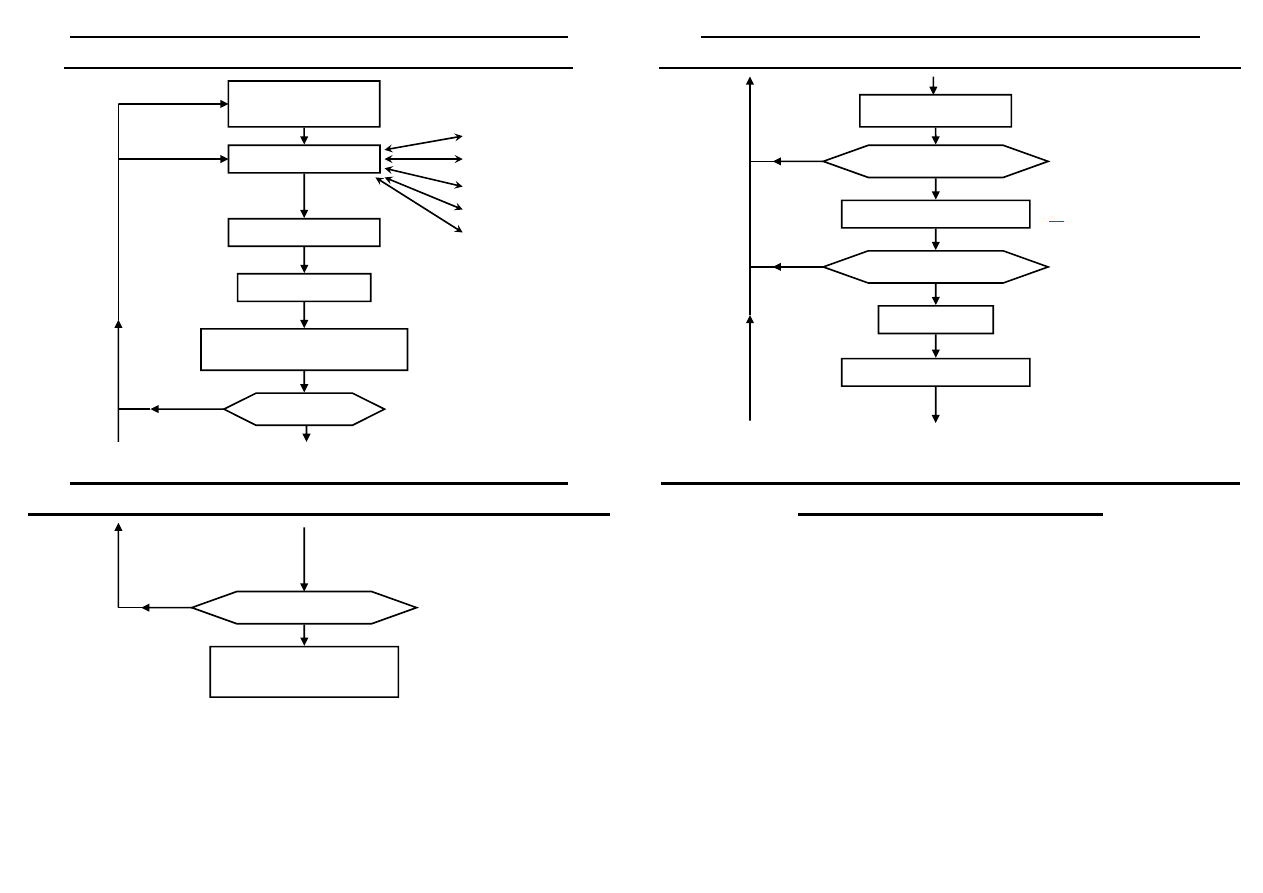
Etapy wprowadzania automatyzacji czynno
ś
ci
pomocniczych
1.
Obróbka bez oprzyrz
ą
dowania (obrabiarki NC z obsług
ą
operatorsk
ą
i dowolnym systemem mocowania przedmiotów)
2.
Etap standaryzacji uchwytów i oprawek
3.
Etap organizacji (ustawianie przedmiotów poza obrabiark
ą
)
4.
Automatyzacja podstawowa (automatyczne dostarczanie na
stanowisko pracy przedmiotów na paletach, ładowanie r
ę
czne)
5.
Automatyzacja standardowa (podawanie przedmiotów i narz
ę
dzi
przez manipulator)
6.
Automatyzacja elastyczna (podawanie narz
ę
dzi i przedmiotów
przez robota przemysłowego)
Efekty poszczególnych etapów wprowadzania
automatyzacji czynno
ś
ci pomocniczych
(przykład)
Czas
Nastawy,
Czas
nieprodukcyjny
przygotowanie
efektywny
[godz./rok]
[godz./rok]
[godz./rok]
Bez oprzyrz
ą
dow.
6960
1000
800
Standaryzacja
6960
600
1200
Organizacja
6960
200
1600
Automatyzacja
3960
800
4000
Autom. elast.
1960
800
6000
Efekty poszczególnych etapów wprowadzania
automatyzacji czynno
ś
ci pomocniczych
(przykład– c.d.)
Koszty
Terminy realizacji
roboczogodziny
zlece
ń
[%]
[tygodnie]
Bez oprzyrz
ą
dowania
100
2
Standaryzacja
84
1,7
Organizacja
77
1,4
Autom. podstawowa
55
0,9
Autom. standardowa
40
0,6
Autom. elastyczna
33
0,3
Zmiany w pogl
ą
dach na strategi
ę
produkcyjn
ą
Produkcja powinna by
ć
:
zorientowana na wydajno
ść
→
zorientowana na płynny
przepływ materiałów
zale
ż
na od wyposa
ż
enia
→
zale
ż
na od asortymentu
produkcji
sterowana wg. planów
→
sterowana według zlece
ń
produkcji
klientów
nieci
ą
gła
→
ci
ą
gła
w partiach ekonomicznie
→
w partiach uwzgl
ę
dniaj
ą
cych
uzasadnionych
potrzeby klientów
(przy jednoczesnym minimali-
zowaniu kosztów)
Zmiany w pogl
ą
dach na elastyczn
ą
automatyzacj
ę
„wysoka” technika
→
produkcja oszcz
ę
dna
(obrabiarki zestawione z elastycznie
konfigurowanych modułów)
pełna automatyzacja
→
automatyzacja dostosowana do
potrzeb
organizacja zorientowana
→
autonomiczna organizacja zorien-
na technik
ę
towana na pracowników
praca kierowana
→
praca zespołowa
obsługa przyuczona
→
umotywowani, dobrze wyszkoleni
pracownicy
Wybór stopnia automatyzacji w procesie
przygotowania produkcji nowego wyrobu
Koncepcja nowego
produktu
konstruktor
Warianty wst
ę
pne
zleceniodawca
technolog
handlowiec
Warianty rozwojowe
kierownictwo firmy
Projekt wst
ę
pny
A
Analiza technologiczno
ś
ci
i analiza ekonomiczna
A
– podejmowanie
Wybór wariantu
decyzji odno
ś
nie
automatyzacji
Wybór stopnia automatyzacji w procesie
przygotowania produkcji nowego wyrobu – c.d.
Projekt wła
ś
ciwy
A
Opinie zainteresowanych
Opracowanie technologii
A!
Opinie zainteresowanych
Seria próbna
Modyfikacje i poprawki
Wybór stopnia automatyzacji w procesie
przygotowania produkcji nowego wyrobu – c.d.
Opinie zainteresowanych
Wła
ś
ciwa produkcja
(wyrób na rynek)
Komputerowe wspomaganie technologicznego
przygotowania produkcji
Technologiczne przygotowanie produkcji
– wszystkie działania maj
ą
ce na celu
zaprojektowanie procesu technologicznego oraz elementów bior
ą
cych w nim
udział (przedmiotów pracy,
ś
rodków technologicznych itd.)
Komputerowe systemy in
ż
ynierskie
s
ą
stosowane najcz
ęś
ciej w obszarze
technologicznego przygotowania produkcji, wspomagaj
ą
c rutynowe oraz
koncepcyjne działania in
ż
yniera – technologa:
CAD (Computer Aided Design)
CAE (Computer Aided Engineering)
CAP (Computer Aided Planning)
CAM (Computer Aided Machining) lub (Computer Aided Manufacturing)
CAQ (Computer Aided Quality Assurance)
CAR (Computer Aided Robotics)
CIM (Computer Integrated Manufacturing)
…
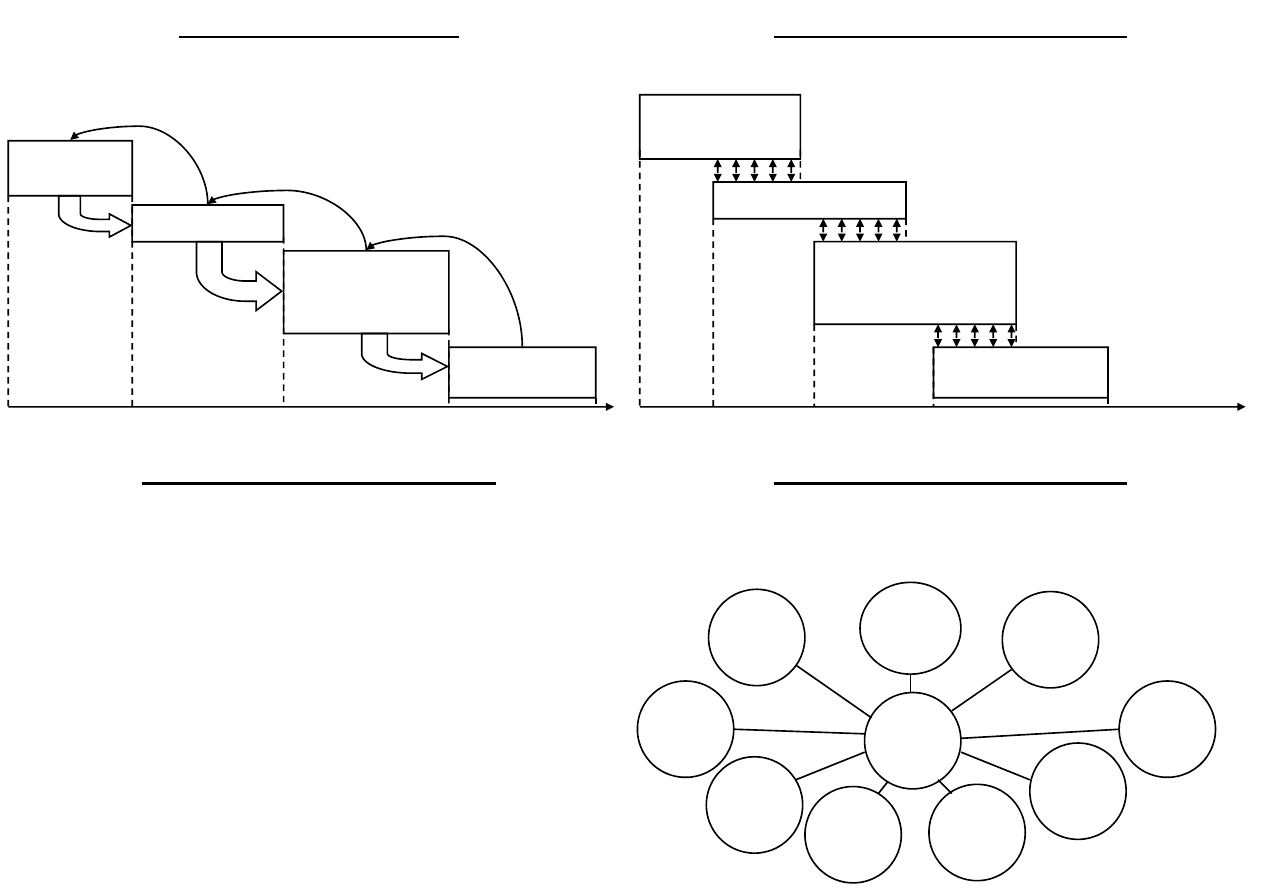
In
ż
ynieria współbie
ż
na
Elastyczno
ść
przedsi
ę
biorstwa oznacza zdolno
ść
do szybkiego
wprowadzenia do produkcji (i na rynek) nowego wyrobu.
Tradycyjny proces przygotowania produkcji:
Analiza rynku,
Sprz
ęż
enie zwrotne
opracowanie
koncepcji
Sprz
ęż
enie zwrotne
Opracowanie
konstrukcyjne
Sprz
ęż
enie zwrotne
Opracowanie
technologii.
Konstrukcja
pomocy
warsztatowych
Uruchomienie
produkcji serii
próbnej
Czas
In
ż
ynieria współbie
ż
na – c.d.
Przygotowanie produkcji w przypadku in
ż
ynierii współbie
ż
nej:
Analiza rynku,
opracowanie
koncepcji
Opracowanie
konstrukcyjne
Opracowanie
technologii.
Konstrukcja
pomocy
warsztatowych
Uruchomienie
produkcji serii
próbnej
Czas
In
ż
ynieria współbie
ż
na – c.d.
Cechy charakterystyczne in
ż
ynierii współbie
ż
nej:
• Cz
ęś
ciowe pokrywanie si
ę
w czasie poszczególnych etapów
przygotowania produkcji
• Wielokrotne p
ę
tle sprz
ęż
enia zwrotnego pomi
ę
dzy poszczególnymi
etapami, gdy
ż
poszczególne etapy s
ą
realizowane bez pełnych danych
wej
ś
ciowych
• Czas trwania poszczególnych etapów jest dłu
ż
szy, jednak sumaryczny
czas przygotowania produkcji jest krótszy
• Mo
ż
liwe jest wczesne rozpoznanie bł
ę
dów w projektowaniu, zanim
spowoduj
ą
one zwi
ę
kszenie kosztów podczas realizacji etapów
pó
ź
niejszych
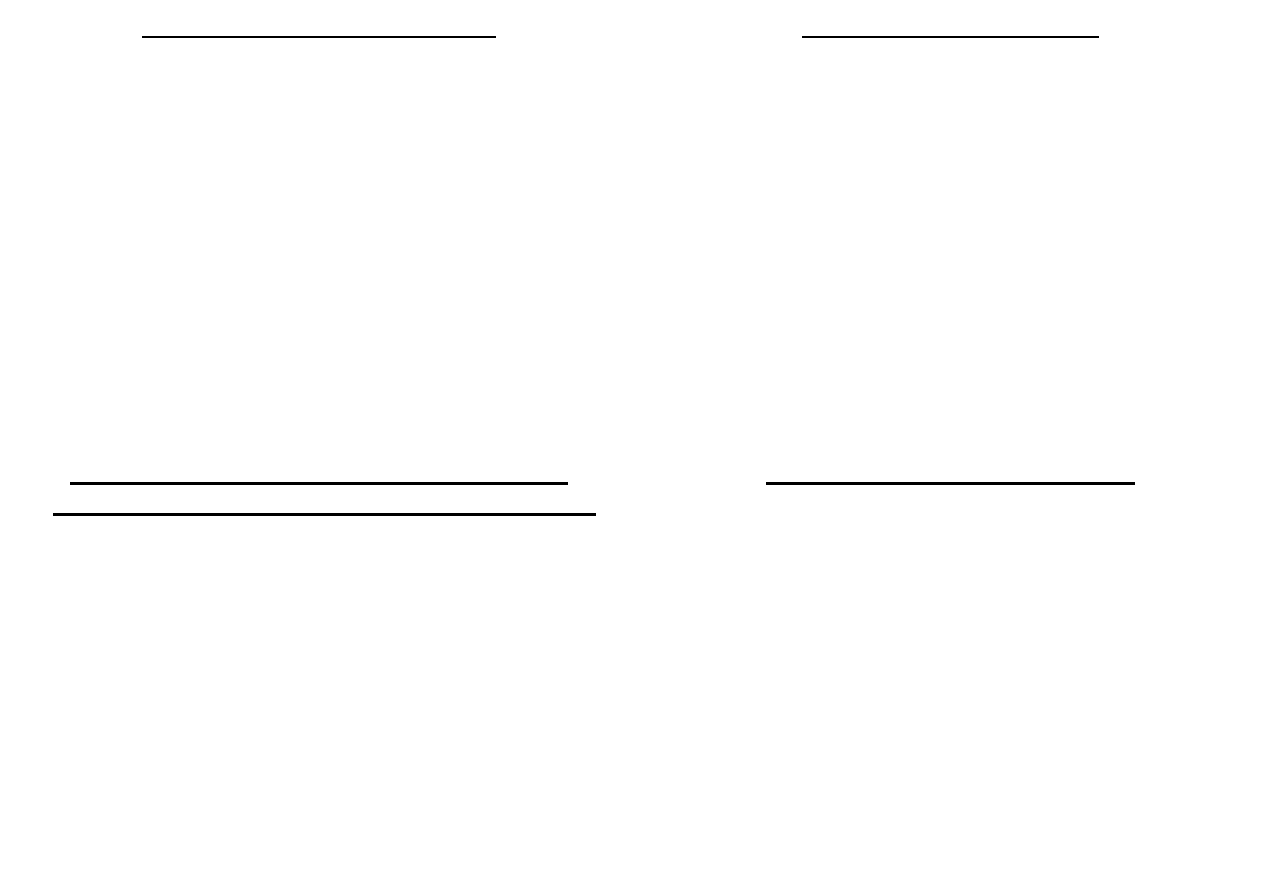
In
ż
ynieria współbie
ż
na – c.d.
In
ż
ynieria współbie
ż
na jako zintegrowanie działa
ń
skierowanych na
klienta z procesami projektowania i wytwarzania.
Uwzgl
ę
dnienie wszystkich aspektów cyklu
ż
ycia produktu:
Pomysł
Konstrukcja
(koncepcja)
Recykling
Technologia
In
ż
ynieria
U
ż
ytkowanie
współbie
ż
na
Rachunek
Dystrybucja
ekonomiczny
Logistyka
Certyfikaty
In
ż
ynieria współbie
ż
na – c.d.
Rozwi
ą
zania techniczne wspomagaj
ą
ce in
ż
ynieri
ę
współbie
ż
n
ą
:
• Trójwymiarowe modele bryłowe CAD
• Integracja systemów CAD i CAM
• Symulacja procesów wytwarzania na wczesnym etapie projektowania
wyrobów
• Uwzgl
ę
dnienie do
ś
wiadcze
ń
z projektowania poprzednich produktów
(bazy danych)
Automatyzacja monta
ż
u
Pełna automatyzacja monta
ż
u oznaczałaby równie
ż
automatyzacj
ę
szeregu
czynno
ś
ci przed i po wykonaniu poł
ą
czenia:
• Pobranie poszczególnych cz
ęś
ci i odseparowanie ich od siebie
• Nadanie cz
ęś
ciom wła
ś
ciwej orientacji
• Dostarczenie cz
ęś
ci na miejsce monta
ż
u
• Dokładne pozycjonowanie cz
ęś
ci wzgl
ę
dem siebie
• Realizacja poł
ą
czenia
• Usuni
ę
cie zmontowanego zespołu ze stanowiska roboczego
Przy realizacji tych czynno
ś
ci wykorzystuje si
ę
indywidualne cechy ka
ż
dego
asortymentu montowanych cz
ęś
ci. St
ą
d ograniczenie elastyczno
ś
ci
zautomatyzowanych systemów monta
ż
owych.
Automatyzacja monta
ż
u jest kosztowna i daje niewielki wzrost wydajno
ś
ci. Jej
podstawowe zalety to:
• Zwi
ę
kszenie powtarzalno
ś
ci monta
ż
u
• Poprawa bezpiecze
ń
stwa pracy
Automatyzacja monta
ż
u jest opłacalna głównie w produkcji seryjnej i masowej.
Przykładowe dane opisuj
ą
ce stanowiska
monta
ż
owe o ró
ż
nym stopniu automatyzacji
Monta
ż
r
ę
czny
Monta
ż
r
ę
czny Automat monta
ż
owy
z podsystemem ze stołem obrotowo
transportu
-podziałowym
Koszty pracy
98%
< 90%
< 10%
Czas jednostkowy
9 s./szt.
7 s./szt.
3 s./szt.
Koszt inwestycji
< 3000 €
< 30000 €
< 250000 €
Czas przezbrojenia
< 3 min./typ
< 10 min./typ
< 20 min./typ
(elastyczno
ść
)
Automatyzacja monta
ż
u – c.d.
Czynniki wpływaj
ą
ce na łatwo
ść
/trudno
ść
automatyzacji monta
ż
u:
• Stosowanie poł
ą
cze
ń
gwintowych (wymagaj
ą
cych separowania oraz
precyzyjnego orientowania i pozycjonowania wzajemnego)
• Stosowanie dodatkowych elementów spajaj
ą
cych wymagaj
ą
cych
separowania, orientacji i pozycjonowania np. nity
• Stosowanie dodatkowych elementów spajaj
ą
cych nie wymagaj
ą
cych
orientowania np. klej
Analiza technologiczno
ś
ci konstrukcji pod
wzgl
ę
dem automatyzacji monta
ż
u
Czynniki i elementy konstrukcyjne ułatwiaj
ą
ce automatyzacj
ę
monta
ż
u
(nie zawsze konieczne z punktu widzenia konstrukcji):
• Elementy ułatwiaj
ą
ce chwytanie przez manipulator
• Symetria kształtu orientowanych cz
ęś
ci
Analiza technologiczno
ś
ci konstrukcji pod
wzgl
ę
dem automatyzacji monta
ż
u
• Elementy pozwalaj
ą
ce pozycjonowa
ć
cz
ęś
ci z mniejsz
ą
dokładno
ś
ci
ą
np. fazy wprowadzaj
ą
ce w otworach i czopach
• Odpowiednia proporcja
ś
rednica/długo
ść
czopu przy poł
ą
czeniach
typu wałek/otwór
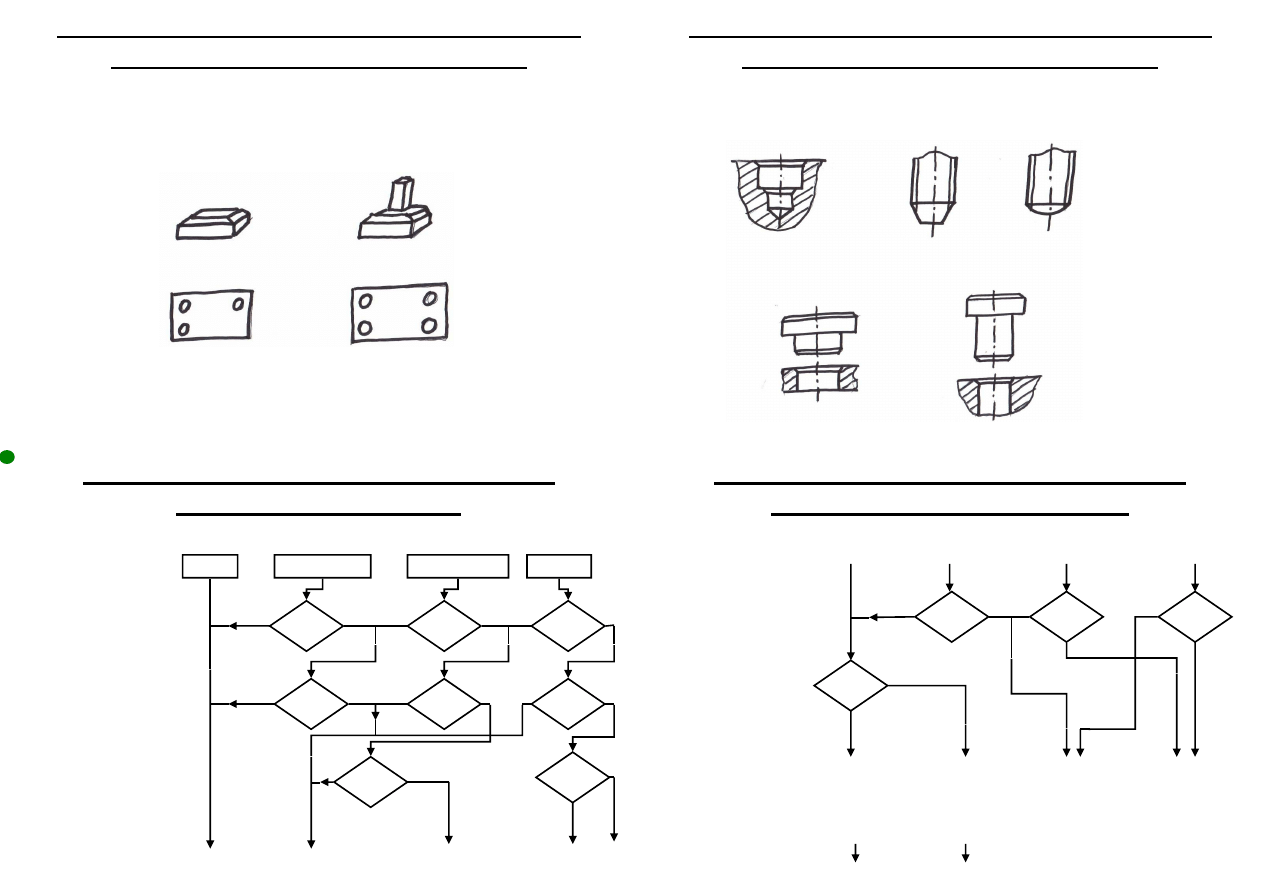
Przykładowy algorytm wyboru stopnia
automatyzacji monta
ż
u
Wydajno
ść
(szt./zmian
ę
)
< 500
500 – 1500
1500 – 4500
> 4500
Czas na
uruchomienie
≥
8
> 8–14 > 14
serii (m-ce)
Przewidywany
czas produkcji
≥
3
≥
3
≥
3
wyrobu (lata)
Ró
ż
norodno
ść
wariantów
> 20
< 5
wyrobu
. . . . . . . . . . .
n
t n
t n
t
n
t n
t n
t
t
n
t
n
Przykładowy algorytm wyboru stopnia
automatyzacji monta
ż
u – c.d.
. . . . . . . . . . .
Stopie
ń
trudno
ś
ci
trudny
trudny
trudny
monta
ż
u
Wymuszony
transport
trudny
mi
ę
dzy-
stanowiskowy
Wybór
r
ę
czny
r
ę
czny
mieszany
zautoma-
systemu
jedno-
wielo-
wielo-
tyzowany
monta
ż
u
stanowis-
stanowis-
stanowis-
wielo-
kowy
kowy
kowy
stanowisk.
Transport
r
ę
czny
zmechaniz.
t
n t
t
n
n
n
Automatyzacja kontroli jako
ś
ci
• Odmiany kontroli jako
ś
ci: pełna i statystyczna
• Kontrola statystyczna: decyduje o uznaniu, b
ą
d
ź
odrzuceniu CAŁEJ
partii wyrobów
• Uznanie partii nie oznacza,
ż
e nie ma w niej
ż
adnych braków (przy
sprawdzaniu ok. 20% wyrobów prawdopodobie
ń
stwo wyst
ą
pienia
braków jest rz
ę
du 3%)
Wprowadzenie automatyzacji kontroli jako
ś
ci zapewnia:
• eliminacj
ę
czynnika ludzkiego z procesu decyzyjnego
• zwi
ę
kszon
ą
wydajno
ść
kontroli jako
ś
ci (mo
ż
e to prowadzi
ć
nawet do
opłacalno
ś
ci wprowadzenia kontroli pełnej)
• automatyczne monitorowanie i dokumentowanie kontroli jako
ś
ci
ka
ż
dej partii, a nawet wyrobu (istotne w przypadku reklamacji)
Automatyzacja kontroli jako
ś
ci – c.d.
Elastyczna automatyzacja kontroli jako
ś
ci: rzadka (uniwersalne
programowalne maszyny pomiarowe).
Opłacalno
ść
automatyzacji kontroli jako
ś
ci:
• produkcja wielkoseryjna i masowa,
• gdy skutki przepuszczenia braków s
ą
bardzo powa
ż
ne.
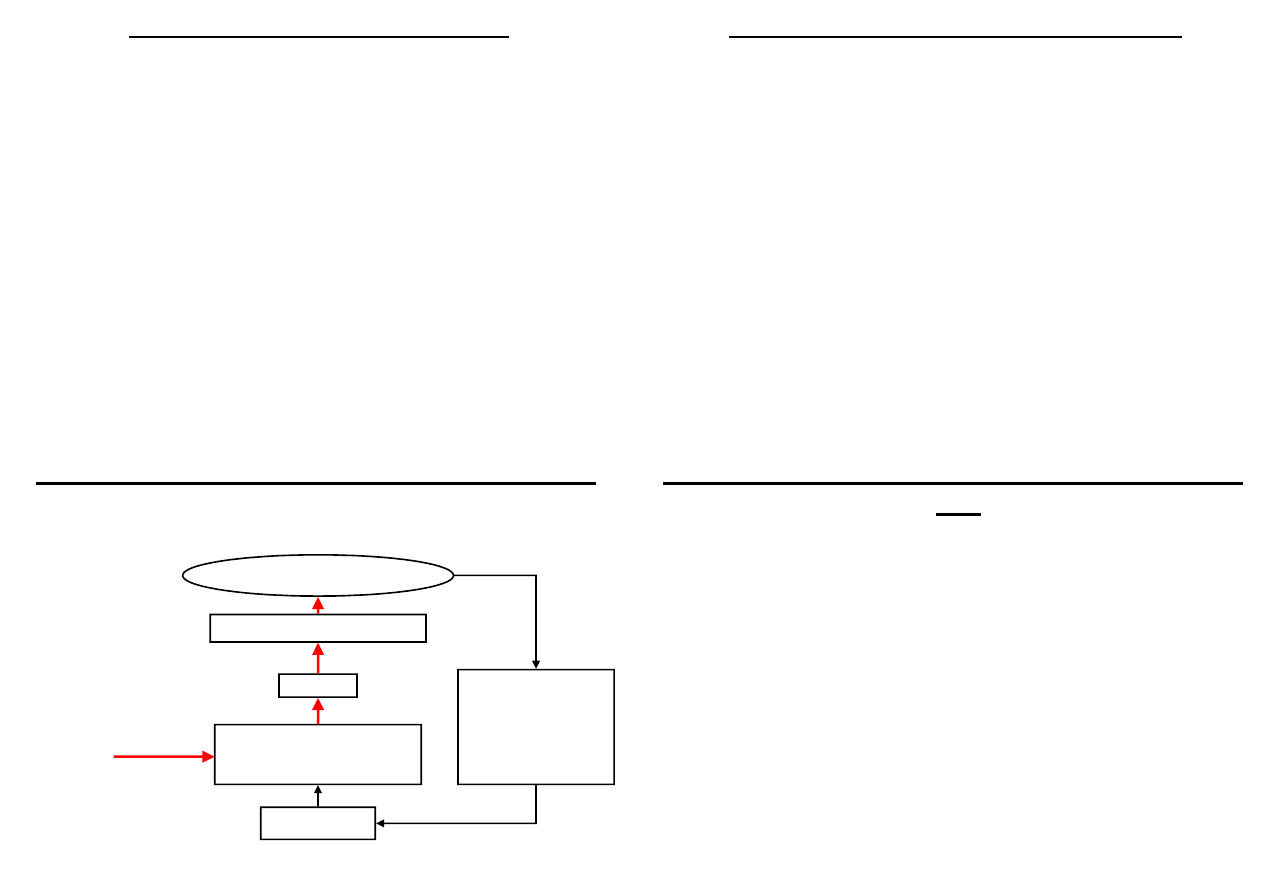
Trendy w budowie automatów produkcyjnych
Typowa struktura urz
ą
dzenia zautomatyzowanego:
proces technologiczny
elementy wykonawcze
nap
ę
dy
układy
pozyskiwania
energia urz
ą
dzenia steruj
ą
ce
informacji
przepływem energii
(czujniki)
sterownik
Trendy w budowie automatów produkcyjnych –
c.d.
Elementy wykonawcze:
Jak najszersze wykorzystanie podzespołów handlowych (jednostki
przemieszcze
ń
liniowych i obrotowych, chwytaki itd.)
Nap
ę
dy:
• pneumatyczne: u
ż
ywane głównie do przemieszcze
ń
liniowych PTP na
niewielkich odległo
ś
ciach. Wady: ograniczenia dynamiczne
wynikaj
ą
ce ze
ś
ci
ś
liwo
ś
ci powietrza, hała
ś
liwo
ść
, konieczno
ść
dost
ę
pu do instalacji spr
ęż
onego powietrza
• elektryczne: u
ż
ywane głównie do ruchów obrotowych w szerokim
zakresie pr
ę
dko
ś
ci. Zaleta: łatwo
ść
dost
ę
pu do
ź
ródła energii
• hydrauliczne: u
ż
ywane tam, gdzie jest potrzeba rozwini
ę
cia du
ż
ych
sił. Wady: wysoki koszt zasilaczy hydraulicznych, kłopotliwy serwis
• pneumohydrauliczne: ni
ż
szy koszt, małe przemieszczenia. Główne
zastosowanie: mocowanie przedmiotów
Uchwyty obróbkowe w zautomatyzowanej
produkcji
Po
żą
dane wła
ś
ciwo
ś
ci uchwytów w zautomatyzowanej produkcji na
przykładzie uchwytów tokarskich:
• Maksymalne skrócenie czasu zwi
ą
zanego z mocowaniem przedmiotów
i zmian
ą
szcz
ę
k mocuj
ą
cych
• Zapewnienie stało
ś
ci sił mocuj
ą
cych pomimo znacznych pr
ę
dko
ś
ci
obrotowych wrzecion obrabiarek
• Wysoka dokładno
ść
i powtarzalno
ść
ustalania
• Du
ż
a sztywno
ść
przy du
ż
ych siłach mocowania
• Umo
ż
liwienie obróbki ró
ż
nych typów i wymiarów cz
ęś
ci mocowanych
• Mo
ż
liwo
ść
wymiany obrabianych cz
ęś
ci przez roboty lub manipulatory
Uchwyty obróbkowe w zautomatyzowanej
produkcji – c.d.
Po
żą
dane wła
ś
ciwo
ś
ci uchwytów w zautomatyzowanej produkcji na
przykładzie centrów obróbkowych i elastycznych systemów
obróbkowych dostosowanych do obróbki cz
ęś
ci typu korpus:
• Mo
ż
no
ść
dostosowania do ró
ż
norodno
ś
ci kształtów i wielko
ś
ci
obrabianych cz
ęś
ci oraz do ró
ż
nych metod obróbki
• Zapewnie du
ż
ej wolnej przestrzeni dla przej
ść
narz
ę
dzi (newet z
czterech lub pi
ę
ciu stron)
• Podwy
ż
szona dokładno
ść
i sztywno
ść
(aby mo
ż
na było w pełni
wykorzysta
ć
moc obrabiarki w zabiegach obróbki zgrubnej oraz
zapewni
ć
odpowiedni
ą
dokładno
ść
w zabiegach wyka
ń
czaj
ą
cych)
Nowa tendencja: przyrz
ą
dy obróbkowe ze sterowaniem numerycznym.
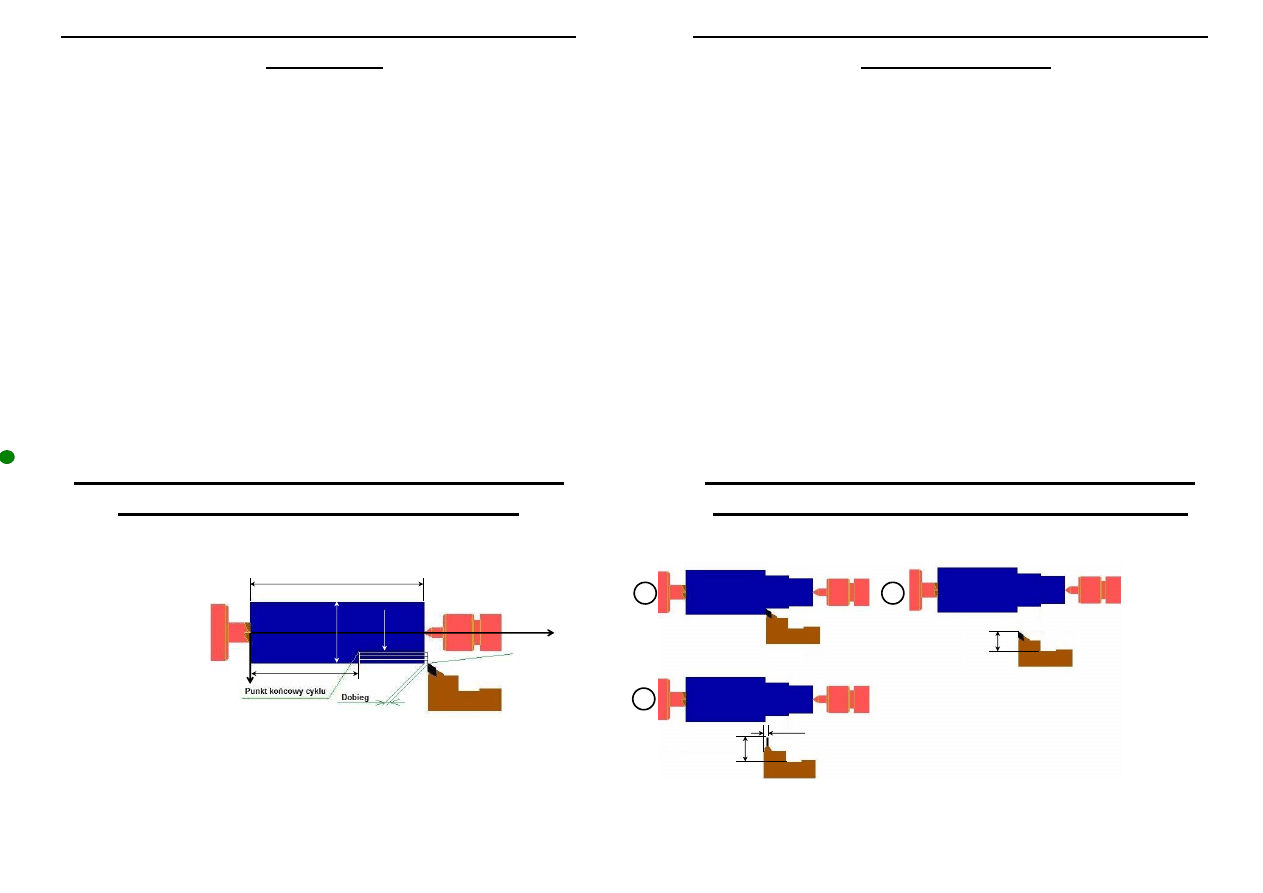
Wybrane zasady projektowania operacji
obróbkowych na obrabiarki CNC
Dobiegi w cyklach obróbkowych:
Prawidłowy dobieg zapewnia,
ż
e podczas przej
ś
cia narz
ę
dzia na kolejn
ą
ś
rednic
ę
(które
odbywa si
ę
ruchem szybkim) nie ma kontaktu narz
ę
dzia z przedmiotem obrabianym.
Punkt pocz
ą
tkowy cyklu powinien si
ę
znajdowa
ć
na
ś
rednicy takiej samej, jak
ś
rednica
półfabrykatu. Zapewnia to jednakow
ą
gł
ę
boko
ść
skrawania dla przej
ś
cia pierwszego i
przej
ść
nast
ę
pnych.
Punkt pocz
ą
tkowy cyklu
Z
X
70
40
Ø20
N10 G00 X20 Z71
N20 G84 X14 Z40 H1 F0.1
Ø14
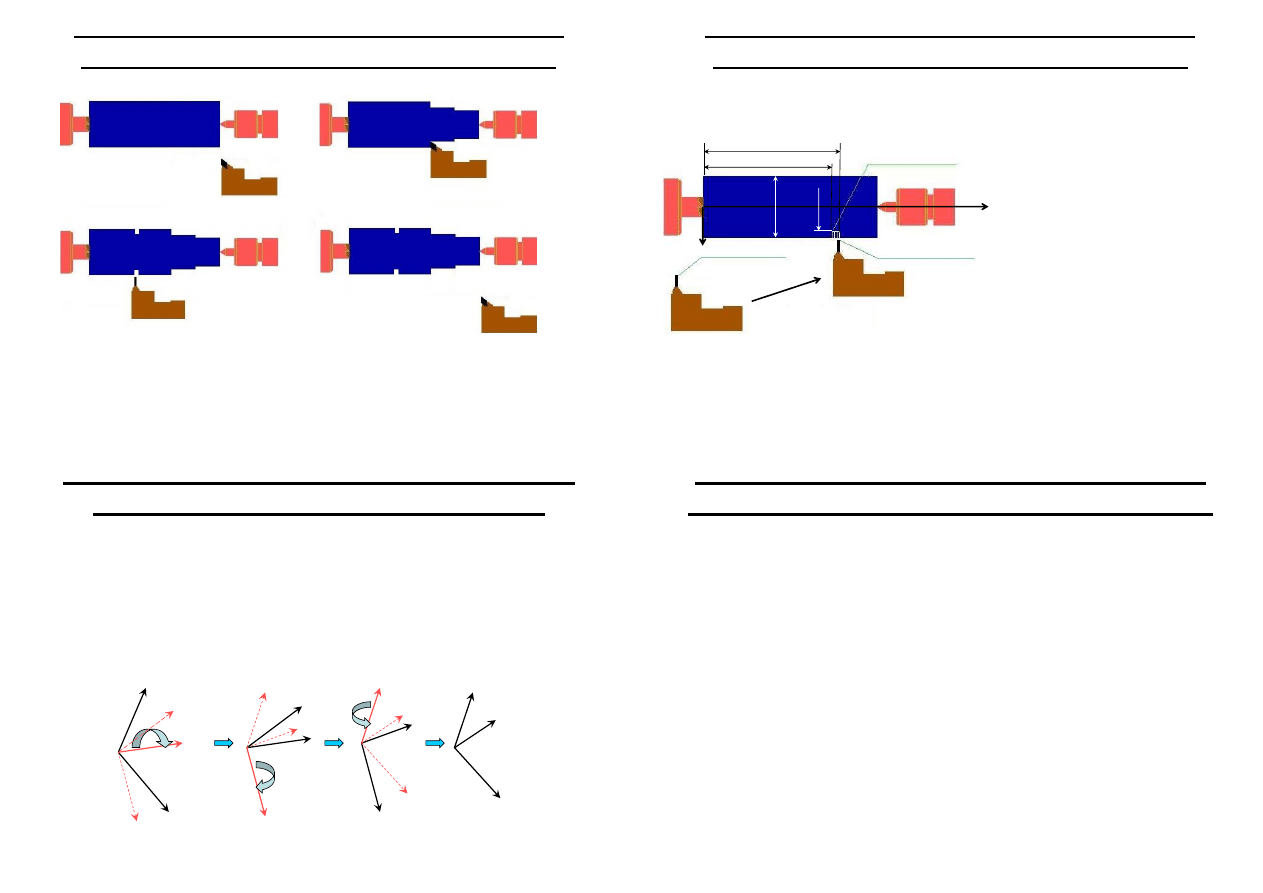
Wybrane zasady projektowania operacji
obróbkowych na obrabiarki CNC – c.d.
Zmiana narz
ę
dzia w bezpiecznej odległo
ś
ci od przedmiotu obrabianego:
Zmiana narz
ę
dzia powinna si
ę
odbywa
ć
w odpowiednio du
ż
ej odległo
ś
ci od przedmiotu
obrabianego i takich elementów obrabiarki jak np. wrzeciono lub konik.
Ka
ż
de narz
ę
dzie mo
ż
e by
ć
w ró
ż
nym stopniu „wysuni
ę
te” z głowicy rewolwerowej.
Nale
ż
y pami
ę
ta
ć
,
ż
e w głowicy pomi
ę
dzy narz
ę
dziem bie
żą
cym i nast
ę
pnym u
ż
ywanym narz
ę
dziem
mog
ą
si
ę
znajdowa
ć
inne narz
ę
dzia, jeszcze bardziej „wysuni
ę
te” z głowicy. Mog
ą
one by
ć
przyczyn
ą
kolizji podczas obrotu głowicy o kilka pozycji.
N50 G01 X18 Z40 F0.1
N60 G00 X50 Z40
N70 M06 T02 X4 Z-5
10
14
5
1
2
3
Po zako
ń
czeniu operacji głowica rewolwerowa powinna si
ę
obróci
ć
do pozycji, w której si
ę
znajdowała przy
rozpocz
ę
ciu tej operacji. W przeciwnym razie kolejny przedmiot mo
ż
e by
ć
obrabiany niewła
ś
ciwymi narz
ę
dziami
(gdy obroty głowicy s
ą
programowane przyrostowo).
Wierzchołek narz
ę
dzia tak
ż
e powinien si
ę
wówczas znale
źć
w pozycji wyj
ś
ciowej, aby unikn
ąć
nieprzewidzianej
ś
cie
ż
ki narz
ę
dzia w pierwszym przej
ś
ciu w kolejnych uruchomieniach programu. Niezastosowanie si
ę
do tego
zalecenia, gdy obrabiarka jest programowana przyrostowo, b
ę
dzie przyczyn
ą
bł
ę
dnych wymiarów kolejnych
przedmiotów.
Wybrane zasady projektowania operacji
obróbkowych na obrabiarki CNC – c.d.
Powrót do stanu pierwotnego po zrealizowaniu operacji:
Przed rozpocz
ę
ciem cyklu punkt charakterystyczny narz
ę
dzia (wierzchołek) powinien by
ć
doprowadzony do współrz
ę
dnej Z odpowiadaj
ą
cej
ś
ciance planowanego rowka, oraz do
współrz
ę
dnej X uwzgl
ę
dniaj
ą
cej dobieg.
W opisie cyklu w słowie H podaje si
ę
nie skok narz
ę
dzia po ka
ż
dym przej
ś
ciu roboczym (ten
zostanie obliczony automatycznie przez układ sterowania obrabiarki), lecz szeroko
ść
narz
ę
dzia,
konieczn
ą
do okre
ś
lenia współrz
ę
dnej Z dla ostatniego przej
ś
cia roboczego.
N10 G00 X22 Z50
N20 G86 X16 Z44 H2 F0.1
Punkt ko
ń
cowy cyklu
Punkt pocz
ą
tkowy cyklu
Punkt charakterystyczny
narz
ę
dzia
Wybrane zasady projektowania operacji
obróbkowych na obrabiarki CNC – c.d.
Realizacja cyklu obróbki rowka:
Z
X
50
Ø20
Ø16
44
Wybrane zasady programowania robotów
realizuj
ą
cych zadania manipulacyjne
X
A
X’=
X’’
Y
A
=
Y’
Y’
Z
A
Z’
Z’
X’
Z’’
Y’’
X’’
Z’’=
Z’’’
Y’’
Y’’’
X’’’
Z
B
Y
B
Opis orientacji za pomoc
ą
k
ą
tów Eulera
Mo
ż
na udowodni
ć
,
ż
e dowolnie zorientowany układ współrz
ę
dnych A
mo
ż
na zorientowa
ć
zgodnie z innym, dowolnie zorientowanym układem
współrz
ę
dnych B, poprzez zło
ż
enie kolejno po sobie nast
ę
puj
ą
cych
co najwy
ż
ej trzech obrotów o odpowiednio dobrane k
ą
ty wokół własnych
osi tego układu
Wybrane zasady programowania robotów
realizuj
ą
cych zadania manipulacyjne – c.d.
Opis orientacji efektora za pomoc
ą
k
ą
tów Eulera – c.d.
- K
ą
ty kolejnych takich obrotów mog
ą
słu
ż
y
ć
do jednoznacznego
okre
ś
lenia orientacji układu współrz
ę
dnych B w stosunku do układu
współrz
ę
dnych odniesienia A
- K
ą
ty te nazywamy k
ą
tami Eulera
- Kolejno
ść
obrotów wokół poszczególnych osi (X, Y i Z) ma znaczenie
dla ko
ń
cowej orientacji k
ą
towej obracanego układu, w zwi
ą
zku z czym
przy podawaniu k
ą
tów Eulera nale
ż
y okre
ś
li
ć
kolejno
ść
tych obrotów
np.:
α
X
=
π β
Y
=
π
/2
γ
Z
=
π
/4 - obroty kolejno wokół osi X o k
ą
t
π
, nast
ę
pnie
wokół osi Y o k
ą
t
π
/2, a na ko
ń
cu wokół osi Z
o k
ą
t
π
/4
α
Y
=
π
/2
β
Z
=
π
/4
γ
X
=
π
- obroty kolejno wokół osi Y o k
ą
t
π
/2, nast
ę
pnie
wokół osi Z o k
ą
t
π
/4, a na ko
ń
cu wokół osi X
o k
ą
t
π
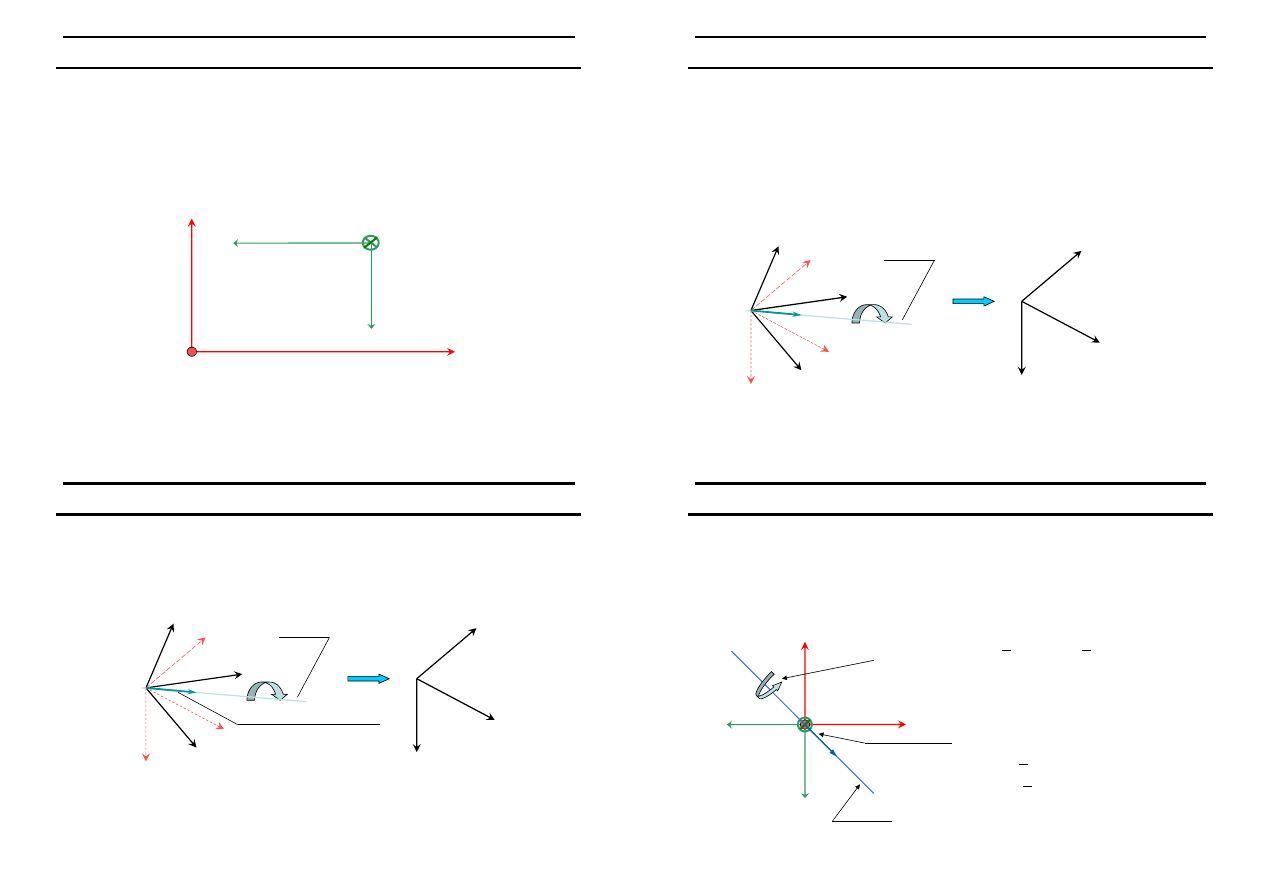
Wybrane zasady programowania robotów
realizuj
ą
cych zadania manipulacyjne – c.d.
Opis orientacji efektora za pomoc
ą
k
ą
tów Eulera – c.d.
Przykład opisu orientacji układu współrz
ę
dnych chwytaka robota X
C
Y
C
Z
C
w globalnym układzie współrz
ę
dnych robota X
R
Y
R
Z
R
:
α
X
=
π β
Y
=0
γ
Z
=
π
/2
Y
R
X
R
Z
R
X
C
Y
C
Z
C
Wybrane zasady programowania robotów
realizuj
ą
cych zadania manipulacyjne – c.d.
Opis orientacji efektora za pomoc
ą
kwaternionów
Mo
ż
na udowodni
ć
,
ż
e dowolnie zorientowany układ współrz
ę
dnych A
mo
ż
na zorientowa
ć
zgodnie z innym, dowolnie zorientowanym układem
współrz
ę
dnych B, poprzez realizacj
ę
pojedynczego obrotu o okre
ś
lony
k
ą
t wokół odpowiednio dobranej osi (najcz
ęś
ciej nie pokrywaj
ą
cej si
ę
z
ż
adn
ą
osi
ą
tego układu współrz
ę
dnych)
X
A
Y
A
Z
A
Z’
=Z
B
X’
=X
B
X
B
Y’
=Y
B
Y
B
Z
B
O
ś
obrotu
Wybrane zasady programowania robotów
realizuj
ą
cych zadania manipulacyjne – c.d.
Opis orientacji efektora za pomoc
ą
kwaternionów – c.d.
Orientacja osi obrotu (okre
ś
lona przez współrz
ę
dne jej wersora n
x
,n
y
,n
z
)
oraz warto
ść
k
ą
ta obrotu
θ
mog
ą
słu
ż
y
ć
do jednoznacznego okre
ś
lenia
orientacji układu współrz
ę
dnych B w stosunku do układu współrz
ę
dnych
odniesienia A
X
A
Y
A
Z
A
Z’
=Z
B
X’
=X
B
X
B
Y’
=Y
B
Y
B
Z
B
θ
O
ś
obrotu
Wersor osi obrotu [n
x
,n
y
,n
z
]
Równoznaczne z powy
ż
szym jest okre
ś
lenie orientacji układu współrz
ę
dnych B w
stosunku do układu współrz
ę
dnych A za pomoc
ą
tzw. kwaternionów, okre
ś
lonych
nast
ę
puj
ą
cymi wzorami:
Q
1
= cos (
θ
/2)
Q
2
= n
x
sin (
θ
/2)
Q
3
= n
y
sin (
θ
/2)
Q
4
= n
z
sin (
θ
/2)
Wybrane zasady programowania robotów
realizuj
ą
cych zadania manipulacyjne – c.d.
Opis orientacji efektora za pomoc
ą
kwaternionów – c.d.
Przykład opisu orientacji układu współrz
ę
dnych chwytaka robota X
C
Y
C
Z
C
w globalnym układzie współrz
ę
dnych robota X
R
Y
R
Z
R
:
n
X
=
√
2 / 2 n
Y
= -
√
2 / 2
n
Z
=0
Θ
=
π
st
ą
d:
Q1 = 0
Q2 =
√
2 / 2
Q3 = -
√
2 / 2
Q4 = 0
Y
R
X
R
Z
R
X
C
Y
C
Z
C
O
ś
obrotu
K
ą
t obrotu:
π
Wersor osi obrotu
Wybrane zasady programowania robotów
realizuj
ą
cych zadania manipulacyjne – c.d.
Opis pozycji dla robota Movemaster-EX (5 stopni swobody):
MP x, y, z,
α
,
β
x,y,z – współrz
ę
dne kartezja
ń
skie punktu TCP
α
,
β
– poło
ż
enie k
ą
towe chwytaka
Z
Y
X
α
β
Wybrane zasady programowania robotów
realizuj
ą
cych zadania manipulacyjne – c.d.
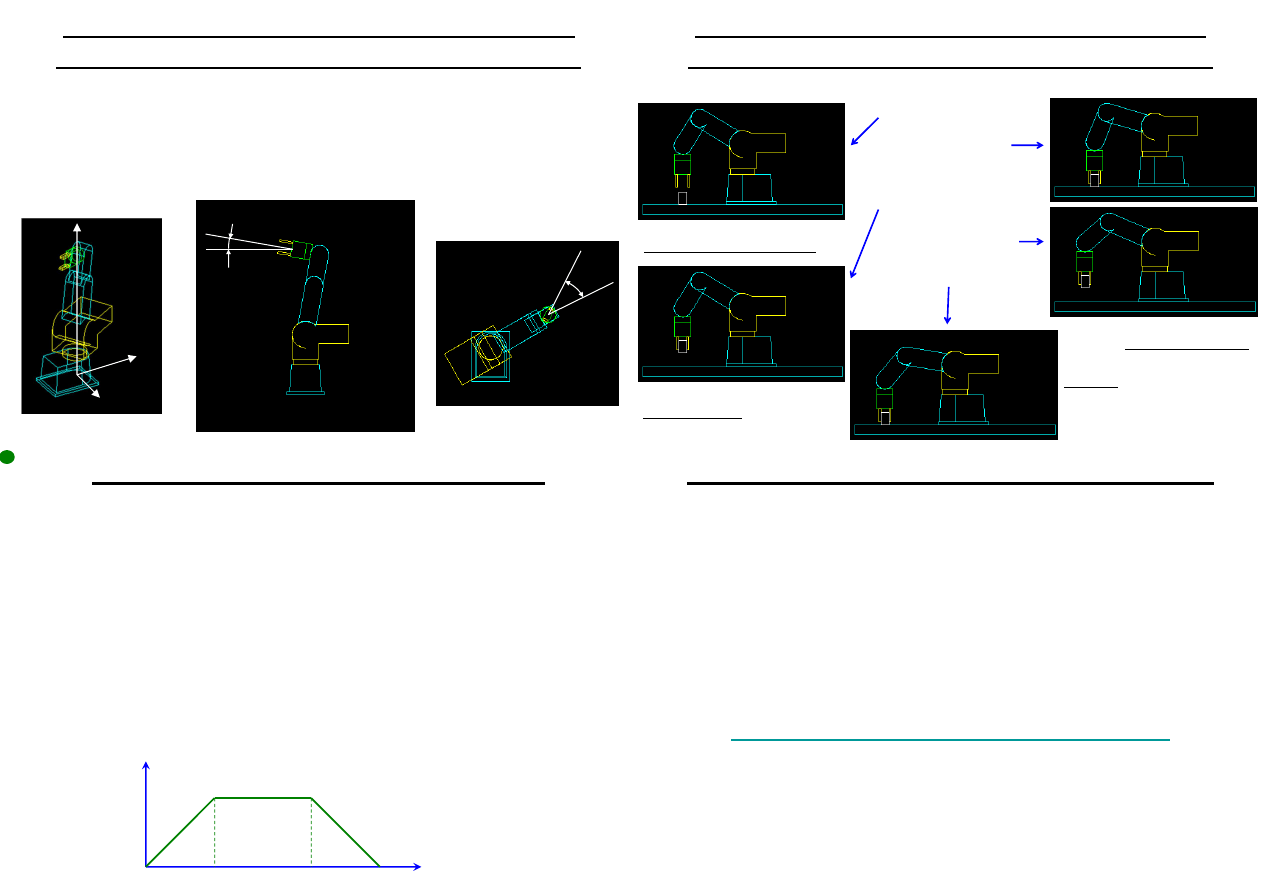
Typowa sekwencja przemieszcze
ń
dla zadania „pick-and-place”:
MP 0,300,100,-90,0
MP 0,300,30,-90,0
GC
MP 0,300,100,-90,0
MP 0,350,100,-90,0
MP 0,350,30,-90,0
Ustawienie nad przedmiotem z
docelow
ą
orientacj
ą
k
ą
tow
ą
Podniesienie przedmiotu
pionowo w gór
ę
Przemieszczenie nad docelow
ą
pozycj
ę
z docelow
ą
orientacj
ą
Pionowe opuszczenie obiektu,
zapobiegaj
ą
ce ew. kolizji z pod-
ło
ż
em, która mogłaby mie
ć
miejsce przy braku interpolacji
Manipulacja cz
ęś
ciami niesztywnymi
W programach steruj
ą
cych robotami przemysłowymi instrukcje
pozycjonowania determinuj
ą
:
-
ś
cie
ż
k
ę
, po której przemieszcza si
ę
efektor (chwytak),
- pr
ę
dko
ść
ruchu (najcz
ęś
ciej stosuje si
ę
najwi
ę
ksz
ą
mo
ż
liw
ą
w celu
osi
ą
gni
ę
cia maksymalnej wydajno
ś
ci – ograniczenia s
ą
głównie ze
strony robota).
Przy przemieszczaniu cz
ęś
ci sztywnych:
- wyst
ę
puj
ą
ce przyspieszenia nie maj
ą
najcz
ęś
ciej wpływu na
prawidłow
ą
manipulacj
ę
cz
ęś
ciami,
- nie programuje si
ę
profilu pr
ę
dko
ś
ci przemieszczania chwytaka.
v
t
Manipulacja cz
ęś
ciami niesztywnymi – c.d.
Przy przemieszczaniu cz
ęś
ci niesztywnych wa
ż
na jest nie tylko
ś
cie
ż
ka
,
ale i
trajektoria
:
Maksymalne pr
ę
dko
ś
ci i przyspieszenia ruchu przemieszczania cz
ęś
ci
zapewniaj
ą
najwi
ę
ksz
ą
wydajno
ść
(np. w przypadku linii pras), jednak
profil pr
ę
dko
ś
ci ma wpływ na:
- odkształcenia przenoszonych cz
ęś
ci, mog
ą
ce prowadzi
ć
do kolizji z
obiektami otoczenia (przeszkodami),
- drgania cz
ęś
ci po doprowadzeniu ich do pozycji docelowej.
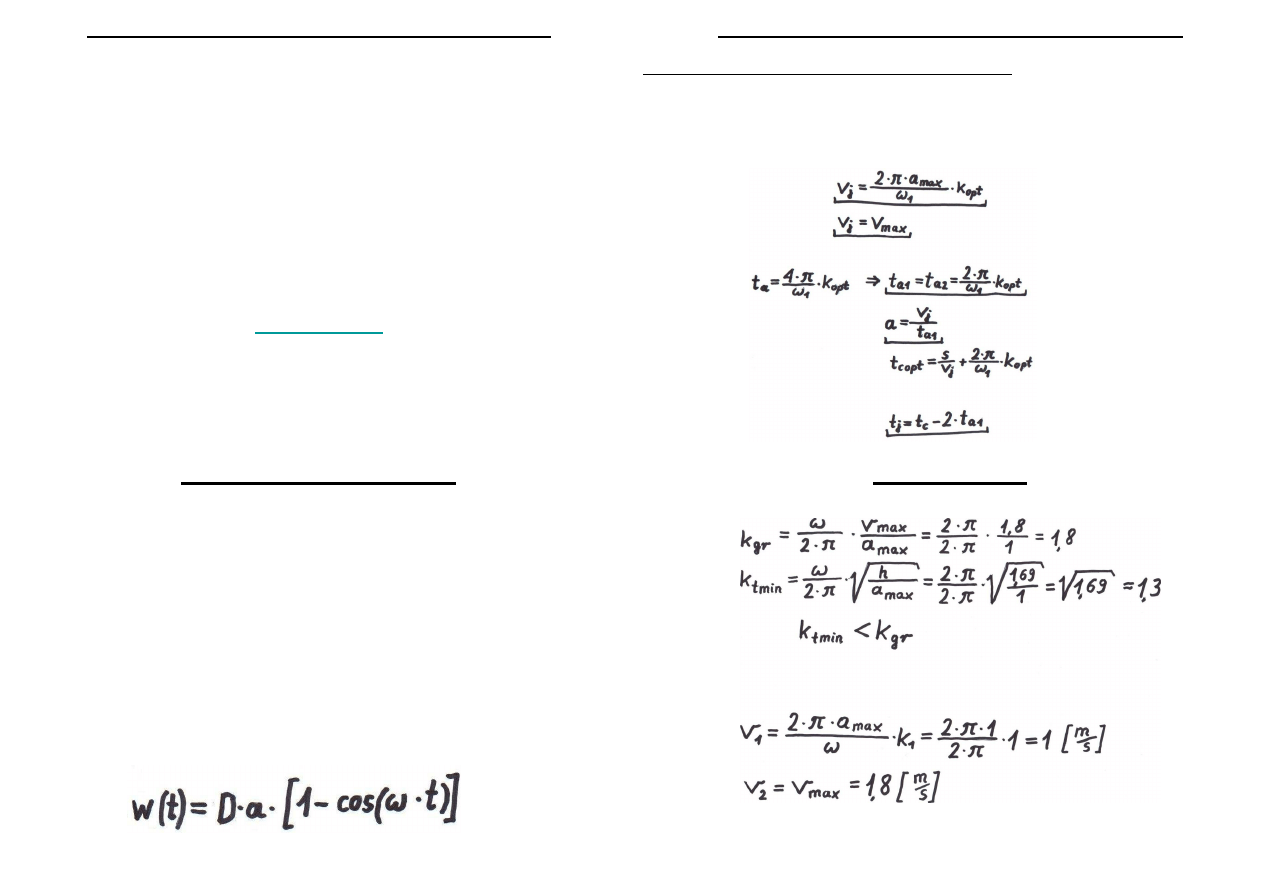
Demonstracja zachowania cz
ęś
ci niesztywnych
• Wpływ warto
ś
ci przyspieszenia na odkształcenia
• Wpływ profilu pr
ę
dko
ś
ci w danej fazie ruchu na drgania w kolejnej fazie tego
ruchu
• Wpływ profilu pr
ę
dko
ś
ci na drgania w pozycji docelowej
(t
a
= n·0.297s np. 1.188s)
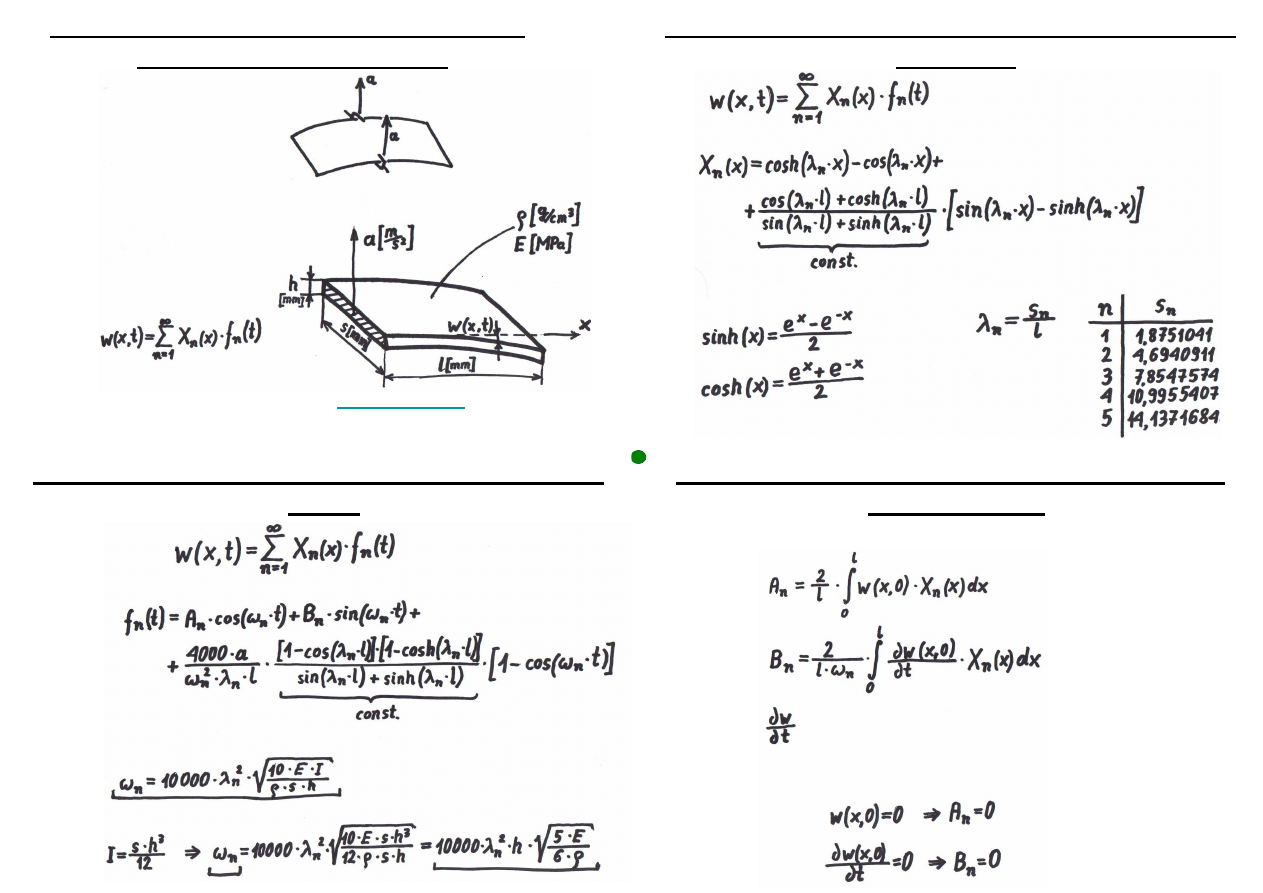
Manipulacja cz
ęś
ciami niesztywnymi –
modelowanie analityczne
Blacha (pr
ę
t) uchwycona
w sposób sztywny
i przemieszczana
w kierunku pionowym
Nie uwzgl
ę
dniamy:
- siły grawitacji,
- oporu powietrza,
- tłumienia drga
ń
.
Demonstracja
n – numer modu drga
ń
(t=0.587, a=10, a=-10 dla n=1 i n=5)
Modelowanie analityczne – czynnik zale
ż
ny od
poło
ż
enia
Modelowanie analityczne – czynnik zale
ż
ny od
czasu
Cz
ę
stotliwo
ść
drga
ń
własnych dla modu n:
Dla przekroju prostok
ą
tnego:
Modelowanie analityczne – wpływ warunków
pocz
ą
tkowych
Współczynniki A
n
i B
n
opisuj
ą
wpływ warunków pocz
ą
tkowych:
– „pr
ę
dko
ść
odkształcenia” w danym punkcie
Na pocz
ą
tku pierwszej fazy ruchu (stan spoczynku):
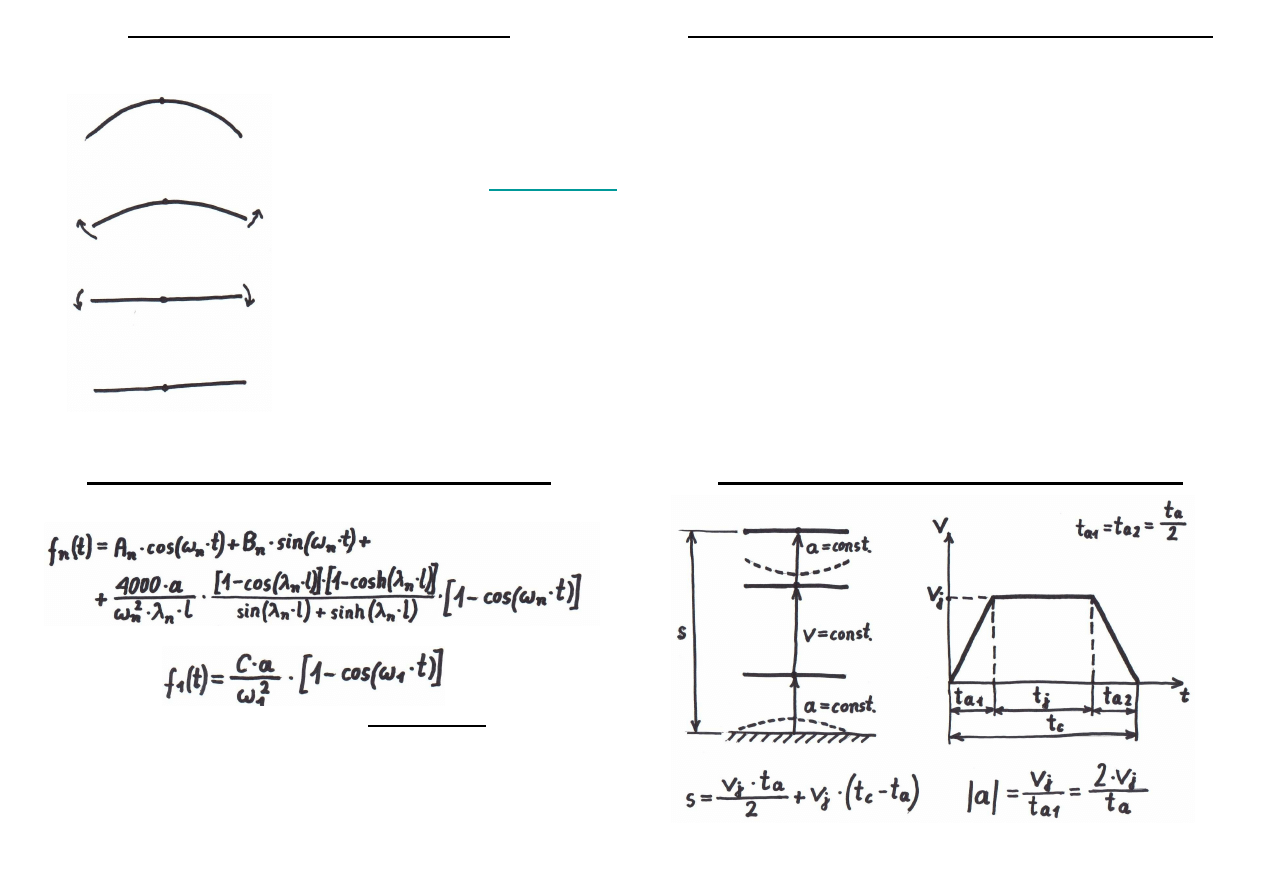
Modelowanie analityczne – c.d.
Dla kolejnych faz ruchu mo
ż
e by
ć
:
A
n
≠
0 B
n
= 0
Demonstracja
A
n
≠
0 B
n
≠
0
t=0.445s.
t=0.536s.
t=0.536/0.526s.
t=586s.
A
n
= 0 B
n
≠
0
A
n
= 0 B
n
= 0
sytuacja najkorzystniejsza (brak
wpływu „historii” na odkształcenia
cz
ęś
ci w danej fazie ruchu)
Optymalizacja profilu pr
ę
dko
ś
ci – przykład
Podnie
ść
blach
ę
na wysoko
ść
s
, przy spełnieniu nast
ę
puj
ą
cych
warunków:
• Jak najkrótszy czas ruchu
• zapewnienie
A
n
= 0
i
B
n
= 0
w ka
ż
dej fazie ruchu
• Blacha nie mo
ż
e drga
ć
w poło
ż
eniu docelowym
Zało
ż
enia dotycz
ą
ce manipulatora:
• Chwytak mo
ż
e si
ę
przemieszcza
ć
ruchem jednostajnym albo
jednostajnie przyspieszonym
• Ograniczenie pr
ę
dko
ś
ci chwytaka:
v
≤
v
max
• Ograniczenie przyspieszenia:
│
a
│
≤
a
max
Optymalizacja profilu pr
ę
dko
ś
ci – c.d.
We
ź
miemy pod uwag
ę
tylko pierwszy mod drga
ń
(
n = 1
). Poniewa
ż
:
Wi
ę
c dla
n = 1
,
A
1
= 0
,
B
1
= 0
otrzymujemy:
Zauwa
ż
my,
ż
e je
ś
li
f
1
(t) = 0
to
w (x,t) = 0
dla ka
ż
dego x , gdy
ż
:
w (x,t) = X
1
(x)
·
f
1
(t)
Aby było
f
1
(t) = 0
to musi by
ć
:
•
a = 0
(ruch jednostajny)
albo:
•
1 – cos (
ω
1
·
t) = 0
Optymalizacja profilu pr
ę
dko
ś
ci – c.d.
Cel:
t
c
→
min
przy ograniczeniach:
v
j
≤
v
max
│
a
│≤
a
max
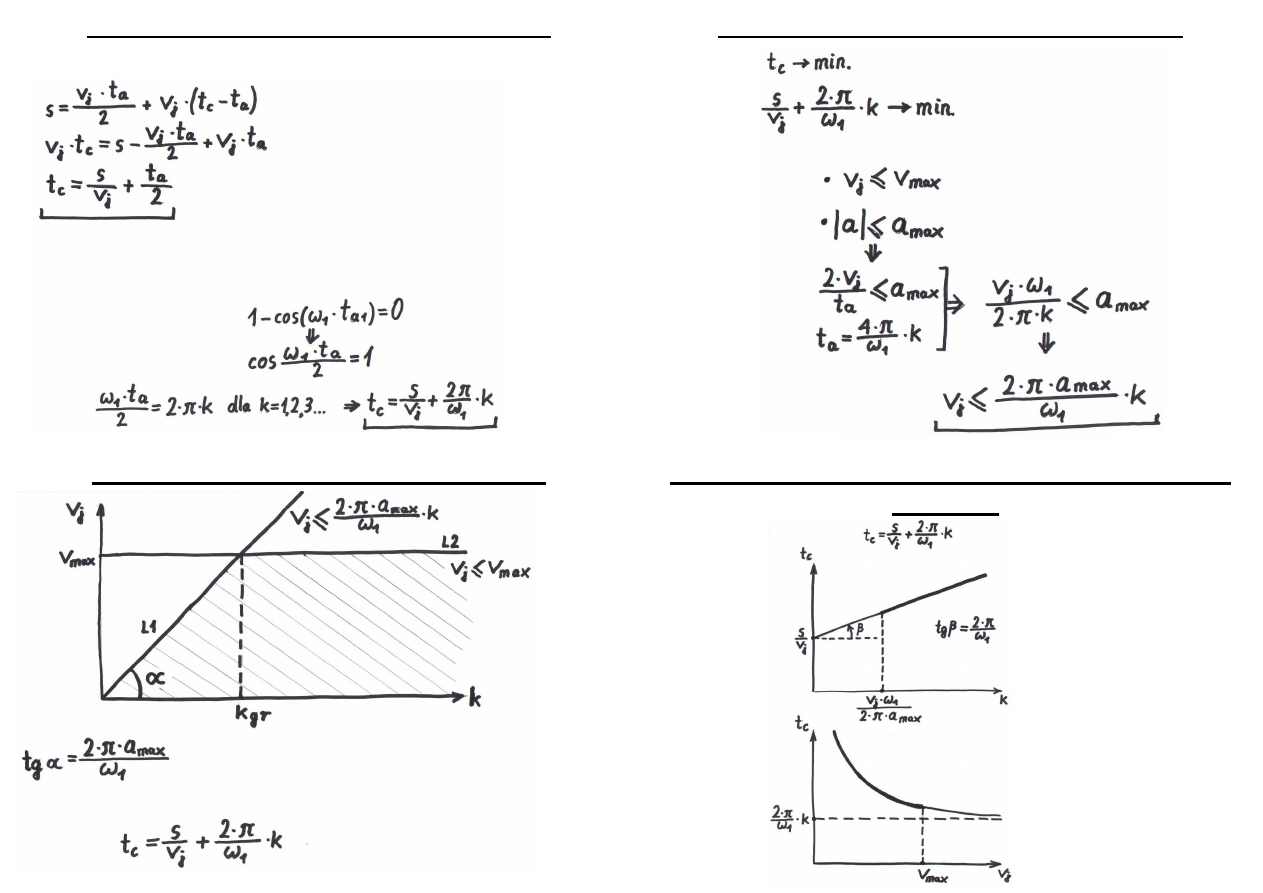
Optymalizacja profilu pr
ę
dko
ś
ci – c.d.
Przekształcamy wzór, aby obliczy
ć
t
c
:
s
– dane
v
j
– ograniczone przez
v
j
≤
v
max
t
a
– zdeterminowane przez:
Zatem:
Optymalizacja profilu pr
ę
dko
ś
ci – c.d.
Aby było:
musi by
ć
:
Warunki ograniczaj
ą
ce:
a poniewa
ż
:
Graficzne przedstawienie ogranicze
ń
k
– mo
ż
e przyjmowa
ć
tylko warto
ś
ci całkowite
≥
1
Zagadnienie do rozwi
ą
zania brzmi:
Dla jakich warto
ś
ci
k
i
v
j
funkcja
osi
ą
ga minimum w tym obszarze?
Przekroje przez powierzchni
ę
odwzorowuj
ą
c
ą
funkcj
ę
t
c
dla v
j
= const.
dla k = const.
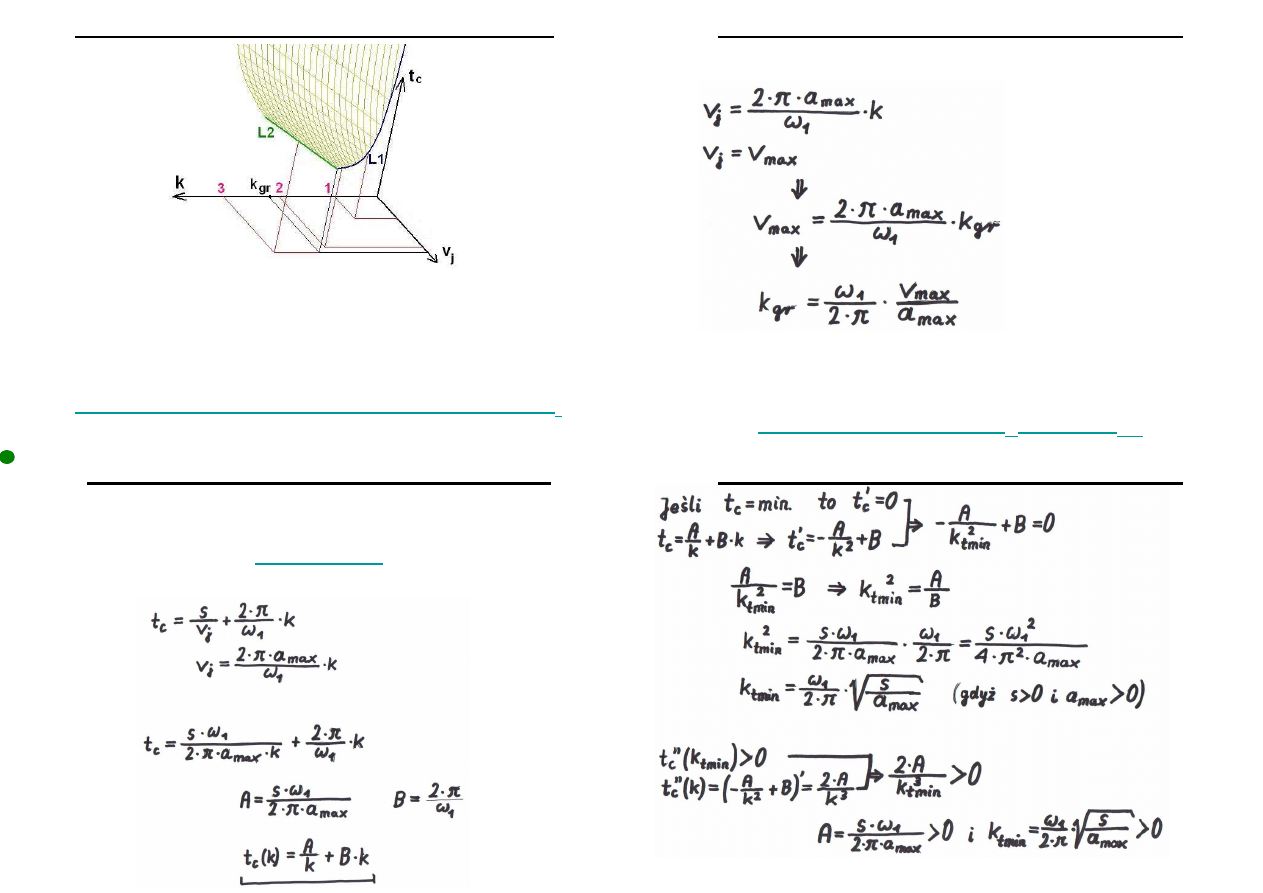
Powierzchnia odwzorowuj
ą
ca funkcj
ę
t
c
Poszukujemy „najni
ż
szego” punktu tej powierzchni w obszarze ograniczonym
płaszczyznami pionowymi (równoległymi do osi t
c
) przechodz
ą
cymi przez linie
L1 i L2.
Poniewa
ż
k mo
ż
e przyjmowa
ć
tylko warto
ś
ci całkowite, wi
ę
c punkt ten mo
ż
e
le
ż
e
ć
albo na linii L1 (dla k
≤
k
gr
) albo na linii L2 w pobli
ż
u punktu okre
ś
lonego
przez k
gr
).
Demonstracja powierzchni reprezentuj
ą
cej funkcj
ę
t
c
t
c
= f (k , v
j
)
Optymalizacja profilu pr
ę
dko
ś
ci – c.d.
Obliczenie warto
ś
ci
k
gr
odpowiadaj
ą
cej przeci
ę
ciu linii L1 i L2:
L1:
L2:
•
k
gr
ro
ś
nie wraz ze wzrostem cz
ę
stotliwo
ś
ci drga
ń
własnych
ω
•
k
gr
maleje wraz ze wzrostem przyspieszenia amax
•
k
gr
nie musi by
ć
liczb
ą
naturaln
ą
Demonstracja zale
ż
no
ś
ci k
gr
od
ω
i a
max
Optymalizacja profilu pr
ę
dko
ś
ci – c.d.
Wzdłu
ż
linii L1 warto
ść
funkcji optymalizowanej
t
c
zmienia si
ę
,
osi
ą
gaj
ą
c w pewnym miejscu minimum (dla pewnej warto
ś
ci k =
k
tmin
)
Demonstracja
Obliczenie
k
tmin
:
Poniewa
ż
a dla linii L1 jest
wi
ę
c wzdłu
ż
linii L1 warto
ść
t
c
zmienia si
ę
według wzoru:
Podstawiaj
ą
c
otrzymujemy
Optymalizacja profilu pr
ę
dko
ś
ci – c.d.
st
ą
d:
zatem
st
ą
d
Warunek wystarczaj
ą
cy istnienia minimum lokalnego:
spełniony, gdy
ż
:
k
tmin
nie musi by
ć
liczb
ą
naturaln
ą
Optymalizacja profilu pr
ę
dko
ś
ci – c.d.
Poszukiwana najmniejsza warto
ść
t
c
odpowiada wi
ę
c punktowi, którego
współrz
ę
dna
k
opt
jest liczb
ą
naturaln
ą
oraz:
• le
żą
cemu na linii
L2
, jak najbli
ż
ej punktu o współrz
ę
dnej
k
gr
, przy
zachowaniu warunku
k
opt
≥
k
gr
• je
ś
li
k
tmin
≤
k
gr
, to le
żą
cemu na linii
L1
, jak najbli
ż
ej punktu o
współrz
ę
dnej
k
tmin
, przy zachowaniu warunku
k
opt
≤
k
gr
(w ogólnym
przypadku mog
ą
by
ć
dwa takie punkty)
• je
ś
li
k
tmin
> k
gr
, to le
żą
cemu na linii
L1
, jak najbli
ż
ej punktu o
współrz
ę
dnej
k
gr
, przy zachowaniu warunku
k
opt
≤
k
gr
Demonstracja
Optymalizacja profilu pr
ę
dko
ś
ci – c.d.
Okre
ś
lenie parametrów ruchu manipulatora
Na podstawie obliczonej współrz
ę
dnej
k
opt
punktu odpowiadaj
ą
cego
najmniejszej osi
ą
galnej warto
ś
ci
t
copt
= t
c
(k
opt
)
, mo
ż
na obliczy
ć
parametry ruchu manipulatora:
Pr
ę
dko
ść
ruchu jednostajnego
v
j
:
je
ś
li
k
opt
< k
gr
to
je
ś
li
k
opt
≥
k
gr
to
Czas trwania fazy przyspieszania (hamowania)
t
a1
,
t
a2
:
Warto
ść
przyspieszenia
a
:
Całkowity czas ruchu
t
copt
:
Czas trwania fazy ruchu jednostajnego
t
j
:
Przykład obliczeniowy
Zadaniem manipulatora jest podniesienie niesztywnego arkusza blachy
na wysoko
ść
h = 1.69 m
. Maksymalna pr
ę
dko
ść
manipulatora wynosi
v
max
= 1.8 m/s
, za
ś
maksymalne przyspieszenie
a
max
= 1 m/s
2
.
Przyjmuj
ą
c trapezoidalny profil pr
ę
dko
ś
ci chwytaka manipulatora oraz
cz
ę
stotliwo
ść
drga
ń
własnych blachy
ω
= 2
·π
rad/s
, obliczy
ć
czas
rozp
ę
dzania (ruchu jednostajnie przyspieszonego) chwytaka
t
r
oraz
warto
ść
przyspieszenia
a
, zapewniaj
ą
ce najkrótszy czas
przemieszczania blachy, przy braku odkształcenia blachy zarówno w
momencie zako
ń
czenia fazy rozp
ę
dzania, jak i w momencie zako
ń
czenia
fazy hamowania. Obliczy
ć
te
ż
całkowity czas przemieszczenia
t
c
oraz
maksymaln
ą
pr
ę
dko
ść
v
. Podczas fazy rozp
ę
dzania i hamowania,
odkształcenie blachy w funkcji czasu wynosi:
Rozwi
ą
zanie
Mo
ż
liwe rozwi
ą
zania:
k
1
= 1
< k
gr
k
2
= 2
> k
gr
Maksymalna pr
ę
dko
ść
dla ka
ż
dego z przypadków:
Rozwi
ą
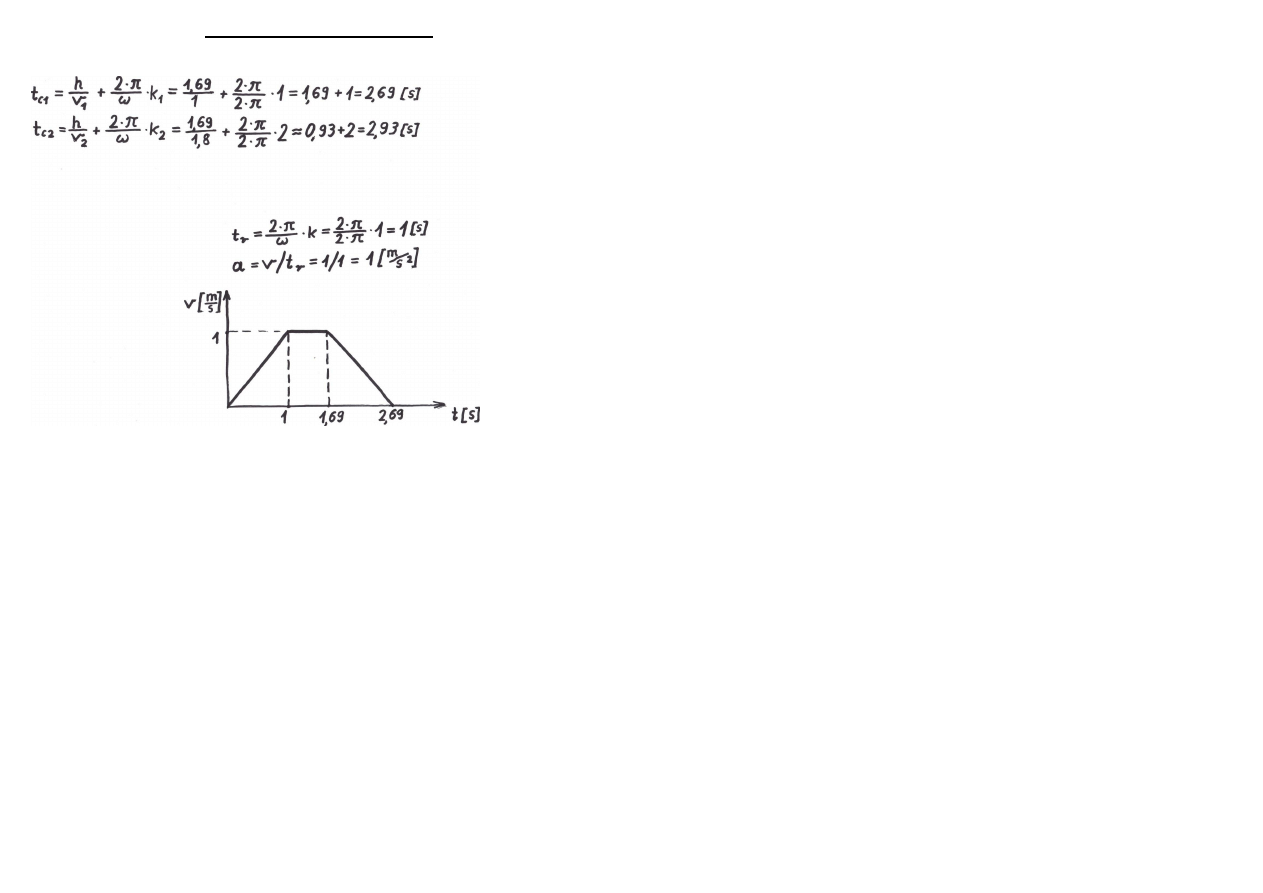
zanie – c.d.
Całkowity czas przemieszczenia dla obu przypadków:
Zatem najkrótszy czas przemieszczenia jest
t
c
= t
c1
= 2,69s
dla
k = k
1
= 1
Maksymalna pr
ę
dko
ść
wynosi
v = v
1
= 1 m/s
Czas fazy rozp
ę
dzania:
St
ą
d przyspieszenie:
Profil pr
ę
dko
ś
ci:
Wyszukiwarka
Podobne podstrony:
Blenderownia v6 0 Blender 3d Rozne materialy na jednym obiek (2)
Na jednym drucie, S
Na jednym rymie
Wszytko na jednym wykłady
toraki wszystko na jednym, VI rok, Torakochirurgia, materiały, Materiały
Egzamin spektro takie byly pytania w zeszłym roku na jednym z terminów
okrag Eule Feuerbacha, Jak uzasadnić, że wspomniane 9 punktów leży na jednym okręgu
Windows 98 i Windows XP na jednym komputerze, Do Systemu, Instrukcje instalacji
Patologia społeczna, Walerian Więch - programy profilaktyczne, Jest wiele programów profilaktycznych
doci z zajec 6 13 na jednym pdf
Szarlotka na jednym jajku
charakterystyki na jednym
2006 04 Nadajnik 5W na jednym tranzystorze
Instalacja 3 systemвw na jednym dysku w tym 2 rв╛ne dystrybucje Linuksa
INSTALACJI dwóch systemów na jednym komputerze
2019 03 08 Ile środowisko zaoszczędzi na jednym dziecku, którego nie będzie Do Rzeczy
więcej podobnych podstron