1
OBRÓBKA KOŁ ZĘBATYCH
Koło zębate stanowi podstawową część wszelkich przekładni przenoszących różną moc.
Przekładnie takie składają się zazwyczaj z kilku bądź kilkunastu kół zębatych, które w
różnych wariantach (zwanych przełożeniami) współpracują ze sobą powodując iż dla
określonej prędkości obrotowej oraz momentu obrotowego wałka na wejściu przekładni,
prędkość obrotowa oraz moment obrotowy wałka wyjściowego z tej przekładni może być
różny, w zależności od doboru współpracujących ze sobą kół zębatych. Obszar stosowania
przekładni zębatych jest aktualnie bardzo szeroki, chociaż prognozy przewidują, że będzie się
on zawężał.
Charakterystycznym przykładem jest skrzynia biegów samochodów, w której poczesne
miejsce zajmują koła zębate. Podobnie dotyczy to wrzecienników i skrzyń prędkości obra-
biarek szczególnie w obszarze przekładni mniejszej mocy. Przekładnie zębate umożliwiają
również przenoszenie napędu pod kątem (np. tylny most samochodu), wymaga to jednak
zastosowania kół zębatych o specjalnym kształcie.
Z przeznaczenia koła zębatego wynika jego kształt. Koła zębate dzielimy na walcowe (do
przekładni prostych) i stożkowe (do przekładni kątowych).
Ponieważ koła zębate współpracują ze sobą (taka jest idea przekładni), konieczne jest
odpowiednie ukształtowanie elementów koła zębatego, czyli jego zębów. Badania
eksploatacyjne wykazały, że powierzchnie zębów winny mieć kształt ewolwenty (ewolwenta
- rozwijająca linii, jest to linia przecinająca każdą styczną do koła zasadniczego pod kątem
prostym).
Zasadniczym problemem w trakcie obróbki kół zębatych jest więc właśnie nadanie bocznej
powierzchni zęba zarysu ewolwentowego.
Metody obróbki kół zębatych dzielone są na:
• kształtowe, czyli takie w których kształt narzędzia odwzorowuje wrąb koła zębatego
(wspominano o tym w rozdziale dotyczącym zastosowania podzielnicy podczas frezowania),
• kopiowe, stosowane najczęściej na strugarkach, posuw narzędzia odbywa się wzdłuż
kopiału; metoda stosowana aktualnie sporadycznie,
2
• obwiedniowe, są zdecydowanie najwydajniejszą technologią wykonywania zębów kół
zębatych; poświęcona jest im dalsza część rozdziału.
Metody obwiedniowe wykonania zębów kół zębatych polegają na odpowiednim skojarzeniu
ruchu głównego wykonywanego przez narzędzie z tzw. ruchami odtaczania.
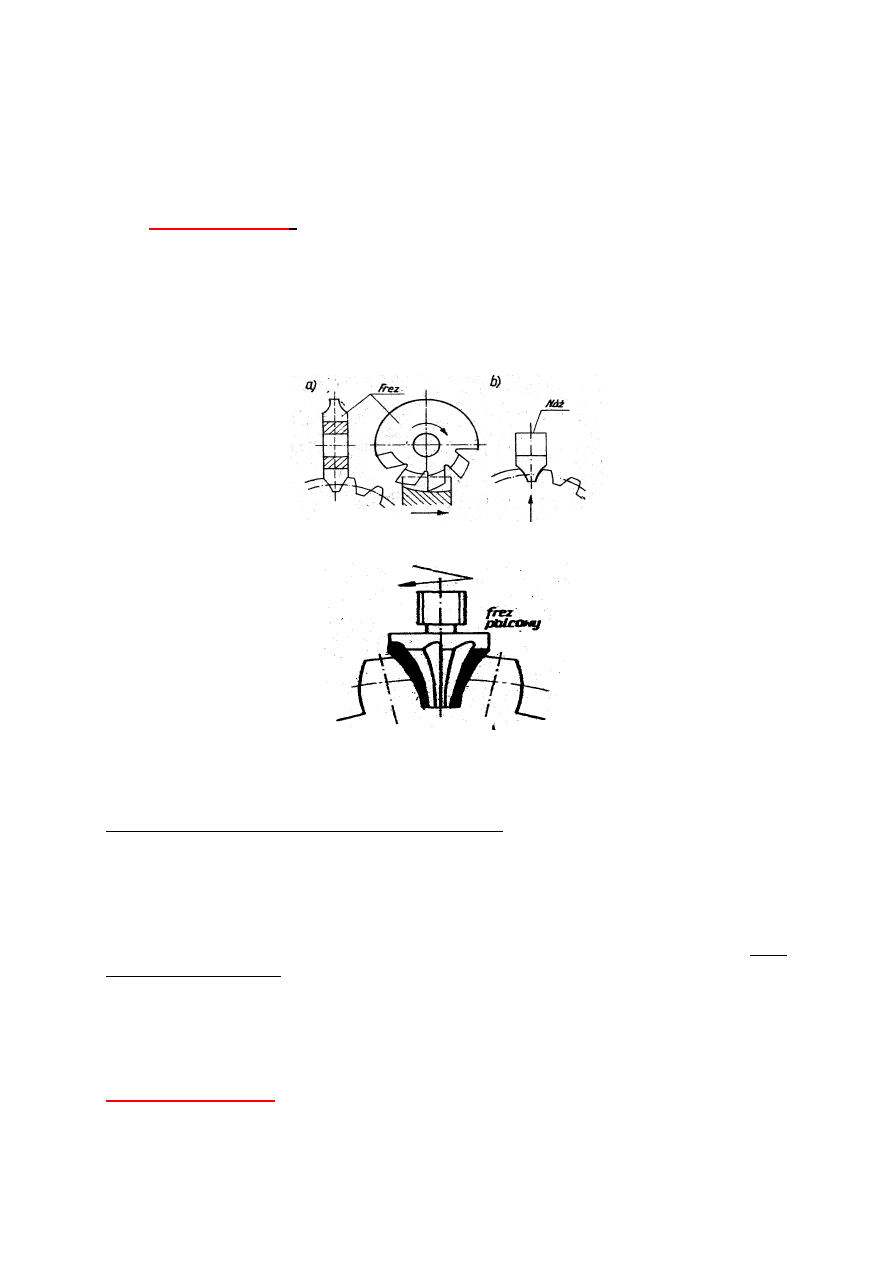
Metoda kształtowa
Narzędzie ma kształt wrębu międzyzębnego. Metoda ta obejmuje
następujące sposoby obróbki: a) frezowanie frezem tarczowym lub trzpieniowym, b)
dłutowanie nożami kształtowym c) szlifowanie odpowiednio ukształtowaną ściernicą.
Metodą kształtową mogą być obrabiane koła walcowe za pomocą frezowania, przeciągania i
dłutowania, z tym, że za pomocą dłutowania pojedynczym nożem uzębienie wykonuje się
bardzo rzadko.
frezowanie frezem tarczowym
frezowanie frezem trzpieniowym
Metodą tą mogą być obrabiane koła o uzębieniu prostym, skośnym i daszkowym.
Metoda kształtowa znajduje zastosowanie do obróbki: kół o mniejszej dokładności, wstępnej
kół o dużych modułach w celu zaoszczędzenia bardzo drogiego narzędzia wykańczającego
Frezowanie kształtów kół zębatych przeprowadza się przy użyciu frezów modułowych
krążkowych Każdy z frezów modułowych krążkowych, ma na bocznej pow. podany numer
freza, moduł, kąt zarysu, zakres liczb zębów obrabianych kół, do których można użyć frez
oraz wymiar, na jaki należy zagłębić frez podczas obróbki. Oprócz frezów modułowych
krążkowych do frezowania uzębień kół o bardzo dużych modułach stosuje się frezy
modułowe trzpieniowe. W przypadku obróbki kół walcowych o zębach skośnych, układ:
obrabiarka, uchwyt, przedmiot narzędzie ustawia się podobnie jak do obróbki linii śrubowej.
Skręca się stół frezarki o kąt pochylania linii zęba i łączy za pośrednictwem kół zmianowych
wrzeciono podzielnicy za śrubą pociągową stołu. Dobierając narzędzie do obróbki koła o
zębach należy pamiętać, że moduł freza musi być równy modułowi normalnemu nacinanego
koła.
Metoda obwiedniowa
-- zarys zęba jest obwiednią kolejnych położeń zarysu ostrza
narzędzia. Uzyskuje się to dzięki ruchowi tocznemu narzędzia względem przedmiotu
obrabianego. Metoda obróbki obwiedniowej obejmie następujące sposoby obróbki uzębień:
3
a) w zakresie obróbki kształtującej: dłutowanie lub struganie narzędziem o kształcie
zębatki, dłutowanie narzędziem o kształcie koła, frezowaniem frezem ślimakowym;
b) w zakresie obróbki wykańczającej: szlifowanie ściernicą tarczową lub ślimakową,
wiórkowanie;
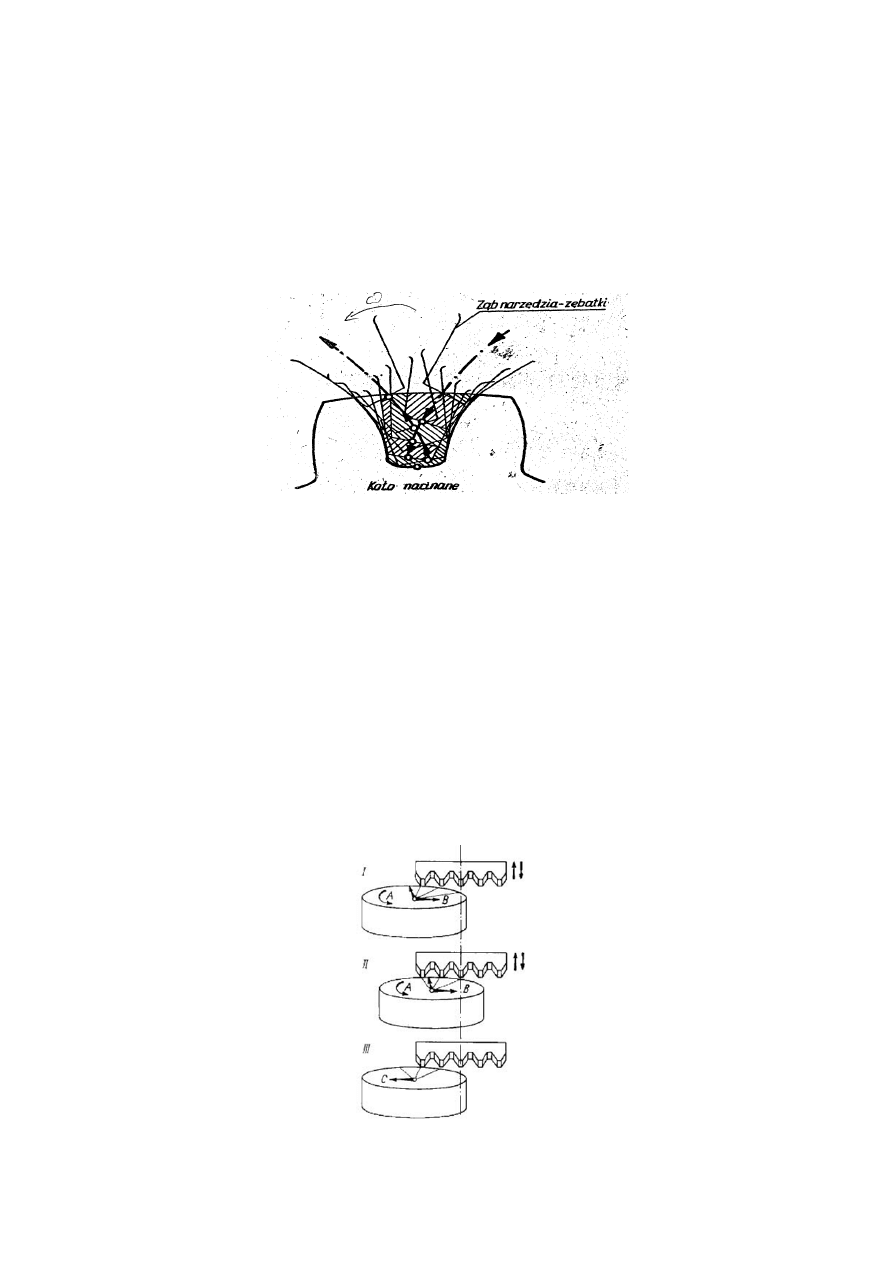
W obwiedniowej obróbce kół zębatych zarys zębów uzyskuje się jako obwiednie
kolejnych położeń krawędzi skrawających narzędzia. Zasada nacinania kół metodą
obwiedniową polega na odwzorowaniu w układzie przedmiot - narzędzie współpracy
przekładni zębatej. Występuje oprócz ruchu roboczego skrawającego narzędzia, ruch toczny
mający na celu nadanie kształtu ewolwentowego zarysowi zęba obrabianego koła.
Wyobraźmy sobie narzędzie o kształcie zębatki, które w naszej wyobraźni ma poruszać
wykonywane koło zębate. Ruch zębatki w lewo wymusza ruch koła zębatego zgodnie z
pokazaną na rysunku strzałką. Oba te ruchy tzn. ruch narzędzia i ruch obrabianego koła
stanowią składowe ruchu odtaczania.
W zależności od tego jakie stosujemy narzędzie i jaki jest podział ruchów odtaczania metody
obwiedniowe wykonania zębów kół zębatych dzielimy na:
Dłutowanie wg metody Maaga i Sunderlanda
Przy dłutowaniu za pomocą narzędzia w kształcie zębatki narzędzie wykonuje ruch
dłutujący natomiast obrabiane koło ruch toczny, składając się z ruchu obrotowego dokoła
swojej osi i jednoczesnego ruchu przesuwowego. Narzędzie ma ostrza o zarysie trapezowym.
• metoda Maaga narzędziem jest również zębatka wykonująca ruch główny, ruch
odtaczania (przesuw i obrót) wykonuje przedmiot obrabiany,
metoda Maaga
4
• metoda Sunderlanda - narzędziem jest zębatka, wykonuje ona ruch główny a ponadto
jedną składową ruchu odtaczania (przesuw), drugą składową tego ruchu realizuje przedmiot
(obrót).
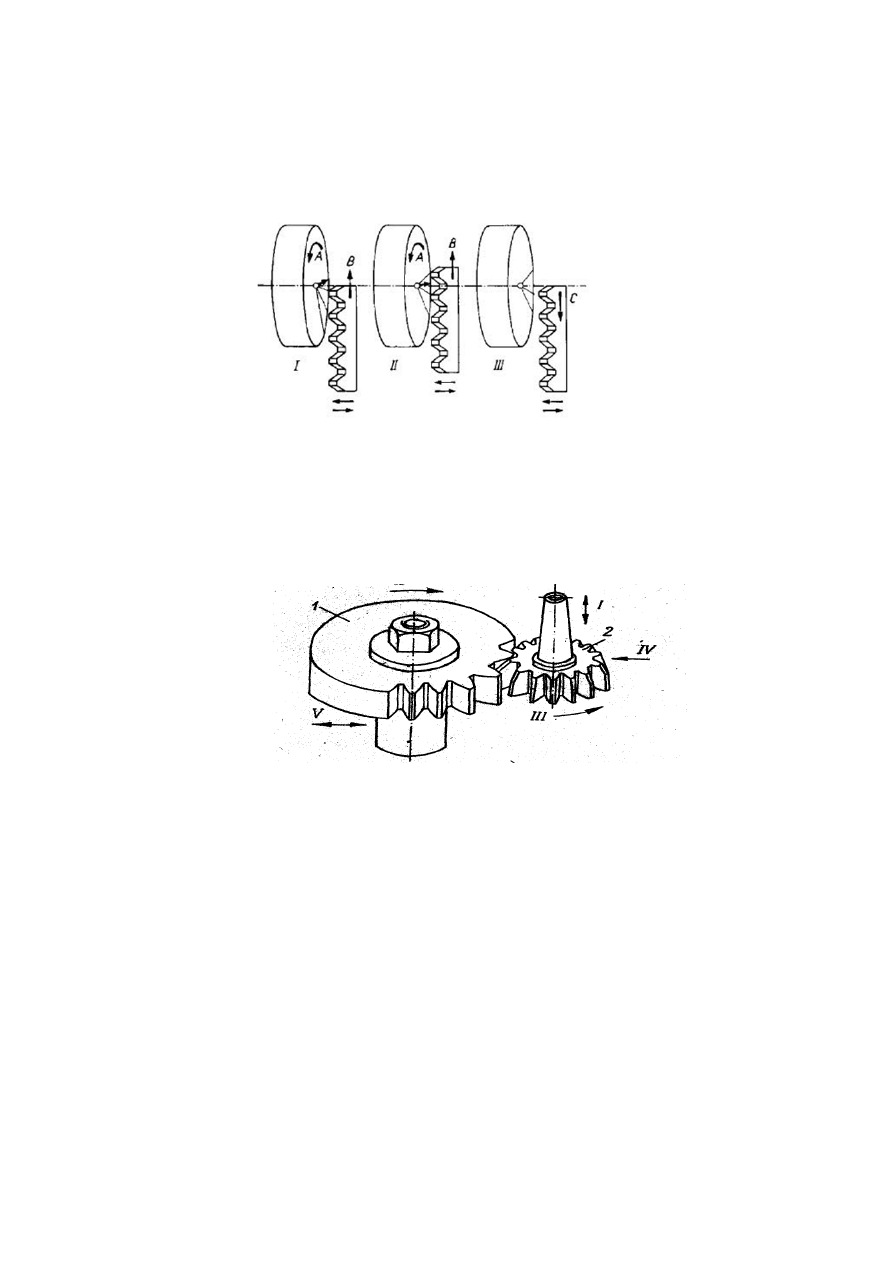
Przy metodzie Fellowsa występuje współpraca dwóch kół zębatych, z których jedno
jest narzędziem, a drugie kołem nacinanym.
Dłutowanie wg metody Fellowsa
Ruch roboczy składa się z ruchu obrotowego narzędzia i ruchu obrotowego koła
obrabianego. Tak więc narzędzie ma dwa ruchy: roboczy ruch dłutujący i ruch obrotowy, zaś
koło obrabiane tylko ruch obrotowy, Są to ruchy główne. Oprócz tego występują następujące
ruchy pomocnicze: -ruch wgłębny narzędzia; -ruch przedmiotu; Na dłutownicy można
obrabiać walcowe koła zębate o zębach prostych i skośnych o uzębieniu zewnętrznym i
wewnętrznym oraz zębatki o zębach prostych i skośnych. Do obróbki kół o zębach skośnych
stosuje się narzędzie o ostrzach skośnych.
metoda
Sunderlanda
metoda Fellowsa
5
Frezowania obwiedniowe frezami ślimakowymi
Frezowania obwiedniowe frezami ślimakowymi
, ze względu na brak ruchu jałowego, jest
jedną z wydajniejszych metod obróbki uzębienia kół zębatych. W przypadku stosowania
metod obwiedniowych niezwykle ważne jest odpowiednie skorelowanie prędkości ruchu
odtaczania z prędkością ruchu głównego. Nadmienić należy, że przedstawione wyżej metody
obróbki stosowane są głównie do obróbki kół o zębach prostych. Dla innych kół zębatych
stosowane są inne metody opisane szerzej w literaturze specjalistycznej
13
.
Jest to najbardziej rozpowszechniona metoda obróbki kół zębatych. Ruchem głównym jest
ruch obwodowy freza. Ruchami posuwowymi są ruch obrotowy przedmiotu obrabianego
(posuw obwodowy) i ruch prostoliniowy narzędzia wzdłuż osi obrotu przedmiotu
obrabianego.
Zasada obróbki obwiedniowej koła zębatego frezem ślimakowym
Frez ma kształt ślimaka w którym specjalnie wykonane rowki wiórowe tworzą ostrza
składające się z zębów. W każdym zębie można wyróżnić krawędź skrawającą zewnętrzną i
dwie krawędzie boczne. Zęby sąsiednich ostrzy tworzą zwoje frezu. Frezy ślimakowe
wykańczaki są z reguły jednokrotne (jednozwojne), a zdzieraki również dwukrotne i
trzykrotne. Liczba rowków wiórowych (ostrzy) wynosi od 8 do 12, zależnie od modułu frezu.
Rowki wiórowe przy niewielkim kącie wzniosu zwoju frezu (< =3°) mogą być proste lub
częściej śrubowe. Kąt pochylenia linii śrubowej rowków wiórowych, mierzony na walcu
podziałowym, odpowiada kątowi wzniosu zwojów frezu.
Dokładność wykonania koła zębatego decyduje o właściwościach eksploatacyjnych
przekładni, a głównie o jej trwałości i cichobieżności. Dokładność wykonania uzębienia
podwyższyć można stosując tzw. obróbkę wykańczającą kół zębatych. W stanie miękkim
stosuje się obróbkę wiórkowania, natomiast w przypadku obróbki wykańczającej kół w stanie
twardym, stosuje się szlifowanie kół zębatych.
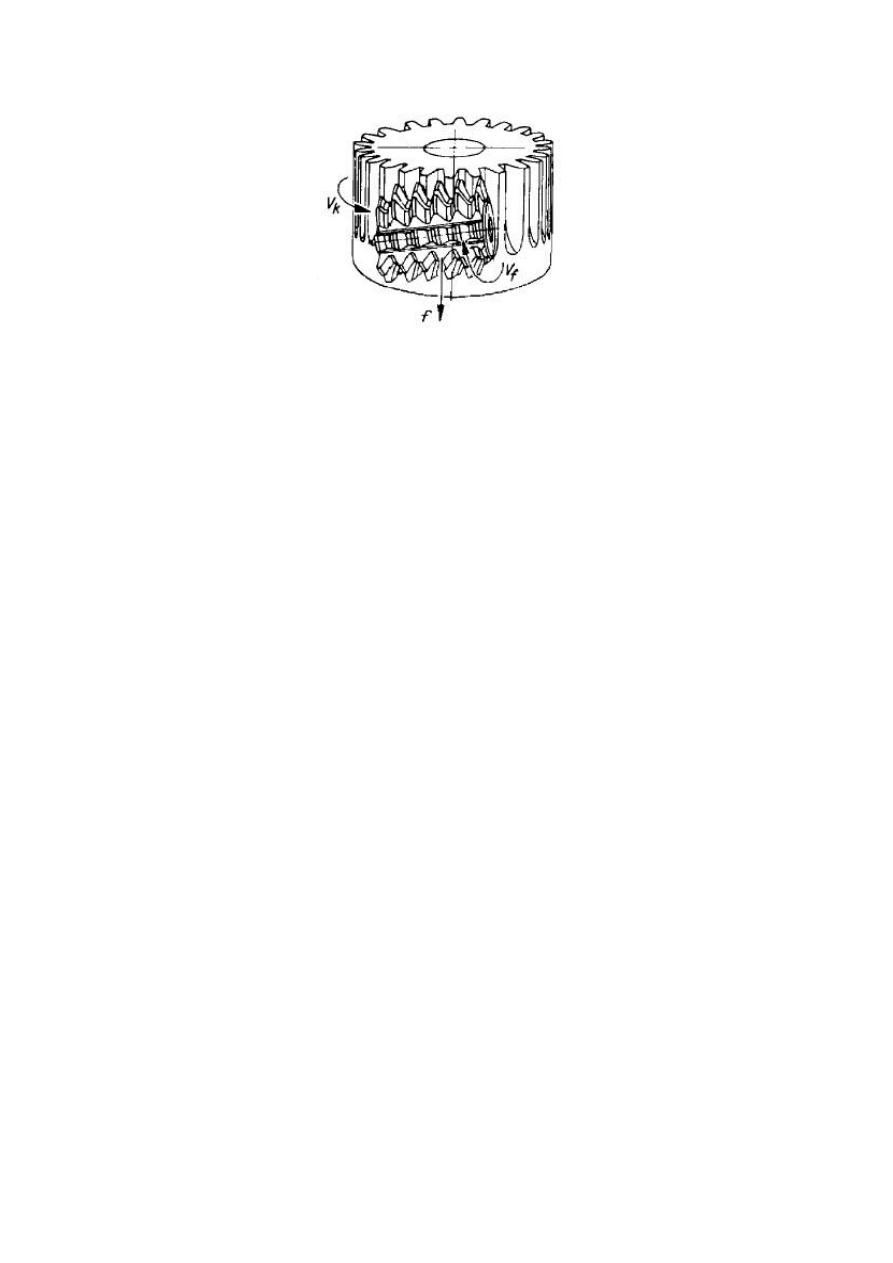
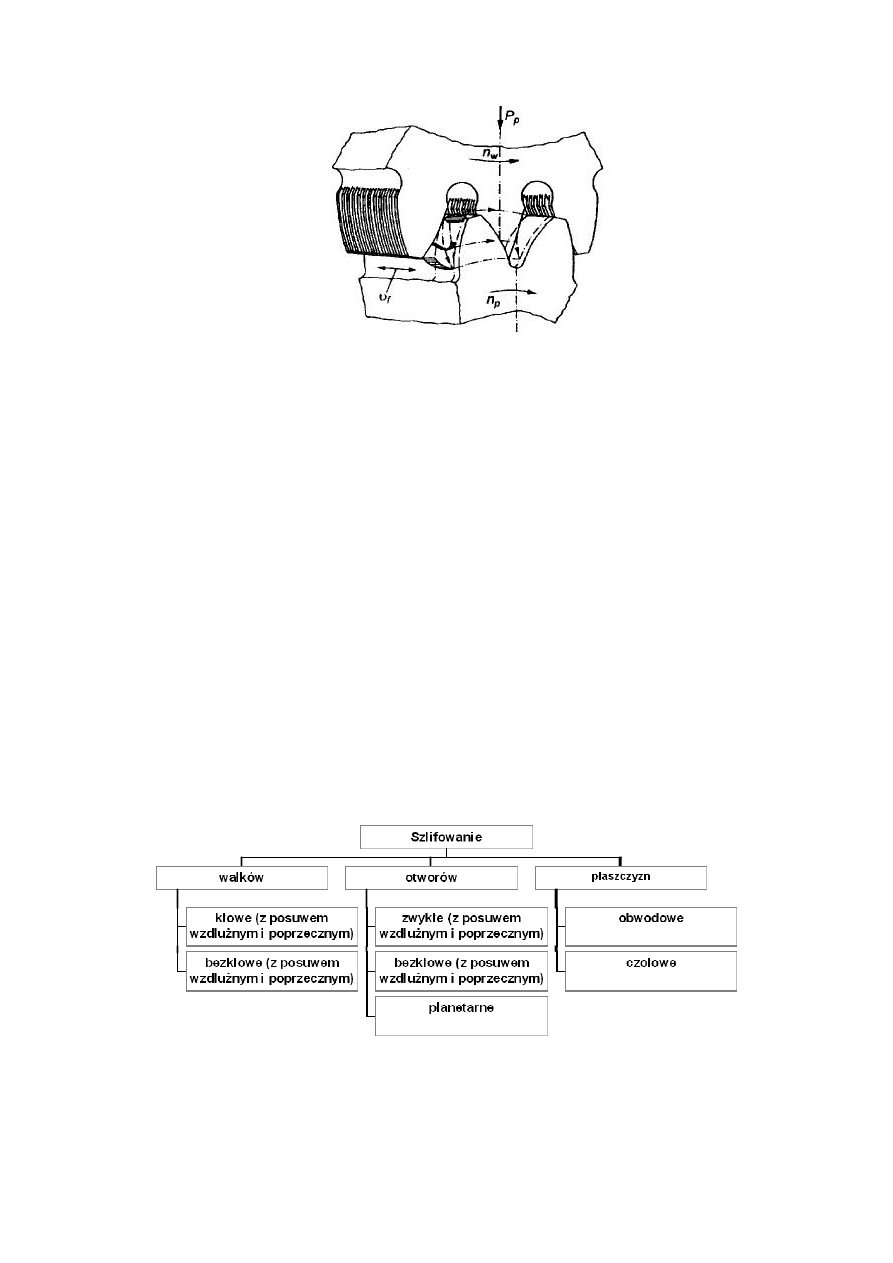
Wiórkowanie
Narzędzie - wiórkownik swoim wyglądem przypomina koło zębate, na którego zę-
bach nacięty jest szereg niewielkich ostrzy (rowków). W trakcie pracy wiórkownik skręcony
jest pod kątem 10 do 15° w stosunku do osi obrabianego koła. Podczas współpracy
wiórkownika z kołem obrabianym następuje poślizg miedzy zębami współpracującego
narzędzia i koła.
6
Odpowiednio ukształtowane (o czym wyżej) zęby wiórkownika skrawają bardzo małe
warstwy materiału koło zębatego zwiększając jego dokładność i zmniejszając chropowatość
powierzchni.
Szlifowanie
Szlifowanie
należy do dokładnych metod obróbki. Służy do obróbki płaszczyzn jak
i powierzchni krzywoliniowych. Stosuje się tutaj niewielkie głębokości skrawania i duże
prędkości skrawania. Dlatego można elementy obrabiać dokładnie i uzyskiwać dość dużą
gładkość powierzchni. Narzędziami stosowanymi przy tej metodzie obróbki są tzw. ściernice;
są to narzędzia o nieoznaczonej liczbie ostrzy.
Ściernice są to bryły obrotowe, składające się z materiału ściernego i spoiwa. Ziarno mate-
riału ściernego tworzy bardzo wiele mikroostrzy, które skrawają materiał. Jako materiał
ścierny stosuje się najczęściej elektrokorund, węglik krzemu, węglik boru, diament i borazon.
Spoiwo to składnik, który wiąże materiał ścierny i ułatwia nadanie narzędziom ściśle
określonego kształtu. Najczęściej stosuje się spoiwa ceramiczne, żywiczne, gumowe,
metalowe i galwaniczne.
Ściernice zależnie od kształtu dzielą się na tarczowe i garnkowe.
Podział metod szlifowania
Szlifowanie z posuwem wzdłużnym stosuje się do obróbki długich wałków.
7
Szlifowanie z posuwem wzdłużnym
Szlifowanie kłowe wgłębne wałków
Szlifowanie bezkłowe dzieli się na szlifowanie z posuwem wzdłużnym i z posuwem
poprzecznym.
1. Przedmiot obrabiany
2. Ściernica szlifująca
3. Ściernica prowadząca
4. Przedmiot obrabiany
8
Szlifowanie bezkłowe z posuwem wzdłużnym - posuw wzdłużny uzyskuje się poprzez skrę-
cenie ściernicy prowadzącej o kąt 1 - 5
°; w wyniku tego powstaje siła osiowa przesuwająca
P.O. wzdłuż jego osi obrotu.
Występują tu dwie odmiany: przelotowe - do szlifowania wałków gładkich (bez
występowania kołnierzy) i nieprzelotowe - do wałków i tulei stopniowych, z kołnierzami itd.
Szlifowanie bezkłowe
ma następujące
zalety
w porównaniu z kłowym:
- wysoką wydajność ze względu na dużą sztywność układu,
- zbędne jest nakiełkowanie wałków,
- duża dokładność ze względu na brak błędów związanych z wykonaniem nakiełków.
Wady:
- trudności z uzyskaniem współosiowości powierzchni zewn. i wewn.,
- trudności ze szlifowaniem powierzchni nieciągłych.
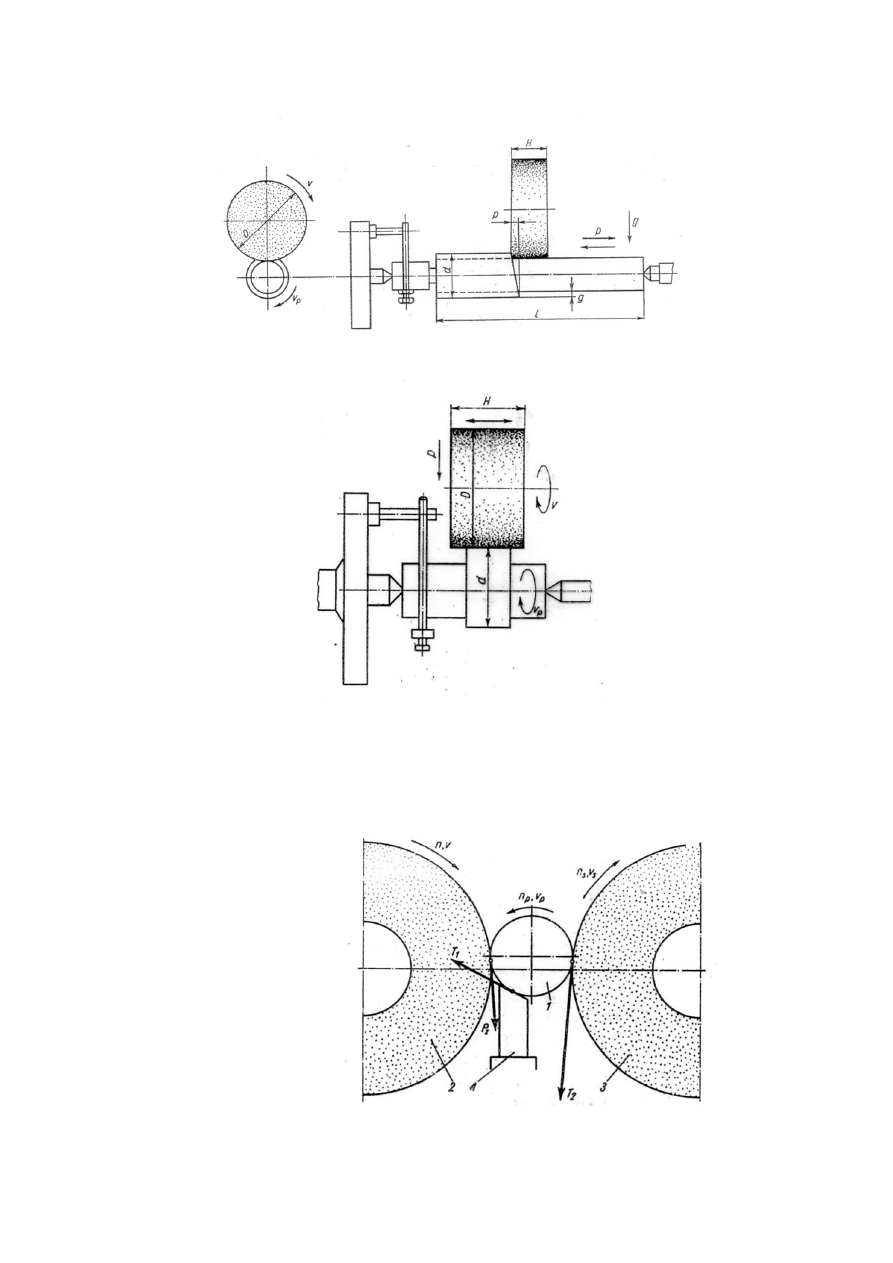
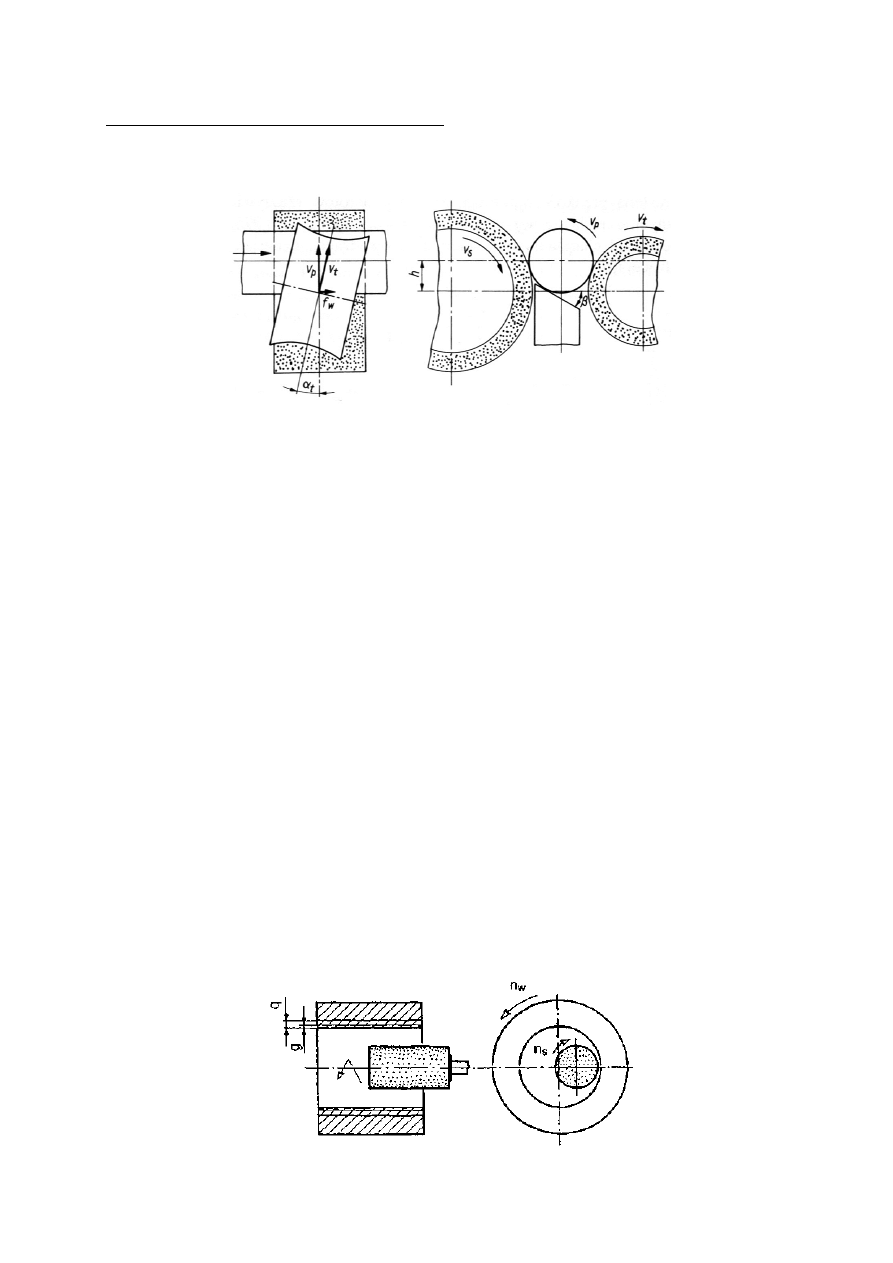
Szlifowanie otworów
Szlifowanie otworów (wewnętrznych powierzchni obrotowych) przeprowadza się najczęściej
jako uchwytowe zwykłe z posuwem wzdłużnym. Przedmiot obrabiany jest zamocowany w
uchwycie osadzonym na wrzecionie wrzeciennika przedmiotowego, które nadaje mu ruch
obrotowy. Ruch główny (obrotowy) wykonuje ściernica osadzona na wrzecionie
wrzeciennika narzędziowego.
Ruchami posuwowymi są:
• ruch obrotowy obrabianego przedmiotu (posuw obwodowy)
• ruch prostoliniowy (w lewo i w prawo) ściernicy (posuw osiowy)
• ruch wgłębny ściernicy (posuw poprzeczny)
9
Szlifowanie otworu uchwytowe z posuwem osiowym; q - naddatek na szlifowanie, g - dosuw
ściernicy równy głębokości skrawania, n
w
- ruch obrotowy obrabianego przedmiotu, n
s
- ruch
obrotowy ściernicy
Szlifowanie płaszczyzn
Szlifowanie płaszczyzn obwodowe realizuje się za pomocą ściernic tarczowych płaskich.
Ściernica skrawa swoim obwodem. W tym przypadku powierzchnia styku ściernicy z P.O.
jest mała i przez to małe są siły skrawania i wydzielanie się ciepła.
Dlatego szlifowanie obwodowe stosuje się do obróbki mało sztywnych przedmiotów, przy
dużych wymaganiach dotyczących dokładności obróbki.
Przy szlifowaniu czołowym powierzchnia styku ściernicy z materiałem obrabianym jest
znacznie większa niż w przypadku szlifowania obwodowego. Dlatego w tym procesie
występują duże opory skrawania, wydziela się dużo ciepła, zwiększa się niebezpieczeństwo
przegrzania i przypalenia warstwy wierzchniej. Dlatego tę odmianę szlifowania należy
stosować do obróbki elementów sztywnych o dobrej przewodności cieplnej.
METODY OBRÓBKI ŚCIERNEJ POWIERZCHNIOWEJ
Gładzenie (honowanie)
–
jest bardzo efektywną metodą obróbki wykańczającej
dokonywanej na drodze ściernej. Pozwala ona na wydajną obróbkę przedmiotu zapewniającą
dużą dokładność wymiarową i poprawę błędów kształtu przy równoczesnym wzroście
gładkości obrabianej powierzchni oraz korzystniejszych właściwościach fizycznych warstwy
wierzchniej. Dzięki temu gładzenie jest obecnie jedną z powszechnie stosowanych metod
obróbki gładkościowej.
10
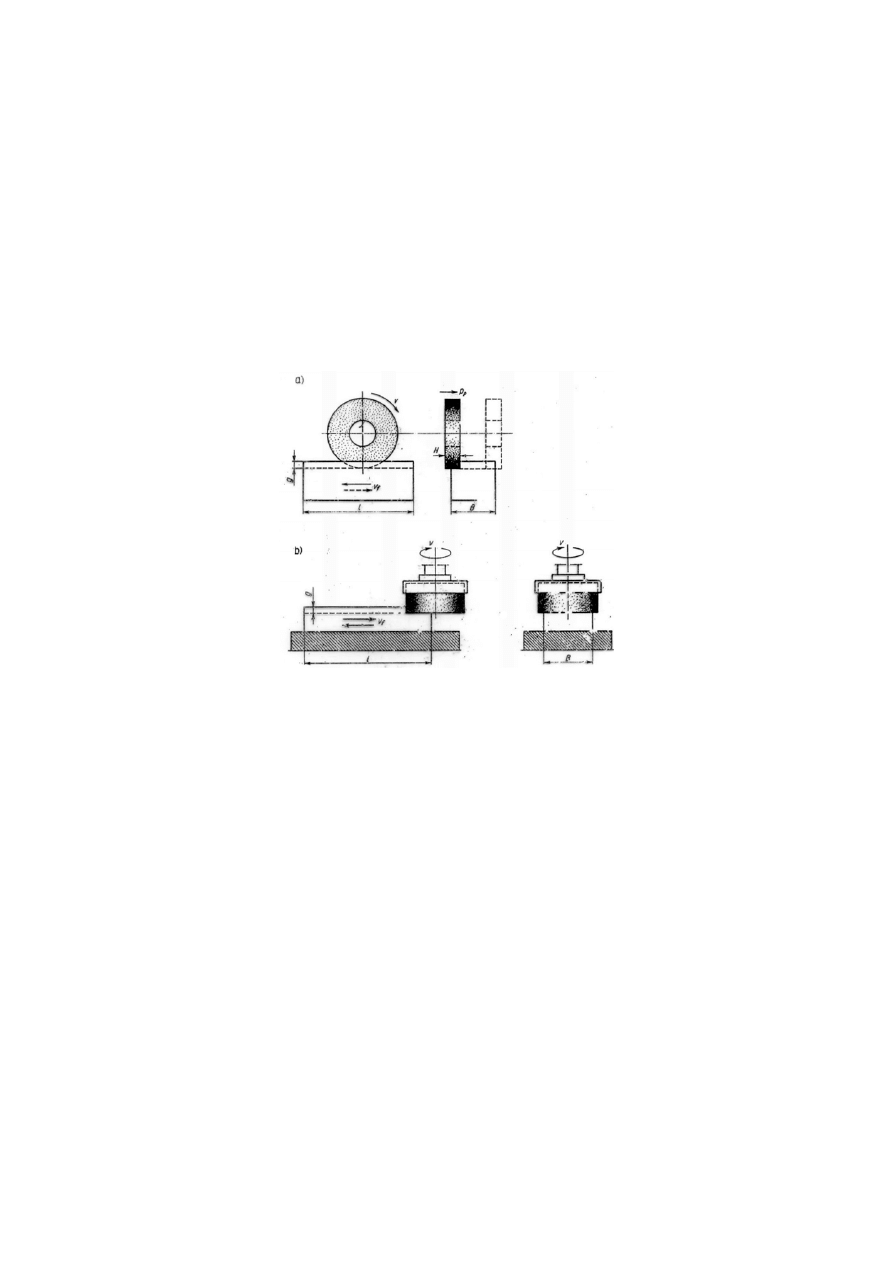
Schematyczna zasada gładzenia otworów
Gładzenie jest metodą obróbki ściernej, w której narzędzie – głowica, posiadająca zwykle
kilka osełek ściernych, wykonuje ruch obrotowy i prostoliniowo – zwrotny, zaś przedmiot
obrabiany nie wykonuje ruchów roboczych.
Podczas ruchu głowicy osełki dociskane do powierzchni przedmiotu intensywnie skrawają
naddatek materiału przeznaczonego na obróbkę. Tę metodę obróbki wykańczającej stosuje się
głównie do długich otworów przelotowych, jak również do otworów nie przelotowych,
powierzchni przerywanych, wykańczania wałów, obróbki powierzchni kształtowych itd. Dla
najbardziej popularnie obrabianych w ten sposób powierzchni , jakimi są otwory walcowe
gładzeniu mogą być poddawane przedmioty o średnicy od kilku milimetrów do około 1 m i
długości od około 10 mm nawet do 20m.
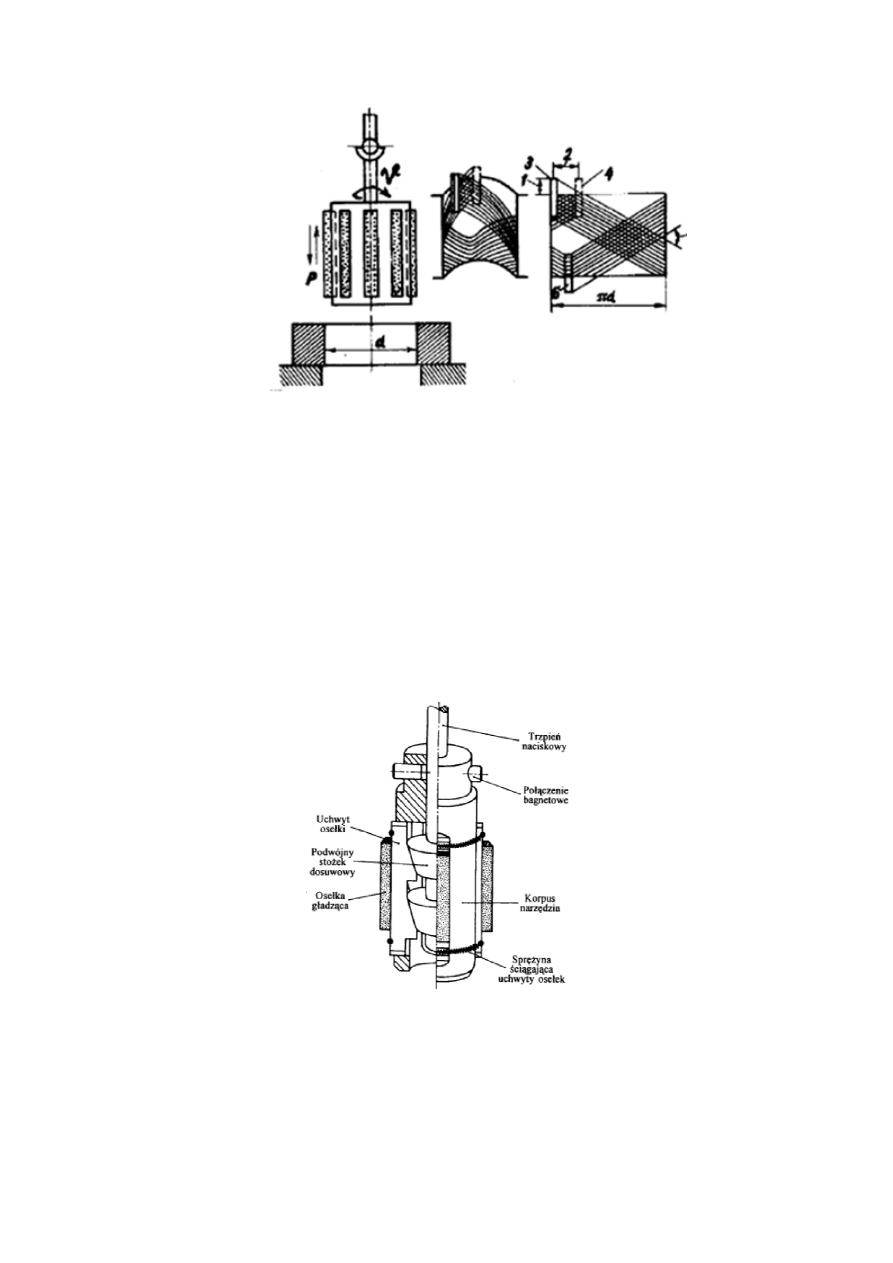
Narzędzie do gładzenia (honownica)
W stosunku do konwencjonalnego szlifowania w procesie gładzenia można wyodrębnić
następujące ważniejsze cechy:
- powierzchnia styku narzędzia jest wielokrotnie większa, przez co w procesie skrawania
uczestniczy równocześnie setki razy więcej ziaren ściernych
- stosowane prędkości skrawania są mniejsze od 50 do 150 razy
11
- naciski jednostkowe są kilkakrotnie mniejsze niż w szlifowaniu
- uzyskuje się niską chropowatość obrabianej powierzchni (zwykle wyróżnik chropowatości
R
a
= 0,63÷0,02 µm)
Ruchami roboczymi gładzenia są:
- jednostkowy ruch obrotowy przebiegający z prędkością obrotową n i obwodową v
p
= πDn
- ruch posuwisto-zwrotny z częstością skoków s i ze średnią liniową prędkością wzdłużną p
t
=
2hs.
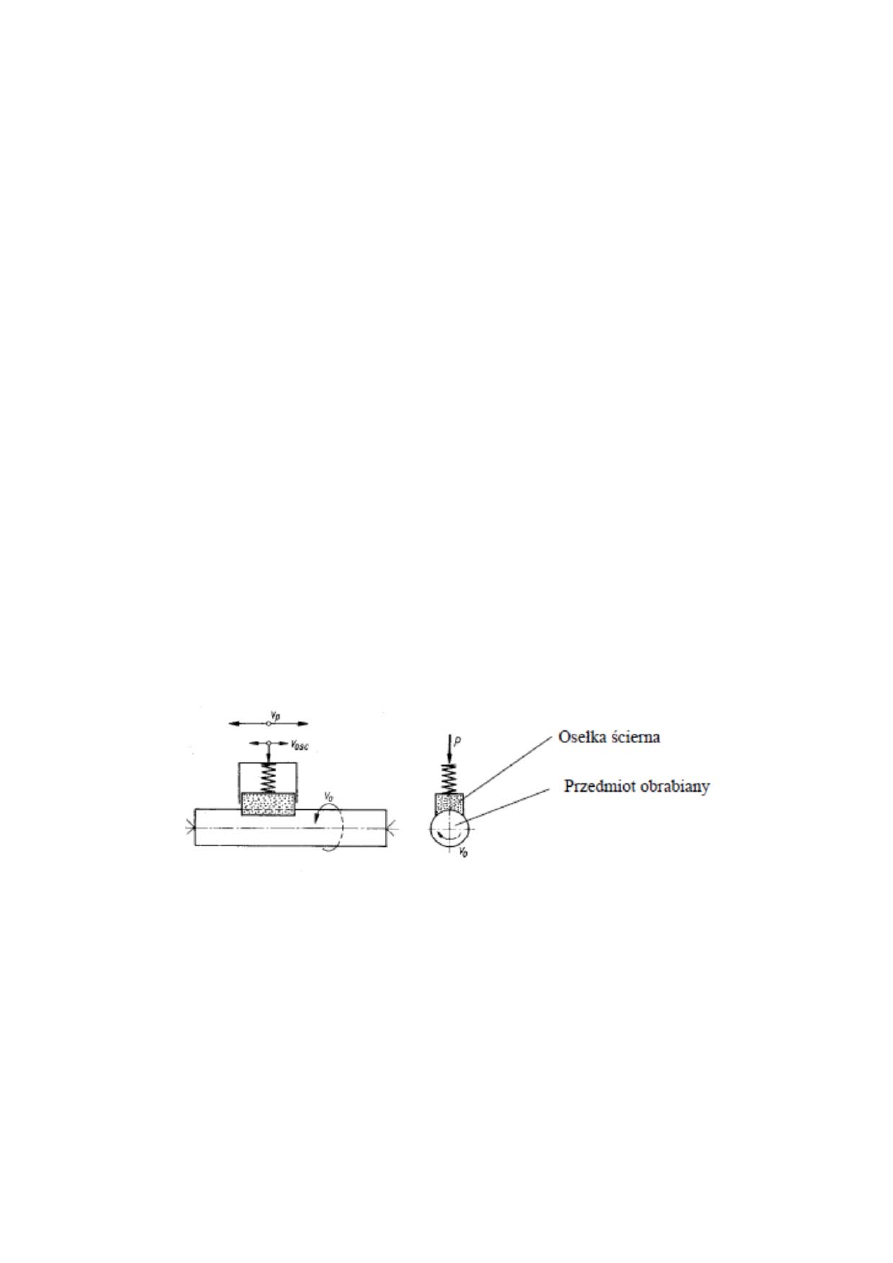
Dogładzanie (superfinish)
– zwane często dogładzaniem oscylacyjnym jest popularną
metodą obróbki gładkościowej , wykonanej przy użyciu drobnoziarnistych osełek ściernych.
Celem tej obróbki jest przede wszystkim zapewnienie niższej chropowatości powierzchni, a
przez to znacznego wzrostu jej udziału nośnego oraz uzyskanie bardzo korzystnych
właściwości warstwy wierzchniej przedmiotu obrabianego. Z powyższych względów
dogładzanie zalecane jest do stosowania wszędzie tam, gdzie należy poprawić własności
eksploatacyjne części poddawanych m. innymi zmęczeniowym warunkom pracy itp.
Dogładzanie polega na ściernym oddziaływaniu jednej lub kilku drobnoziarnistych osełek,
wykonujący oscylacyjny ruch roboczy o określonej amplitudzie (rzędu 3-7 mm) i
częstotliwości (rzędu 7-30 Hz), przy ustalonym docisku do powierzchni obrabianej. Osełki
ścierne zamocowane w wahliwych oprawkach dociskane są do powierzchni obrabianej w taki
sposób, by zapewnić równomierność wywieranych nacisków w zależności od rodzaju
obrabianego materiału w zakresie od 0,02 do 0,5 MPa.
Za pomocą dogładzania mogą być obrabiane powierzchnie walcowe, cylindryczne i płaskie,
a także regularne powierzchnie kształtowe w przedmiotach ze stali hartowanej i nie
hartowanej oraz żeliwa i metali nieżelaznych o dowolnych praktycznie gabarytach.
Dogładzanie ściernicami garnkowymi lub wahliwymi występuje stosunkowo rzadko i to w
pojedynczych przypadkach. Najczęściej zaś stosuje się dogładzanie zewnętrzne powierzchni
walcowych.
Dogładzanie wałków
Docieranie
Powierzchnia przedmiotu jest obrabiana za pomocą luźnego materiału ściernego zmieszanego
z cieczą, przemieszczającego się pomiędzy PO a tzw. docierakiem.
12
Polerowanie
– to taki sposób obróbki gładkościowej, którego celem jest nadanie
przedmiotowi obrabianemu wysokiej gładkości powierzchni, co na ogół wiąże się z dużą jej
refleksyjnością. Obecny stan techniki w tym zakresie pozwala na rozróżnienie następujących
odmian polerowania mechanicznego, w postaci:
- polerowania mechaniczno-ściernego
- polerowania hydrodynamicznego
- polerowania w polu sił magnetycznych
- polerowania w polu sił odśrodkowych
- polerowania specjalnego, szkła optycznego i materiałów elektronicznych.
Polerowanie mechaniczno-ścierne, zwane również polerowaniem ściernym, przeprowadza się
przy użyciu past ściernych i polerskich nanoszonych na tarcze polerskie. Polerowanie ścierne
nie zwiększa dokładności wymiarowej przedmiotu obrabianego ani nie poprawia błędów
kształtu, dlatego też te cechy jakości technologicznej przedmiotu muszą być uzyskane w
obróbce go poprzedzającej. Z tego punktu widzenia obróbką poprzedzająca polerowanie jest
toczenie wykańczające, szlifowanie, rzadziej docieranie. Chropowatość powierzchni
przygotowanej do polerowania ściernego nie powinna być większa od chropowatości Ra =
0,63 µm.
Proces mechanicznego przygotowania powierzchni składa się z następujących operacji:
- szlifowanie zgrubne tarczami oklejanymi
- szlifowanie wykańczające pastami szlifierskimi
- polerowanie wstępne pastami polerskimi zgrubnymi
- polerowanie wykańczające lustrzane lub matowanie (satynowanie) pastami polerskimi
lustrzanymi.
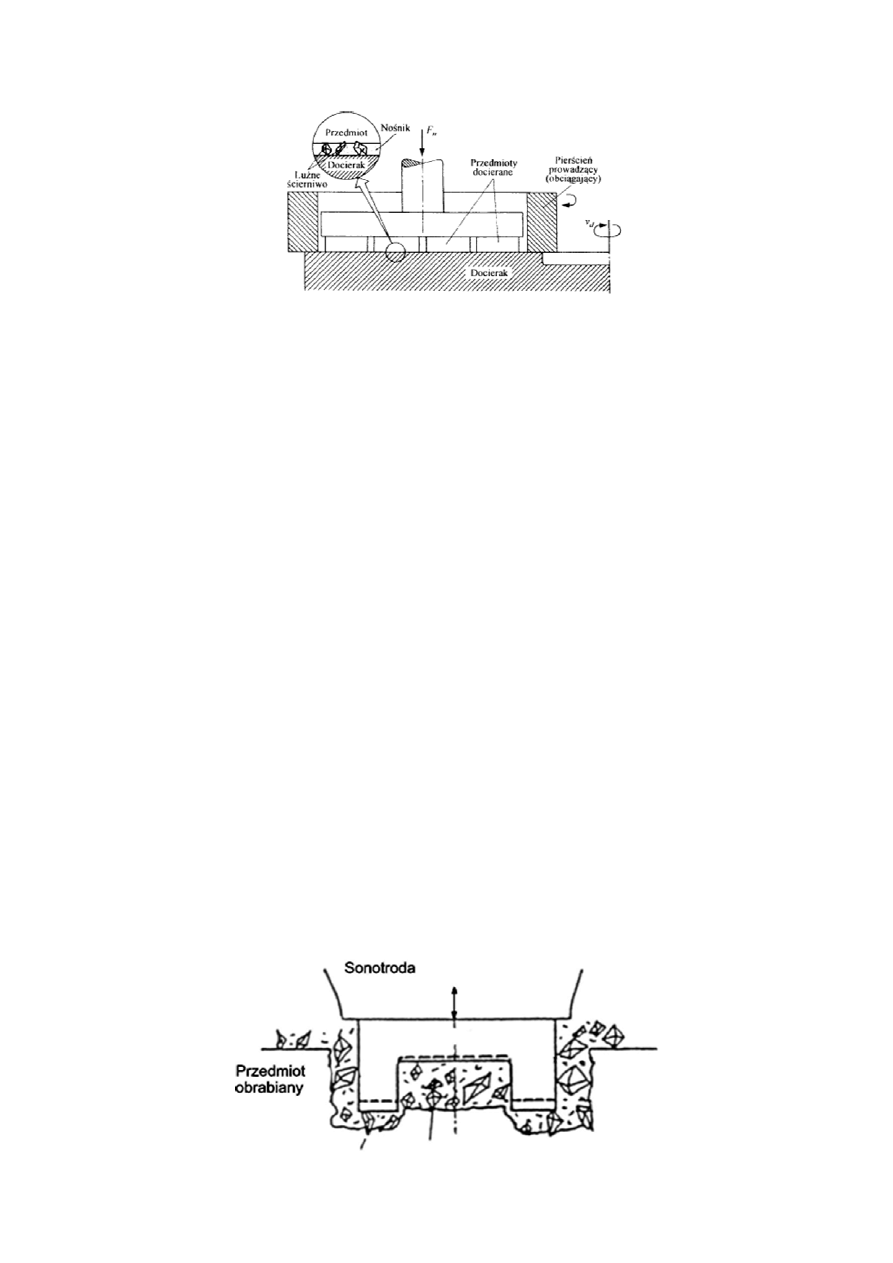
Obróbka ultradźwiękowa (USM)
- nazywana również obróbką udarowo - ścierną
lub udarową należy do grupy obróbek niekonwencjonalnych. Polega na kształtowaniu pow.
obrabianej za pomocą mieszaniny wody z ziarnami ściernymi (którymi najczęściej jest, ze
względu na swoją dużą twardość i małą gęstość, węglik boru B
4
C), która pobudzana jest do
drgań o dużej częstotliwości. Narzędzie robocze zwane sonotrodą lub falowodem, drga
wzdłuż osi prostopadłej do przedmiotu obrabianego z częstotliwością 20 kHz i amplitudą w
granicach 5÷50 µm. Moc najczęściej stosowana mieści się w przedziale 50÷3000 W.
13
Obróbka elektroerozyjna
(EDM - Electrical Discharge Machining) polega na usuwaniu
warstwy materiału obrabianego w wyniku działania serii wyładowań elektrycznych w
szczelinie pomiędzy elektrodą roboczą (erodą) a przedmiotem obrabianym. Zjawiska
powodujące usuwanie materiału to: parowanie, topienie
i działanie sił elektrodynamicznych. Wyładowania są inicjowane przez napięcie rzędu
kilkudziesięciu woltów i zawsze zachodzą w cieczy dielektrycznej (nafta).
Elektrody
wykonuje się najczęściej z: miedzi, mosiądzu, wolframu, grafitu i stopów
aluminium.
Obrabia się materiały
będące przewodnikami prądu elektrycznego, a najczęściej:
stale specjalne oraz aluminium i jego stopy.
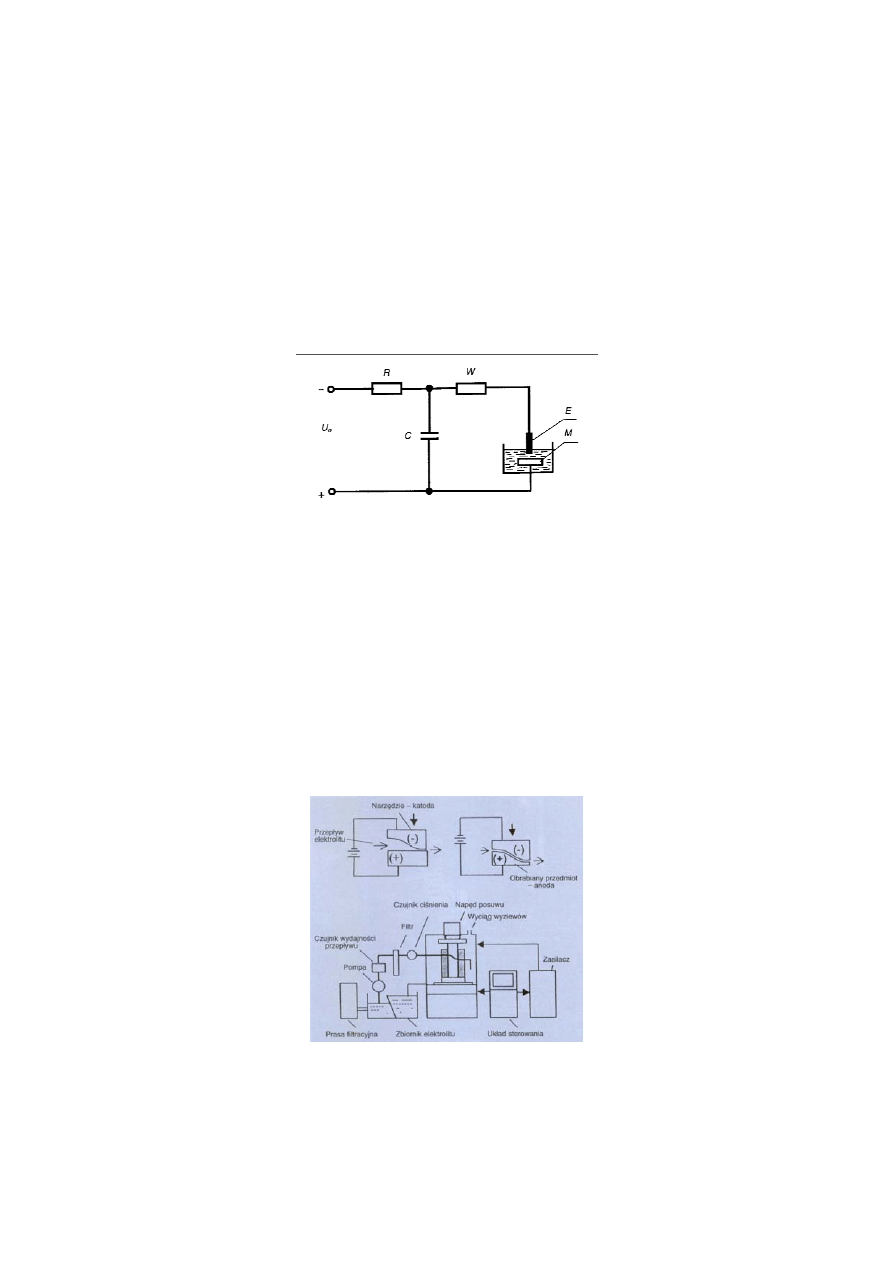
W
obróbce elektrochemicznej
wykorzystuje się zjawisko elektrolizy zachodzącej w
obwodzie, w którym katodą jest narzędzie, a anodą przedmiot obrabiany. Podczas przepływu
prądu elektrycznego, na anodzie (PO) zachodzi proces „utleniania anodowego”. Aniony z
elektrolitu wchodzą w reakcje chemiczną z materiałem obrabianym, tworząc na jego
powierzchni cienką warstewkę, która następnie wymywana jest przez elektrolit,
przepływający pomiędzy elektrodami z dużą prędkością.
Elektrody
wykonuje się najczęściej ze: stali nierdzewnych i mosiądzu – narzędzia
nie zużywają się
.
Obrabia się materiały
będące przewodnikami prądu elektrycznego, a najczęściej:
stale, miedź, mosiądz oraz aluminium i jego stopy.
14
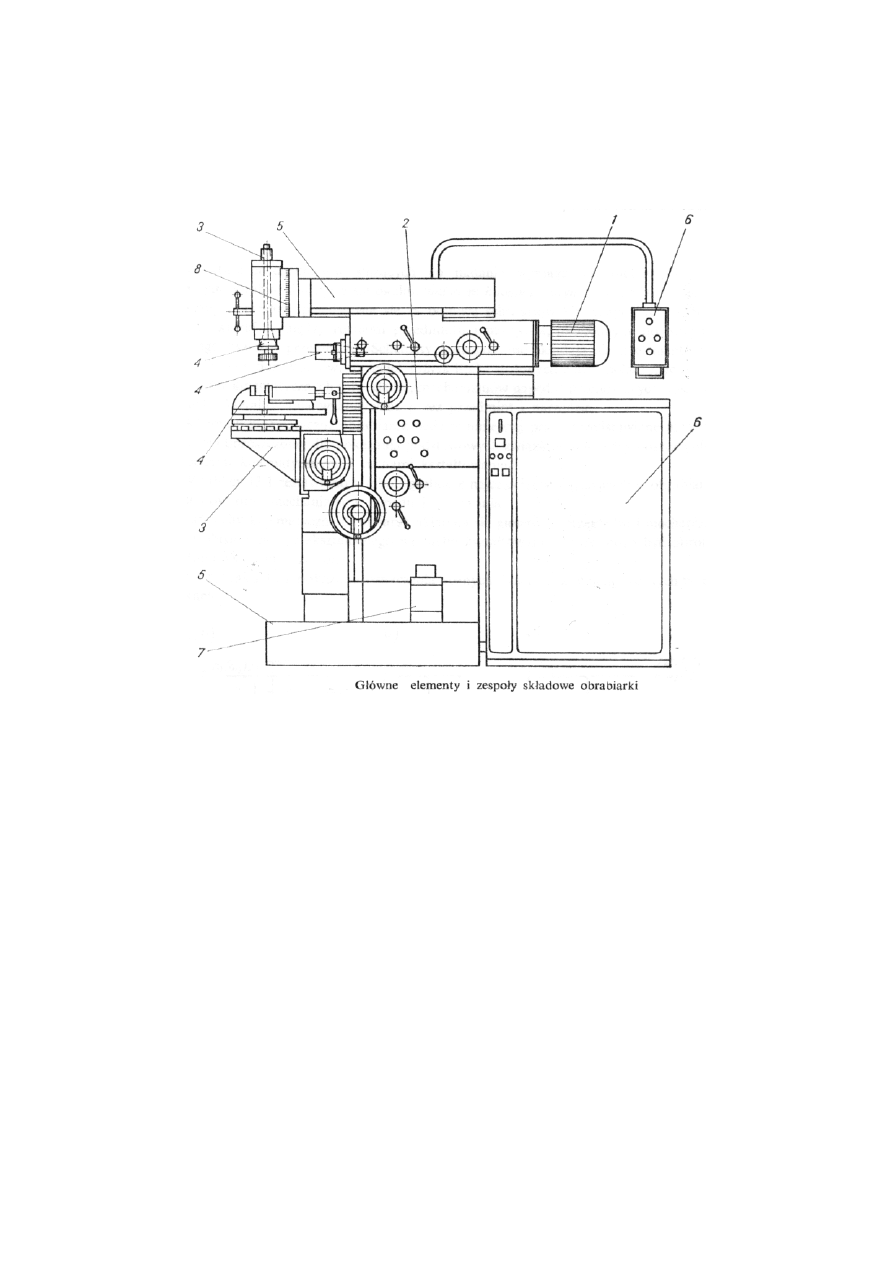
OBRABIARKI SKRAWAJĄCE DO METALI
Obrabiarka skrawająca do metali
jest to maszyna robocza przeznaczona do kształtowania po-
wierzchni przedmiotu za pomocą skrawania.
W obrabiarkach skrawających można wyodrębnić następujące elementy i zespoły funkcjo-
nalne:
1. silniki, które są źródłem energii dla napędzanych mechanizmów;
2. zespoły napędowe lub przekładniowe – przenoszą napęd z silnika na zespoły robocze
obrabiarki
– skrzynki prędkości – pozwalają na ustawienie określonej wartości prędkości ruchu
głównego,
- skrzynki posuwów – pozwalają na ustawienie określonej wartości prędkości ruchu po-
suwowego;
3. zespoły robocze, które wykonują ruchy główne i posuwowe w procesie skrawania:
a) wrzeciona – wykonują ruch główny obrotowy,
b) suporty – zespoły wykonujące najczęściej ruch posuwowy – na nich mocowane są na-
rzędzia skrawające (mogą być wzdłużne, poprzeczne lub krzyżowe).
c) stoły – elementy na których mocuje się PO bezpośrednio lub w uchwytach – wzdłużne,
obrotowe, krzyżowe, podziałowe;
4. uchwyty – służą do mocowania narzędzi lub PO na zespołach roboczych – imadła, imaki,
uchwyty mocujące;
5. korpusy – wiążą inne zespoły w jedną całość konstrukcyjną;
6. zespoły sterowania – służą do sterowania pracą obrabiarki;
7. urządzenia ustawcze i pomiarowe – pozwalają ustalić położenie narzędzia względem PO
8. urządzenia chłodzące i smarujące.
15
Zespoły napędowe
Zespół napędowy tworzy tzw. układ kinematyczny obrabiarki, na który składają się
łańcuchy kinematyczne. Są to zbiory powiązanych ze sobą par kinematycznych takich, jak
przekładnie zębate i pasowe, mechanizmy dźwigowe i krzywkowe itp.
I tak np. pewna ilość przekładni służących do przeniesienia napędu z silnika do zespołu
roboczego będzie ładunkiem kinematycznym napędu tego zespołu roboczego.
W każdym łańcuchu kinematycznym można wyróżnić człon początkowy (np. silnik)
i człon końcowy np. zespół roboczy. Najczęściej łańcuchy kinematyczne przekazują ruch
obrotowy ; stosuje się tu przekładnie zębata i obrotowa.
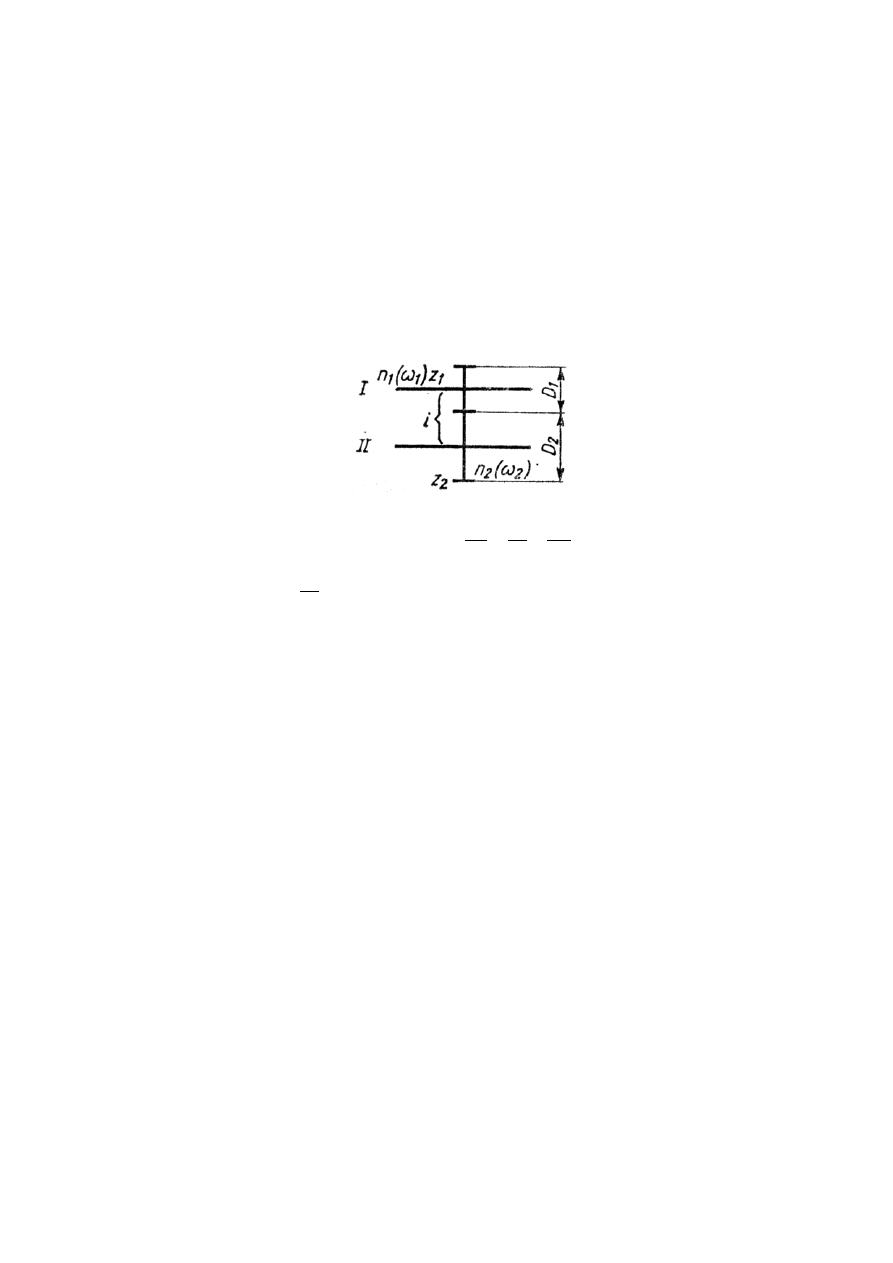
Przełożeniem łańcucha kinematycznego jest
2
1
1
2
1
2
ω
ω
D
D
n
n
I
=
=
=
Dla przekładni zębatej
2
1
z
z
i
=
Napęd może być zależny i niezależny, stopniowy i bezstopniowy.
Napęd niezależny
(dotyczy ruchów posuwowych) – w tym przypadku źródłem napędu jest
silnik. W przypadku napędu zależnego źródłem napędu danego mechanizmu jest element
innego łańcucha kinematycznego – wykonujący ruch główny np. – wrzeciono tokarki.
Napęd stopniowy
pozwala na uzyskanie odpowiednich prędkości obrotowych członu
wyjściowego łańcucha kinetycznego w pewnym zakresie, ale tylko niektórych, według
odpowiednio uszeregowanych wartości. W takich napędach zmiana prędkości odbywa się
skokowo ; stosuje się tu przekładnie zębate.
Napęd bezstopniowy
umożliwia uzyskanie dowolnej prędkości obrotowej członu
wyjściowego, znajdującej się w pewnym ograniczonym zakresie (n
1
........n
max
).
W obrabiarkach najczęściej stosowane są silniki prądu przemiennego o stałej
prędkości obrotowej. Aby uzyskać żądaną rozpiętość i liczbę prędkości obrotowych
napędzanych elementów, stosuje się skrzynki prędkości i skrzynki posuwów.
Skrzynki prędkości
są to mechanizmy, które umożliwiają uzyskanie z jednej prędkości
obrotowej n
0
na wale wejściowym, szereg prędkości obrotowych n
1
.....n
k
na wale
wyjściowym. Stosuje się skrzynki prędkości z kołami wymiennymi, przesuwnymi,
sprzęgłowe, odboczkowe i inne.
Najczęściej są stosowane skrzynki prędkości z kołami zębatymi przesuwnymi. Składają się
one w najprostszym przypadku z kilku par kół zębatych osadzonych na dwóch wałkach. Na
jednym wałku koła osadzone są na stałe, na drugim przesuwnie.
Skrzynki posuwów
pod względem funkcjonalnym spełniają te same zadania co skrzynki
prędkości, a często mają także podobną konstrukcję. Są to najczęściej skrzynki stopniowe, w
których prędkość na wale wyjściowym jest uzyskiwana za pomocą przełączalnych przekładni
zębatych.

16
Ponieważ w obrabiarkach ruchy posuwowe są najczęściej ruchami postępowymi,
dlatego stosuje się w obrabiarkach zespoły przekształcające ruch obrotowy na prostoliniowy.
Realizują tę funkcję z reguły mechanizmy śrubowe lub zębatkowe.
Uchwyty i przyrządy obróbkowe
Uchwyt
jest to urządzenie służące do związania PO z odpowiednim zespołem obrabiarki.
Uchwyt może spełniać dwie podstawowe funkcje: nadanie przedmiotowi określonego
położenia – ustalenie oraz zamocowanie go lub jedną z tych dwóch funkcji Zależnie od ro-
dzaju procesu technologicznego uchwyty mogą być obróbkowe (do obróbki skrawaniem),
montażowe, spawalnicze itp.
Uchwyty obróbkowe zależnie od metody obróbki skrawaniem dzieli się na: tokarskie,
frezarskie, szlifierskie, wiertarskie itd. Do najbardziej znanych należą imadła, uchwyty
tokarskie samocentrujące.
Oprawką
,
czyli uchwytem narzędziowym nazywamy urządzenie służące do ustawienia
i zamocowania narzędzia na obrabiarce. Mogą to być różnego rodzaju uchwyty do wierteł,
rozwiertaków, noży tokarskich itp.
Przyrząd obróbkowy
jest to uchwyt, który umożliwia dodatkową zmianę położenia P.O.
wzgl. narzędzia. Np. przyrząd wiertarski umożliwia wykonanie kilku otworów poprzez obrót
P.O.
Przyrząd obróbkowy spełnia następujące funkcje:
1. ustawienie P.O. w ściśle określonym położeniu (ustalenie),
2. zamocowanie P.O.,
3. ustalenie położenia narzędzia wzgl. P.O.,
4. nadanie przedmiotowi różnych pozycji w czasie wykonywanej operacji.
Zasady ustalenia przedmiotów obrabianych
W trakcie każdej operacji obróbki skrawanej przedmiot obrabiany musi być jednoznacznie
ustawiony na obrabiarce. Na ustawienie składają się dwie czynności: ustalenie i zamocowa-
nie.
Ustalenie
– jest to jednoznaczne określenie położenia PO na obrabiarce względem
narzędzia.
Zamocowanie
– uniemożliwienie przemieszczenia się PO podczas obróbki, np. pod wpły-
wem sił skrawania.
Ustalenie realizuje się najczęściej przez dociśnięcie PO do elementów oporowych. Sposób
ustalenia wpływa bezpośrednio na dokładność obróbki.
Wiadomo, że każda była umieszczona w przestrzeni na 6 stopni swobody. Oznacza to, że
jeśli bryłę rozpatrujemy w prostokątnym układzie współrzędnych, to może ona przemieszczać
się wzdłuż 3 osi i obracać się wokół tych 3 osi. Ustalenie przedmiotu w czasie obróbki polega
na pozbawieniu PO jednego, kilku lub wszystkich sześciu stopni swobody, poprzez
dociskanie go do odpowiednich punktów obrabiarki lub uchwytu.
Poprzez dociśnięcie do 1 pkt odbiera się PO 1 stopień swobody i tak np. przez położenie
prostopadłościennego klocka na płaszczyźnie (co jest równoznaczne z oparciem go na 3
punktach) odbierze się mu 3 stopnie swobody (płaszczyznę można zastąpić 3 punktami).
17
Klasyfikacja elementów ustalających i oporowych przyrządów
Elementy ustalające - nadają położenie PO w kierunku mającym wpływ na żądany wymiar
i kształt PO.
Elementy oporowe – nadają położenie PO w kierunkach nie mających wpływu na żądany
wymiar i kształt. PO.
Najczęstszym kryterium podziału elementów ustalających jest kształt powierzchni ustalanej:
- elementy
ustalające płaszczyznę,
- elementy
ustalające powierzchnię walcową,
- elementy
ustalające powierzchnię cylindryczną,
- elementy
ustalające powierzchnię stożkową,
- elementy
ustalające powierzchnię kulistą,
- i
inne.
W każdej z tych grup można wyróżnić następujące rodzaje elementów ustalających: stałe,
nastawne i ruchome.
Elementy stałe
nie zmieniają swego położenia w przyrządzie - np. kołki, pryzmy – stosowane
są do powierzchni obrobionych.
Elementy nastawne
– stosowane najczęściej do powierzchni nieobrobionych – np. śruby,
trzpienie ustawcze- ich położenie w przyrządzie można regulować.
Elementy ruchome-
ich położenie automatycznie dostosowuje się do powierzchni P. O. – np.
uchwyty samocentrujące.
Elementy ustalające powierzchnie płaskie i walcowe
Elementy do ustalania przedmiotów płaszczyznami
Płaszczyzny nie obrobione wykorzystuje się jako główne powierzchnie ustalające
najczęściej tylko w pierwszej operacji. Do ustalania przedmiotów płaszczyzną nie obrobioną
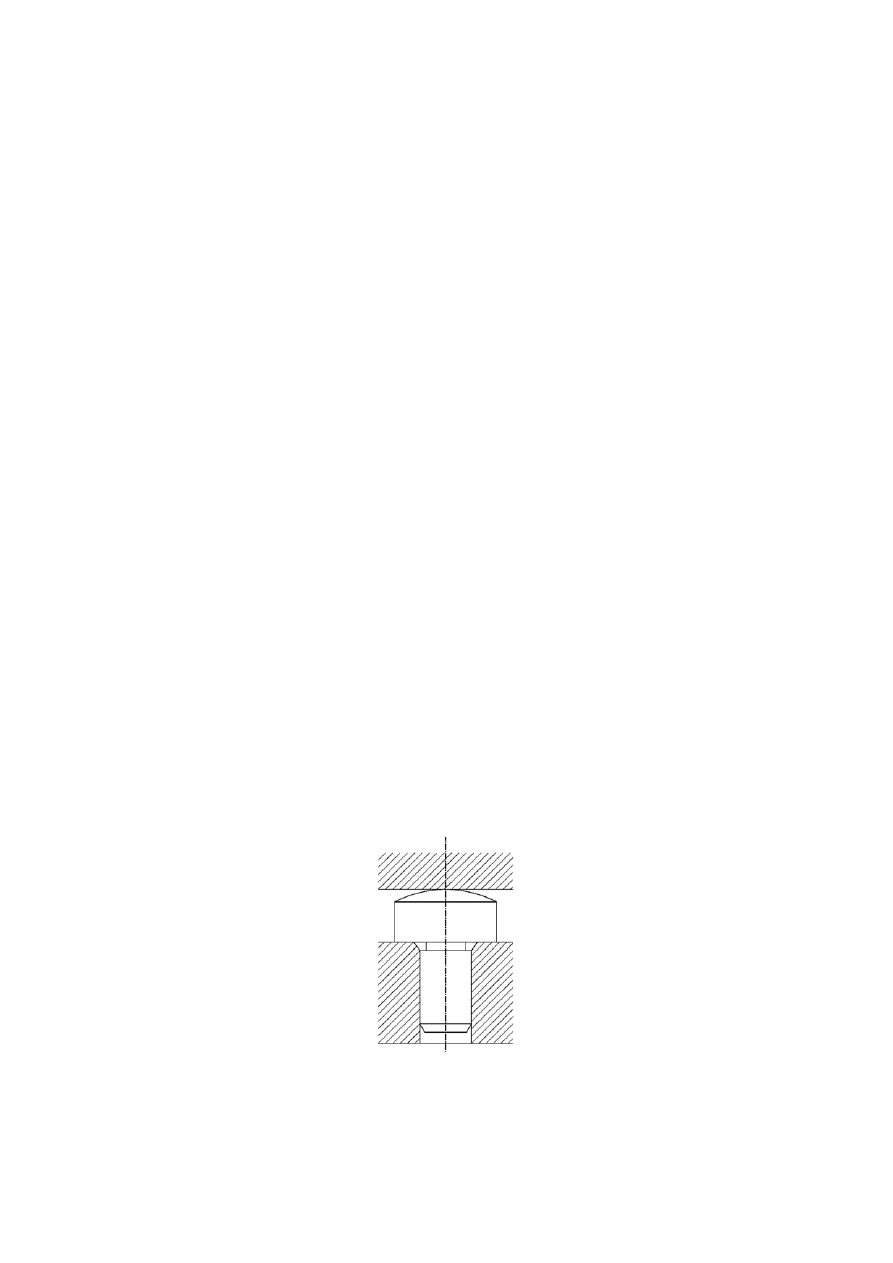
gdy jest ona główna powierzchnią ustalającą przedmiotu, stosuje się zwykle kołki oporowe.
Rozróżniamy:
-Kołki oporowe z łbem wypukłym:
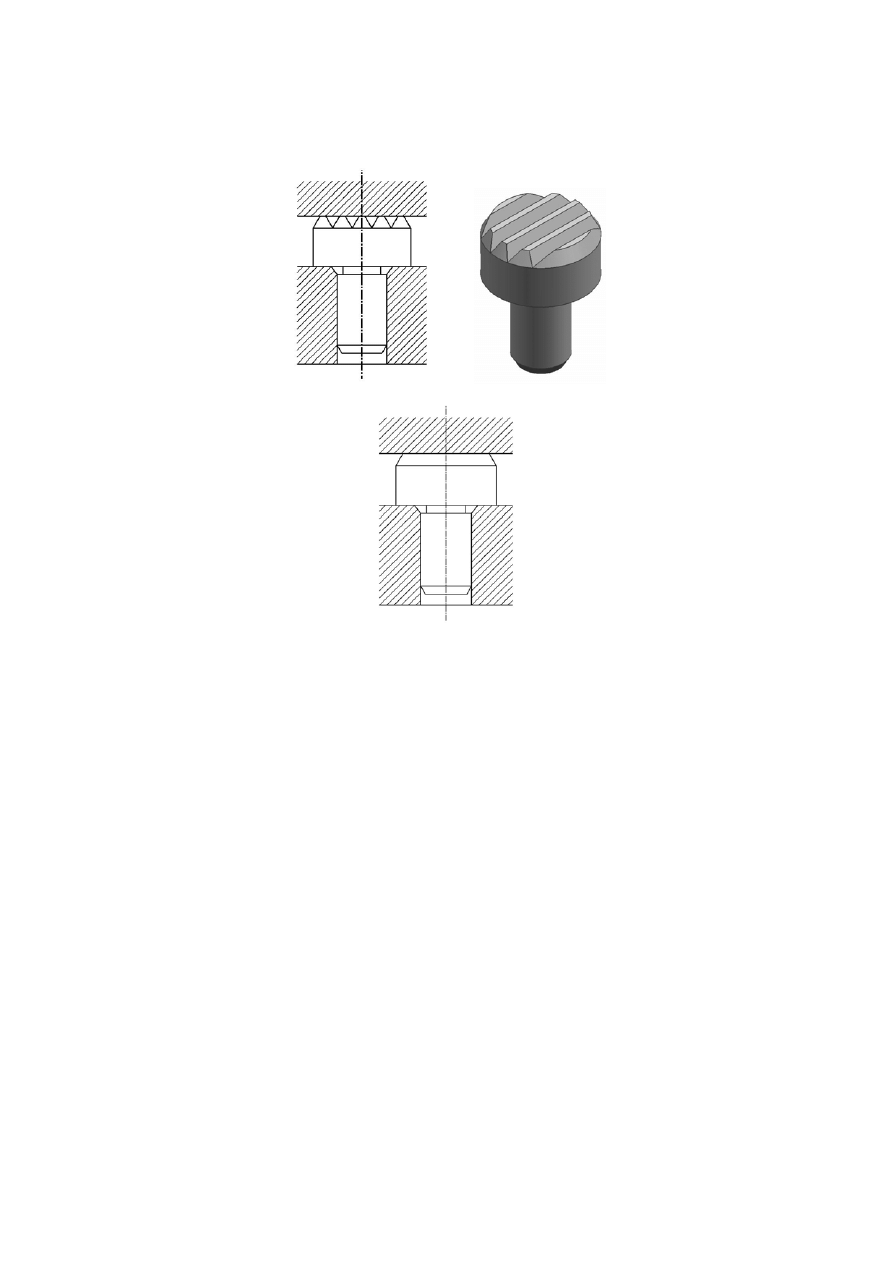
18
-Kołki oporowe z łbem naciętym:
-Kołki oporowe z łbem płaskim:
W rzadkich przypadkach stosuje się również do ustalania płaszczyzną nie obrobioną
płytki, a niekiedy całe płaszczyzny korpusu uchwytu.
Ponieważ płaszczyznę wyznaczają trzy punkty nie leżące na jednej prostej do ustalenia
potrzebne są trzy kołki. Ze względu na prawidłowość położenia płaszczyzny ustalającej
przedmiotu w uchwycie, najwłaściwiej byłoby stosować kołki z łbem wypukłym ponieważ
kołek taki styka się z przedmiotem w jednym punkcie. Ponieważ jednak trudno jest uzyskać
dokładnie jednakowy wymiar we wszystkich trzech kołkach, są one stosowane dość rzadko.
Kołki ze łbem naciętym stosuje się jedynie wówczas gdy istnieje niebezpieczeństwo
przesuwania się przedmiotu w płaszczyźnie styku przedmiotu z kołkami. Nie stosuje się ich
do powierzchni obrobionych gdyż może nastąpić uszkodzenie powierzchni ustalających
przedmiotu. Najczęściej stosuje się więc kołki z łbem płaskim które można przeszlifować na
jedną wysokość po wtłoczeniu w korpus uchwytu, w wyniku czego unika się ich
wykonywania przed montażem uchwytu.
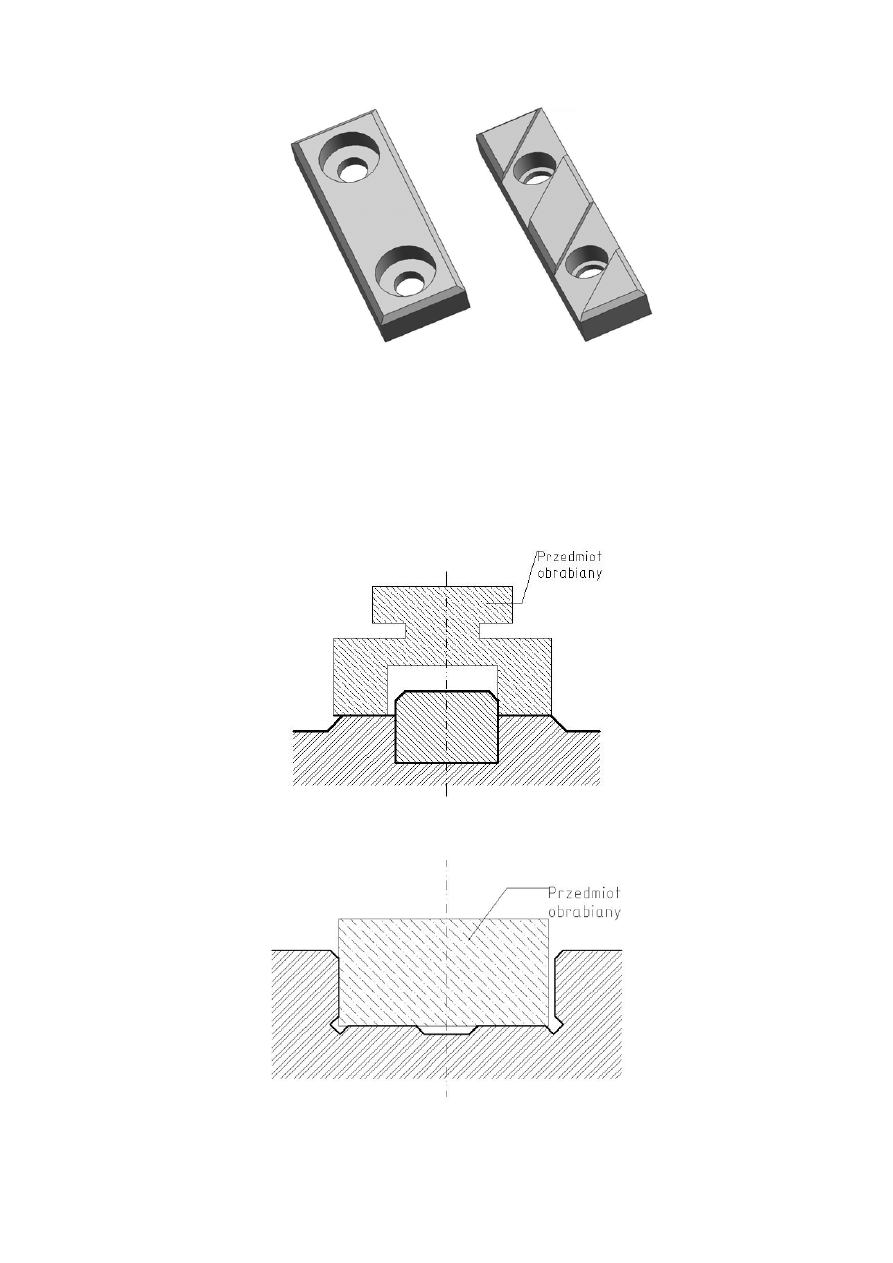
Najczęściej wykorzystywanym do ustalania przedmiotów w uchwytach rodzajem
powierzchni jest obrobiona płaszczyzna. Gdy płaszczyzna taka jest główną powierzchnią
ustalającą jako elementy stosuje się kołki oporowe z łbem płaskim, płaszczyzny korpusu
uchwytu, a także (do przedmiotów większych i cięższych płytki oporowe rowkowe i gładkie.
Rowki w płytkach ułatwiają usuwanie drobnych wiórów z ustawczych powierzchni. Rowki te
mają tak dobrana szerokość, że krawędzie ich w widoku z boku niemal zachodzą na siebie, i
są wykonane pod kątem 45°, co umożliwia płynne przesuwanie po płytkach, w dowolnych
kierunkach, przedmiotów, które w płaszczyźnie ustalającej mają jakieś wgłębienia lub rowki.
Płytki przeszlifowuje się na jednakową wysokość po przykręceniu ich do korpusu uchwytu.
19
Płytka gładka Płytka rowkowana
Jeżeli dwie płaszczyzny równoległe przedmiotu są pomocniczymi powierzchniami
ustalającymi, to jako elementy ustalające stosuje się:
-Wpusty, gdy płaszczyzny ustalające przedmiotu są jego płaszczyznami wewnętrznymi:
-Rowki w korpusie, gdy płaszczyzny są powierzchniami zewnętrznymi:
20
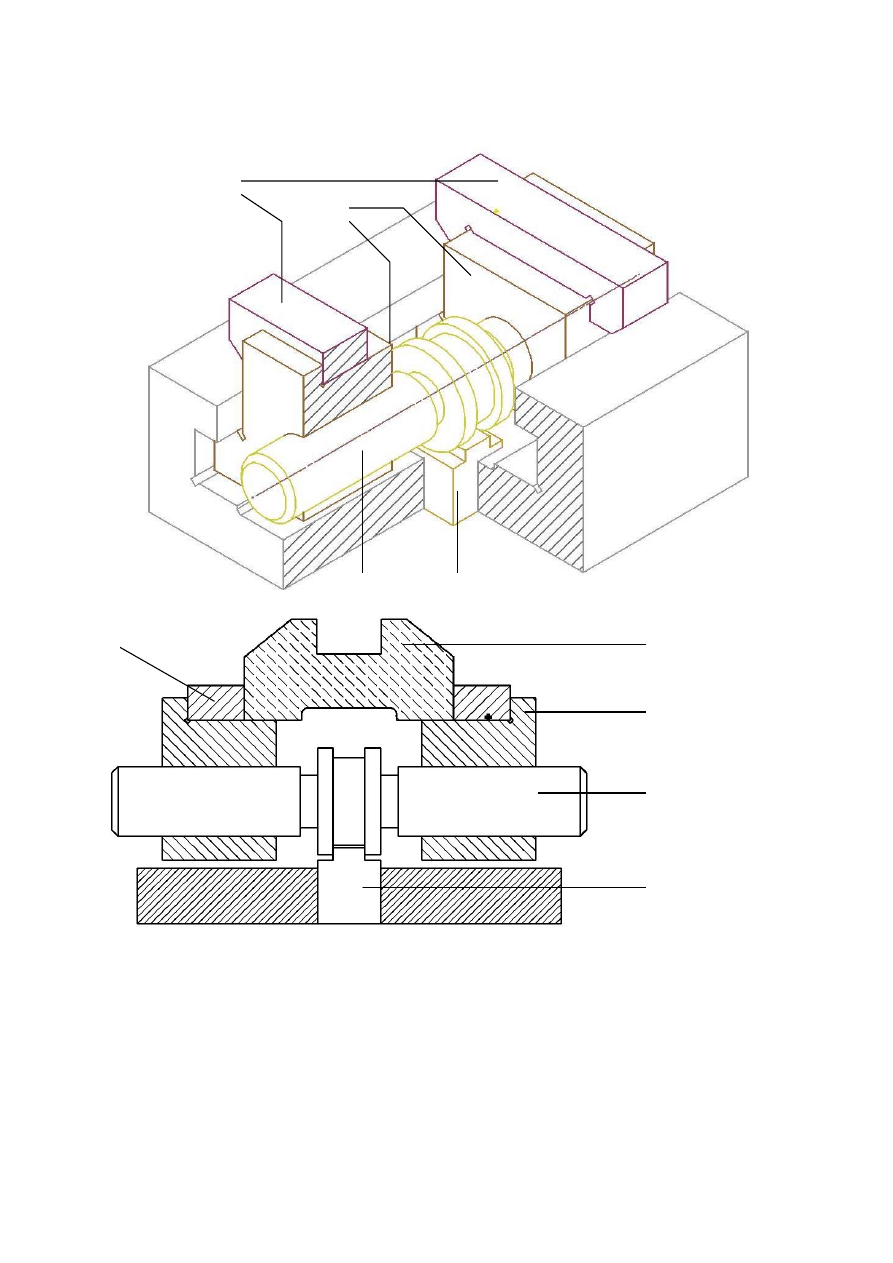
-Mechanizmy samoustalające
1 – śruba rzymska ( z gwintem prawym i lewym )
2 – czop ustalający śrubę między kołnierzami
3 – szczęki stałe
4 – szczęki wymienne
Samoustalającym nazywa się mechanizm, którego powierzchnie ustawcze są ruchome
i związane ze sobą w taki sposób że mogą jednocześnie i z równą prędkością zbliżać się i
oddalać od siebie; są one przy tym w każdym położeniu równo oddalone od pewnej, stałej dla
danego mechanizmu płaszczyzny YZ prostopadłej do kierunku powierzchni ustawczych.
4
3
1
2
Przedmiot
obrabiany
3
1
2
4
21
Mechanizm samoustalający może ustalać przedmiot nie tylko względem płaszczyzny symetrii
ale także względem osi, gdy powierzchnie ustawcze są odpowiednio ukształtowane.
Mechanizmy samoustalające często spełniają jednocześnie funkcje elementów
zamocowujących przedmiot – konieczne jest wtedy wzmocnienie ich budowy.
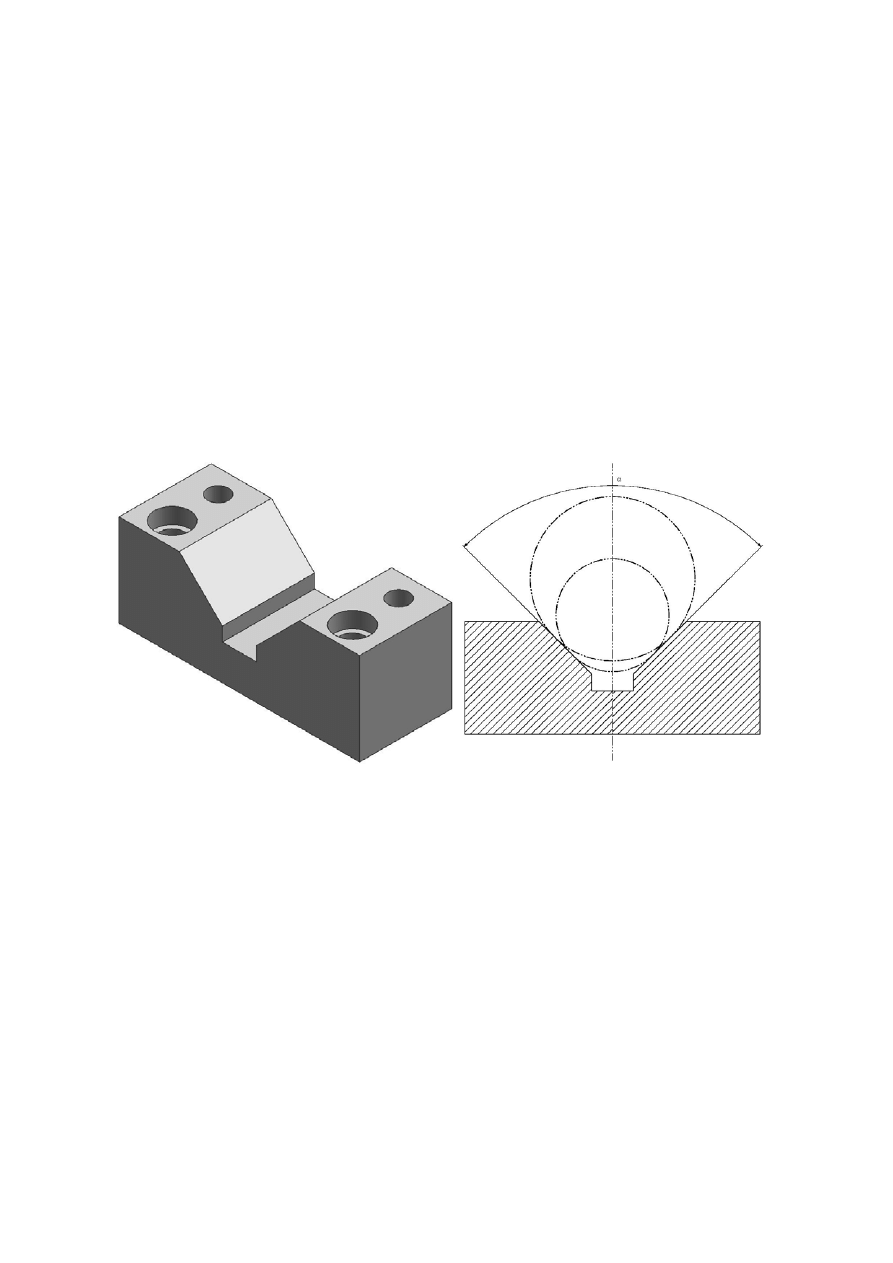
Elementy do ustalania przedmiotów powierzchniami walcowymi
Podstawki pryzmowe
Ustalenia przedmiotów obrabianych powierzchniami walcowymi nie
obrobionymi można dokonać za pomocą podstawek pryzmowych. Mają one tę
właściwość, iż bez względu na różnice w średnicach wałków na nich umieszczanych
osie wszystkich wałków leżą w płaszczyźnie dwusiecznej kąta alfa podstawki
pryzmowej:
Podstawki teoretycznie stykają się z przedmiotem wzdłuż dwóch tworzących walca –
odbierają więc cztery stopnie swobody i mogą być zastępowane przez cztery kołki lub śruby.
Płaszczyzny ustawcze podstawek powinny być twarde i dlatego albo są nawęglane i
hartowane, albo do podstawki wykonanej z miękkiego materiału przymocowuje się twarde
płytki. Płaszczyzny ustawcze podstawek powinny być przeszlifowane po przymocowaniu do
korpusu uchwytu, ponieważ zwiększa to dokładność ich położenia względem innych
elementów uchwytu.
Elementy ustalające z otworami walcowymi
Ustalenie przedmiotu walcowego przez włożenie go w otwór stałego elementu
ustalającego stosuje się głównie wtedy, gdy powierzchnia ustalająca przedmiotu jest
dokładnie obrobiona, gdyż występuje tu zawsze większa lub mniejsza odchyłka
współosiowości, która może obniżyć dokładność ustalenia. W celu usunięcia tej odchyłki
współosiowości stosuje się różnego rodzaju mechanizmy samocentrujące, które umożliwiają
22
całkowite usunięcie luzu między przedmiotem i uchwytem, dzięki czemu centrowanie jest
dokładniejsze. Poza tym mechanizmy takie jednocześnie zamocowują przedmiot obrabiany
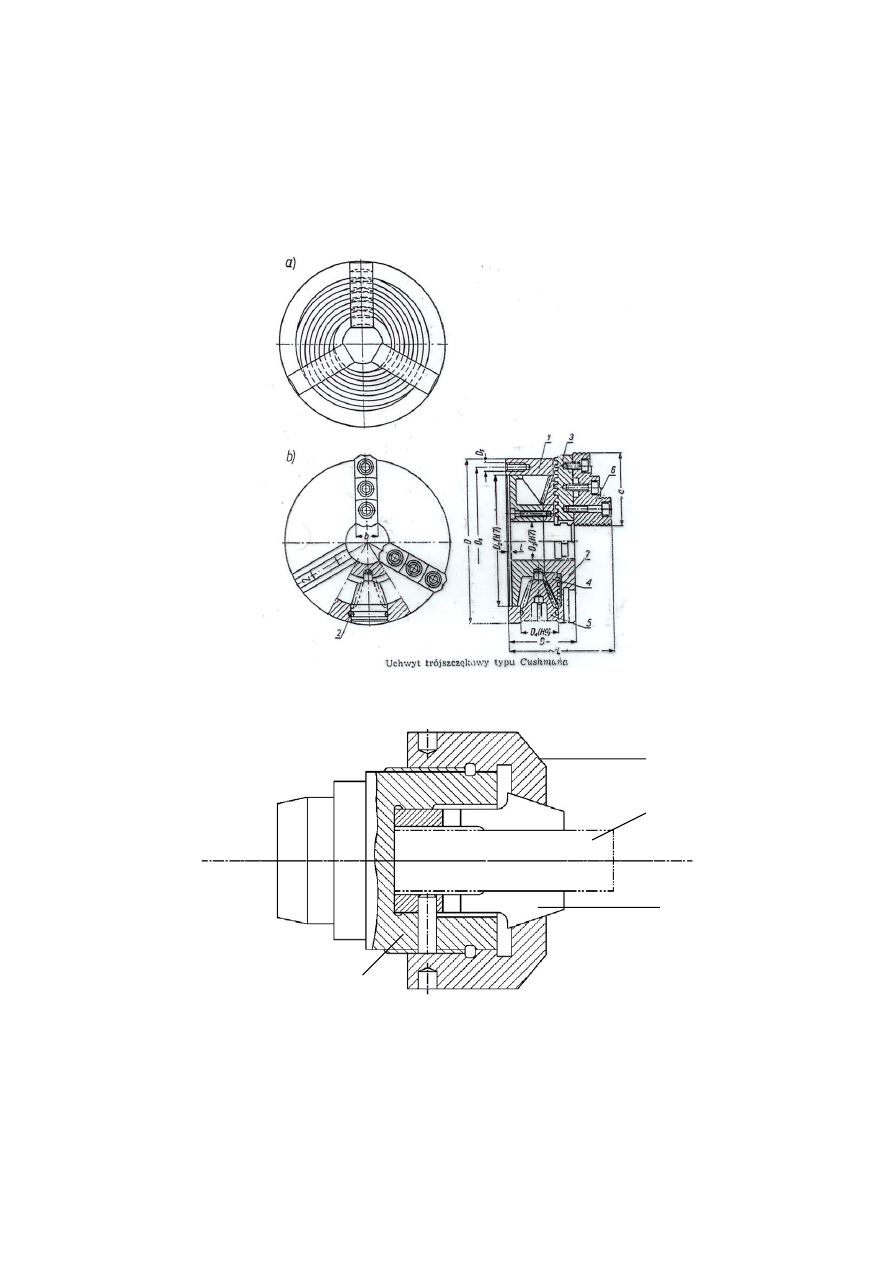
Mechanizmem samocentrującym
nazywa się mechanizm samoustalający przedmiot
względem osi, dookoła której będzie on wykonywał ruch obrotowy podczas obróbki.
Mechanizm samocentrujący może mieć dwa elementy ruchome umieszczone naprzeciw
siebie, trzy elementy ruchome umieszczone co 120° lub większą ich ilość.
Do obróbki niewielkich przedmiotów stosuje się najczęściej uchwyty z tulejami zaciskowymi:
Mechanizm składa się z tulei zaciskowej 1 i nakrętki 2. Przy nakręcaniu nakrętki na korpus 3
uchwytu cztery szczęki tulei zbliżają się ku sobie i ich powierzchnie ustawcze centrują oraz
zamocowują przedmiot.
3
2
1
Przedmiot
ustalany
23
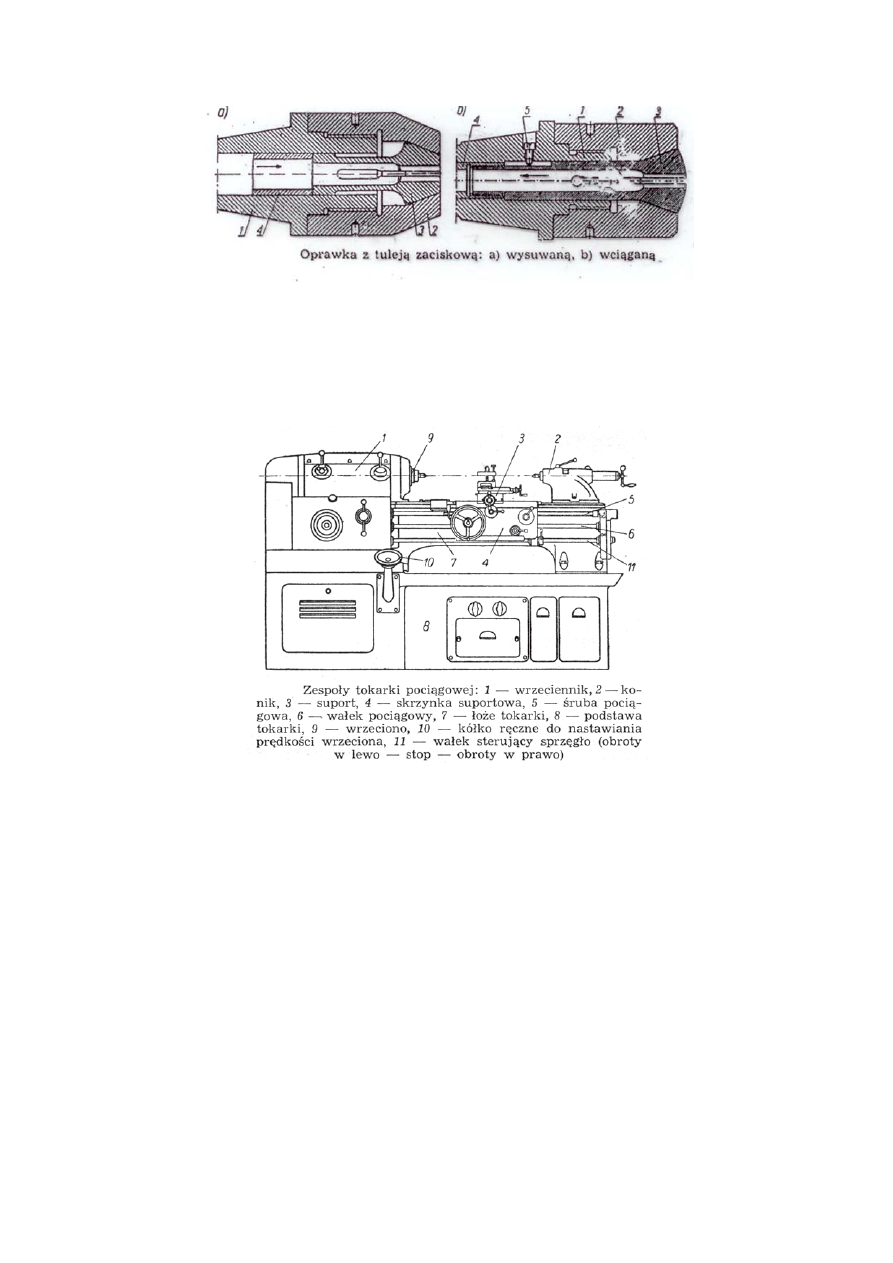
Tokarki
Służą do obróbki powierzchni obrotowych wewnętrznych i zewnętrznych.
Dzielą się na kłowe, uchwytowe, tarczowe, karuzelowe, rewolwerowe i inne. Kłowe dzielą się
na uniwersalne i produkcyjne.
Typowymi operacjami na tokarce kłowej jest toczenie wzdłużne i poprzeczne, wiercenie,
toczenie stożków, gwintowanie.
Tokarki uniwersalne w odróżnieniu od produkcyjnych posiadają śrubę pociągową i skrzynkę
gwintową umożliwiającą nacinanie gwintów nożem tokarskim.
Zależnie od końcówki wrzeciona można w nim montować uchwyt szczękowy, kieł, trzpień
rozprężany lub stały i inne.
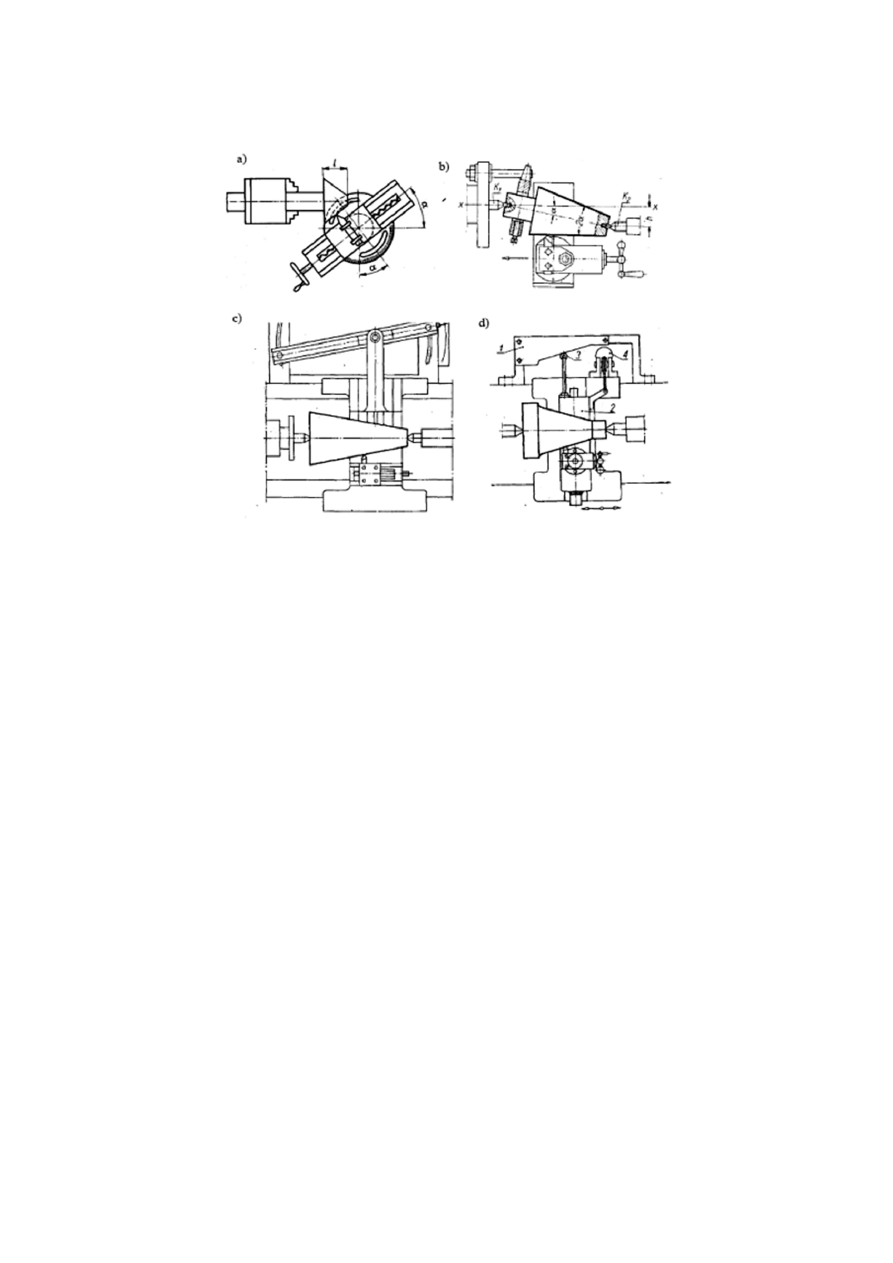
24
Sposoby toczenia powierzchni stożkowych
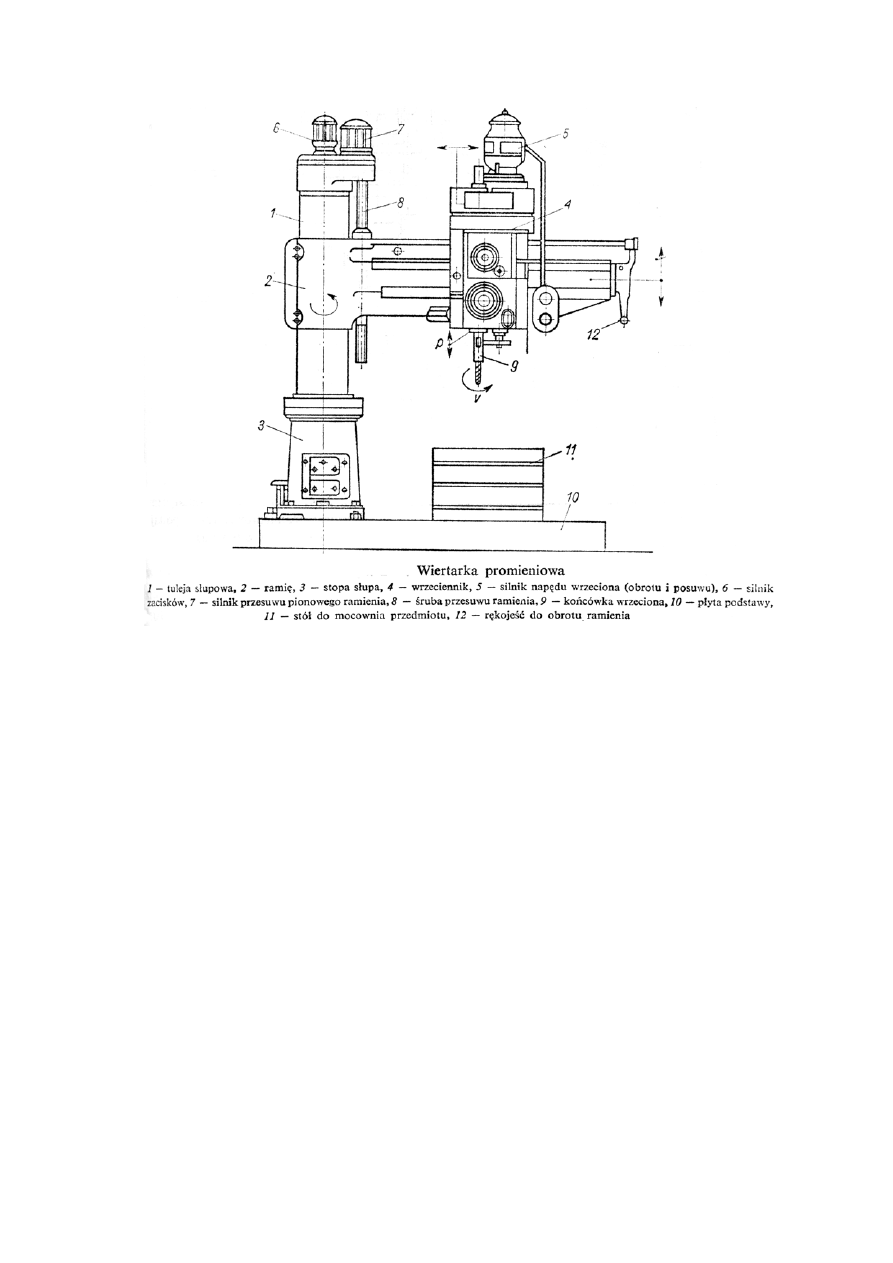
Wiertarki
Wiertarki przeznaczone do obróbki otworów przy zastosowaniu narzędzi, które
wykonują ruch główny obrotowy i ruch posuwowy prostoliniowy. Do najczęściej
wykowanych na nich operacji należą wiercenie pełne i wtórne, pogłębienie rozwiercanie i
gwintowanie.
Wśród rodzajów wiertarek można wyróżnić wiertarki stołowe, słupowe, stojakowe,
promieniowe, rewolwerowe itd.
25
Końcówki wrzecion są zaopatrzone w końcówki ze stożkiem Morse’a, w którym można
bezpośrednio mocować narzędzia albo za pośrednictwem uchwytu 3-szczękowego
samocentrującego.
W
celu
zwiększenia dokładności wykonania otworów przyrządy obróbkowe
zaopatruje się w tulejki wiertarskie.
Frezarki
Frezarki są obrabiarkami, których głównym przeznaczeniem jest obróbka płaszczyzn
i różnego rodzaju rowków.
Do najczęściej rozpowszechnionych odmian frezarek należą: wspornikowe, narzędziowe,
łożowe, wzdłużne, karuzelowe, kopiarki, do gwintów.
Najczęściej spotykane są frezarki wspornikowe, wśród których wyróżniamy: frezarki
poziome i pionowe oraz uniwersalne.
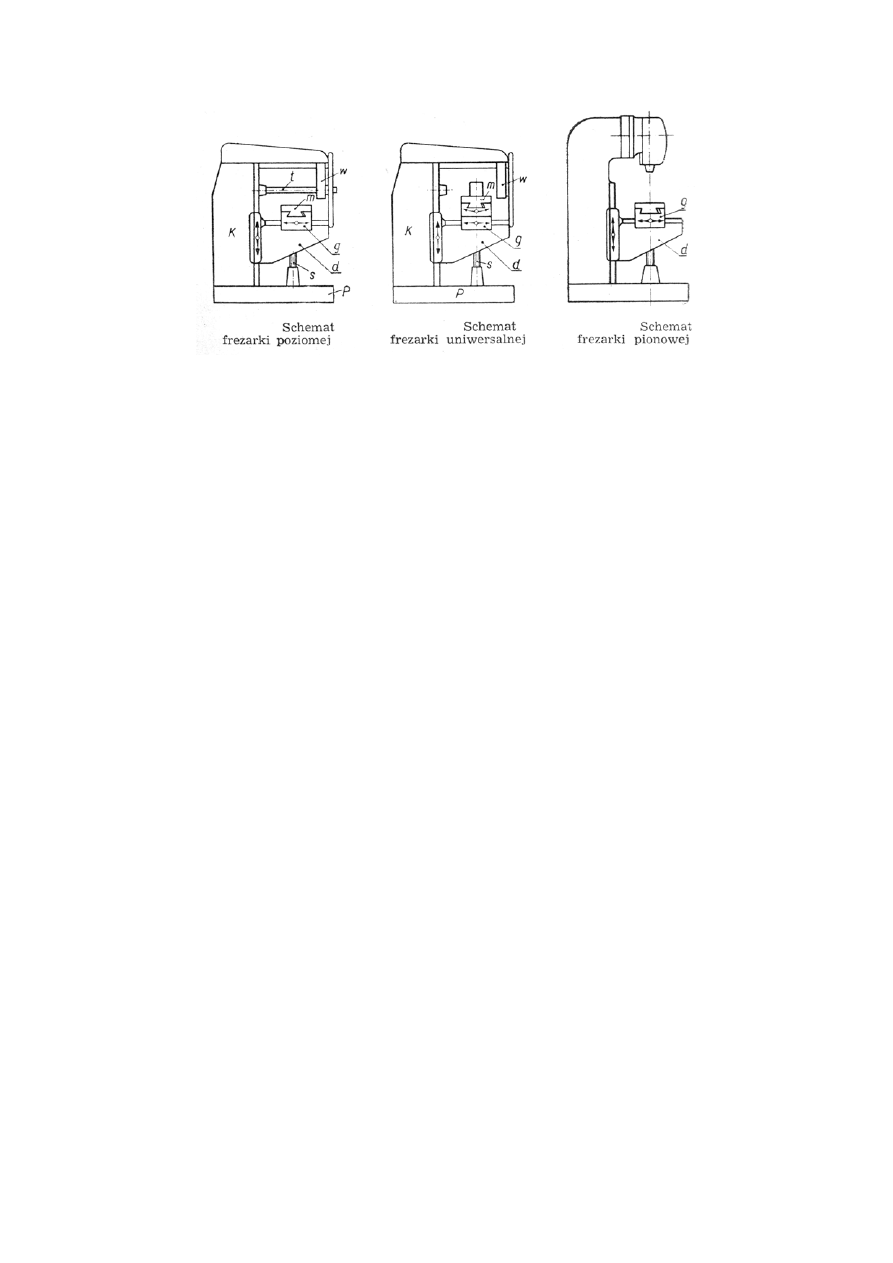
26
Jak widać ze schematów przedstawionych na rysunkach, charakterystyczną cechą
wszystkich frezarek wspornikowych jest stół umocowany na wsporniku, przesuwającym się w
kierunku pionowym. Stół przesuwa się na prowadnicach wspornika krzyżowo w płaszczyźnie
poziomej, wobec czego przedmiot zamocowany na stole może być przemieszczany wraz ze
stołem w dowolnym kierunku. We frezarkach uniwersalnych stół ma poza tym możność
skrętu wokół osi pionowej o kąt do 45°. Wrzeciono frezarek wspornikowych ma tylko ruch
główny. Przedmiot jest mocowany na stole i otrzymuje ruch posuwowy. Napęd posuwu jest
ręczny lub mechaniczny. Głębokość skrawania reguluje się przez odpowiednie podnoszenie
lub opuszczanie stołu.
Wrzeciona frezarki zaopatrzone są w końcówkę z gniazdem stożkowym oraz zabierakami
służącymi do przeniesienia napędu. Można w nich osadzać głowice frezowe lub frezy
trzpieniowe, a w przypadku frezarek wspornikowych trzpienie frezarskie do mocowania
frezów nasadzanych.
W przypadku frezarek pionowych oś wrzeciona jest pionowa i na wrzecionie mocujemy np.
frezy czołowe i czołowe-walcowe.
Przyrządy mocuje się do ruchomego stołu frezarki. Mogą to być różnego rodzaju imadła,
przyrządy szczękowe samocentrujące i pryzmowe.
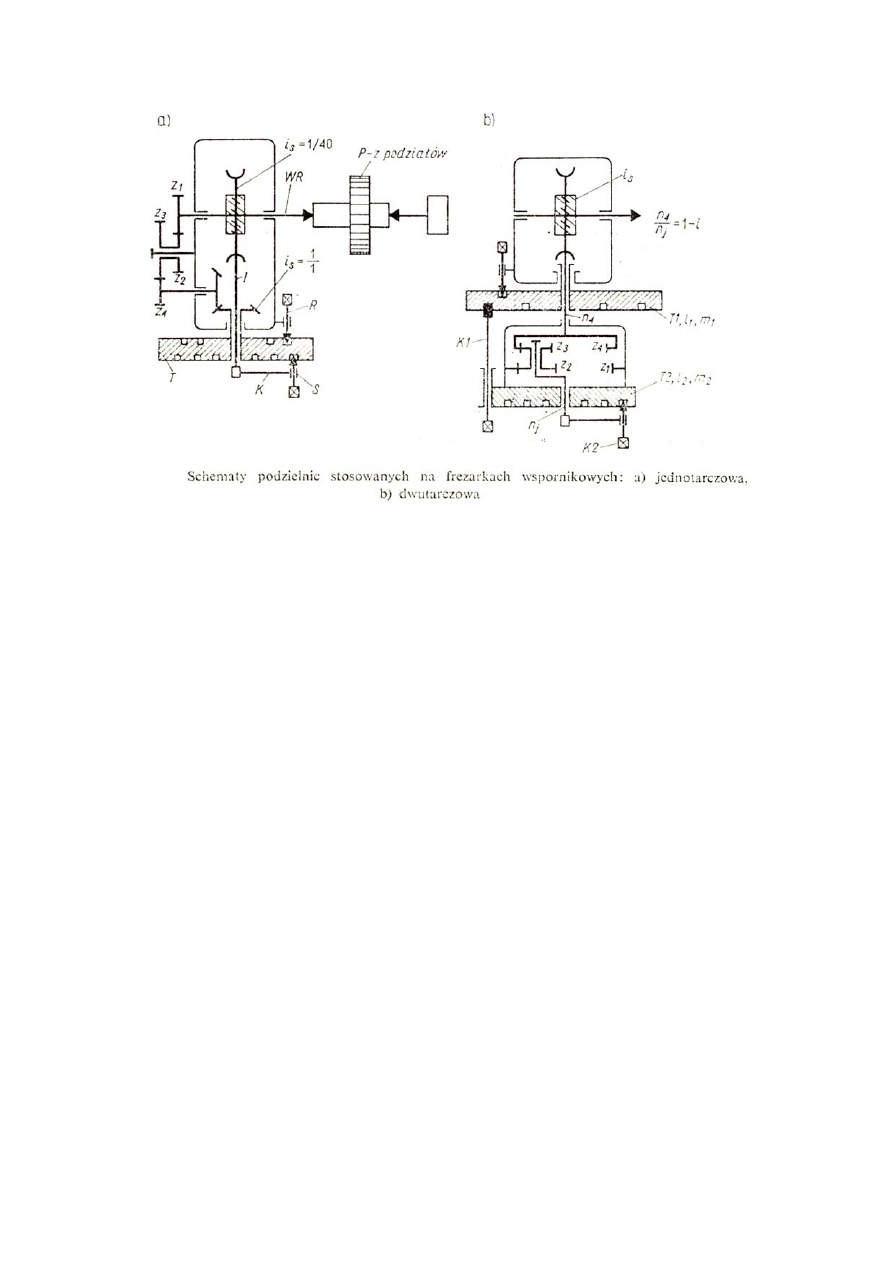
Podzielnice
rozszerzają zakres prac wykonywanych na frezarkach wspornikowych,
związanych z dzieleniem, jak:
dzielenie pełnego kąta na części — nacinanie kół zębatych (jednostkowa produkcja w
warsztatach remontowych), wykonywanie rowków wiórowych we frezach,
rozwiertakach itp., nacinanie tarcz podziałowych, łbów śrub, wałków
wielowypustowych;
dzielenie na części odcinków linii prostych: podziałki, zębatki;
nacinanie rowków śrubowych w walcowych kołach zębatych o zębach według linii
śrubowej, w wiertłach krętych;
wykonywanie krzywek o zarysie spirali Archimedesa.
W praktyce stosuje się wiele typów podzielnic. Najczęściej spotykane są podzielnice
jednotarczowe (uniwersalne) i podzielnice dwutarczowe.
27

28
PROJEKTOWANIE PROCESÓW TECHNOLOGICZNYCH
Pojęcia podstawowe - materiały wyjściowe, surówki, półwyroby i wyroby
Materiały wyjściowe (surowce)
- są to materiały w takiej postaci, w jakiej wychodzą
z wydziałów surowcowych hut, np. pręty walcowane, blachy itp.
Surówki są to materiały wyjściowe po przejściu procesów technologicznych warsztatów
przygotowawczych, np. odlewy, odkuwki, wytłoczki, wypraski, pocięte pręty, wstępnie
pocięta blacha itp. Surówka nie zawsze występuje przy wytwarzaniu części, np. przy toczeniu
pręta na rewolwerówce z materiału wyjściowego (pręta) otrzymuje się od razu gotową część.
W wielu przypadkach sama surówka może być od razu gotową częścią.
Półwyroby (półfabrykaty)
są to surówki w trakcie obróbki, tj. przy zaczętym, ale
niedokończonym procesie technologicznym obróbki.
Wyrobami ewentualnie produktami nazywa się przedmioty produkcji wymienione w
planie produkcji towarowej przedsiębiorstwa. Zależnie od programu zakładu wyrobem może
być całe skomplikowane urządzenie, maszyna lub aparat, jak i prosta część, ewentualnie
odlew czy odkuwka. Dla zakładu produkującego samochody wyrobem będzie samochód, dla
fabryki śrub — śruby, dla zakładu odlewniczego — odlew.
Przy rozbijaniu wyrobu na elementy składowe technolog z punktu widzenia montażu
rozbija wyrób na zespoły montażowe, konstruktor z punktu widzenia współdziałania części
— na układy konstrukcyjne.
Wyroby jednego zakładu, wydziału lub stanowiska roboczego mogą być półwyrobami,
częściami lub zespołami nabywanymi przez inny zakład albo przekazywanymi do innego
wydziału lub stanowiska roboczego
Zespół,
zgodnie z normą PN 64/M-01151, jest to zbiór określonej liczby części połączonych
w taki sposób, że tworzą składową część wyrobu o określonej funkcji, np. tłok silnika
spalinowego z korbowodem, sworzniem i pierścieniami, silnik samochodu itp. Przy montażu
operuje się zespołem jako fizycznie jedną całością.
Elementy składowe procesu technologicznego
Proces technologiczny
– to część procesu produkcyjnego w czasie którego ulega zmianie
kształt i właściwości obrabianego materiału.
Proces produkcyjny
zespołu składa się z szeregu procesów technologicznych prowadzonych
na elementach składowych wytwarzanego zespołu.
Operacja
jest zamkniętą częścią procesu technologicznego, wykonaną na określonym
elemencie na jednym stanowisku roboczym, bez przerwy na wykonywanie innej pracy.
W skład
operacji
wchodzą:
1.
Zamocowanie
– zespół czynności obróbkowych wykonywanych podczas operacji bez
zmiany zamocowania elementu w uchwycie.
2.
Pozycja
– zespół czynności obróbkowych wykonanych podczas operacji bez zmiany
położenia P.O. względem ostrza narzędzia.
3.
Zabieg
– zespół czynności obróbkowych wykonywanych w czasie operacji na tej samej
powierzchni, przy stałych parametrach obróbkowych, bez zmiany narzędzia.
4.
Przejście
– zespół czynności obróbkowych w czasie zabiegu przy zdejmowaniu jednej
warstwy materiału z powierzchni obrabianej.

29
Elementy projektowania procesu technologicznego
Procesy technologiczne dla tej samej części mogą być różnie zaprojektowane. Jednym
z najważniejszych czynników wpływających na proces jest wielkość produkcji. W przypadku
produkcji znacznej liczby wyrobów można przeznaczyć na opracowanie procesu
technologicznego więcej środków niż przy produkcji małej liczby wyrobów. Jeżeli produkcja
ma potrwać przez dłuższy okres czasu można na opracowanie procesu przeznaczyć również
więcej czasu.
Ze względu na wielkość rozróżnia się następujące rodzaje produkcji:
1. jednostkową,
2. małoseryjną,
3. seryjną,
4. wielkoseryjną,
5. masową.
Produkcję jednostkową
cechuje mała liczba wykonywanych przedmiotów oraz jednora-
zowość wykonania. Znaczy to, że zamówienie na taki sam produkt już się nie powtórzy lub
powtórzy się po upływie dłuższego czasu. Z tego powodu produkcję jednostkową wytwarza
się na obrabiarkach ogólnego przeznaczenia, stosując w zasadzie oprzyrządowanie uniwer-
salne i narzędzia produkowane seryjnie. Produkcja jednostkowa oparta jest zwykle na
uproszczonych kartach technologicznych lub tylko na rysunkach gotowych części. Części
wykonane taką metodą nie spełniają zazwyczaj warunku zamienności i w związku z tym są
dopasowywane do określonego urządzenia. Produkcja jednostkowa wymaga zazwyczaj
zatrudnienia wszystkich niemal pracowników o wysokich kwalifikacjach zawodowych.
Występuje znaczny udział obróbki ręcznej.
Produkcję seryjną
cechuje średnia liczba wytwarzanych produktów oraz systematyczne
powtarzanie się takich samych serii. Produkcję seryjną przeprowadza się na obrabiarkach
ogólnego przeznaczenia oraz częściowo na obrabiarkach specjalizowanych. Stosuje się przy
tym szereg przyrządów i narzędzi specjalnych. Przygotowanie takiej produkcji jest staranniej-
sze, a dokumentacja służąca za podstawę produkcji określa przebieg procesu wytwarzania. W
produkcji seryjnej osiąga się znaczny stopień zamienności części przy częściowym zachowa-
niu pasowania. Obróbka ręczna występuje sporadycznie.
Dzięki dobremu przygotowaniu produkcji i podzieleniu jej na czynności proste można za-
trudnić przy tym systemie wytwarzania obok pracowników o wysokich kwalifikacjach
znaczny procent pracowników niewykwalifikowanych.
Produkcję masową
cechuje wielka liczba wytwarzanych przedmiotów oraz ciągłość pro-
dukcji. Produkcję masową przeprowadza się na obrabiarkach specjalizowanych i specjalnych
z zastosowaniem specjalnych przyrządów i narzędzi upraszczających obsługę urządzeń. Pro-
dukcję masową przygotowuje się bardzo dokładnie, a proces wytwarzania dzieli się na bardzo
proste czynności. Często zamiast podziału na operacje proste stosuje się automatyzację pro-
dukcji. Dzięki temu zmniejsza się udział człowieka w procesie wytwarzania oraz skraca się
czas wytwarzania produktu. W obsłudze urządzeń w produkcji masowej są zatrudnieni w cha-
rakterze ustawiaczy pracownicy o bardzo wysokich kwalifikacjach, a obok nich operatorzy
nie posiadający wysokich kwalifikacji zawodowych.
30
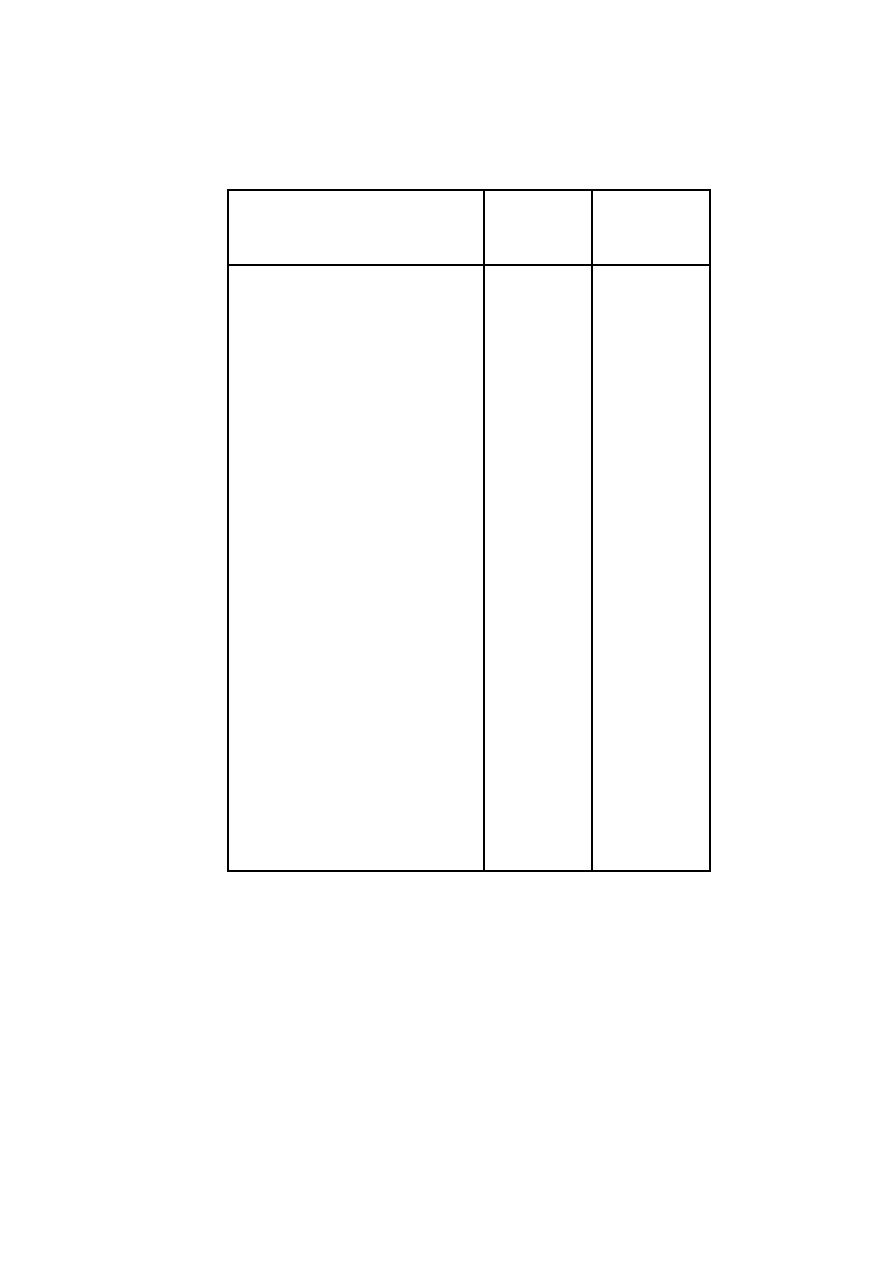
Program roczny
Rodzaj produkcji
ciężkie
średnie lekkie
jednostkowa
do 5
do 10
do 50
małoseryjna
5 - 100
100 – 200
100 – 500
seryjna
100 – 300
200 – 500
500 – 5000
masowa
> 1000
> 5000
> 50 000
Projektowanie surówki
Przed przystąpieniem do opracowania procesu technologicznego należy określić rodzaj
i wymiary materiału wyjściowego lub surówki.
Surówki można podzielić na:
- wyroby walcowane (walcówki) – pręty okrągłe, kwadratowe, sześciokątne, płaskowniki
i kształtowniki,
- wyroby
spawane,
- wyroby
ciągnione – pręty okrągłe, kwadratowe, rury,
- odkuwki – swobodne i matrycowe,
- odlewy – wykonane różnymi metodami,
- wyroby wykrawane i wytłaczane z blachy,
- półfabrykaty otrzymane technologią metalurgii proszków.
- .
Czynnikami wpływającymi na dobór surówki są:
- wielkość produkcji,
- kształt przedmiotu
- materiał przedmiotu.
Przy projektowaniu wymiarów surówki należy przewidzieć tzw. naddatki na obróbkę, które
stanowią warstwę materiału, która powinna być usunięta z surówki dla otrzymania gotowej
części.
Należy przy tym wziąć pod uwagę następujące czynniki:
- dokładność odwzorowania kształtu i wymiarów części zależnie od sposobu wykonania
surówki,
- uszkodzenie warstwy wierzchniej w procesie wytwarzania surówki,
- zmiany strukturalne w warstwie wierzchniej.
Poza tym rozpatrując daną powierzchnię elementu, należy określić, jakim rodzajem obróbki
daną powierzchnię można wykonać: obróbką zgrubną, zgrubną i wykańczającą lub zgrubną
kształtującą i wykańczającą.
Następnie określamy wielkość naddatków, które trzeba zdjąć przy poszczególnych rodzajach
obróbki. Sumując je otrzymujemy całkowity naddatek na obróbkę.
Dodając całkowity naddatek do wymiaru nominalnego otrzymujemy teoretyczną wartość
danego wymiaru surówki.
Przykładowo zakładamy, że należy wykonać wałek o
φ = 25mm.

31
Przyjmujemy, że będzie wykonany z pręta ciągnionego za pomocą obróbki zgrubnej,
kształtowej i wykańczanej.
Przyjmujemy następujące warstwy naddatków (na średnicę):
- na
obróbkę zgrubną - 3mm,
- na
obróbkę kształtową – 0,9mm,
- na
obróbkę wykończającą – 0,3mm.
To daje razem 4,2mm.
Teoretyczna średnica surówki wynosi 28,2mm Z tablic wyrobów hutniczych dobieramy
najbliższą większą średnicę pręta, która wynosi
φ 30.
Dokumentacja technologiczna
Wszystkie informacje i zalecenia niezbędne do realizacji procesu technologicznego są
ujęte w dokumentach tworzących tzw. dokumentacją technologiczną.
Celem dokumentacji technologicznej jest ułatwienie pracy bezpośrednich wykonawców
i skrócenie okresu wykonywania, równocześnie jednak należy pamiętać o tym, że opracowa-
nie dokumentacji powoduje podniesienie kosztów i odsuwa moment rozpoczęcia czynności
technologicznych. Zatem dokumentacja powinna zawierać tylko takie opracowania, które
rzeczywiście są potrzebne i przyniosą oszczędności większe niż koszt ich wykonania. W
związku z tym zakres dokumentacji i szczegółowość opracowań powinny zmieniać się zależ-
nie od charakteru wyrobów, kwalifikacji załogi i przede wszystkim skali produkcji.
Karta technologiczna obróbki (plan operacyjny, przebieg obróbki)
jest podstawowym
dokumentem technologicznym podającym cały przebieg obróbki od materiału wyjściowego
do gotowej części. Karty technologiczne służą pracownikom głównego technologa przy opra-
cowywaniu rysunków pomocy warsztatowych, kart kalkulacyjnych i organizacji produkcji,
pracownikom działu planowania operatywnego — do planowania i wystawiania dokumentacji
warsztatowej (przewodników i kart roboczych), pracownikom nadzoru — do kierowania bie-
giem procesu, a przy produkcji jednostkowej, mało - i średnioseryjnej również wykonawcom
do orientacji we właściwym rozwiązywaniu procesu.
W przypadku, gdy pewne operacje danej części są wykonywane w czasie montażu, nie są
one wyszczególnione w karcie technologicznej obróbki, lecz są uwidocznione w karcie
technologicznej montażu.
Karta instrukcyjna —
jest przeznaczona dla pracownika bezpośrednio wykonującego
daną operację i powinna zawierać wszystkie informacje potrzebne do jej wykonania. Nie
należy natomiast podawać w niej zbędnych danych.
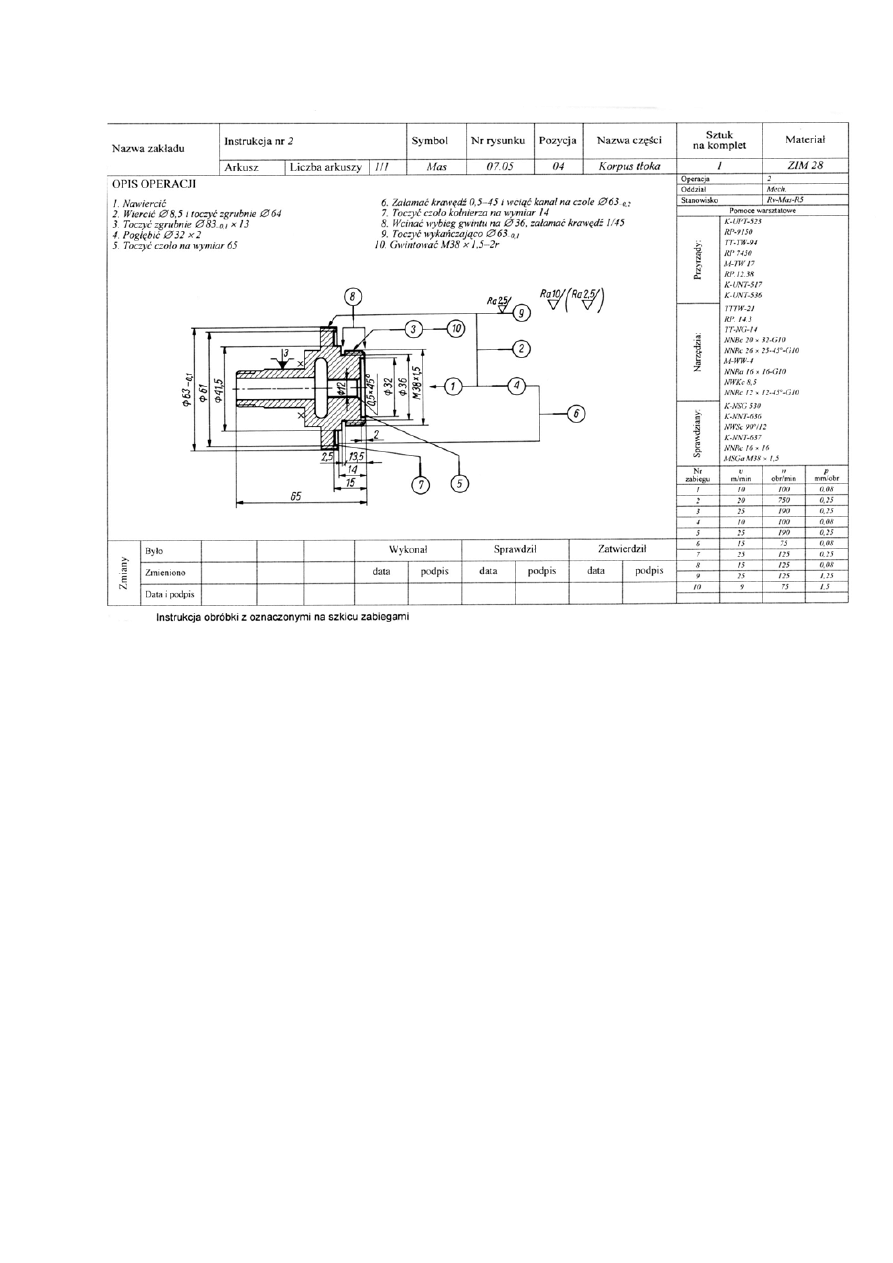
32
Na karcie należy wykonać szkic operacji, przy czym obowiązują następujące zasady:
— szkice obróbki dla danej części należy wykonać na wszystkich kartach w jednakowej
podziałce; dopuszczalne jest rysowanie potrzebnych fragmentów w większej podziałce;
— przedmiot
należy rysować w takim położeniu, w jakim znajduję się on w czasie danej
obróbki, zamieszczając taką ilość rzutów lub przekrojów, jaka jest niezbędna do
przedstawienia wszystkich powierzchni obrabianych w danej operacji; nie należy
natomiast wprowadzać na rysunek szczegółów nieistotnych dla danej operacji;
— na każdym szkicu oznacza się grubymi liniami powierzchnie obrabiane i zamieszcza się
wymiary otrzymywane w wyniku danej operacji, dopuszczalne odchyłki wymiarowe i
klasę gładkości (wg PN) obrobionych powierzchni;
— na szkicu należy w sposób schematyczny, posługując się załączoną tabelą umownych
oznaczeń, przedstawić sposób bazowania i mocowania części oraz ewentualne
ustawienie narzędzi w stosunku do obrabianej powierzchni;
— na szkicu umieszcza się również uwagi specjalne dotyczące wymagań w odniesieniu
do równoległości, prostopadłości, bicia powierzchni itd.
33
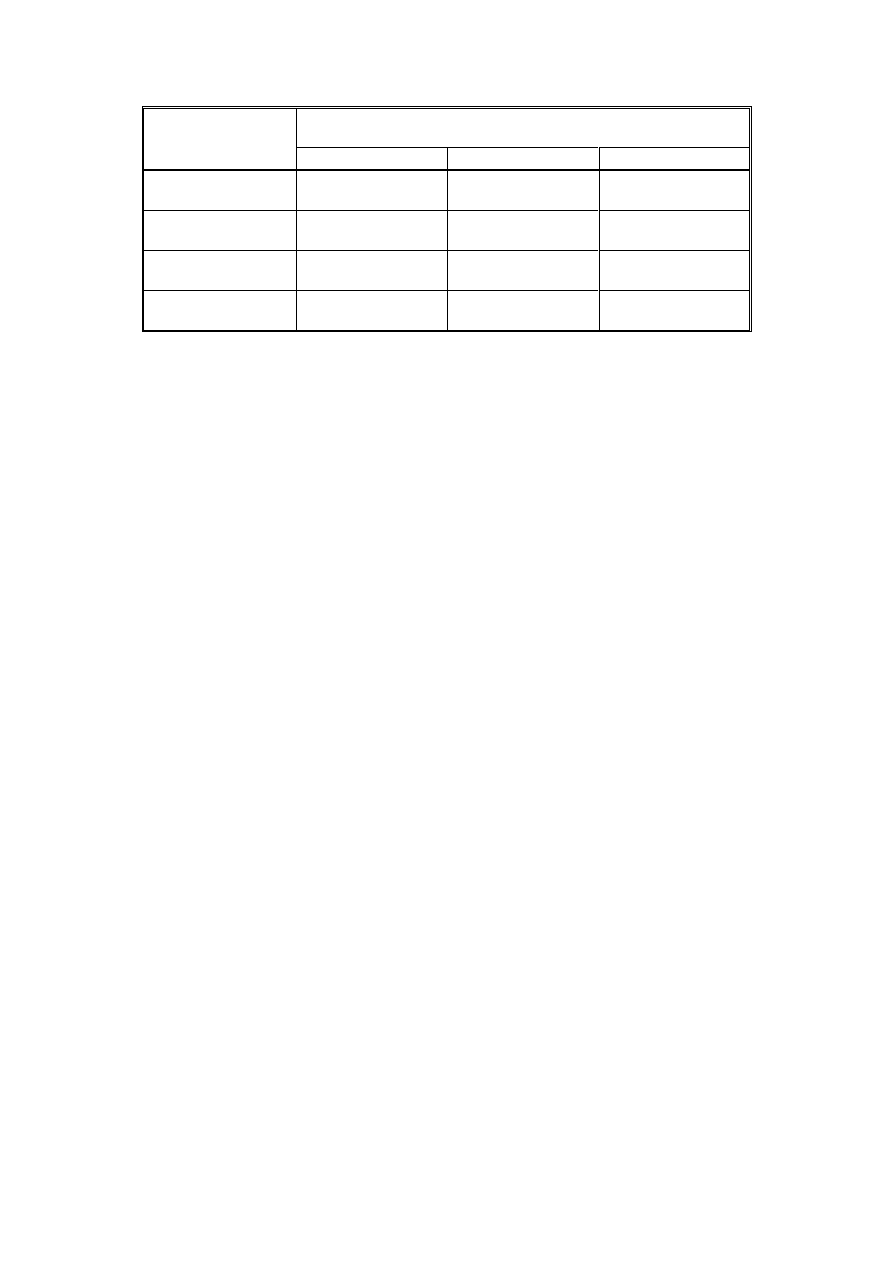
Parametry chropowatości i klasy dokładności dla poszczególnych
metod obróbki skrawaniem
Rodzaj obróbki
R
a
klasa
dokładności
toczenie
zgrubne
kształtujące
wykańczające
wiercenie i pogłębianie
rozwiercanie
zgrubne
wykańczające
frezowanie
zgrubne
wykańczające
szlifowanie
zgrubne
kształtujące
wykańczające
polerowanie
docieranie
20
2,5 – 10
0,63 – 1,25
5 – 20
1,25 – 5
0,32 – 0,63
20
1,25 – 10
1,25 – 2,5
0,32 – 0,63
0,16 – 0,32
0,02 – 0,32
0,01 – 0,32
12 - 14
9 – 11
7 – 9
11 – 12
9 – 10
6 – 8
11 – 14
9 – 10
8 – 10
7 – 9
5 – 7
--
6 - 10
Wyszukiwarka
Podobne podstrony:
białucki,technologia materialów inżynierskich,WYTWARZANIE STALI
inzynieria wytwarzania sprawozdanie 2
Inżynieria wytwarzania metody łączenia
Inzyniera Wytwarzania w opracowanie w doc i sciaga
Inzynieria wytwarzania wyklady 2
2 Czynniki warunkujące rozwój inżynierii wytwarzania metali
techniki wytwarzania, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
Inżynieria wytwarzania
Inżynieria wytwarzania egzamin2
INZYNIERIA WYTWARZANIA.Przerobka Plastyczna.2013 email nr 2, Materiały polibuda, semestr V, Przeróbk
Spawanie TIG, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
INZYNIERIA WYTWARZANIA.Przerobka Plastyczna.2013 email nr 2
inzynieria wytwarzania sprawozdanie 1
Inzynieria wytwarzania 1
frezowanie, INŻYNIERIA WYTWARZANIA
Inzynieria wytwarzania 4
projekt Inżynieria Wytwarzania
więcej podobnych podstron