M Feld TBM324
324
8. Projektowanie procesu technologicznego części klasy wał
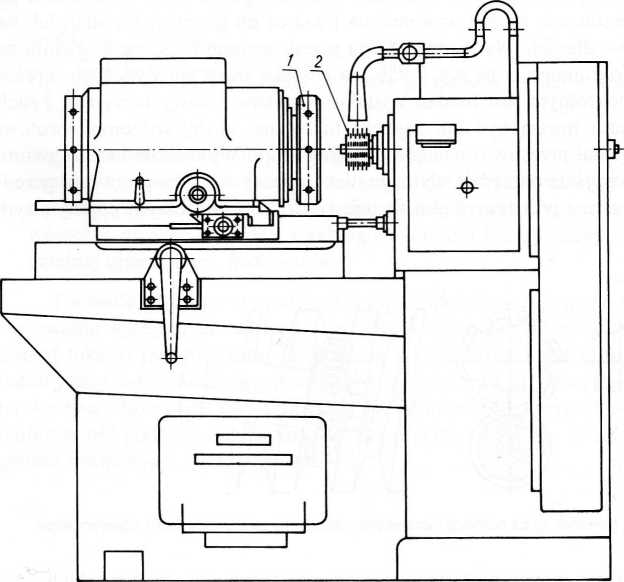
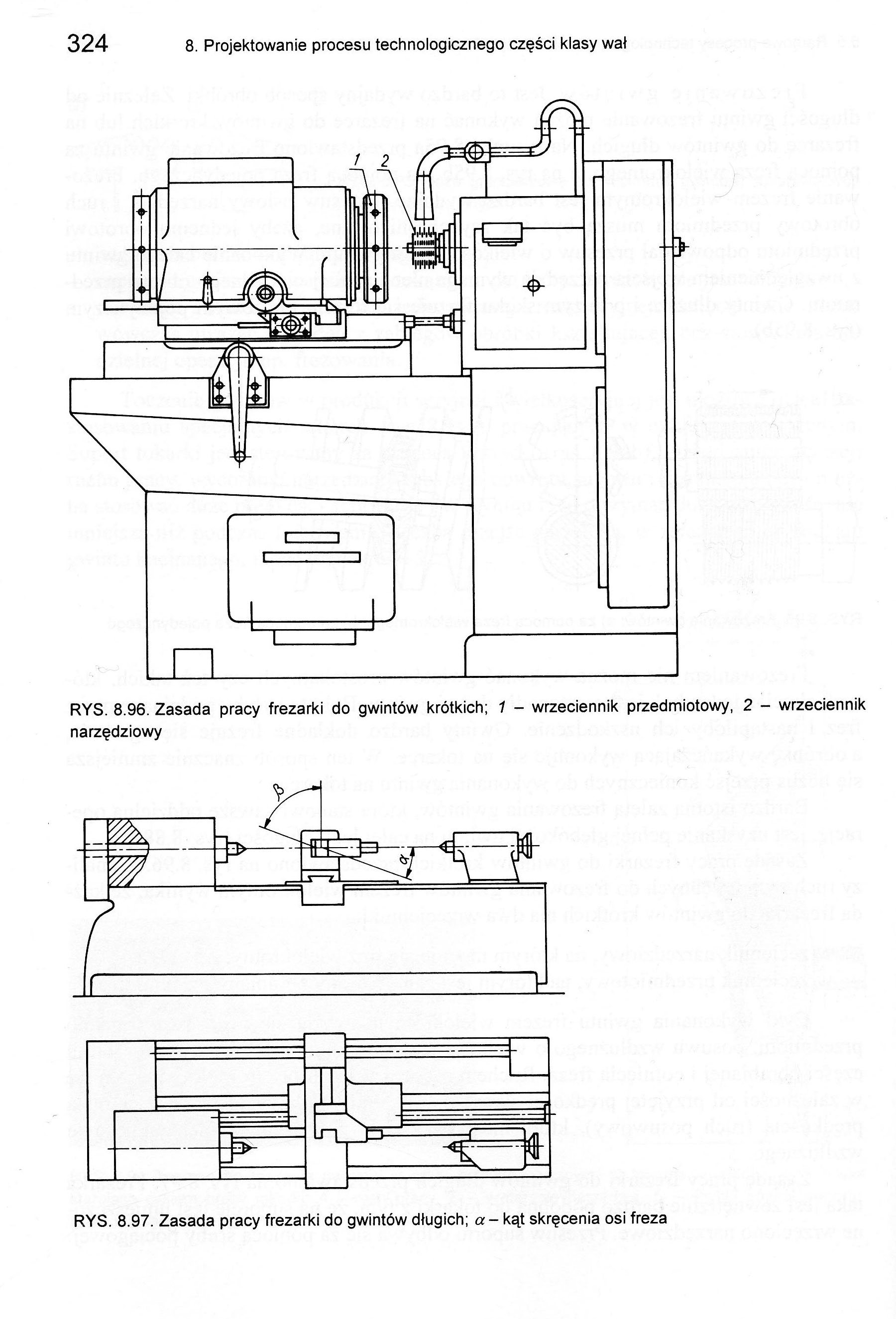
RYS. 8.96. Zasada pracy frezarki do gwintów krótkich; 1 - wrzeciennik przedmiotowy, 2 - wrzeciennik narzędziowy
|
„ęr |
ar'—i—> . _ | ||
|
~w |
_p |
\ f | |
|
( |
_J- | ||
|
If H | |||
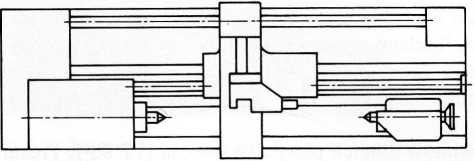
RYS. 8.97. Zasada pracy frezarki do gwintów długich; a- kąt skręcenia osi freza
Wyszukiwarka
Podobne podstrony:
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
M Feld TBM348 348 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.130. Układ roboc
M Feld TBM346 346 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.127. Efektywna d
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
więcej podobnych podstron