W
ykonanie jakiegokolwiek odlewu wymaga sporz¹-
dzenia modelu detalu, który mamy zamiar wypro-
dukowaæ. Je¿eli chodzi o stosunkowo proste
kszta³ty maszynowe, doœæ ³atwo mo¿na wykonaæ mo-
del z dowolnego materia³u, daj¹cego siê ³atwo obra-
biaæ, takiego jak: drewno, ¿ywice epoksydowe, ró¿ne
masy plastyczne z modelin¹ w³¹cznie. Problem kompli-
kuje siê, gdy w grê wchodz¹ du¿e wymagania dok³ad-
noœciowe. Nale¿y uwzglêdniæ skurcz odlewniczy i ró¿-
ne inne zjawiska, bêd¹ce skutkiem stygniêcia roztopio-
nego metalu, a powoduj¹ce b³êdy kszta³tu. Po próbie
odlewania czêsto trzeba wielokrotnie poprawiaæ model,
a czasem wykonaæ go na nowo, uwzglêdniaj¹c wyniki
wstêpnych prób.
Na tle tych trudnoœci, a tak¿e w zwi¹zku z opa-
nowan¹ ju¿ technik¹ „prowadzenia czegokolwiek” pod
komend¹ programu komputerowego, ponad 20–25 lat
temu pojawi³a siê technologia Rapid Prototyping.
Pojawienie siê tej technologii jest typowym przy-
k³adem rozwijania siê i rozga³êziania technik, w zasa-
dzie identycznych, jeœli idzie o zasadê dzia³ania, a ró¿-
ni¹cych siê jedynie moc¹, wielkoœci¹ i rodzajem narzê-
dzi prowadzonych. Z ca³ego szeregu ró¿nych urz¹dzeñ,
opartych o tê sam¹ zasadê komputerowego sterowania
organem roboczym, doœæ bêdzie wymieniæ te najbar-
dziej rozpowszechnionych. S¹ to wiêc:
– najstarsze – plotery do wykreœlania rysunków tech-
nicznych,
– urz¹dzenie do laserowego wycinania z³o¿onych
kszta³tów z arkuszy blach,
– podobne urz¹dzenie, ale uzbrojone w palnik acetyle-
nowo-tlenowy,
– kolejne urz¹dzenia; ale wycinaj¹ce strumieniem wo-
dy, podawanej pod ciœnieniem ok. 200 MPa, z zawie-
sin¹ proszku œciernego; technika „Hydrojet”,
– frezarki i tokarki 2D i 3D i inne.
Urz¹dzenia z grupy Rapid Prototyping tworz¹
model lub prototyp detalu, formuj¹c go z tworzywa fi-
nalnego (np. z metalu) lub z wosku odlewniczego.
Du¿¹ grupê stanowi¹ tzw. „drukarki 3D”, mode-
luj¹ce z wosku kszta³t przysz³ego odlewu.
Nieco marginalnym, ale bardzo efektownym za-
stosowaniem tej techniki jest tworzenie modeli jubiler-
skich: pierœcionków, kolczyków itp., których kszta³ty
przyprawiaj¹ „normalnego” z³otnika o ból g³owy!
j a k t o d z i a ł a
3
34
4
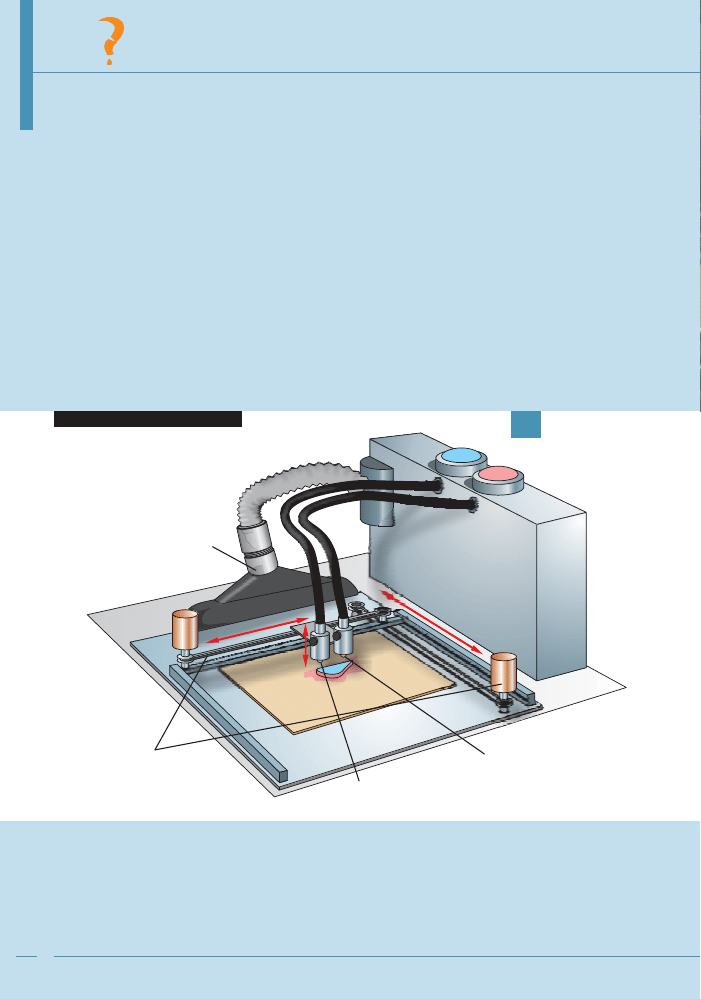
odsysanie
par parafiny
dysza parafiny modelowej
dysza parafiny ochronnej
serwomechanizmy napêdu
ruchów roboczych dysz
1
Budowa drukarki 3D
Drukarka 3D
K a z i m i e r z T o p ó r
Jak dzia³a taka drukarka? Bardzo prosto! Wyo-
braŸmy sobie zwyk³¹ drukarkê atramentow¹, która dru-
kuje wielokrotnie w tym samym miejscu np. literê A.
Oczywiœcie powstanie nawarstwienie atramentu.
A gdyby zamiast atramentu u¿yæ substancji, daj¹cej
pewn¹ gruboœæ warstwy, np. 0,02 mm i po ka¿dym wy-
drukowaniu obni¿aæ stolik urz¹dzenia o te 0,02? To co?
No w³aœnie to jest to! T¹ substancj¹ jest stearyna,
o specjalnych w³aœciwoœciach i doœæ wysokiej tempe-
raturze topnienia. Ca³oœæ urz¹dzenia (
) zewnêtrznie
przypomina zwyk³¹ drukarkê, mo¿e nieco wiêksz¹. Ste-
aryna podawana jest dwoma dyszkami: jedna w kolo-
rze niebieskim – to jest w³aœciwy model, a druga w ko-
lorze czerwonym – warstwa ochronna (
) . Ochrona
modelu – niebieskiego – jest konieczna z uwagi na na-
stêpuj¹ce po ka¿dej warstwie wyg³adzanie ostrym no-
¿em, co mog³oby uszkodziæ delikatn¹ strukturê kszta³tu
szczególnie finezyjnego.
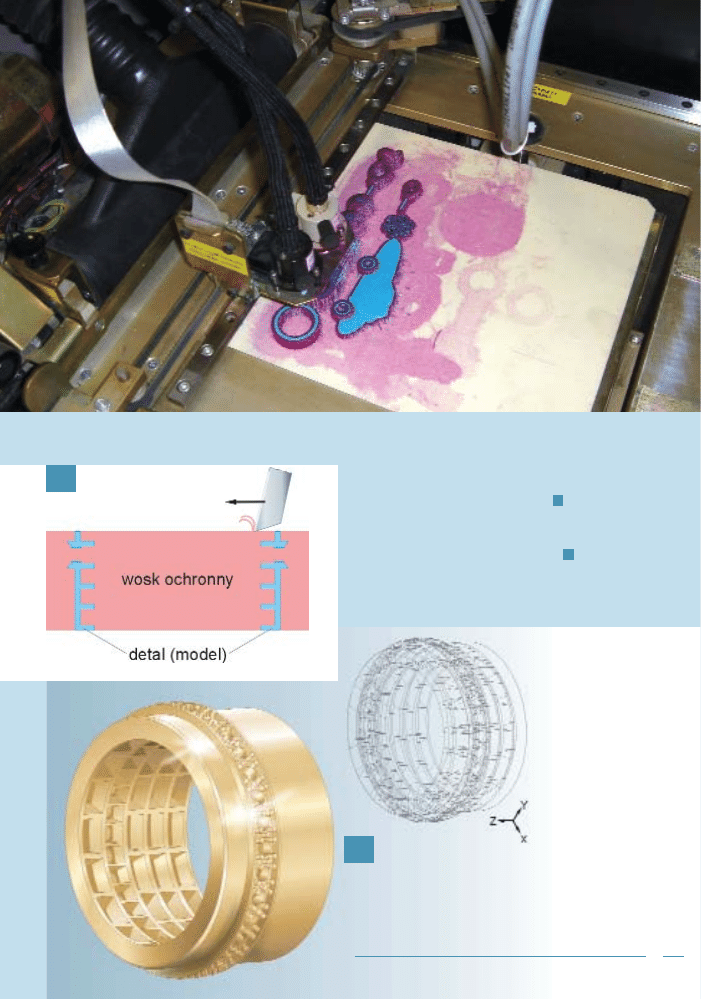
Obie te ste-
aryny ró¿ni¹ siê
w³aœciwoœciami:
tê ró¿ow¹ po wy-
konaniu ca³ego
modelu rozpusz-
cza siê i wyp³uku-
je z zakamarków
modelu za pomo-
c¹ specjalnych
rozpuszczalników,
po czym pozostaje
niebieski model,
czêsto tak delikat-
ny, ¿e proste
wziêcie go do rêki
ju¿ jest niebez-
pieczne!
Jak to wszystko tak po kolei dzia³a? WyobraŸmy
sobie, ¿e do jubilera przychodzi klient i próbuje mu wy-
jaœniæ i narysowaæ, jaki to mianowicie pierœcionek
chcia³by zamówiæ. Na podstawie tej rozmowy i szki-
ców odrêcznych, projektant, pracuj¹cy oczywiœcie w je-
dnym ze znanych programów 3D (Solid Works, Rhinoce-
2
1
3
35
5
2
3
Trójwymiarowy pro-
jekt pierścionka
ros, Katia, Matrix itp.), wykonuje projekt komputerowy
zamawianej bi¿uterii np:
– pierœcionek. Nawet po-
bie¿ny rzut oka na te rysunki wystarczy, ¿eby sobie
uzmys³owiæ absolutn¹ niemo¿liwoœæ wykonania mode-
lu woskowego dla takich detali w technologii rêcznej.
Zwraca uwagê delikatnoœæ kszta³tów i gabaryty. Pier-
œcionek ma kasetony wewn¹trz po to, ¿eby palec siê
nie poci³, a tak¿e, ¿eby jego ciê¿ar nie by³ nadmiernie
du¿y: to w koñcu z³oto!
Narysowany przez projektanta detal mo¿na wy-
koñczyæ, nadaæ mu postaæ niemal zdjêcia gotowego
wyrobu. Mo¿na te¿ okreœliæ ciê¿ar, a co za tym idzie,
doœæ dok³adnie obliczyæ cenê. Jeœli klient akceptuje
projekt, wtedy rusza drukarka 3D i wykonuje model
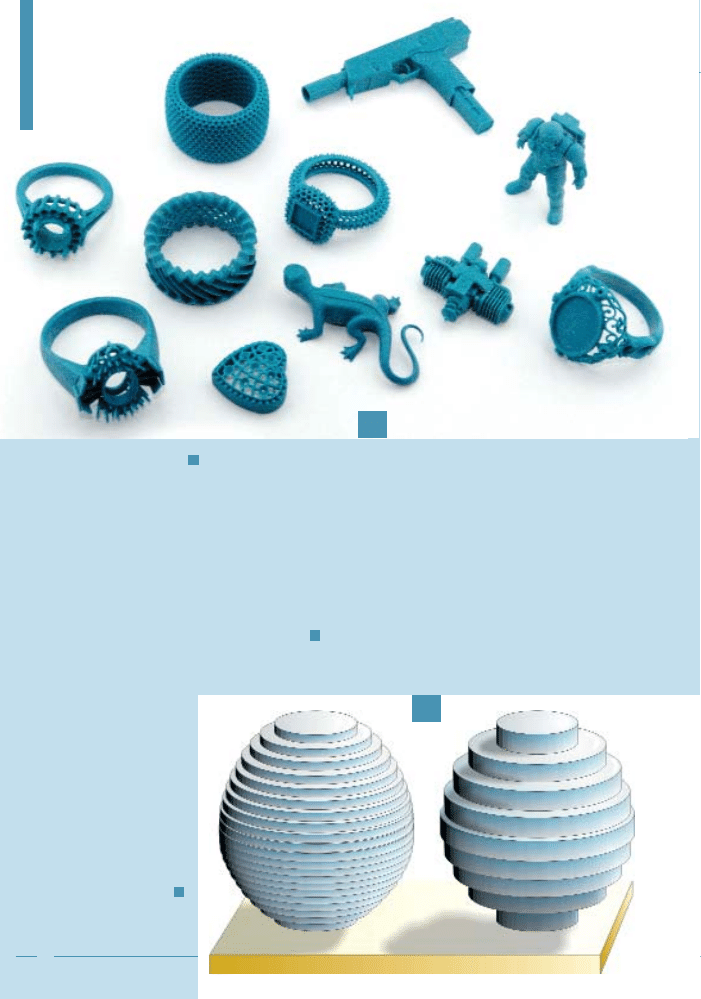
woskowy. Przyk³ady podobnych modeli ilustruje
.
Poniewa¿ drukarka nak³ada warstwê po war-
stwie, model ma charakter „jaskó³czego gniazda”. Pre-
cyzja jego wykonania zale¿y od tego, na jak¹ gruboœæ
warstwy nastawimy
urz¹dzenie. Drukarka pre-
zentowana na zdjêciach
mo¿e nak³adaæ wosk
warstwami o gruboœci
minimum 12,7 µm lub
maksimum 76,2 µm. De-
cyzja: kiedy jakiej grubo-
œci u¿yæ, zale¿y w³aœnie
od ¿¹danej dok³adnoœci
wykonania modelu.
A wiêc: im cieñsza
jest warstwa, tym lepsza
jest koñcowa jakoœæ
zw³aszcza nachylonych
powierzchni. Rysunek
ilustruje wy¿ej opisan¹
zasadê i jej ujemny
wp³yw na stan po-
wierzchni.
Uzyskany w ten sposób model s³u¿y do wykona-
nia odlewu z metalu technik¹ tzw. „wosku traconego".
Zalewa siê po prostu model mas¹ gipsow¹ (gips specjal-
ny) i po wysuszeniu wygrzewa w piecu. Przez pozosta-
wione w tym celu kana³y wylewa siê roztopiony wosk, a
w gipsie pozostaje pusta przestrzeñ, bêd¹c¹ negaty-
wem detalu. W tê pust¹ przestrzeñ wlewa siê metal:
z³oto lub srebro i po ostygniêciu rozbija gipsow¹ formê.
Po wykoñczeniu, wycyzelowaniu i polerowaniu,
jeszcze tylko kamienie i pierœcionek jest gotowy! Dziêki
technologii Rapid Prototyping wykonanie modelu wo-
skowego (dawniej wykonywanego rêcznie!) trwa po-
nad 10-krotnie krócej, jest wielokrotnie tañsze i dok³ad-
niejsze.
Bior¹c pod uwagê ró¿norodnoœæ kszta³tów jubi-
lerskich, technologia ta zdobywa coraz wiêksz¹ liczbê
zwolenników, a dla klientów stanowi mo¿liwoœæ zamó-
wienia bi¿uterii marzeñ!
!
5
4
3
3
36
6
warstwy cienkie
warstwy grube
4
5
Modele odlewnicze wykonane opisywaną metodą
Wyszukiwarka
Podobne podstrony:
Drukarki 3D firmy Z Corporation
Drukarki 3D firmy Z Corporation
Drukarki 3D 08 12 2010
Z pomocą drukarki 3D wydrukowano bijące serce
Przestrzenie 3D
Drukarki
3d i holografia
3d) Leishmania donovani
Blender 3D Materiały Texturowanie UV Map
Oferta RM 3D
CEREBRAL VENTICULAR ASYMMETRY IN SCHIZOPHRENIA A HIGH RESOLUTION 3D MR IMAGING STUDY
r00-5 popr, Informatyka, 3D Studio Max 4
drukarki, c++ warzne, UTK
Instalacja drukarki sieciowej
drukarstwo
3D
Laboratorium 4 Grafika 3D
14 WMiMB w3 Redukcja Statyka 3D
więcej podobnych podstron