Warsztaty
26
KWIECIEÑ 2001
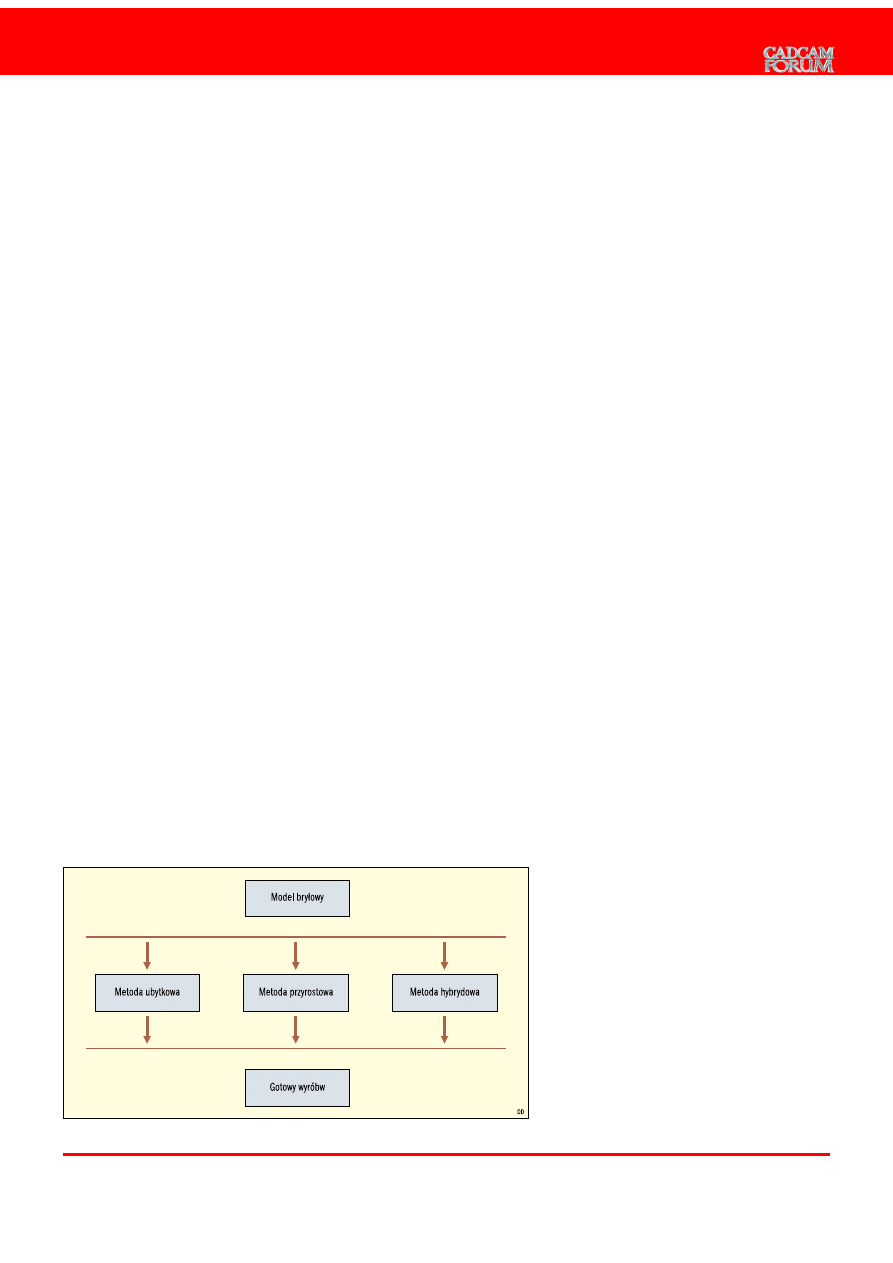
O sposobach wytwarzania pisalimy ju¿ w artykule
otwieraj¹cym rubrykê Warsztaty w CADCAM FORUM
nr 1/2001. Zamiecilimy wówczas rysunek przedstawia-
j¹cy sposoby tworzenia detalu na podstawie modelu
bry³owego.
Wyrób tworzony jest metod¹ ubytkow¹, przyrostow¹
lub hybrydow¹. Myl¹c o systemach CAM, mamy najczê-
ciej na uwadze systemy do programowania skrawaj¹-
cych obrabiarek CNC, które wykorzystywane s¹, oczywi-
cie, w produkcji metod¹ ubytkow¹. Zajmijmy siê jednak
najpierw metod¹ przyrostow¹.
Metody przyrostowe i hybrydowe
W metodach przyrostowych model powstaje w wyni-
ku nanoszenia kolejnych warstw materia³u. Metody te
najczêciej wykorzystywane s¹ w Rapid Prototyping i
opisywane ju¿ by³y na ³amach CADCAM FORUM (nr
5, 6 i 7/99). W zale¿noci od metody RP warstwy zostaj¹
spiekane z proszków, wycinane z papieru, tworzywa
sztucznego lub blachy, a tak¿e powstaj¹ w wyniku poli-
meryzacji ¿ywicy pod wp³ywem wiat³a lasera itd. Zainte-
Artur Grochowski
CAM komputerowe
wspomaganie
wytwarzania
Automatyzacja obrabiarek oraz skomplikowane kszta³ty wytwarzanych detali
przyczyni³y siê do powstania i rozwoju systemów CAM. Co w rzeczywistoci
kryje siê pod tym pojêciem oraz jak wygl¹da praca programów tego typu? Na te
pytania oraz wiele innych postaramy siê odpowiedzieæ w tym artykule.
resowanych tym tematem zachêcam do zapoznania siê
ze wspomnianymi artyku³ami.
Na przyk³adzie metody RP Laser Cladding (CCF nr
7/99) mo¿emy omówiæ metodê hybrydow¹. Po na³o¿e-
niu cienkiej warstwy proszku metalu stopionego wi¹zk¹
lasera (tzw. napawanie; metoda przyrostowa) warstwa
poddawana jest obróbce skrawaniem (metoda ubytko-
wa) w celu wyrównania powierzchni.
Oczywicie, metody przyrostowe i hybrydowe stosowa-
ne s¹ na specjalistycznych obrabiarkach sterowanych nu-
merycznie. Do ka¿dej z nich producenci do³¹czaj¹ specja-
listyczne programy CAM. Systemy te s¹ oferowane tylko
z konkretnymi obrabiarkami, w celu usystematyzowania
podzia³u programów CAM nale¿y o nich wspomnieæ.
Metody ubytkowe
Wytwarzanie metod¹ ubytkow¹ polega na zdejmowa-
niu kolejnych warstw materia³u. Najczêciej mylimy tu
o skrawaniu za pomoc¹ tokarek, frezarek lub wiertarek,
a tak¿e o coraz czêciej pojawiaj¹cych siê centrach
obróbczych, ³¹cz¹cych funkcje kilku obrabiarek. Do
metod ubytkowych zaliczymy równie¿ obróbkê elektro-
erozyjn¹ i ciêcie wi¹zk¹ lasera.
Jeli wymienione obrabiarki sterowane s¹ sygna³em
wysy³anym z komputera, dla ka¿dej pojawi siê kod CNC
(komputerowe sterowanie numeryczne). W przypadku
gdy obrabiarka sterowana jest kodami, mo¿emy zastoso-
waæ systemy CAM zapewniaj¹ce generowanie kodów
oraz przeprowadzenie symulacji procesów skrawania,
zu¿ycia narzêdzia i zoptymalizowanie procesu obróbki
na podstawie geometrii detalu.
Poniewa¿ systemy CAM znajduj¹ siê najwy¿ej
w hierarchii metod sterowania obrabiarkami, proponuje-
my na pocz¹tku przeanalizowaæ budowê obrabiarki oraz
rolê sterowników. Gdy ju¿ poznamy zasadê tworzenia
kodów, przejdziemy do omówienia programów CAM.
Generowanie kodów z wykorzystaniem systemów CAM
wymaga dok³adnego rozumienia kodów, co jest koniecz-
Rys. 1. Metody wytwarzania detalu.
Warsztaty
27
KWIECIEÑ 2001
ne dla weryfikowania kontrowersyjnych linii programu
oraz szybkiego wprowadzania zmian.
Podstawowymi zespo³ami wszystkich obrabiarek s¹:
silniki lub serwonapêdy zapewniaj¹ce ruch wrzeciona
oraz uk³ady pozycjonowania w poszczególnych osiach,
magazyny i g³owice narzêdziowe poruszane przez
uk³ady pneumatyczne i hydrauliczne, czujniki po³o¿enia
i czujników krañcowych, z których czytane s¹ dane o
po³o¿eniu poszczególnych podzespo³ów oraz prêdko-
ciach obrotów poszczególnych uk³adów ruchomych,
pomp zasilaj¹cych uk³ad ch³odzenia itd.
W obrabiarkach konwencjonalnych wiêkszoæ opera-
cji (wymiana narzêdzia, bazowanie lub najazd narzê-
dziem na materia³) przeprowadza³ cz³owiek. W przypad-
ku CNC maszynê tak programujemy, aby wszystkie
czynnoci wykonywa³a sama. Ponadto w celu zachowa-
nia bezpieczeñstwa obszar roboczy obrabiarek jest za-
mkniêty, zatem ingerencja cz³owieka podczas obróbki
nie jest mo¿liwa. Jakiekolwiek próby otwarcia komory
roboczej prowadz¹ do zatrzymania pracy maszyny.
Wszystkie zabezpieczenia i inne funkcje urz¹dzenia s¹
kierowane przez okrelon¹ jednostkê centraln¹ sterow-
nik bêd¹cy integraln¹ czêci¹ ka¿dej obrabiarki.
Sterowniki
Na rynku wiatowym mo¿na spotkaæ ofertê wielu
firm produkuj¹cych sterowniki. W Europie wiêkszoæ
obrabiarek wykorzystuje sterowniki firm Fanuc, Sinu-
merik, Heidenhain. Poszczególni producenci opraco-
wali w³asne jêzyki komunikowania siê ze sterowni-
kiem. Co to oznacza w rzeczywistoci? Sterownik jest
wyposa¿ony w kompilator zamieniaj¹cy kod na we-
wnêtrzny jêzyk maszyny, mo¿e obs³u¿yæ okrelon¹
liczbê osi oraz urz¹dzeñ pomiarowych, kontrolnych
itd. Twórca obrabiarki wybiera konkretny sterownik w
zale¿noci od potrzeb, a nastêpnie dziêki programo-
walnemu PLC dostosowuje go do konkretnej obra-
biarki. U¿ytkownik musi zatem zapoznaæ siê z jêzy-
kiem programowania danego sterownika, a wtedy
mo¿e tworzyæ kody steruj¹ce wykonaniem poszcze-
gólnych detali.
Na pocz¹tku ten sposób pisania programów wystar-
cza³. Kody powstawa³y wiêc w wyniku wpisywania ich z
rêki. Pierwsze programy zapisywane by³y na tamach
perforowanych. Od tamtej pory nast¹pi³o, oczywicie,
wiele zmian.
Przedmioty wykonywane na obrabiarkach mia³y co-
raz bardziej skomplikowane kszta³ty, co spowodowa³o,
¿e oprogramowaniu steruj¹cemu prac¹ obrabiarek sta-
wiano coraz trudniejsze zadania. Obecnie jêzyki sterowa-
nia maj¹ ju¿ najczêciej interfejsy graficzne, co znacznie
u³atwia pracê i minimalizuje ryzyko pope³nienia b³êdu.
Rysunek 3 przedstawia wybrane konsole wyposa¿one w
wywietlacz ciek³okrystaliczny wspó³czesnego sterowni-
ka. Niektóre firmy wytwarzaj¹ równie¿ sterowniki w
postaci kart do PC. Najczêciej s¹ one jednak stosowane
do sterowania obrabiarkami szkoleniowymi i innymi
urz¹dzeniami o ma³ym poborze mocy.
Kody
W zale¿noci od zainteresowania czytelników t¹ te-
matyk¹, w kolejnych artyku³ach przybli¿ymy funkcje i
mo¿liwoci poszczególnych jêzyków programowania
wymienionych wczeniej producentów sterowników.
Dzisiaj odsy³amy zainteresowanych do lektury stron
internetowych Piotra Lecyka (linki znajduj¹ siê na stro-
nie www.procax.prv.pl), na których autor dok³adniej
opisuje kody do sterowników Fanuc oraz Sinumeryk.
Tymczasem zapoznajmy siê ogólnie ze sk³adni¹ ko-
dów dowolnego sterownika. Kody te s¹ prostym sposo-
bem zapisu komend steruj¹cych obrabiark¹, które w
sterowniku zamieniane s¹ na kody maszynowe. Rysunek
2 przedstawia fragment programu, natomiast w tabeli 1
zestawione zosta³y kategorie funkcji jêzyka dla obrabia-
rek firmy Light Machines Corporation.
Przyjrzyjmy siê dwóm liniom:
N10 G90 G01 X12 Z10 F30
N10 G90 G01 X5 Y2 Z10 F19
Co oznaczaj¹ poszczególne ich sk³adniki?
N10 kolejny numer bloku; nie jest wymagany
w pracy obrabiarki,
G90 komenda okrelaj¹ca uk³ad wspó³rzêdnych
w celu opisu po³o¿enia narzêdzia,
G01 funkcja w³¹czaj¹ca interpolacjê liniow¹,
X12 wspó³rzêdna docelowa narzêdzia w osi X,
Y2 wspó³rzêdna docelowa narzêdzia w osi Y,
Z10 wspó³rzêdna docelowa narzêdzia w osi Z,
F19 wartoæ posuwu roboczego.
Pierwsza linia jest fragmentem programu steruj¹cego
prac¹ tokarki, natomiast druga frezarki pracuj¹cej w
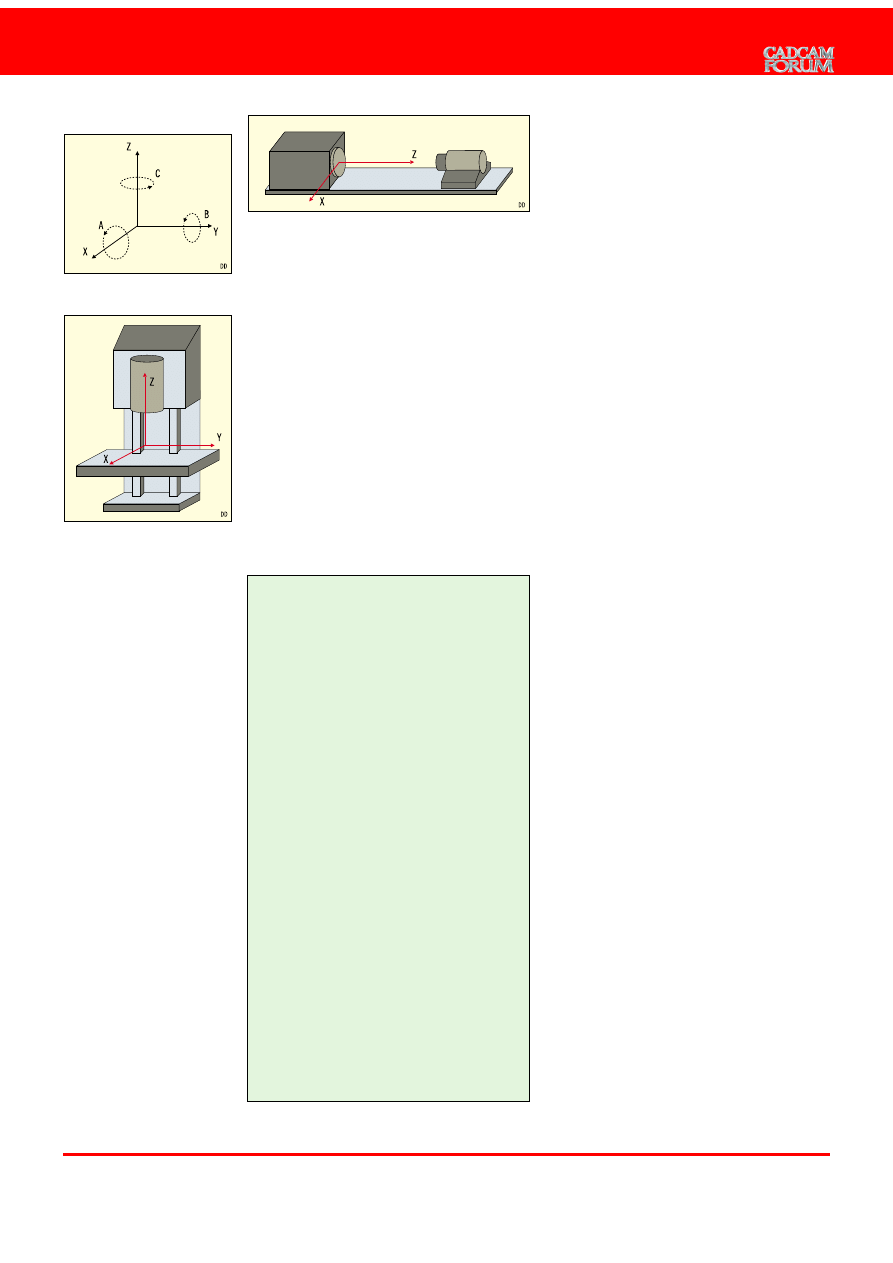
trzech osiach. W obrabiarkach CNC o Z ustawiona jest
tak, aby obrabiany element obraca³ siê wokó³ niej. Bêdzie
to zatem o wrzeciona. W przypadku obrabiarek, które
nie maj¹ wrzeciona, o Z ustawiamy prostopadle do
p³aszczyzny mocowania przedmiotu. W przypadku to-
karki o Z jest wiêc osi¹ poziom¹ (rys. 4a i 4c).
Rys. 2. Fragment programu.
Rys. 3. Konsole wybranych
sterowników.
Warsztaty
28
KWIECIEÑ 2001
du³ ekspercki, mo¿emy zatem liczyæ na podpowied pro-
gramu, jeli zdefiniujemy narzêdzie i obrabiany materia³.
Grupê instrukcji przygotowawczych dzielimy w
sposób przedstawiony w tabeli 2. Jeszcze raz podkre-
lam, ¿e artyku³ ten ma charakter wprowadzenia i nie
podajemy tu pe³nej listy funkcji oraz ich opisu. Sygna-
lizujemy jedynie wystêpowanie poszczególnych grup
komend, a temat rozwiniemy, jeli spotkamy siê z
zainteresowaniem czytelników.
Funkcje G umieszczamy w liniach przed opisem
przemieszczenia narzêdzia. Zawieraj¹ one informacje,
jakiego typu operacje zostan¹ wykonane itd.
Tworzenie kodów z wykorzystaniem cykli pozwala
znacznie skróciæ, a co za tym idzie uprociæ program.
Dziêki zastosowaniu instrukcji cykli mo¿na zapisaæ wiele
linii w postaci jednej komendy.
Funkcje M (wykonawcze) maj¹ za zadanie sterowaæ
prac¹ obrabiarki podczas wykonywania programu. Aby
unikn¹æ b³êdu, nale¿y je wpisywaæ w oddzielnych liniach.
Zestawienie instrukcji wykonawczych przedstawiono
w tabeli 3.
Systemy CAM
Mam nadziejê, ¿e informacje, które przedstawilimy
u³atwi¹ zrozumienie znaczenia systemów CAM. Stano-
wi¹ one brakuj¹ce ogniwo miêdzy obrabiark¹ a progra-
mami CAD. Zapewniaj¹ generowanie kodów na podsta-
wie zadanej geometrii obrabianego przedmiotu. Nie
musimy wprowadzaæ poszczególnych linii kodu, wystar-
czy okreliæ zarys, po którym ma siê przemieszczaæ
wybrane narzêdzie, dobraæ parametry obróbki i pozwoliæ
programowi wygenerowaæ kody. Najczêciej mo¿liwa
jest symulacja procesu obróbki, a w przypadku wykrycia
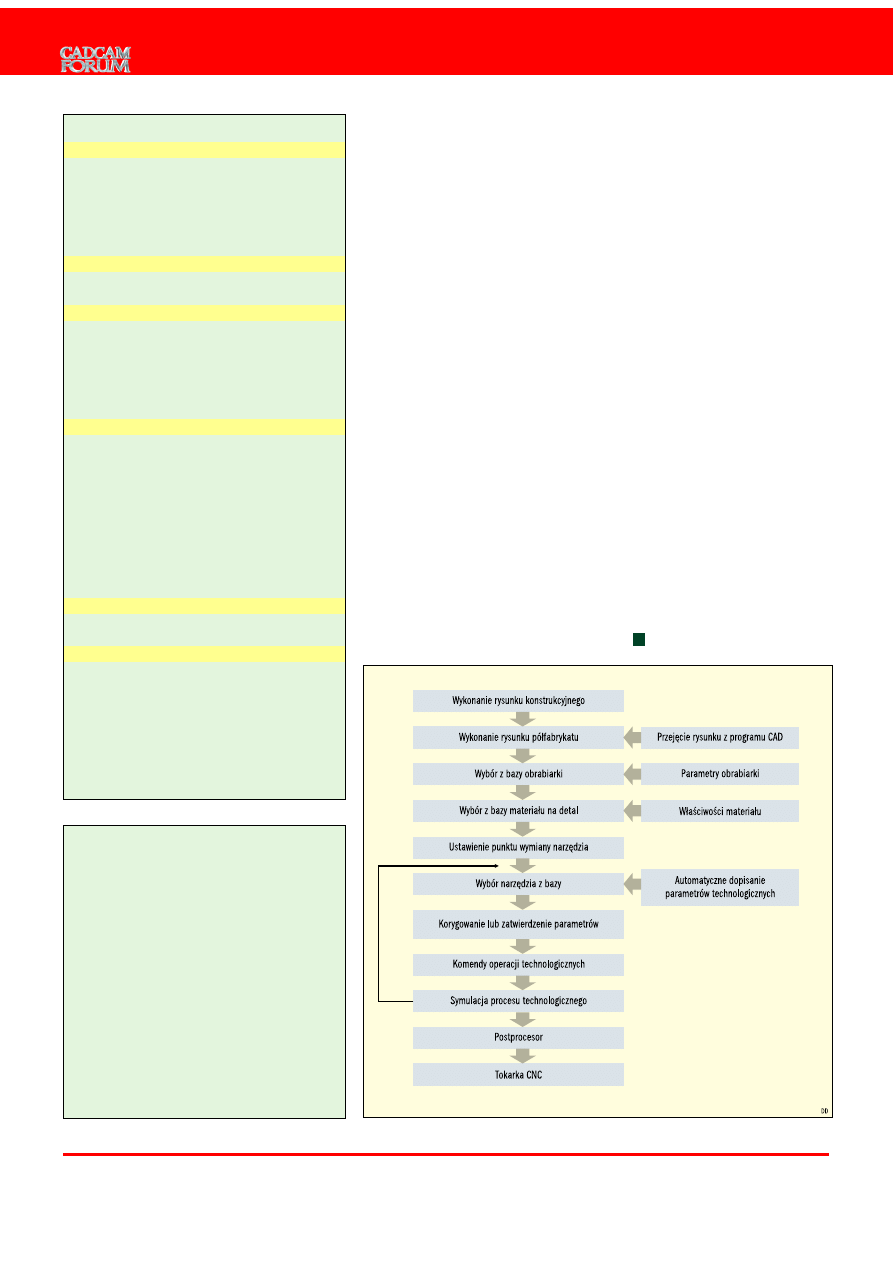
b³êdu korekta pierwotnego programu. Algorytm pracy
systemu CAM przedstawia rysunek 5.
Nak³adem wydawnictwa Mikom w 1999 roku ukaza-
³a siê ksi¹¿ka Miros³awa Miecielicy i Grzegorza Kaszkie-
la Komputerowe wspomaganie wytwarzania CAM
(ISBN 83-7158-159-9). Gor¹co polecamy zapoznanie siê
z t¹ pozycj¹. Czytelnik znajdzie w niej bardzo dobry
wstêp do programowania tokarki numerycznej na przy-
k³adzie czterech programów: KSPT/Win, GTJ-T, OSN
oraz CNC-Simulator. Informacje o sterowaniu obrabiar-
kami CNC mo¿na znaleæ równie¿ w ksi¹¿ce Podstawy
programowania obrabiarek sterowanych numerycznie
Bronis³awa Stacha oraz w trzech opracowaniach zespo-
³u MTS: Podstawy obróbki CNC, Podstawy progra-
mowania CNC toczenie, Podstawy programowania
CNC frezowanie.
Oczywicie, idea³em jest, by u¿ytkownik systemów
CAM potrafi³ równie¿ kierowaæ obrabiark¹ bezpore-
dnio za pomoc¹ sterownika. Z dowiadczenia wiado-
mo, ¿e proste procesy planowania czo³a czy nawierca-
nia otworów szybciej stworzymy, korzystaj¹c bezpo-
rednio ze sterownika, a znikoma liczba linii progra-
mów zmniejsza w tych przypadkach mo¿liwoæ pope³-
nienia b³êdu.
O X jest g³ówn¹ osi¹ w p³aszczynie mocowania
przedmiotu lub narzêdzia. Powinna byæ pozioma i rów-
noleg³a do p³aszczyzny mocowania przedmiotu. O Y
wynika z przyjêtego uk³adu odniesienia.
W przypadku tokarek z narzêdziem, które mo¿e
poruszaæ siê obrotowo oraz obraca wokó³ osi Z, pojawia-
j¹ siê dodatkowe osie:
A dla obrotu wokó³ osi X,
B dla obrotu wokó³ osi Y,
C dla obrotu wokó³ osi Z.
Omawiany jêzyk programowania zbli¿ony jest do
jêzyka sterowników Sinumerik.
W tabeli 1 przedstawione s¹ instrukcje wykorzystywa-
ne przy sterowaniu tokark¹. Dla pocz¹tkuj¹cych posu-
wem nazywamy prêdkoæ, z jak¹ porusza siê narzêdzie.
Jest on ograniczony mo¿liwociami obrabiarki (mechani-
ka) oraz doborem parametrów obróbki (technologia).
Systemy CAM s¹ obecnie najczêciej wyposa¿one w mo-
Tab. 1. Podzia³ funkcji jêzyka stosowanego do komunikacji z obrabiar-
kami firmy Light Machines Corporation.
a) dla tokarki
Rys. 4. Uk³ad osi w obrabiar-
kach CNC
b) dla frezarki
c) dla dowolnej obrabiarki
Komenda
Funkcja
%
Przyrostowy opis wspó³rzêdnych rodka okrêgu
$
Absolutny opis wspó³rzêdnych rodka okrêgu
\
Skok
/
Skok opcjonalny
F
Wartoci posuwu w milimetrach na minutê; ³¹cznie
z funkcj¹ G04 opisuje czas trwania pauzy
G
Instrukcja przygotowawcze
H
Wybór wejcia dla urz¹dzeñ peryferyjnych
I
Wspó³rzêdne rodka okrêgu na kierunku osi X
(tylko dla interpolacji ko³owej)
K
Wspó³rzêdne rodka okrêgu na kierunku osi Z
(tylko dla interpolacji ko³owej)
L
Licznik pêtli
M
Instrukcje maszynowe
N
Numer kolejny bloku
O
Numer bloku startowego podprogramu
P
Numer programu odniesienia
Q
G³êbokoæ warstwy skrawanej; g³êbokoæ
pojedynczego skoku zag³êbienia wiert³a podczas
wiercenia
R
Promieñ okrêgu w interpolacji ko³owej
S
Prêdkoæ obrotowa wrzeciona w obrotach na
minutê
T
Wybór narzêdzia
U
Przemieszczenie narzêdzia przyrostowo w osi Z
W
Przemieszczenie narzêdzia przyrostowo w osi Z
X
Wspó³rzêdne przemieszczenia narzêdzia w osi X
Z
Wspó³rzêdne przemieszczenia narzêdzia w osi Z
;
Wstawienie komentarza s³ownego po bloku
programu
Warsztaty
29
KWIECIEÑ 2001
Komenda Funkcja
Grupa instrukcji interpolacji
G00
Przemieszczenie z posuwem szybkim
G01
Interpolacja liniowa z zadanym posuwem roboczym
G02
Interpolacja ko³owa w kierunku zgodnym z ruchem
wskazówek zegara z zadanym posuwem
G03
Interpolacja ko³owa w kierunku przeciwnym do
ruchu wskazówek zegara z zadanym posuwem
Grupa instrukcji jednostek miar
G70
Zmiana jednostek miar na cale
G71
Zmiana jednostek miar na milimetry
Grupa instrukcji czasu oczekiwañ
G04
Zatrzymanie wszystkich przemieszczeñ na czas
opisany po komendzie F (po up³ywie tego czasu
nastêpuje wykonanie dalszego ci¹gu programu)
G05
Zatrzymanie wszystkich ruchów do momentu
ponownego uruchomienia programu przez
operatora
Grupa instrukcji pracy w cyklach
G32
Cykl nacinania gwintu
G72
Cykl toczenia zarysu ³uku w kierunku zgodnym z
ruchem wskazówek zegara
G73
Cykl toczenia zarysu ³uku w kierunku przeciwnym
do ruchu wskazówek zegara
G77
Cykl toczenia powierzchni cylindrycznych
G79
Cykl toczenia powierzchni czo³owych
G80
Cykl kasowanie cyklu
G81
Cykl wiercenia
G83
Cykl wiercenia stopniowego
Grupa instrukcji trybu programowania
G90
Programowanie absolutne
G91
Programowanie przyrostowe
Grupa instrukcji ustalenia pozycji
G28
Ustawienie punktu odniesienia
G29
Powrót do punktu odniesienia
G92
Wstêpne wyznaczenie pozycji
G98
Szybkie posuwy do po³o¿enia wyjciowego po
wykonaniu cyklu
G99
Szybkie przemieszczenie do punktu R (mo¿e to byæ
powierzchnia materia³u lub inny punkt
referencyjny) po zakoñczeniu cyklu
Komenda Funkcja
M00
Umieszczenie pauzy w programie
M01
Stop opcjonalny
M02
Koniec programu
M03
W³¹czenie wrzeciona
M05
Wy³¹czenie wrzeciona
M06
Wymiana narzêdzia (wy³¹czenie wszystkich
czynnoci)
M20
Po³¹czenie z nastêpnym programem (umo¿liwia
zagnie¿d¿enie do 20 programów)
M30
Stop programu
M38
Silniki napêdów w gotowoci
M47
Start ponowny uruchomionego programu
M98
Wywo³anie podprogramu
M99
Wyjcie z podprogramu, powrót do miejsca wyjcia
i realizacja nastêpnych bloków programu
M105
Wywietlanie wiadomoci na ekranie komputera
Systemy CAx jedynie pomagaj¹ in¿ynierowi w pracy.
Jego wiedza jest niezast¹piona. W przypadku systemów
CAM niemo¿liwe jest poprawne wykonanie detali, nawet
przy u¿yciu najlepszych systemów, jeli zabraknie pod-
stawowej wiedzy i praktycznych umiejêtnoci technicz-
nych.
W praktyce ³atwoæ generowania kodów, jak¹ zapew-
niaj¹ systemy CAM, zauwa¿amy dopiero w przypadku
obróbki skomplikowanych kszta³tów lub powierzchni na
frezarkach 3-osiowych. Oczywicie, dla ³atwiejszego wy-
janienia tematu kilka pierwszych lekcji naszego kursu
przeprowadzimy na przyk³adzie kodów na tokarki.
Jakie mo¿liwoci daje nam zastosowanie systemu
CAM? Po pierwsze, program sam generuje kody na
podstawie profilu. Najlepiej, gdy profil wprowadzamy,
wgrywaj¹c rysunek z systemu CAD.
Po drugie, programy CAM zawieraj¹ modu³y eksperc-
kie, które u³atwiaj¹ dobór poszczególnych parametrów
obróbki. Umo¿liwiaj¹ przeprowadzenie symulacji obrób-
ki jeszcze przed wys³aniem programu na obrabiarkê.
Generuj¹ kody bez koniecznoci zatrzymywania
obrabiarki, dziêki czemu skraca siê czas przestoju obra-
biarek i obni¿a koszt produkcji.
W kolejnych artyku³ach postaramy siê wspólnie stwo-
rzyæ kilka kodów na obrabiarki CNC, zarówno z zastoso-
waniem samego sterownika, jak równie¿ z pomoc¹ syste-
mów CAM. Zainteresowanych t¹ tematyk¹ zapraszamy
do lektury artyku³u Krzysztofa Augustyna EdgeCAM
MOLD&DIE, z którego dowiemy siê, jakie mo¿liwoci
ma znany program CAM.
Tab. 2. Podzia³ instrukcji przygotowawczych.
Tab. 3. Zestawienie instrukcji wykonawczych.
Rys. 5. Algorytm pracy w systemie CAM przyk³ad dla programu GTJ-T.
Wyszukiwarka
Podobne podstrony:
Operacje wykonywane na tokarce, Studia, Komputerowe Wspomaganie Wytwarzania, dc
Frezowanie2, Studia, Komputerowe Wspomaganie Wytwarzania, dc
EdgeCAM Komputerowe wspomaganie wytwarzania Wydanie II 2
EdgeCAM Komputerowe wspomaganie wytwarzania Wydanie II edgec2
EdgeCAM Komputerowe wspomaganie wytwarzania Wydanie II 4
EdgeCAM Komputerowe wspomaganie wytwarzania Wydanie II edgec2
EdgeCAM Komputerowe wspomaganie wytwarzania Wydanie II edgec2
komputerowe wspomaganie projekt Nieznany
salwinski, Mechanika i Budowa Maszyn - AGH, 4 Rok, KWPI(Komputerowe Wspomaganie Prac Inżynierskich)
rozliczenie umow -2009, Studia - zarządzanie zzdl, semestr VI, Komputerowe wspomaganie rachunkowosci
UP Wrocław lista zadan, Technologia Informacyjna semestr 1 oraz Informatyka i komputerowe wspomagan
Labolatorium projektowania układów i systemów sterowania, Narzędzia komputerowego wspomagania projek
sprawozdanie komputerowe wspomaganie, POLITECHNIKA RZESZOWSKA
więcej podobnych podstron