3. Beton zwykły a beton modyfikowany, specyfikacja cech
1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
3.
Beton zwykły a beton modyfikowany, specyfikacja cech
3.1 Skład mieszanki i budowa wewnętrzna betonu zwykłego i modyfikowanego
Wprowadzając do betonu dwa czynniki nieobecne w składzie betonów zwykłych: pył krzemionkowy
oraz środek plastyfikujący, a zwłaszcza superplastyfikator można radykalnie poprawić właściwości beto-
nu, otrzymując w efekcie tzw. beton wysokowartościowy (BWW) [18]. Kolejnym czynnikiem
modyfikującym cechy betonu może być dodanie stalowych lub syntetycznych włókien jako
mikrouzbrojenia oraz polimerów w postaci dodatków lub impregnatów. Skład betonów wysokowartościo-
wych różni się od składu betonów zwykłych i innych (np. hydrotechnicznych) zwiększoną zawartością
składników drobnoziarnistych (cement, pył krzemionkowy, popioły lotne), niższym stosunkiem
wodno
−
cementowym, mniejszą zawartością kruszywa grubego, a także ograniczeniem grubości ziaren, co
przy zastosowaniu związków upłynniających pozwala uzyskać wysoką urabialność mieszanki betonowej
[31].
Rozkład wielkości ziaren cementu i kruszyw jest w BWW bardzo istotny ze względu na szczelność
stosu okruchowego oraz unikanie koncentracji naprężeń. Pamiętać należy, że dolną granicą uziarnienia w
przypadku betonu modyfikowanego pyłem krzemionkowym będzie wymiar ziaren mikrokrzemionki, dwa
rzędy niższy od ziaren cementu. W przypadku BWW w odróżnieniu od betonów zwykłych bardzo cha-
rakterystyczna jest niska ilość wody zarobowej, albowiem W/C kształtuje się na poziomie 0.35
÷
0.40 (a w
BBWW nawet 0.22
÷
0.30).
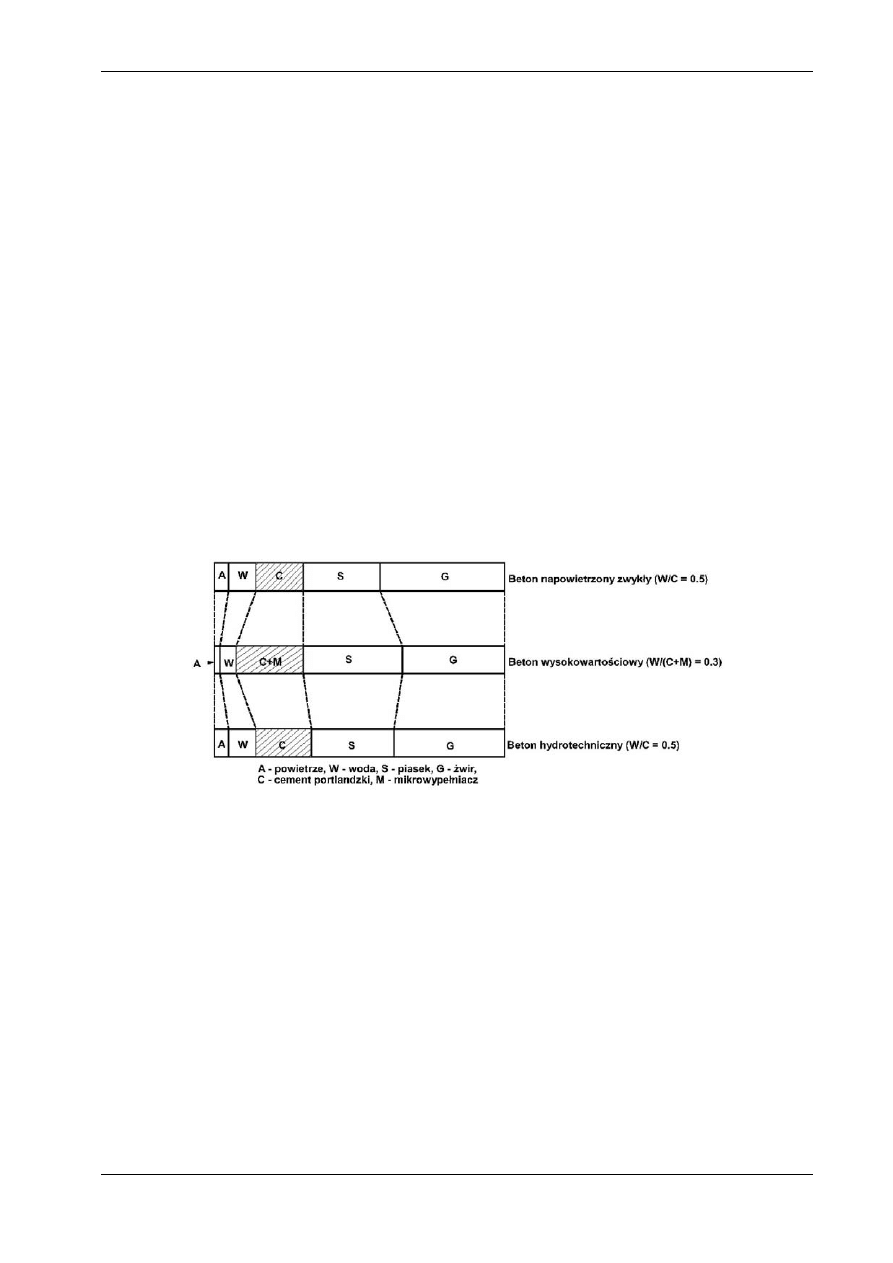
Rys. 3.1 Porównanie składów betonu [31]
W odniesieniu do betonów zwykłych małe wartości współczynnika W/C dla betonów modyfikowa-
nych, wymagają zwiększonych zawartości cementu do 400 kg/m
3
i więcej. Optymalna jego ilość jest
związana z koniecznością utrzymania przy jednoczesnym użyciu superplastyfikatora, odpowiedniego dy-
stansu między ziarnami kruszywa grubszych frakcji. Wysoki udział cementu w składzie betonów wyso-
kowartościowych można nieco zredukować stosując poza mikrowypełnieniem, inne pucolanowe dodatki
takie jak np. popioły lotne [31]. Tak do betonów zwykłych, jak i wysokowartościowych stosuje się ce-
menty portlandzkie, z tym, że te drugie wymagają cementów wysokiej jakości, o powtarzalnym składzie.
W przeciwnym przypadku nie jest możliwe uzyskanie wymaganych wysokich parametrów betonu (wy-
trzyma-łościowych, dotyczących trwałości, itp.)[15]. Konieczne jest staranne dobranie składu i właściwo-
ści cementu. Dla betonów wysokowartościowych wskazana jest wysoka zawartość faz krzemianiastych
(zwłaszcza alitu) przy niewielkiej ilości glinianu trójwapniowego C
3
A. Stopień rozdrobnienia powinien
być możliwie duży, chociaż wymagania co do tego parametru nie są jednoznacznie określone [15,31].
Decydująca jest w tym przypadku dążność do kompromisu między dobrą urabialnością mieszanki, nie
wytracaną zbyt wcześnie i utrzymaniem wartości wskaźnika W/C na możliwie niskim poziomie [31].
Optimum miałkości cementu w tych betonach wydaje się oscylować wokół 4000 cm
2
/g według Blaine’a
[18].
3. Beton zwykły a beton modyfikowany, specyfikacja cech
2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
W klasie betonów o bardzo wysokich parametrach wytrzymałościowych (BBWW) zawartości cemen-
tu są już bardzo wysokie, a wskaźnik W/C oscyluje wokół 0.22
÷
0.28. Dlatego też tutaj cement pełni rolę
zbliżoną do mikrokrzemionki (mimo wysokiej różnicy wielkości ziarn), albowiem niezhydratyzowane
cząstki cementu wypełniają dodatkowo przestrzenie porowate w bryle betonu [59].
Zajmijmy
się teraz kolejnym tradycyjnym składnikiem betonu
−
kruszywem. Jedną z najistotniejszych
cech charakteryzujących kruszywo jest przyczepność powierzchni ziarn do zaczynu cementowego. W
betonach wysokowartościowych ze względu na mechanizm pękania tutaj zachodzący, nabiera to szcze-
gólnego znaczenia. Tak jak w betonie tradycyjnym kształt ziarn powinien być zbliżony do bryły izome-
trycznej, sześciennej, bez udziału ziarn płaskich i wydłużonych. Jednocześnie bardzo istotne jest maksy-
malne rozwinięcie powierzchni właściwej ziarn w celu zwiększenia ich mechanicznej przyczepności do
zaczynu [52]. Mając to na uwadze korzystniejszym wydaje się zastosowanie kruszyw łamanych, wykazu-
jących lepszą przyczepność do zaczynu. Takie kruszywo zarówno grube jak i drobne sprzyja wyższej wy-
trzymałości betonu w stosunku do kruszyw otoczakowych. Z innego punktu widzenia kruszywo otocza-
kowe zapewnia lepszą urabialność i wymaga mniejszej ilości cementu, właśnie ze względu na mniejszą
powierzchnię właściwą [18,52]. Skład mineralogiczny kruszywa wpływa także na jego przyczepność do
zaczynu.
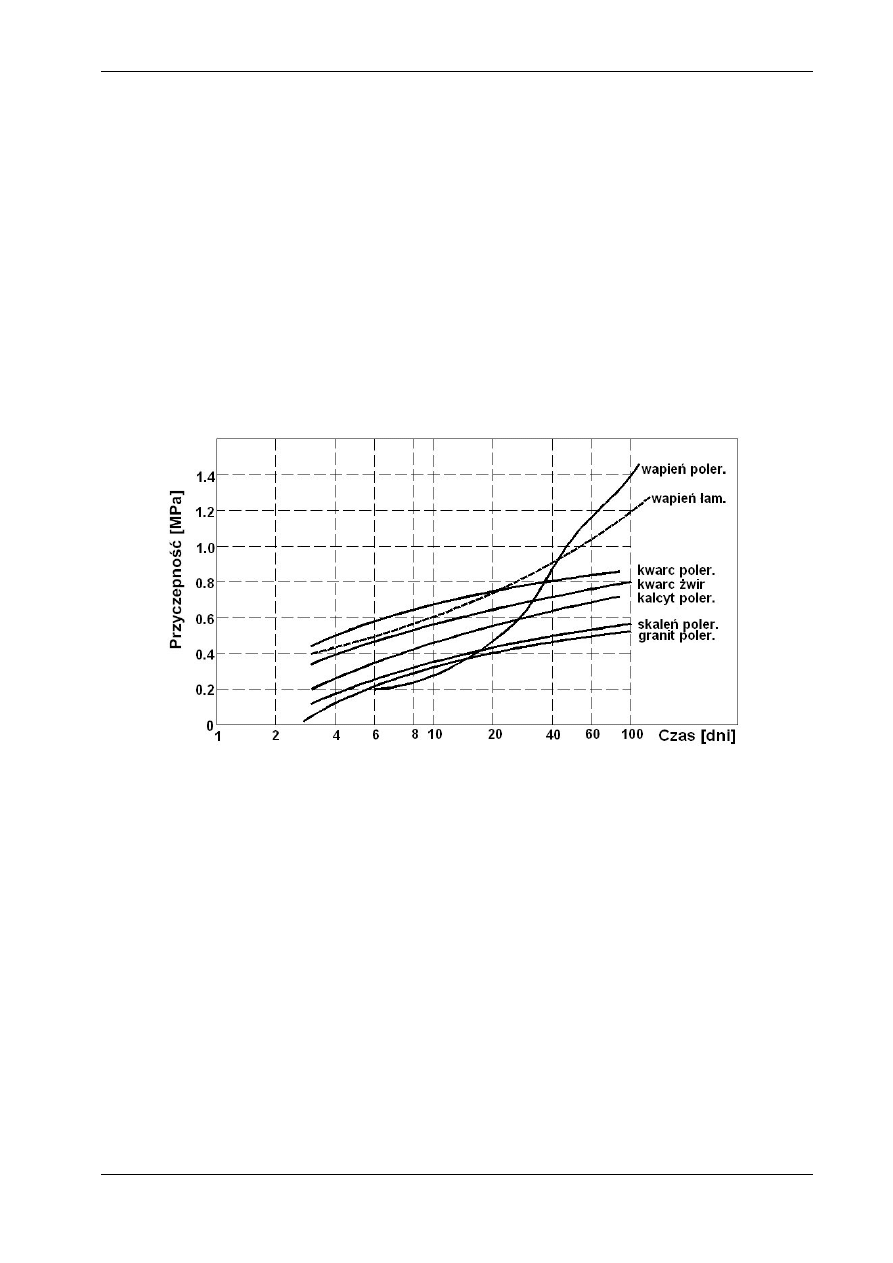
Rys. 3.2 Przyczepność między stwardniałym zaczynem cementu portlandzkiego
a różnymi kruszywami przy W/C = 0.35 [52]
Zwiększenie ilości cementu powyżej 560 kg/m
3
nie gwarantuje wyższej przyczepności zaczynu
do powszechnie stosowanych kruszyw mineralnych.
Omawiana tutaj przyczepność stanowi ograniczenie w osiąganiu odpowiednio wysokich wytrzymało-
ści betonu. O znaczeniu tego parametru kruszywa dla uzyskania BWW świadczą wyniki badań mówiące,
że dzięki zwiększonej przyczepności zaczynu do ziarn kruszywa ze zbitych ziarn węglanowych (R
ska-
ły
<120 MPa) uzyskano wyższe wytrzymałości na rozciąganie i ściskanie betonu przy niższym skurczu
i pełzaniu, niż w betonie na bazie kruszyw granitowych, żwirowych, czy nawet bazaltowych. Znamienne
jest to, że w niektórych przypadkach kruszywo wapienne pozwalało uzyskać lepsze rezultaty niż w beto-
nie z kruszywem bazaltowym w sytuacji, gdy R skały bazaltowej osiągało niemal 400 MPa [52].
Nie do przecenienia jest także rola uziarnienia w mieszankach betonowych tak zwykłych jak i mody-
fikowanych. Wskazany jest ciągły rozkład wielkości ziarn ze względu na poprawę urabialności mieszanki
i uzyskiwanie wczesnej wytrzymałości betonu. Dobrze jest stosować piasek i kruszywo grube tego same-
go rodzaju. Maksymalna wielkość ziarn nie powinna przekraczać 20
÷
25 mm, a według niektórych bada-
czy 10 mm [31]. Krzywa przesiewu kruszywa betonów wysokowartościowych przebiega zwykle poniżej
średniej w polu krzywych granicznych. Piasek powinien być gruboziarnisty (blisko 2 mm), pozbawiony
frakcji miałkich do 0.25 mm, ze względu na dostateczną ilość sumy cementu i pyłu krzemionkowego
[18,52]. To najdrobniejsze kruszywo dodaje się do stosu okruchowego bardziej pod kątem uzyskania niż-
3. Beton zwykły a beton modyfikowany, specyfikacja cech
3
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
szej wodożądności, niż wypełnienia przestrzeni międzyziarnowych. Eliminacja zawartości miki i gliny,
zwłaszcza z powierzchni ziarn [52] sprzyja osiąganiu lepszych parametrów betonu.
Czynnikiem najbardziej różnicującym budowę wewnętrzną betonu zwykłego od betonów modyfiko-
wanych jest zastosowanie dodatków i domieszek do tych drugich. Mamy tu na myśli mirokrzemionkę, jak
i domieszki w postaci plastyfikatorów i superplastyfikatorów, czy też ewentualne włókna stalowe, lub
syntetyczne korygujące parametry matrycy betonu. W tym miejscu sygnalizujemy jedynie tematykę z
nimi związaną, a charakterystyka wpływu tych dodatków i domieszek zostanie ukazana na kartach kolej-
nych rozdziałów.
I tak dodanie superplastyfikatora, dobranego zgodnie z typem i marką użytego cementu, umożliwia
znaczne zmniejszenie W/C przy zachowaniu wymaganej urabialności. Z kolei dodatek pyłu
krzemionkowego prowadzi do zwiększenia gęstości i wypełnienia struktury matrycy cementowej. Ilości
dodanego superplastyfikatora zwykle wynoszą 2
÷
4%, a pyłu krzemionkowego oscylują wokół 10% masy
cementu. Należy zwrócić uwagę, by w betonach o strukturze modyfikowanej dodatkami i domieszkami,
wraz z nimi nie znalazło się zbyt dużo alkaliów, co ma istotne znaczenie z punktu widzenia trwałości
struktury.
Struktura betonu zwykłego i betonu modyfikowanego mikrokrzemionką oraz upłynniaczami (redukto-
rami wody), różnią się od siebie w sposób zasadniczy. Dzięki bardzo niskiej wartości wskaźnika W/C, za
sprawą superplastyfikatorów, jak również dzięki dodatkowym materiałom pucolanowym o dużym stopniu
rozdrobnienia można oczekiwać zmniejszenia objętości porów kapilarnych. Powstała w ten sposób bar-
dzo dobra struktura rzutuje na to, że matryca kamienia cementowego staje się znacznie gęstsza. Jest
to istotne zwłaszcza w „strefie przejściowej” otaczającej ziarna kruszywa, stanowiącej słabą stronę struk-
tury betonu zwykłego wyeliminowaną przez modyfikację mikrokrzemionką [59]. W strefie tej ze względu
na podwyższony tam poziom porowatości i poziom wskaźnika W/C (zwiększenie ilości wody wolnej
przy powierzchni ziarn kruszywa) istniałyby warunki do inicjacji i propagacji rys oraz zwiększonej prze-
puszczalności dla gazów i cieczy [30]. Jeśli nie stosujemy mikrokrzemionki zostają tutaj uformowane
kryształy Ca(OH)
2
. Swym równoległym usytuowaniem wobec powierzchni kruszywa, bądź zbrojenia
osłabiają strukturę [73]. Pyły krzemionkowe w ilości już 2
÷
3% masy cementu wypełniając wolne prze-
strzenie w tej strefie, zagęszczają tam strukturę. W ten sposób kryształy portlantydu nie są tak regularnie
zorientowane wobec ziarn kruszywa. Zredukowaniu ulega bleeding (oddawanie wody) [75].
W wyniku zachodzących reakcji pucolanowych następuje korzystna modyfikacja mikrostruktury
zaczynu w sensie redukcji porów kapilarnych. Intensywność tych procesów jest proporcjonalna do
procentowego udziału mikrowypełniacza w betonie. Jak widać tak domieszka środków upłynniających,
zastosowanych jako reduktory wody, jak i dodatek mikrokrzemionki wpływają przede wszystkim na
konsolidację struktury betonu modyfikowanego, co w odróżnieniu od betonu tradycyjnego pozwala na
wysoki poziom jego cech wytrzymałościowych i cech związanych z trwałością.
3.2 Kształtowanie się właściwości betonu modyfikowanego,
wysokowartościowego w odróżnieniu od betonu zwykłego
Zacznijmy od pewnego rozgraniczenia pojęciowego. Mamy bowiem z jednej strony beton zwykły, a z
drugiej strony wysokowartościowy, o znacznie zmienionych parametrach. Poprzez pojęcie betony
wysokowartościowe (BWW) rozumieć należy betony cementowe na kruszywach naturalnych z
odpowiednimi dodatkami i domieszkami. W efekcie uzyskuje się tworzywo o następujących,
ustabilizowanych na wysokim poziomie własnościach:
•
dobra urabialność świeżej mieszanki betonowej, zachowana przez okres minimum 1 godziny,
•
wytrzymałość na ściskanie po 28 dniach wynosi min. 60 MPa (55 MPa wg. DIN),
•
duża trwałość, m. in. związana ze szczelnością uzyskiwaną poprzez odpowiednią strukturę mate-
riału po stwardnieniu.
3. Beton zwykły a beton modyfikowany, specyfikacja cech
4
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
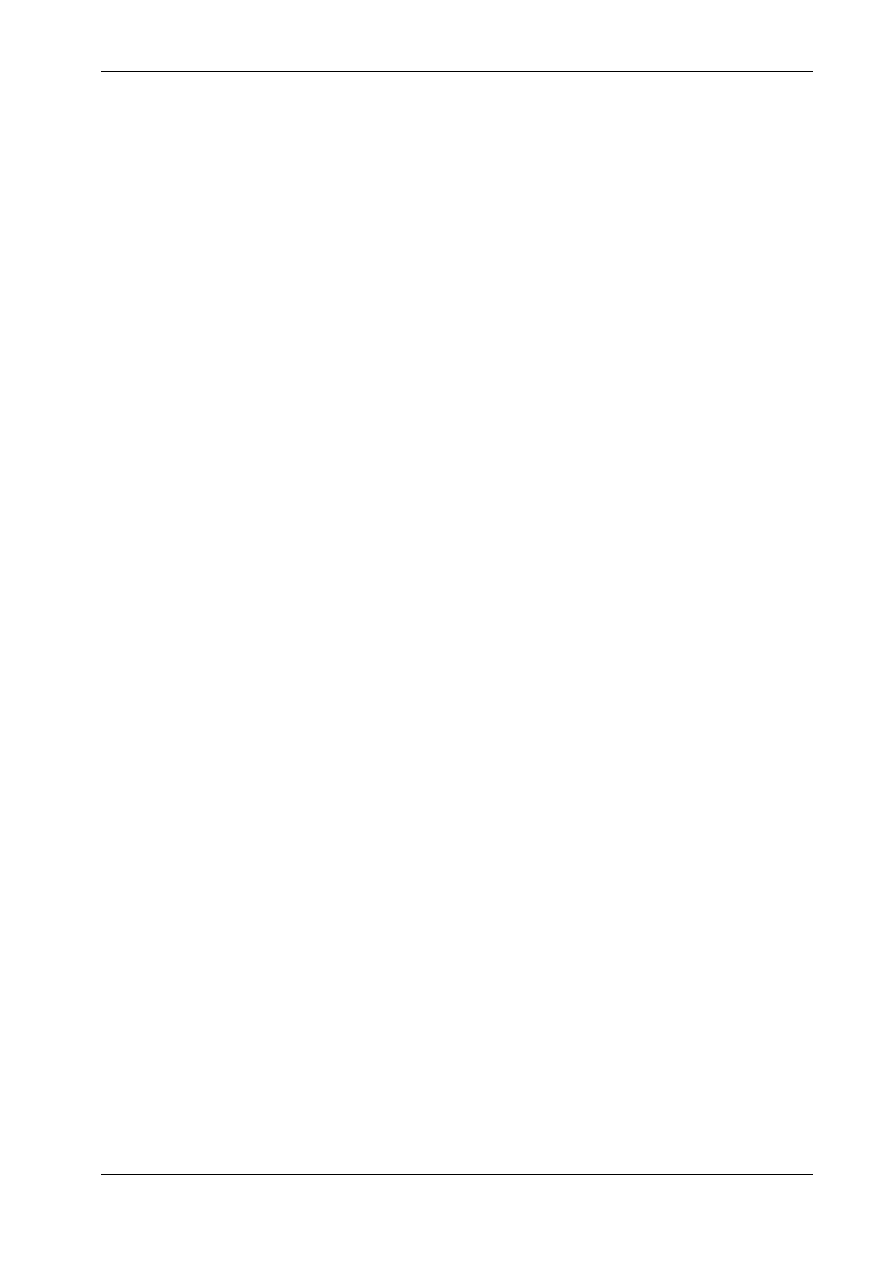
Rys. 3.3 Kryteria betonów wysokiej wytrzymałości [39]
Ponieważ betony wysokowartościowe są to materiały projektowane specjalnie w celu spełnienia okre-
ślonych potrzeb użytkowników, więc prócz wymienionych właściwości mogą też mieć np. zwiększoną
odporność na wpływy chemiczne, czy na wpływy mechaniczne (ścieralność, udarność itp.) lub inne
[15,31].
Mechaniczne
właściwości BWW wynikają z ich składu i struktury. Betony te charakteryzuje zagęsz-
czona matryca o wysokiej wytrzymałości i jej wiązanie z powierzchnią kruszywa grubego. Duża jedno-
rodność struktury, brak lokalnych osłabień w postaci porów powietrznych po wolnej wodzie, bleedingu
i rys skurczowych zasadniczo zmienia zachowanie BWW w porównaniu z betonami zwykłymi.
Betony
zwykłe z kruszywem o normalnej gęstości charakteryzują się następującą relacją wytrzymało-
ści na ściskanie:
f
kruszywa
> f
zaprawy
> f
betonu
,
dlatego też w tym przypadku zniszczenie przebiega przez najsłabszy element struktury betonu, który sta-
nowi warstwa przejściowa między ziarnami kruszywa grubego i matrycą. Z kolei w betonach
wysokowartościowych wytrzymałość na ściskanie zależy od modułu sprężystości i wytrzymałości ziaren
kruszywa grubego. Przejawia się to przechodzeniem rys przy zniszczeniu właśnie poprzez te ziarna. Taki
właśnie przebieg zniszczenia jest charakterystycznym wyznacznikiem w odniesieniu do
dwuskładnikowego materiału kompozytowego, za który uchodzi BWW. Już pod działaniem stosunkowo
małych obciążeń zapewnione zostaje pełne przekazywanie naprężeń pomiędzy zaprawą i ziarnami
grubego kruszywa [31].
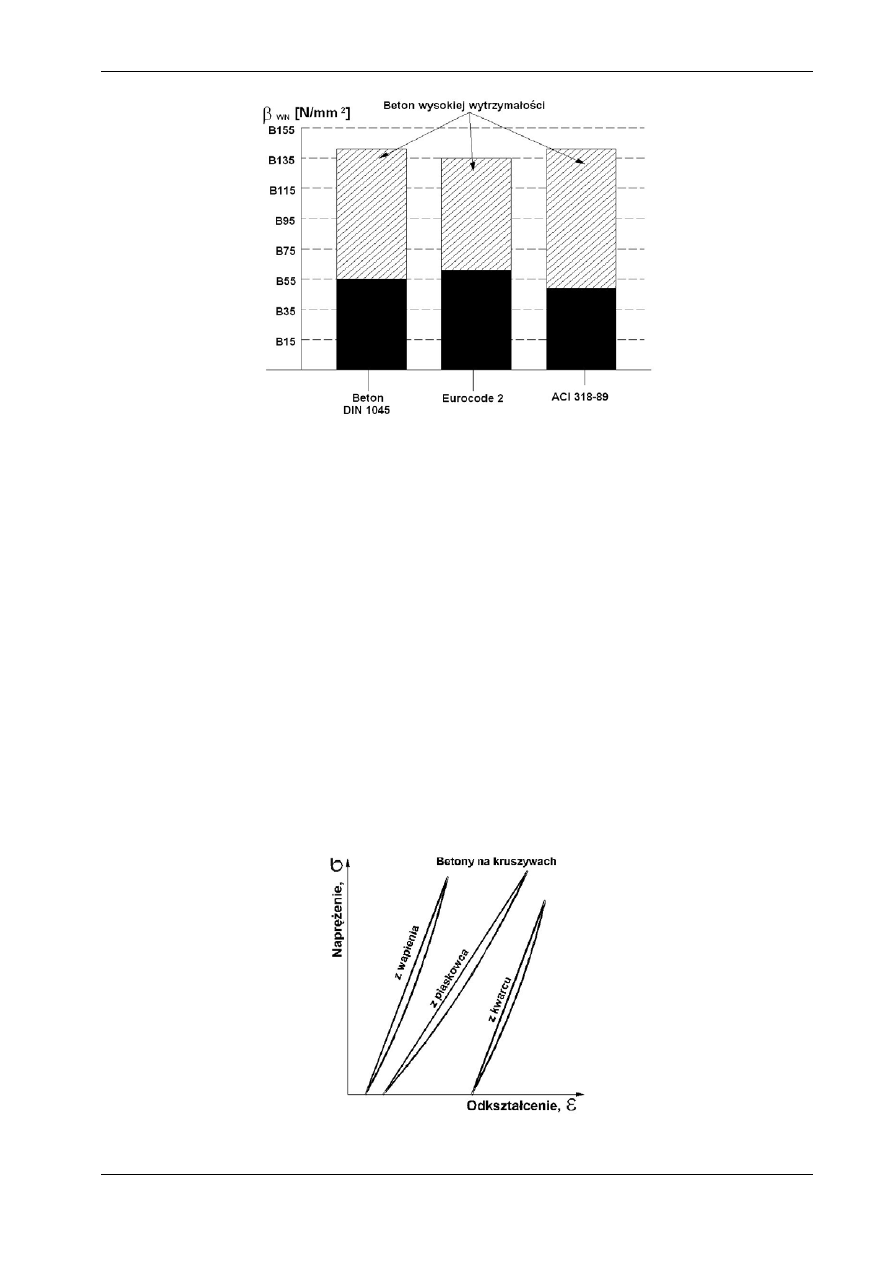
Rys. 3.4 Porównanie wykresów
σ−ε
betonów wykonanych z różnego kruszywa [31]
3. Beton zwykły a beton modyfikowany, specyfikacja cech
5
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
Zaprezentowany wykres ukazuje wczesny udział kruszywa w przenoszeniu obciążeń. Natomiast od-
mienne zachowanie się nie uzbrojonych próbek betonu wysokowartościowego i zwykłego możemy zaob-
serwować poniżej:
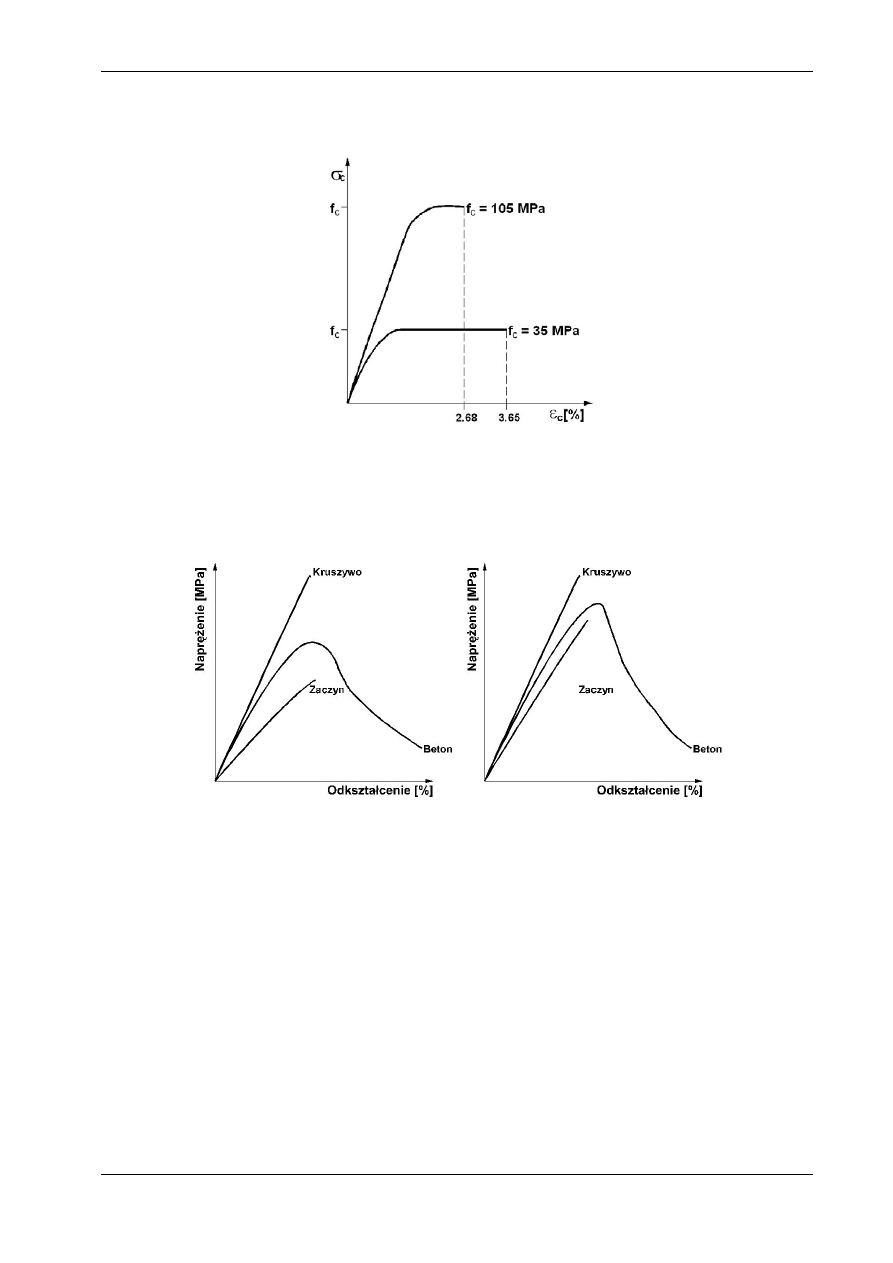
Rys. 3.5 Typowe wykresy
σ−ε
betonu zwykłego i BWW [32]
Interesującą prawidłowością jest to, że im mniejsza jest różnica między odkształcalnością i wytrzyma-
łością matrycy oraz kruszywa, tym większa jest wytrzymałość betonu. Ilustrują to poniższe wykresy
porównawcze:
Rys. 3.6 Przykłady wykresów
σ−ε
zaczynu cementowego, kruszywa i betonu:
a) beton zwykły; b) BWW [32]
Jak wiadomo tak zaczyn, jak i kruszywo są materiałami kruchymi. Beton złożony z tych składników
wykazuje nieliniową odkształcalność wynikającą ze zjawiska mikrorys. Różne moduły sprężystości ma-
trycy i kruszywa są przyczyną koncentracji naprężeń w warstwie kontaktowej i powstania siatki mikrorys
już pod niewielkimi obciążeniami. Właśnie dlatego na wykresach tych obserwujemy odkształcenia qu-
asi
−
plastyczne. Mniejszy dystans między sztywnością matrycy i kruszywa w BWW w porównaniu do
betonów zwykłych zwiększa jednorodność rozkładu naprężeń i redukuje ich koncentrację. Dlatego wła-
śnie tworzy się mniej mikrorys, co przejawia się bardziej gwałtownym pękaniem betonów wysokowarto-
ściowych. Albowiem w betonach zwykłych wartość średnich naprężeń, przy których powstają mikrorysy
wynosi 40
÷
50% wytrzymałości, a w BWW dochodzi do 70
÷
80%. Konkludując należy stwierdzić, że be-
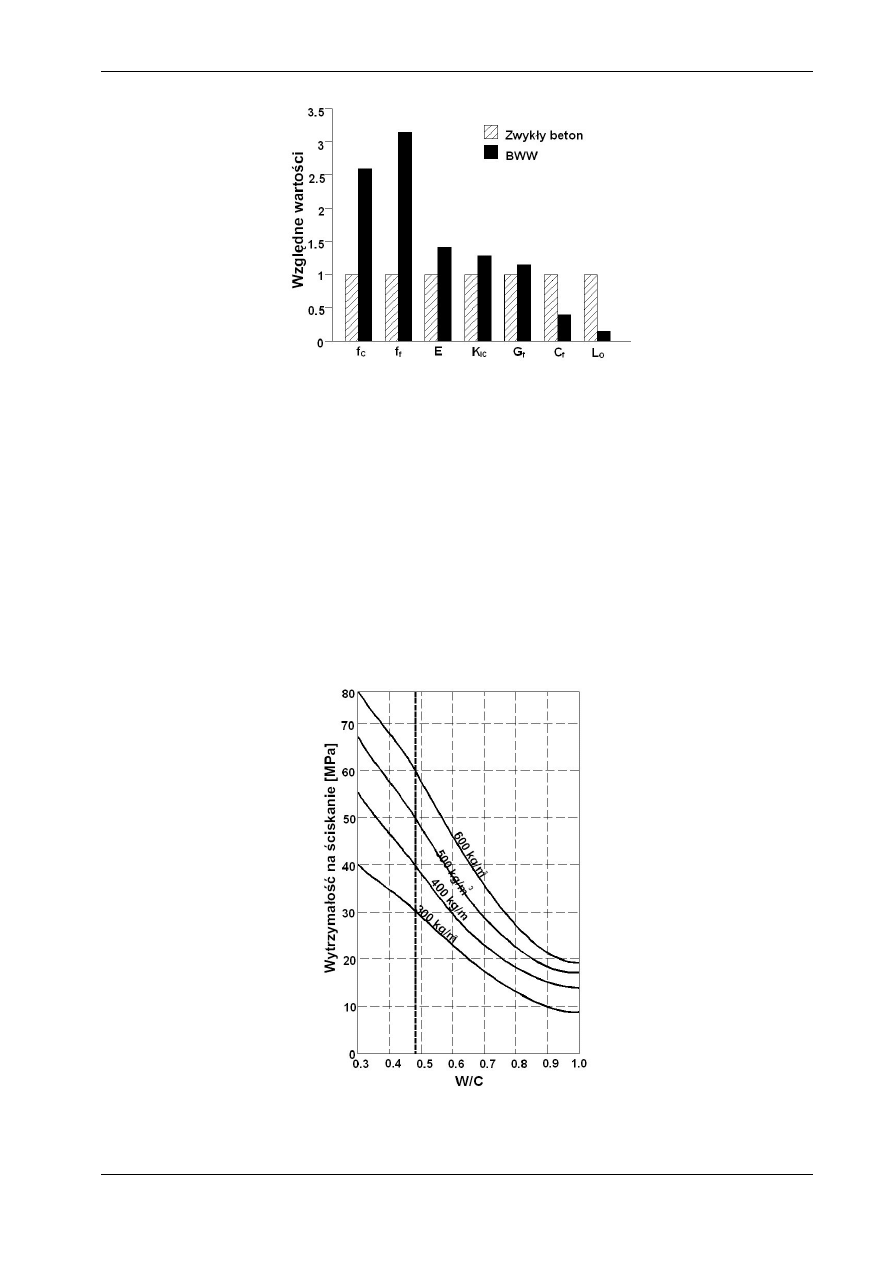
tony wysokowartościowe są bardziej kruche niż betony zwykłe [31]. Badania dowodzą, iż energia pęka-
nia (G
f
) i krytyczna wartość współczynnika intensywności naprężeń (K
IC
) zwiększają się wraz ze zwięk-
szeniem wytrzymałości na ściskanie, jednak w znacznie wolniejszym tempie (nawet dziesięciokrotnie).
3. Beton zwykły a beton modyfikowany, specyfikacja cech
6
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
Rys. 3.7 Porównanie różnych właściwości mechanicznych betonów zwykłych i BWW [32]
Wyraźne różnice obserwuje się wśród parametrów określających rozmiary strefy mikrozarysowania
wokół czubka rysy (C
f
i l
o
), mają one tendencję malejącą wraz ze zwiększeniem wytrzymałości. Wskazu-
ją tym samym mniejszą strefę mikrozarysowania i słabsze hamowanie propagacji mikrorys w BWW, niż
w betonach zwykłych. Wzrost odporności na pękanie jest relatywnie mniejszy w BWW, niż odpowiada-
jący mu wzrost wytrzymałości na ściskanie. Wiąże się to z różnicą proporcji między wytrzymałością na
ściskanie i na rozciąganie. Odkształcalność graniczna BWW towarzysząca rozciąganiu zwiększa się także
wolniej, niż wytrzymałość na ściskanie, w odniesieniu do betonu zwykłego.
Zwiększenie wytrzymałości i odporności na pękanie w betonach modyfikowanych superplastyfikato-
rem i mikrokrzemionką wynika głównie z dwóch zjawisk: zmniejszenia porowatości całkowitej oraz
ograniczenia wewnętrznych mikrorys i innych nieciągłości będących przyczyną koncentracji naprężeń
[31]. Ograniczeniu ulega w ten sposób udział mikroporów i zapewniona zostaje mała zawartość porów
kapilarnych. Bardzo istotne znaczenie ma w tym momencie utrzymanie niskiego poziomu wskaźnika
W/C [34].
Rys. 3.8 Wpływ stosunku W/C i zawartości cementu w betonie na jego wytrzymałość
po 28 dniach (zależności ogólne wg [34])
3. Beton zwykły a beton modyfikowany, specyfikacja cech
7
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
Betony
wysokowartościowe w odróżnieniu od betonów zwykłych wykazują szybki przyrost wytrzy-
małości w czasie, szczególnie w początkowej fazie, co spowodowane jest małą ilością wody zarobowej i
dużą powierzchnią kontaktów między ziarnami składników świeżej mieszanki betonowej [31]. Przyrost
wytrzymałości betonu jest wprost proporcjonalny do wytrzymałości zaprawy. W okresie pierwszej doby
jest ona prostą funkcją stopnia rozdrobnienia cementu oraz zawartości C
3
S i C
3
A [34]. Obecność samej
mikrokrzemionki w betonie uspokaja i spowalnia proces rozwoju wytrzymałości. Wytrzymałość wczesna
(jedno
−
, dwudniowa) nie przekraczają jeszcze z reguły wytrzymałości mieszanek betonowych pozbawio-
nych mikrokrzemionki. Dopiero w okresie późniejszym następuje wyraźny, równomierny przyrost wy-
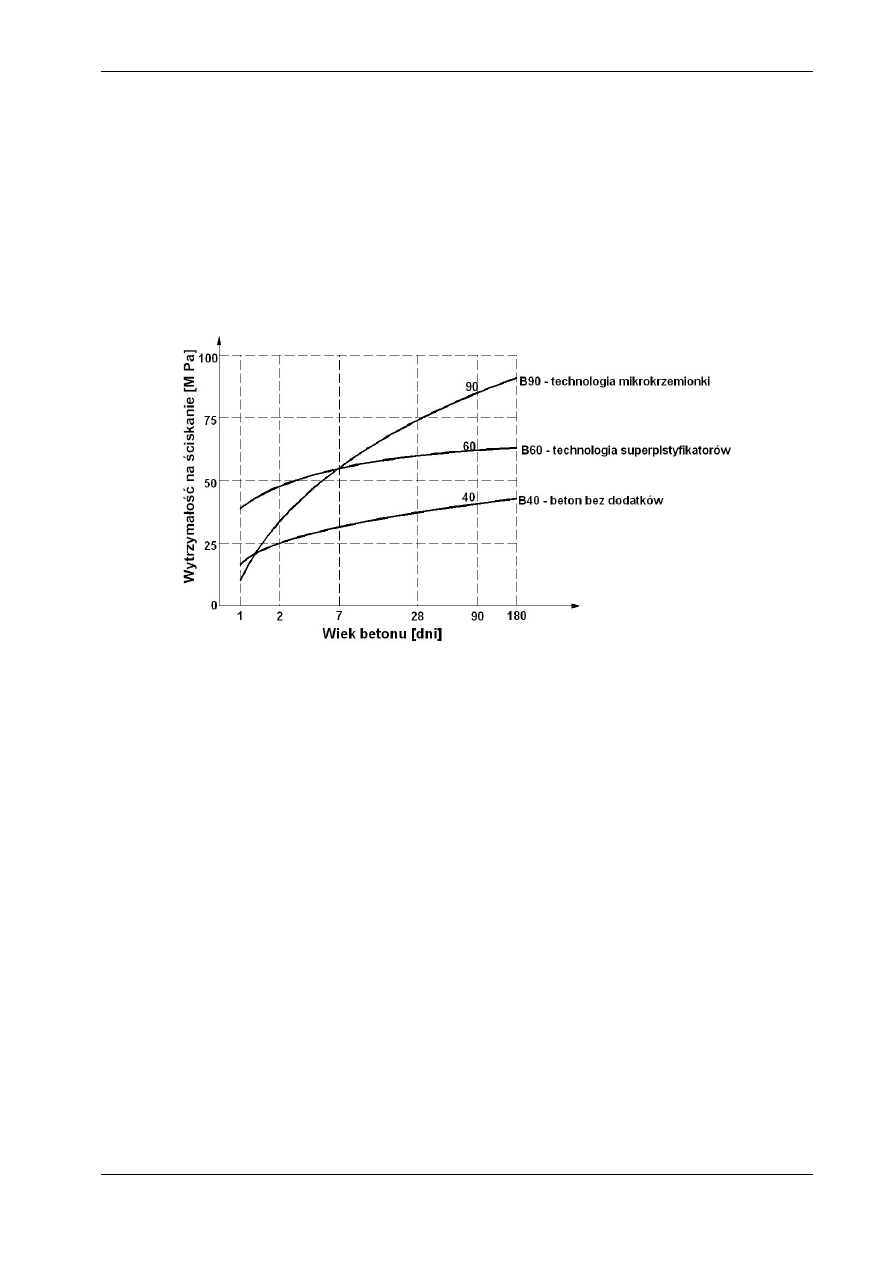
trzymałości. Jego długotrwałość jest znacznie wyższa, niż w betonie konwencjonalnym. Stąd miarodajne
dane na temat wytrzymałości betonu na ściskanie nie występują po 28 dniach, lecz po 90 a nawet 180
dniach. Poniżej zaprezentowano różnice w wytrzymałości betonu na ściskanie w przypadku różnych
technologii betonu [21].
Rys. 3.9 Rozwój wytrzymałości na ściskanie dla różnych technologii betonu [21]
W przypadku betonów wysokowartościowych modyfikowanych tak mikrokrzemionką, jak i domiesz-
kami upłynniającymi, różnice w wytrzymałości na ściskanie, uwarunkowane np. rodzajem stosowanego
kruszywa mogą być znacznie większe, niż w betonach zwykłych. Istotną rolę odgrywa tutaj omawiana
wcześniej przyczepność mechaniczna i chemiczna zaczynu cementowego od ziarn kruszywa [15].
Betony wysokiej jakości w odróżnieniu od zwykłych, charakteryzują się znacznie większym ciepłem
hydratacji podczas wiązania i twardnienia. Prowadzi to do obniżenia faktycznej wytrzymałości betonu
wewnątrz ustroju, nawet o kilkanaście procent. Właściwość ta powinna być bezwzględnie ujęta w sta-
dium projektowym.
Osiągane wskaźniki zmienności wytrzymałościowej betonów wysokowartościowych okazją się być
relatywnie niższe od typowych wartości tych wskaźników dla betonów zwykłych. Betony wysokiej jako-
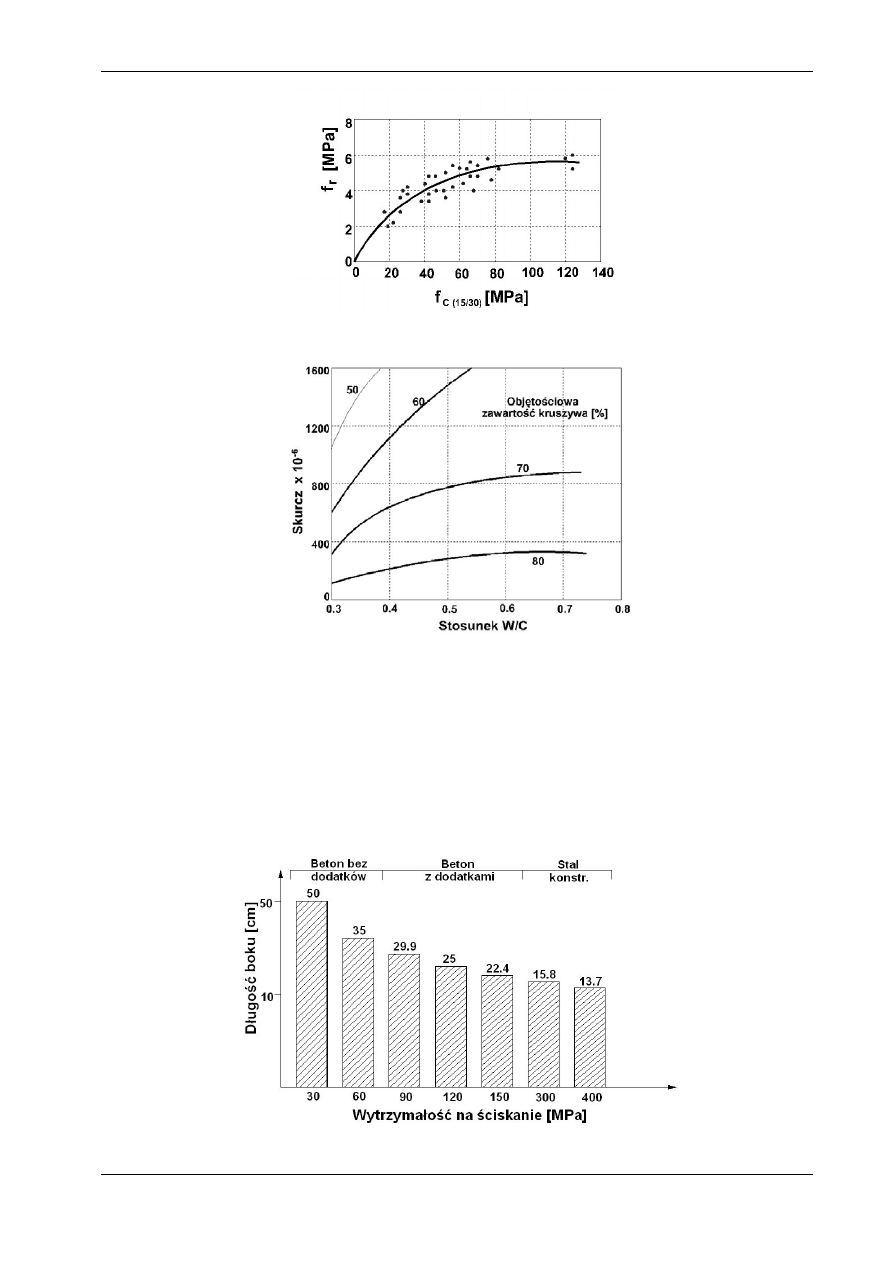
ści w zakresie niektórych cech wykazują pewną odmienność. Dla przykładu prześledźmy wzrost wytrzy-
małości na rozciąganie bezpośrednie BWW. Betony te charakteryzują się niższym w stosunku do beto-
nów zwykłych wskaźnikiem kruchości f
r
/ f
c
[13].
Przechodząc do kolejnej cechy betonów stwierdzić należy, iż skurcz ma inny przebieg w betonach
wysokowartościowych, a inny w betonach zwykłych. Skurcz hydratacyjny jest szybszy i może spowodo-
wać, w przypadku ograniczenia możliwości odkształceń, dodatkowe naprężenia we wczesnym okresie
dojrzewania. Skurcz całkowity jest mniejszy, ponieważ skurcz spowodowany wysychaniem jest zredu-
kowany mniejszą ilością wody zarobowej i szczelnością zaprawy [31]. Proporcje kruszywa, cementu i
wody w mieszance betonowej również wpływają na skurcz. Różnica odkształceń skurczowych betonów
zwierających objętościowo 80 i 60% tego samego kruszywa jest nawet kilkakrotna, co pokazano na ry-
sunku 3.11.
3. Beton zwykły a beton modyfikowany, specyfikacja cech
8
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
Rys. 3.10 Wytrzymałość na ściskanie i rozciąganie bezpośrednie betonów zwykłych i wysokiej wytrzymałości [13]
Rys. 3.11 Wpływ W/C i zawartości kruszywa na skurcz betonu [45]
Istotny
wpływ na wielkość skurczu ma także zawartość wody w mieszance betonowej. Na przykład
konsystencja plastyczna mieszanki betonowej warunkuje o 1/4 wyższe odkształcenia skurczowe w sto-
sunku do betonu o konsystencji wilgotnej. Dlatego też stosuje się dodatki uplastyczniające pośrednio re-
dukujące odkształcenia skurczowe, poprawiając urabialność i zwiększając plastyczność mieszanki beto-
nowej bez zmiany pozostałych składników [61].
Betony modyfikowane mikrokrzemionką, jak i superplastyfikatorem w odróżnieniu od betonów zwy-
kłych pozwalają na znaczne oszczędności na gabarytach konstrukcji, elementów, a co za tym idzie na cię-
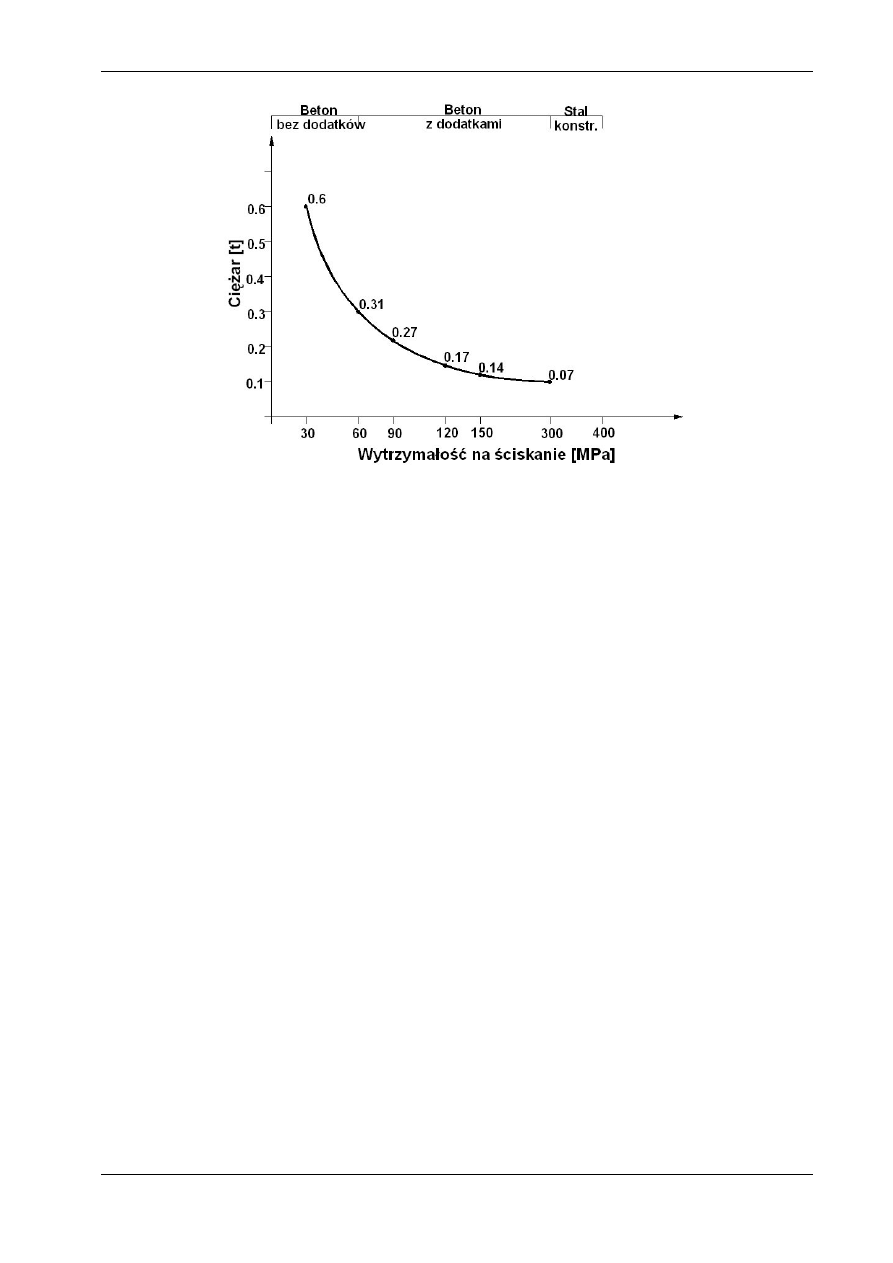
żarze i samym materiale [37].
Rys. 3.12 Przekrój poprzeczny słupów o równoważnej nośności [37]
3. Beton zwykły a beton modyfikowany, specyfikacja cech
9
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
Rys. 3.13 Ciężar 1 m słupa o równoważnej nośności [37]
3.3 Eliminacja defektów struktury betonów zwykłych
Struktura
materiału jest niezwykle istotnym czynnikiem bezpośrednio wpływającym na właściwości i
funkcje użyteczne materiałów. Charakteryzuje ją szeroki zakres możliwych zmian i modyfikacji. Stąd
sterowanie właściwościami materiału poprzez strukturę jest najczęściej bardziej ekonomiczne
niż na drodze zmiany składu chemicznego [40].
W technologii betonu procedura postępowania prowadząca do uzyskiwania betonów wysokiej jakości,
uwarunkowana jest doborem składników mieszanki betonowej, parametrami procesu wytwarzania, wa-
runkami przebiegu wiązania i twardnienia betonu, co decyduje o strukturze i właściwościach określają-
cych jakość użytkową betonu. Prowadzone badania w tym zakresie opierają się na wielu zmiennych pa-
rametrach i wzajemnie uwarunkowanych czynnikach. Przyjmuje się, iż danej strukturze betonu ukształ-
towanej działaniami technologicznymi, odpowiada jeden zestaw fizyko
−
mechanicznych cech jakościo-
wych. Tym istotniejsze jest więc ustalenie współzależności pomiędzy strukturą betonu, a jego właściwo-
ściami wytrzymałościowymi. Zależność ta jest kluczowa w zakresie kształtowania i modyfikowania
struktur betonu w kierunku uzyskiwania betonów wysokich klas. Dokładne poznanie struktury betonu,
szczególnie na poziomie mikrostruktury, jest utrudnione zależnością zachodzących w czasie procesów
fizyko
−
chemicznych [29].
W
ujęciu technologii klasycznej wytrzymałość betonu uzależniona jest od wskaźnika W/C, stopnia
hydratacji cementu, porowatości betonu i gęstości składników. By uzyskać betony wysokowytrzymałe
tradycyjna technologia betonu wymaga starannego doboru składników mieszanki w skali mikro i makro z
doprowadzeniem do ścisłego ułożenia składników mieszanki oraz odpowiedniej pielęgnacji twardnieją-
cego betonu. Tak powstające tworzywo betonowe nie jest jednak wolne od wad, posiada defekty. Zalicza
się do nich makro i mikropory, kapilary, mikrorysy, lokalne defekty, ukierunkowane duże kryształy, sła-
be wiązania na granicy faz, czy wreszcie niejednorodne rozmieszczenie cząstek elementów struktury, itp.
Szereg wymienionych tutaj występujących w betonie nieciągłości strukturalnych, powoduje że uzyskiwa-
ne parametry betonu wysokowartościowego są niższe, lub znacznie niższe od teoretycznie możliwych do
osiągnięcia [29].
Aby
otrzymać wytrzymały, niskoskurczowy, szczelny i trwały beton, należy dążyć do uzyskania
optymalnego stosu okruchowego oraz niskiej lecz wystarczającej do otulenia drobnych frakcji kruszywa
ilości cementu, a także do niskiego stosunku wodno
−
cementowego [21]. Dopóki kamień cementowy bę-
dzie się charakteryzował właściwościami technicznymi niższymi niż składnik kruszywowy betonu mode-
lowego, dotąd w odniesieniu do betonów wysokich klas obowiązywał będzie wymóg starannego doboru
stosu kruszywowego z warunku minimum porowatości stosu ziarnowego, tak w skali makro (dotyczy

3. Beton zwykły a beton modyfikowany, specyfikacja cech
10
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
składników betonu), jak i mikro. Prócz tego dochowane muszą być i inne uwarunkowania technologiczne
prowadzące do eliminacji defektów strukturalnych betonu. Jedną z dróg prowadzących ku temu celowi
stanowi „ulepszanie” klasycznych procedur postępowania. Mowa tu o starannym doborze jakościowym i
ilościowym składników betonu, o obniżaniu W/C, aż do poziomu granicznego, o obniżeniu ilości cemen-
tu w jednostce objętości betonu (z zachowaniem minimum cementu) i innych działaniach w kierunku re-
dukcji nieciągłości struktury betonu [29].
Wreszcie
najistotniejszą drogą do otrzymania wysokiej jakości i wytrzymałości betonu jest kształto-
wanie szczelnej struktury zaczynu poprzez redukcję stosunku W/C oraz poprawę mikroporowatości na
drodze wypełnienia stosu okruchowego fazą mikroziarnistą. W praktyce bardzo dobre rezultaty daje za-
chowanie konwencjonalnych zasad, przez wprowadzenie bardzo skutecznych superupłynniaczy oraz ilo-
ściowo znaczący dodatek mikrowypełniaczy, częściowo aktywnych pyłów: krzemionkowych, żużlowych
lub popiołowych. Zoptymalizowany pod względem ilościowym i jakościowym dobór składników pozwa-
la przy umiarkowanym dozowaniu cementu uzyskać dobrą urabialność (wielkość opadu stożka rzędu np.
5
÷
12 cm), bardzo niską wartość W/C = 0.24
÷
0.32 oraz bardzo wysokie wytrzymałości na ściskanie w
granicach 80
÷
140 MPa [13]. Modyfikacji ulega także struktura warstw stykowych, ponadto zmniejsza się
ilość wiązań słabych na rzecz silnych wiązań chemicznych [29]. Decydujące znaczenie w osiągnięciu tak
wyostrzonych parametrów betonu wysokowartościowego ma nowo ukształtowana mikrostruktura zaczy-
nu, w strefie międzyfazowej zasadniczo odmienna od struktury w betonach zwykłych. Pucolanowy wy-
pełniacz mikrokrzemionkowy reaguje tutaj z portlantydem, tworząc zwłaszcza na granicy faz za-
czyn-kruszywo, w miejsce dotychczasowej pełnej defektów, inkluzji i mikropęknięć
−
jednolitą i ciągłą
fazę kontaktową [13].
Jak wynika z dotychczasowych ustaleń dotyczących eliminowania defektów strukturalnych betonów
zwykłych, poprzez odpowiednią ich modyfikację, pierwszoplanową rolę odgrywają dwa procesy: reduk-
cja W/C i redukcja porowatości. Pamiętać należy, że przy danym stopniu hydratacji, W/C określa poro-
watość zaczynu cementowego. Rośnie znaczenie tego wskaźnika. W tradycyjnym betonie względy tech-
nologiczne wymuszają stosunkowo wysoki jego poziom (0.45
÷
0.6) [39]. Teoretycznie przy W/C=0.4 w
betonie zachodzi 100-procentowa hydratacja cementu i nie ma nadmiaru zbędnej wody. Mieszanka beto-
nowa o takich parametrach ma konsystencję wilgotną i jest niemal całkowicie nieurabialna [21]. Obniże-
nie wskaźnika cementowego wymaga tutaj np. technologii wymuszających mechaniczne zbliżenie cząste-
czek. W niniejszym opracowaniu przyjrzymy się jednak bliżej uwarunkowaniom, możliwościom
i rezultatom wynikającym ze stosowania superplastyfikatorów i mikrokrzemionki. Stosowane łącznie
przyczyniają się np. do zdecydowanej redukcji wskaźnika wodno
−
cementowego [39]. Działania techno-
logiczne zmierzające do jego radykalnej redukcji oraz wysoki dodatek pyłów krzemionkowych, wpływają
na ukształtowanie nowego rodzaju szczelnej i bardzo jednorodnej mikrostruktury zaczynów i betonów.
W efekcie czego beton wysokowartościowy nabiera bardzo korzystnych właściwości wytrzymałościo-
wych, stając się wysokiej jakości materiałem konstrukcyjnym nowej generacji. Dodać należy, że aby
osiągnąć na budowie beton o wytrzymałości rzędu 100 MPa wymaga się wysokiej dyscypliny wykonaw-
czej, a do wykonawcy należy właśnie przestrzeganie tych ostrych reżimów technologicznych [13].
3.4 Trwałość
−
podstawowy wyznacznik modyfikacji cech betonu
Konwencjonalna technologia betonu okazuje się być niewystarczająca w kontekście zwiększających
się obciążeń oddziałujących na elementy betonowe, oraz uwzględniając tendencję do uzyskiwania lek-
kich, smukłych konstrukcji. Niezwykle istotnym czynnikiem jest w tym względzie agresja chemiczna
związana ze środowiskiem zewnętrznym. W związku z tym beton o podwyższonej trwałości to beton
poddany modyfikacji w taki sposób, by charakteryzowała go wysoka szczelność
−
tak wobec cieczy, jak i
gazów oraz mrozo i chemoodporność przy zdecydowanie wyższej smukłości elementów konstrukcji, niż
w przypadku betonu tradycyjnego. Aby uzyskać wyżej wymienione efekty niezbędne jest zastosowanie
odpowiednich dodatków i domieszek do betonu pozwalających zwielokrotnić trwałość tego tworzywa.
Dość powiedzieć, że beton tradycyjny nawet o relatywnie wysokiej wytrzymałości na ściskanie jest mate-
riałem bardziej podatnym na filtrację wody i agresję chemiczną, przez co w dłuższej perspektywie czasu
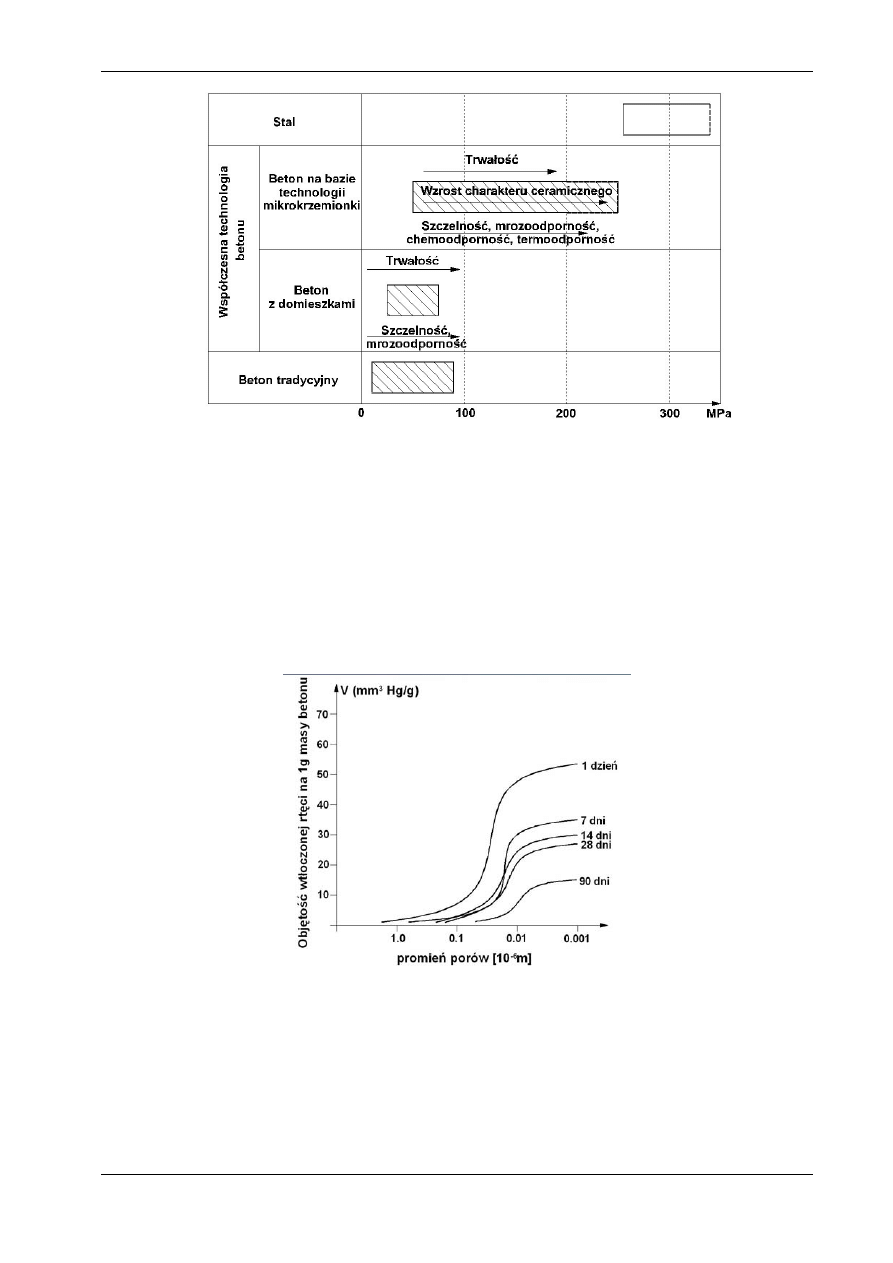
wymagającym wyższych nakładów niezbędnych, by zachować swe cechy wyjściowe. Poniżej zilustrowa-
ne zostały możliwości współczesnej technologii betonu, w zależności od czynnika modyfikującego (mi-
krokrzemionka, domieszki chemiczne), zorientowanej na jego trwałość [21,60].
3. Beton zwykły a beton modyfikowany, specyfikacja cech
11
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
Rys. 3.14 Możliwości współczesnej technologii betonu w zakresie kształtowania
jego trwałości i cech mechanicznych [21]
O
trwałości betonu decyduje jego szczelność, brak mikrospękań i rys. Betony wysokowartościowe
cechują się dużą szczelnością i jednorodnością struktury, amorfizacją hydratów, dodatkami i domieszka-
mi, eliminacją porów kapilarnych, co zwiększa ich odporność na wpływy klimatyczne i chemiczne.
Zwiększona zdolność do wbudowywania obcych jonów i wysoka redukcja przenikalności chlorków
zwiększa odporność na silne oddziaływanie chemiczne, np. na długotrwałe działanie kwaśnych wód wy-
sokosiarczanowych i na pęcznienie związane z korozją alkaliczną [31,34]. Bardzo istotną dla osiągnięcia
wysokiej szczelności struktury jest zdolność do zamykania porów mikrostrukturalnych o szerokim zakre-
sie wymiarów, w ciągu kilkudziesięciu dni hydratacji. Jest to rezultatem przejścia od bogatego w krze-
mionkę żelu w różnorodne morfologicznie typy C
−
S
−
H, charakteryzujące się już po około 90 dniach bar-
dzo wysokim wzrostem szczelności.
Rys. 3.15 Redukcja mikroporowatości struktury BWW jako wynik przemian fazowych w czasie [13]
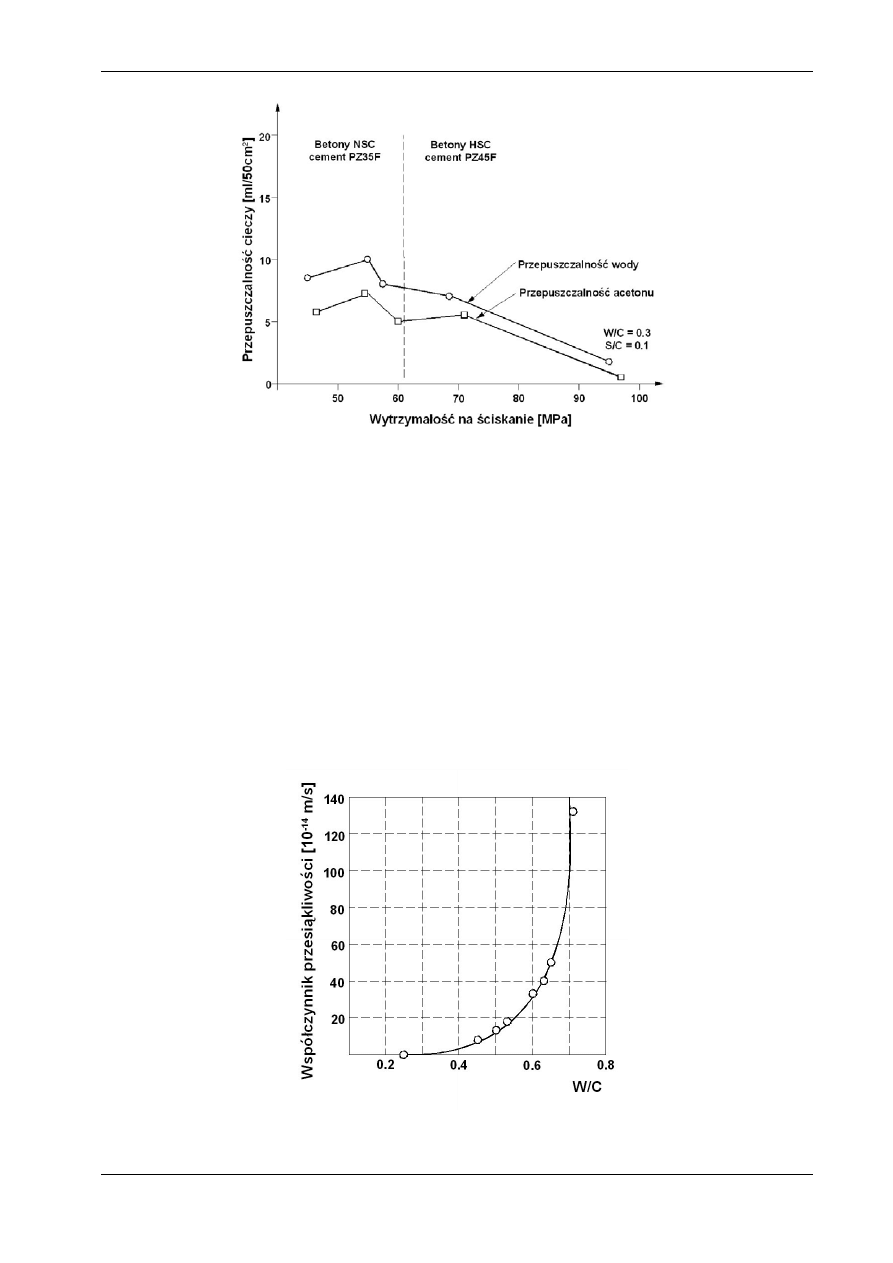
Znaczny wzrost szczelności w porównaniu do betonów zwykłych obserwuje się już po 72 godzinach.
Potwierdzają to wyniki prób przepuszczalności wody i acetonu uzyskane w programie badawczym beto-
nów zwykłych (NSC) i wysokiej wytrzymałości (HSC) przeprowadzonych w Darmstadt. Wyniki tych
badań prezentuje kolejny wykres.
3. Beton zwykły a beton modyfikowany, specyfikacja cech
12
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
Rys. 3.16 Przepuszczalność betonów zwykłych i wysokiej wytrzymałości na
działanie wody i acetonu po 72 godzinach dojrzewania [13]
Zwłaszcza ta cecha będzie wywierać zasadniczy wpływ na zdolności osłonowe betonów wysokowar-
tościowych przed działaniem czynników korozyjnych [13]. To właśnie niska przepuszczalność redukuje
do minimum niebezpieczeństwo wymywania składników stosunkowo łatwo rozpuszczalnych [Ca(OH)
2
] i
zabezpiecza przed rozluźnieniem struktury betonu [34]. Wskutek dodania drobnej krzemionki
−
aktywnej
z Ca(OH)
2
, przy około stukrotnie większym rozdrobnieniu, niż ziarn cementu dochodzi do uszczelnienia
zaczynu taką krzemionką [52]. Pozwala to uzyskać betony o strukturze charakteryzującej się mniejszymi
wielkościami porów oraz brakiem sieci połączeń między porami kapilarnymi. Eliminuje to konieczność
napowietrzania mieszanki betonowej w celu uzyskania betonu o wysokiej mrozoodporności [15].
Trwałość mrozowa ulega poprawie wraz ze wzrostem szczelności po zagęszczeniu mieszanki betono-
wej. Według hipotezy Powersa o mrozoodporności decyduje stosunek W/C<0,55 oraz wielkość i odle-
głość porów powietrza równomiernie rozłożonych w zaczynie dzięki napowietrzeniu mieszanki. Rozwija-
jąc tę hipotezę Phillea twierdzi, że w betonach o wysokich wytrzymałościach, gdzie mamy do czynienia
z dużą zawartością zaczynu
−
wystarczy zachować W/C
≤
0,35 i nie jest konieczne dodawanie domieszek
napowietrzających [52].
Rys. 3.17 Wpływ stosunku W/C na przesiąkliwość zaczynu cementowego [52]

3. Beton zwykły a beton modyfikowany, specyfikacja cech
13
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami
Alma Mater
Według danych ze źródeł zagranicznych do określenia odporności BWW na zamrażanie i rozmrażanie
potrzebna jest m.in. znajomość zależności między wielkością porów i temperaturą zamarzania wody w
tych porach. Uważa się na przykład, że woda w porach o średnicach rzędu 2
÷
50 mikrometrów zamarza w
temperaturze -23
o
C. A zatem w przypadku BWW, gdy rozmiary porów są mniejsze w porównaniu z be-
tonem zwykłym, zjawisko zamarzania wody w porach podczas normowego badania mrozoodporności
może nie zachodzić wcale, bądź zachodzić w niewielkim stopniu.
Jednakże do wyjaśnienia całości zagadnień związanych z odpornością BWW na zamarzanie potrzebne
są dalsze badania [15].
Kolejną różnicą w aspekcie trwałości między betonem zwykłym, a betonem modyfikowanym jest po-
datność na karbonizację. Większa szczelność struktury betonu modyfikowanego utrudnia wnikanie CO
2
,
co rzutuje na niemal całkowity brak objawów karbonizacji w tych betonach [31]. W betonach wysoko-
wartościowych ponadto ze względu na wysoki udział cementu obniża się podatność na ten proces [34].
Ze względu na stosowanie pyłów krzemionkowych, zmniejsza się pH betonu i może się zwiększyć podat-
ność zbrojenia na korozję, lecz równocześnie towarzyszy temu wzrost odporności elektrycznej betonu, a
co za tym idzie i odporności na korozję [31].
Obserwuje
się także odmienne zjawiska związane ze skurczem BWW i betonów zwykłych. Skurcz
hydratacyjny jest szybszy i może spowodować wskutek ograniczenia swobody odkształceń dodatkowe
naprężenia we wczesnym stadium dojrzewania. Mimo to wielkość skurczu całkowitego jest niższa ze
względu na to, że skurcz spowodowany wysychaniem jest znacznie niższy ze względu mniejszą ilość wo-
dy zarobowej i szczelność zaprawy [31]. Dodatek mikrokrzemionki zmniejsza odkształcenie skurczowe
zaczynu cementowego. Natomiast domieszki uplastyczniające i upłynniające redukują odkształcenia
skurczowe w sposób pośredni, poprawiając urabialność i zwiększając plastyczność mieszanki betonowej
bez zmiany pozostałych składników [61].
Również dodatek włókien tak stalowych, jak i syntetycznych wpływa na modyfikację właściwości
betonu zmierzającą w kierunku wzrostu jego trwałości. Dla przykładu poprawa ścieralności w odniesieniu
do betonów konwencjonalnych sięga kilku
÷
kilkudziesięciu procent. Betony zbrojone włóknem stalowym
odporne są ponadto na nagłe zmiany temperatury [23]. Obserwuje się także wzrost odporności na przema-
rzanie i korozję. Dzięki zastosowaniu włókien uzyskano ponadto zdecydowaną poprawę udarności i od-
porności na obciążenia zmęczeniowe [51].
Modyfikacja poszczególnych cech betonu mająca na celu także wzrost trwałości tego tworzywa zosta-
ła tutaj jedynie zarysowana. Bliżej o tym zagadnieniu mowa będzie w kolejnych rozdziałach opracowa-
nia, gdyż jest to niezwykle istotna dziedzina wyznaczająca kierunki rozwoju współczesnej technologii
betonu.
Wyszukiwarka
Podobne podstrony:
03 28 szczegółowy sposób postępowania z olejami odpadowymi
2003 03 28 0544
Ustawa z dnia 2003.03.28 (1), Dz
Prawo cywilne ćw. 2011-03-28, Prawo Cywilne
1937 03 28 Nos es muy conocida
Ustawa z dnia 2003.03.28 (2), Dz
Ustawa z dnia 2003.03.28
Umowa klubowa, ktm pl 2012 03 28
Geografia regionaln - 2011.03.28, Geografia regionalna świata
DGP 2014 03 28 prawnik
Prawo cywilne ćw.11 2011-03-28, Prawo Cywilne
2001 03 28
2006 03 28
TPL WYK 14 03 28 Maści Pasty i kremy
2003 03 28
TPL PRAC 14 03 28 Maści
03 28 szczegółowy sposób postępowania z olejami odpadowymi
2003 03 28 0544
2012 03 28 metody przypadków ppt
więcej podobnych podstron