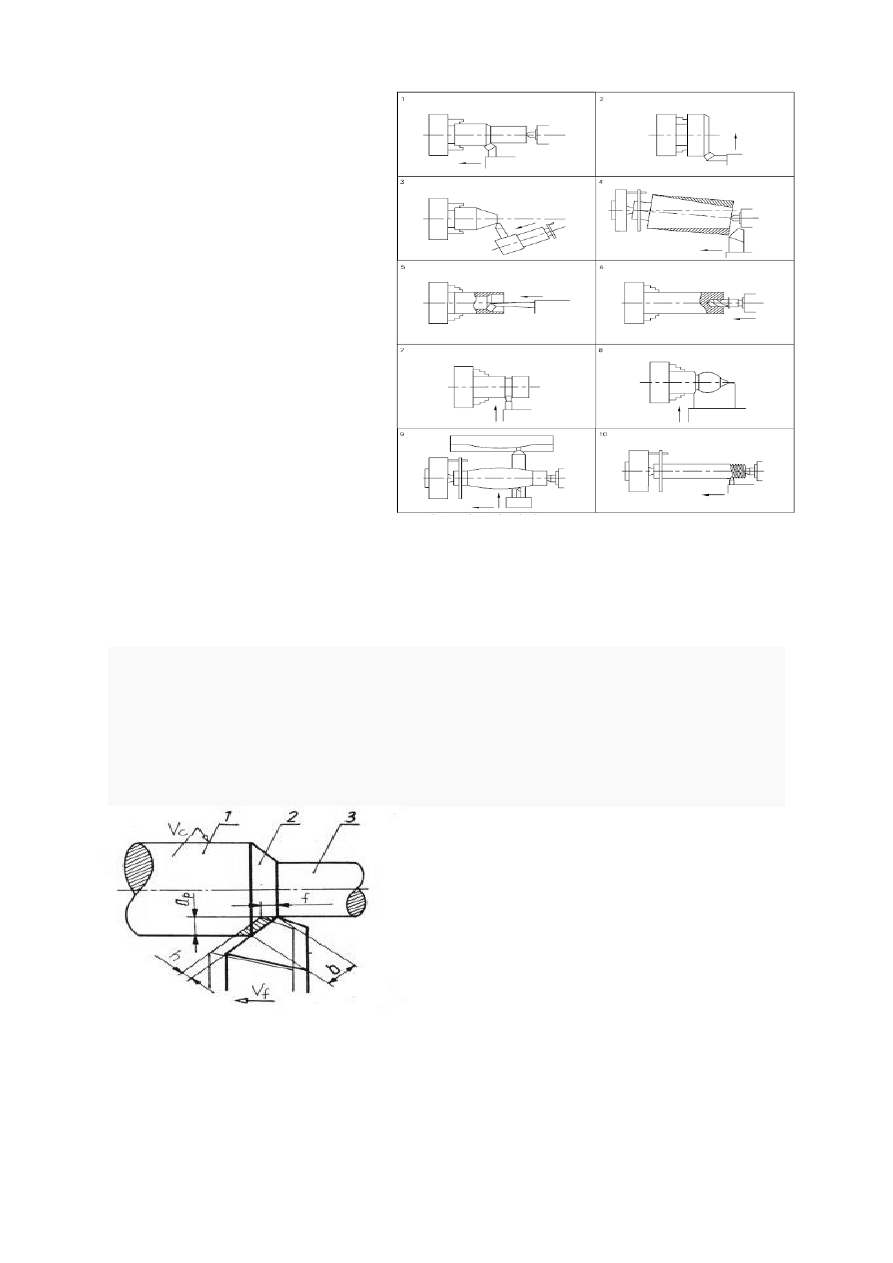
) stosowany najczęściej do
obrabiania powierzchni zewnętrznych i
wewnętrznych przedmiotów w kształcie
. Istnieje możliwość uzyskiwania
metodą toczenia również innych kształtów
niż obrotowe. Podczas toczenia obrabiany
materiał obraca się, a narzędzie (
) wykonuje ruch posuwowy.
Obrabiarka, na której wykonuje się toczenie
to
Podział
•
Ze względu na położenie osi obrotu
przedmiotu
•
toczenie poziome
(powszechnie: toczenie)
•
toczenie pionowe
•
Ze względu na rodzaj powierzchni
•
toczenie zewnętrzne (obtaczanie)
•
toczenie wewnętrzne (wytaczanie, roztaczanie)
•
Ze względu na parametry skrawania
•
Zgrubne (ciężkie)
•
Zgrubne
•
Lekkozgrubne
•
Półwykańczające (średniodokładne)
•
Wykańczające
•
Wykańczające-gładkościowe
Frezowanie – rodzaj obróbki skrawaniem, w której ruch obrotowy wykonuje narzędzie, a posuwowy (w
zależności od konstrukcji obrabiarki, na której jest prowadzona obróbka) wykonywany jest również przez
narzędzie lub przez przedmiot obrabiany.
Cechą charakterystyczną procesu frezowania jest nierównoczesna praca ostrzy narzędzia. Krawędzie
skrawające freza nigdy nie pracują wszystkie równocześnie, lecz kolejno jedna po drugiej. Obrabiarka, na
której wykonuje się frezowanie nazywa się

Frezowanie obwodowe dzielimy na:
•
przeciwbieżne - krawędź tnąca narzędzia porusza się przeciwnie do posuwu materiału. Przy tym
rodzaju frezowania krawędź porusza się wzdłuż obrabianej powierzchni, będąc stopniowo coraz
silniej do niej dociskaną. Na początku siła dociskająca jest tak mała, że krawędź narzędzia ślizga się
po materiale, utwardzając go oraz tępiąc się. Ten rodzaj frezowania daje gorszą jakość powierzchni z
wyraźnymi śladami miejsc, w których frez przestaje się ślizgać i zaczyna ciąć. Pomimo tych wad jest
to częściej stosowany rodzaj frezowania, gdyż siły działające na frez są mniejsze i mają charakter
bardziej ciągłego nacisku niż wibracji.
•
współbieżne - krawędź tnąca narzędzia porusza się zgodnie z posuwem materiału. W tym rodzaju
frezowania narzędzie zaczyna ciąć w dobrze określonym punkcie, odcinając gruby wiór, którego
grubość spada do zera. Wióry są wyrzucane za narzędziem, co ułatwia ich usunięcie. Krawędź nie
trze powierzchni materiału co zwiększa żywotność narzędzia oraz nie powoduje utwardzania
materiału. Wadą tego rodzaju frezowania są duże siły działające na frez oraz silne wibracje. Ten
rodzaj frezowania wymaga sztywnych maszyn z kasowaniem luzu oraz sztywnych i mocnych
narzędzi. Jest niezalecany w przypadku maszyn starszego typu oraz zużytych.
materiału za pomocą narzędzia zwanego
, w wyniku którego otrzymujemy
otwór o przekroju najczęściej kołowym. Przy zastosowaniu specjalnych wierteł metodą wiercenia wtórnego
możliwe jest uzyskanie otworu wielokątnego (np. trójkątnego, czworokątnego). Wiercenie wykonywane jest z
pomocą
stacjonarnych lub wiertarek przenośnych, najczęściej ręcznych. Wiercenie odbywa się
jeżeli wiertło się obraca, a przedmiot obrabiany pozostaje nieruchomy lub gdy wiertło jest nieruchome, a
przedmiot obrabiany obraca się np.: wiercenie na
zależą od średnicy wiertła oraz rodzaju obrabianego materiału.
Wiercenie wiertłem dużej średnicy w pełnym materiale jest utrudniane przez opór, jaki powoduje
dlatego należy wykonać wiercenie wstępne wiertłem o mniejszej średnicy.
W celu uzyskania otworów dokładnych należy zastosować wiercenie zgrubne, a następnie
wykonać
większym wiertłem i
. Otwory pod
średnicach odpowiednich dla danej wielkości i gwintu.
Typowe operacje wykonywane na wiertarkach
– wykonanie lekkiego wgłębienia w celu lepszego prowadzenia wiertła
•
wiercenie – wykonywanie otworu wiertłem
– powiększanie średnicy otworu
– zmiana geometrii początkowej części otworu (np. fazka)
– w celu uzyskania dokładnego wymiaru i małej chropowatości (obróbka wykańczająca)
Document Outline
Wyszukiwarka
Podobne podstrony:
sprawko z wiercenia, Polibuda (MiBM), Semestr III, III semestr, Skowron, III semestr, obróbka skrawa
sprawko(2), ZiIP, Skrawanie, Obróbka Skrawaniem
cw 5 sprawko, Polibuda (MiBM), Semestr III, III semestr, od Arniego, 3 semester, sebastianowe, SEMES
sprawko, ZiIP, Skrawanie, Obróbka Skrawaniem
Sprawko III, Inżynieria Środowiska [PW], sem 2, Materiałoznawstwo, skrawanie, Obróbka skrawaniem
OBROBKA SKRAWANIEM id 328388 Nieznany
Projekt 2 - siły, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Wykonywanie otworow, Technologie wytwarzania, Obróbka skrawaniem, Wiercenie
Labolatorium obróbki skrawaniem szlifowanie (ATH)
Obróbka skrawaniem Szlifowanie
obrobka skrawaniem
Obróbka Skrawaniem (K Jemielniak)
szlifowanie2, ZiIP, II Rok ZIP, Skrawanie, Obróbka Skrawaniem
Regulamin pracowni obróbki skrawaniem, BHP, Instrukcje BHP, Szkoła
MCH3 egzamin, ZiIP, Obróbka skrawaniem 2
obróbka skrawaniem ściąga
ćw 5 obróbka skrawaniem wiertła
Obróbka skrawaniem skrypt
więcej podobnych podstron