
9. Metody produkcji prefabrykatów
1
Józef Jasiczak - „Technologie budowlane II” 2003r.
Alma Mater
9.
METODY PRODUKCJI PREFABRYKATÓW
9.1. Rodzaje zakładów prefabrykacji
Podstawową cechą prefabrykacji elementów jest ich wytwarzanie w wydzielonych zakładach typu fabrycz-
nego, w mniejszym lub większym stopniu uniezależnionych od warunków klimatycznych.
Tradycyjnie zakłady prefabrykacji betonowej dzieli się na trzy grupy:
−
zakłady przyobiektowe,
−
zakłady poligonowe,
−
stałe zakłady prefabrykacji, tzw. fabryki domów.
Zakłady przyobiektowe powstają wówczas, gdy na placu budowy wytworzyć należy elementy trudne do
wykonania metodą monolityczną. Bardzo często wykonywano w zakładach przyobiektowych ciężkie i
wielkogabarytowe słupy hal przemysłowych, biegi schodowe, obudowy szybów windowych, wielowar-
stwowe ściany zewnętrzne. W takim przypadku korzysta się z typowego wyposażenia placu budowy (żu-
raw, betonownia, zbrojarnia, warsztat ciesielski) uzupełniając go o przenośną formę stendową dla wykona-
nia określonego typu elementu. Przyobiektowa wytwórnia elementów funkcjonuje do czasu zakończenia
budowy.
Zakłady poligonowe zaliczane są do grupy zakładów półstałych przewidzianych do eksploatacji na okres
3-6 lat. Na przełomie lat sześćdziesiątych i siedemdziesiątych XX wieku wybudowano w Poznaniu dwie
wytwórnie poligonowe przeznaczone do produkcji elementów dla budowanych w ich sąsiedztwie osiedli
Rataje i Winogrady. Wytwórnie takie lokalizuje się w centrum budowanego osiedla i wyposaża w nie-
zbędny sprzęt i urządzenia do seryjnej produkcji elementów. Wydziela się budynki administracyjne, pro-
dukcyjne (zbrojarnia, warsztat mechaniczny, laboratorium badań betonów), węzły betoniarskie i kotłownie
oraz poligony (na otwartej przestrzeni) z urządzeniami do produkcji określonych typów elementów. Obok
poligonów lokalizowane są składowiska wyrobów gotowych i miejsca załadunku prefabrykatów na środki
transportowe. W szczytowym okresie prefabrykacji elementów betonowych (lata 1975-1978) w Polsce
funkcjonowało około 100 wytwórni.
Po 1970 roku zaczęto w Polsce lokalizować:
Stałe zakłady prefabrykacji nazywane potocznie fabrykami domów (dla potrzeb budownictwa mieszka-
niowego) i fabrykami fabryk (dla potrzeb budownictwa przemysłowego). Są to zakłady typu przemysłowe-
go, zlokalizowane w halach produkcyjnych, o masowej i wielkoseryjnej produkcji elementów dla konkret-
nych osiedli lub na skład. Przyjmowano zasadę, że wytwórnie stałe są lokalizowane w większych ośrod-
kach miejskich, najlepiej przy źródłach surowców wyjściowych, z możliwością zaopatrzenia w prefabryka-
ty danego rejonu kraju (np. PeKaBex dla Wielkopolski; Kokoszki dla Gdańska, Służewiec i Legionowo dla
Warszawy itp.). Produkcja elementów jest całkowicie uniezależniona od warunków klimatycznych. Zblo-
kowane w halach linie produkcyjne obejmują oddziały: form bateryjnych, produkcji potokowej, produkcji
stanowiskowej, produkcji wyrobów z lastrico itp. Funkcjonują stałe wytwórnie produkcji mieszanki beto-
nowej z zadaszonymi składnikami kruszyw, zbrojarnie, warsztaty renowacji form, laboratorium. Ponadto
zakłady posiadają instalacje do przyspieszania dojrzewania betonu, sprężonego powietrza, pneumatyczne i
taśmowe ciągi transportu mieszanki betonowej do urządzeń formujących. Zorganizowane są składowiska
wyrobów gotowych z podziałem na sekcje składowania wydzielonych grup wyrobów. Trwałość tych za-
kładów określono na 30 lat. Wybudowano ich także około 100. Nastąpiło wcześniejsze zużycie moralne
niż fizyczne.
9. Metody produkcji prefabrykatów
2
Józef Jasiczak - „Technologie budowlane II” 2003r.
Alma Mater
9.2. Metody produkcji prefabrykatów
Wyróżnia się trzy metody produkcji prefabrykatów:
−
metoda
stendowa,
−
metoda
potokowa,
−
metoda
taśmowa.
Składnikiem każdej z tych metod są następujące procesy:
−
rozformowanie
(wyjęcie prefabrykatu z formy po osiągnięciu tzw. wytrzymałości rozformowania),
−
czyszczenie,
składanie i pokrywanie formy preparatem antyadhezyjnym,
−
układanie zbrojenia w formie i profili kształtujących obrzeża i otwory w elemencie,
−
układanie mieszanki betonowej; przy ścianach wielowarstwowych z warstwą fakturową: układanie na
dnie formy warstwy fakturowej, warstwy betonu, warstwy izolacji termicznej i górnej warstwy betonu,
−
poddanie prefabrykatu obróbce termicznej metodą opisaną w 11 rozdziale podręcznika.
Schematy poszczególnych metod podano na rys. 9.1, 9.2 i 9.3.
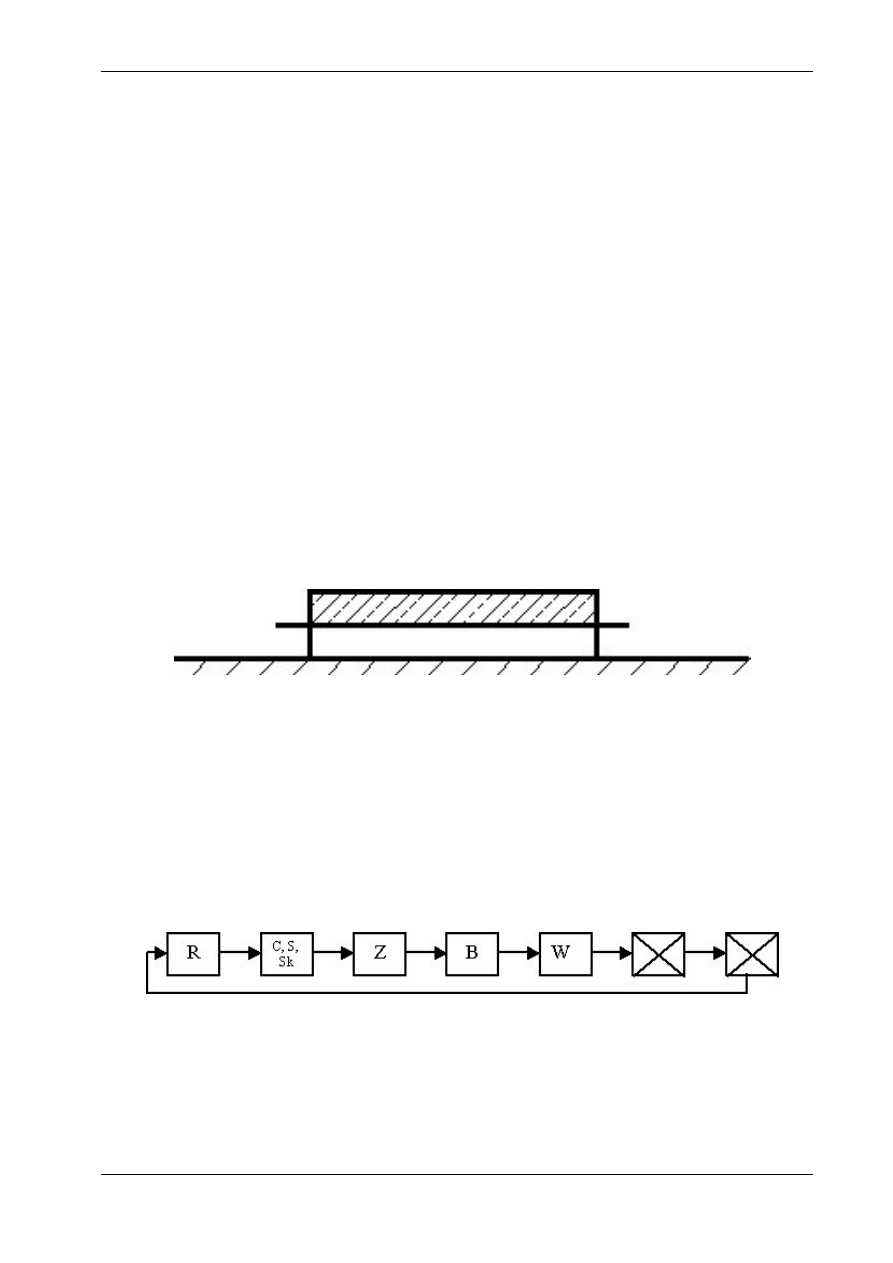
Metoda stendowa - najstarsza metoda; polega ona na ustawieniu urządzenia formującego w hali lub na
placu budowy w jednym miejscu (forma jest nieruchoma - standing). Obecnie stosuje się tą metodę przy
produkcji dźwigarów mostowych, wcześniej przy produkcji elementów ściennych zewnętrznych, ocieplo-
nych wełną mineralną lub styropianem z gotową fakturową zewnętrzną.
Rys. 9.1. Schemat formy stendowej. Część górna - przestrzeń formująca,
część dolna - komora naparzalnicza
Metoda potokowa - stosowana między innymi przy produkcji kostki brukowej. jest to ciąg przesuwają-
cych się podkładów ze stanowiska na stanowisko. Jest to tak zwany układ z wymuszeniem, tj. każda bry-
gada musi wykonać swoją prace w swoim czasie, wynikającym z „postoju” podkładu na danym stanowi-
sku. Podkłady z elementami układane są w komorze naparzalniczej.
Procesy:
rozformowywanie (R), czyszczenie (C), smarowanie (S), składanie (Sk), zbrojenie (Z), betonowanie (B), stanowiska re-
zerwowe (W), komory naparzalnicze, druga - aktualnie opróżniana, pierwsza - aktualnie napełniana.
Rys. 9.2. Schemat linii potokowej o podkładach jak na rys. 9.10
9. Metody produkcji prefabrykatów
3
Józef Jasiczak - „Technologie budowlane II” 2003r.
Alma Mater
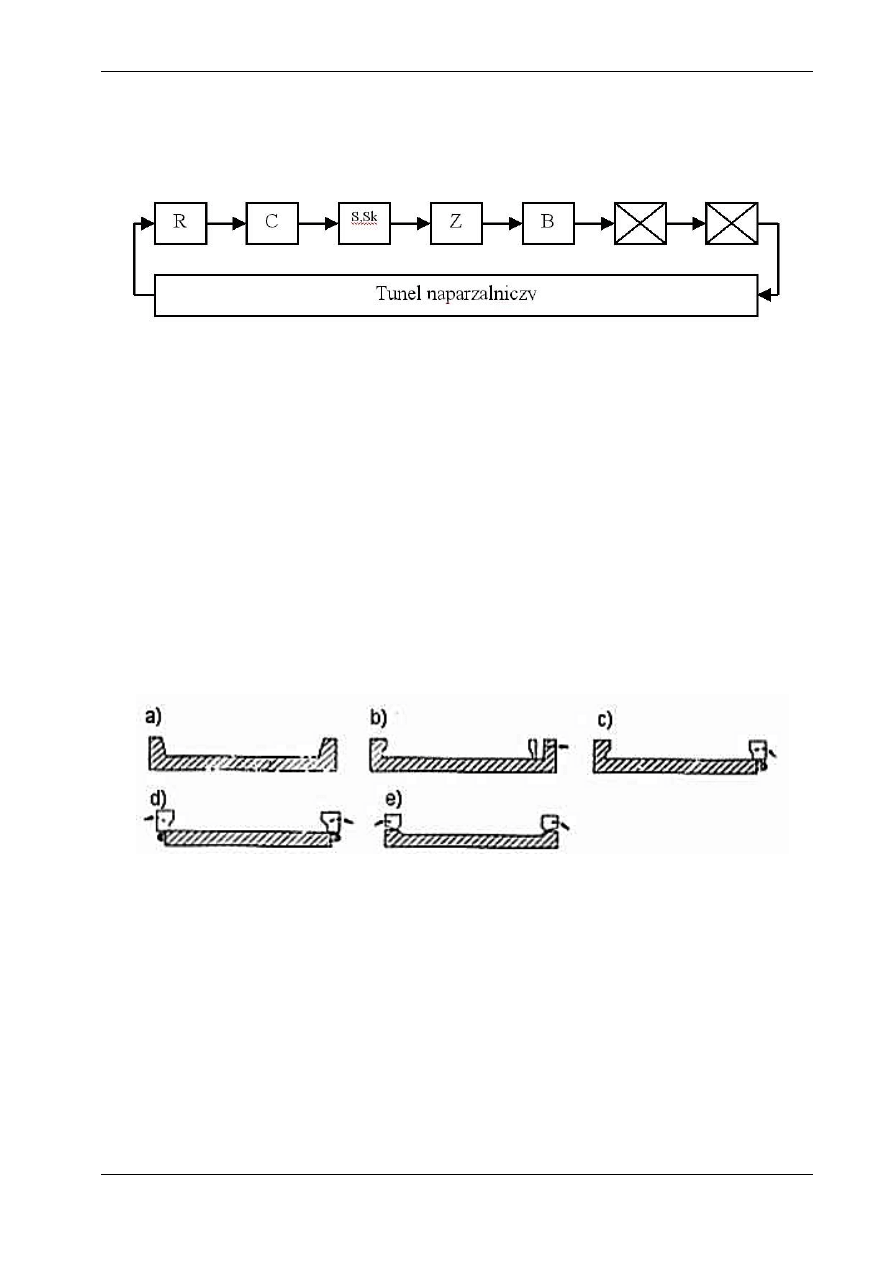
Metoda taśmowa - cykl produkcyjny odbywa się na taśmie przesuwanej regularnie od 15 do 30 minut o
jedno stanowisko robocze. Oznaczenia jak na rys. 9.2.
Rys. 9.3. Metoda taśmowa z tunelem naparzalniczym. Długość tunelu uzależniona od czasu trwa-
nia obróbki termicznej. Najczęściej spotykana długość tunelu 50
÷
100 m.
9.3. Elementy urządzeń formujących i przykłady form
Na kolejnych rysunkach przedstawiono elementy form. Podano najprostsze formy oraz zasady kształ-
towania obrzeży i ich możliwości przemieszczania lub obrotu. Na rysunku 9.7 pokazano widok z boku
formy bateryjnej stendowej oraz jej elementy składowe (pojedyncze kasety, rys. 9.8). Formy te służą do
jednoczesnego wytwarzania, w pozycji pionowej, kilku lub kilkunastu elementów. Na rysunku 9.10 poka-
zano konstrukcję podkładu formującego w metodzie potokowej, a na rys. 9.11 schemat linii taśmowej do
produkcji elementów ściennych, zewnętrznych.
Rys. 9.4
Kształty poprzeczne przekrojów form do produkcji elementów płytowych (część nośna jest zakre-
skowana):
a) forma nierozbieralna, b) forma częściowo rozbieralna z jednym blokiem odsuwanym,
c) forma częściowo rozbieralna z jednym bokiem odchylanym, d) forma rozbieralna z
dwoma blokami odchylanymi, e) forma z rozbieralnymi z odchylanymi bokami o zmniej-
szonej wysokości
9. Metody produkcji prefabrykatów
4
Józef Jasiczak - „Technologie budowlane II” 2003r.
Alma Mater
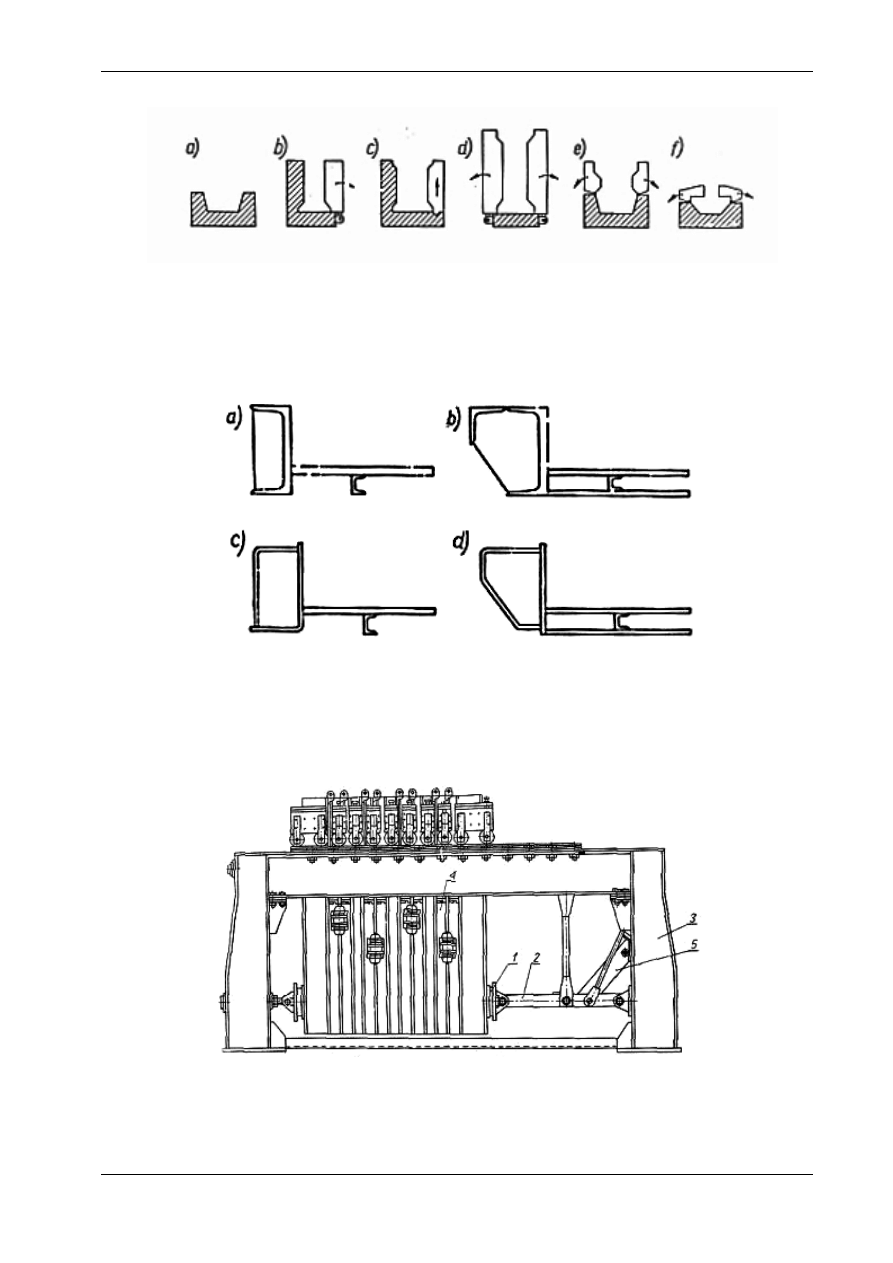
Rys. 9.5
Kształty poprzecznych przekrojów form do produkcji elementów prętowych (część nośna jest za-
kreskowana): a) forma nierozbieralna, b) forma częściowo rozbieralna z jednym bokiem odchyla-
nym, c) forma częściowo rozbieralna z jednym bokiem odejmowanym, d) forma rozbieralna z bo-
kami odchylanymi, e) i f) formy rozbieralne o zmniejszonej wysokości boków i podniesionych za-
wiasach
Rys. 9.6
Fragmenty przekrojów podkładów o skomplikowanym kształcie: a) z belkami nośnymi o przekroju
otwartym i pojedynczym poszyciu, b) z belkami o przekroju otwartym i podwójnym poszyciu, c) z
belkami nośnymi o profilu zamkniętym i pojedynczym poszyciu, d) z belkami o przekroju zamknię-
tym i podwójnym poszyciu
Rys. 9.7
Forma bateryjna o konstrukcji podstawowej złożonej z ram i belek w przestrzennym układzie za-
mkniętym :1- amortyzator, 2- dźwignie przegubowe, 3- zamknięta konstrukcja podstawowa, 4- ka-
sety, 5- dociskający dźwig hydrauliczny
9. Metody produkcji prefabrykatów
5
Józef Jasiczak - „Technologie budowlane II” 2003r.
Alma Mater
Rys. 9.8
Konstrukcja wiotkich ścianek rozdzielających:
1-wspornik, 2- wibrator, 3- bloki formujące, 4- stabilizatory
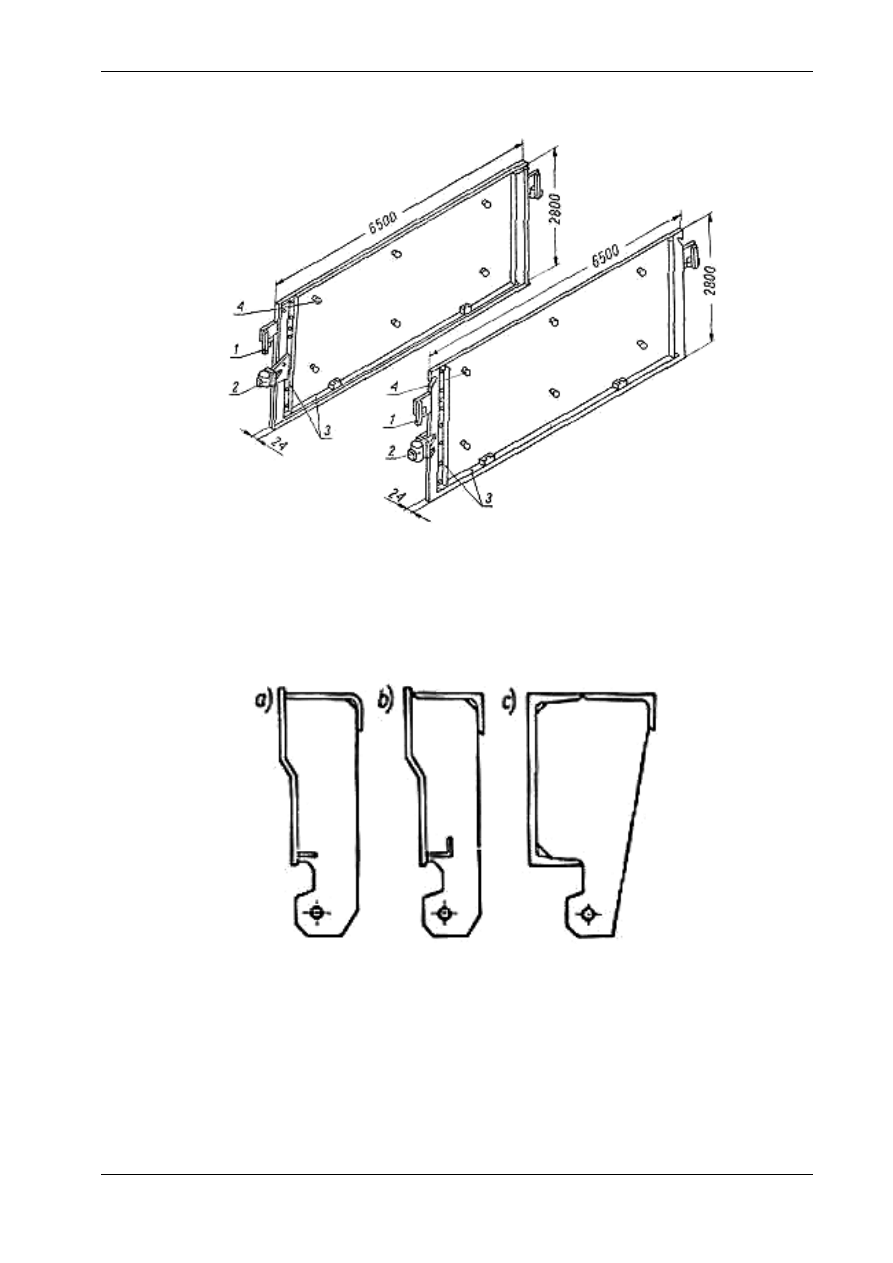
Rys. 9.9
Niskie boki formy o profilu otwartym i zawiasowym połączeniu z podkładem: a) z góry giętym pro-
filem kątowym i dolnym płaskownikiem usztywniającym, b) z górnym i dolnym kątownikiem wal-
cowanym, c) z ceownika i kątownika walcowanego
9. Metody produkcji prefabrykatów
6
Józef Jasiczak - „Technologie budowlane II” 2003r.
Alma Mater
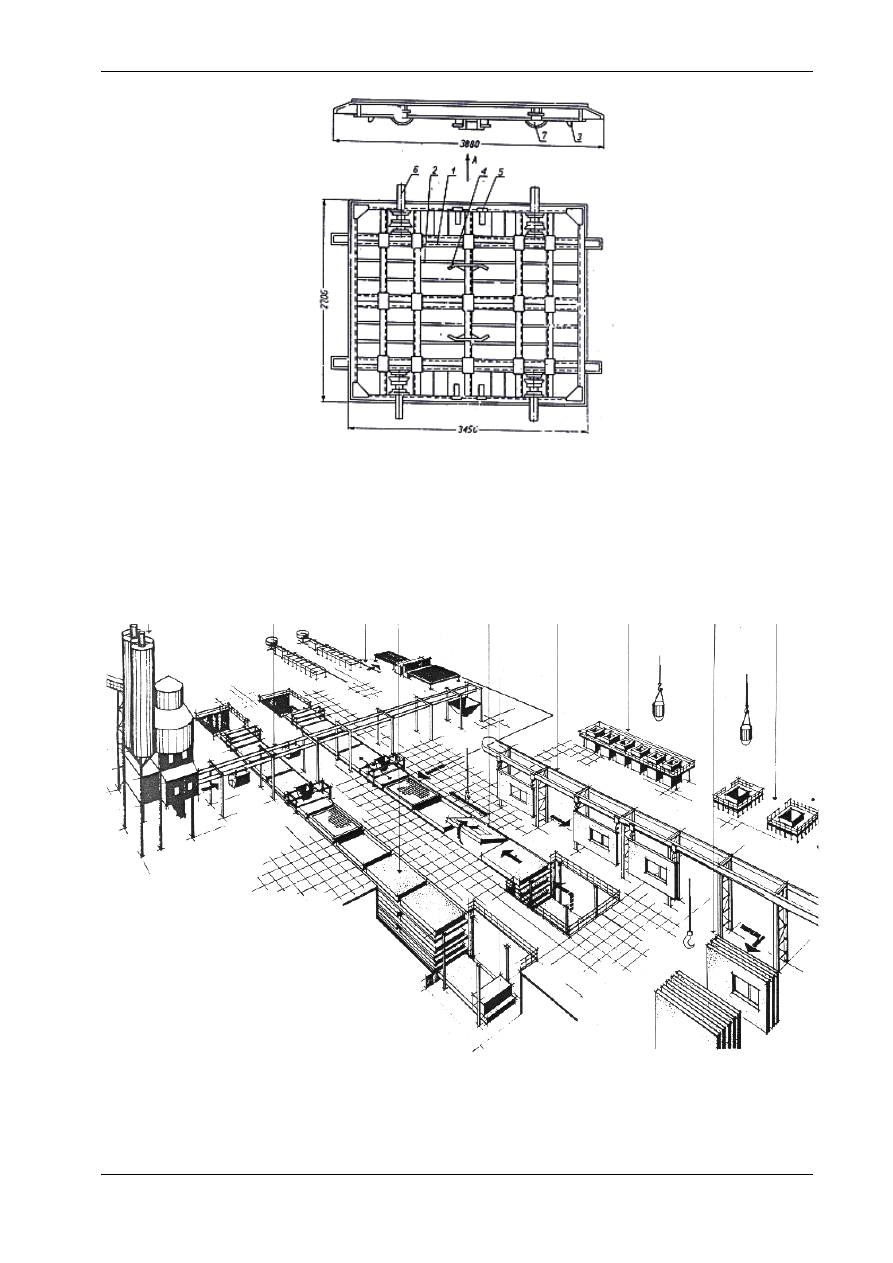
Rys. 9.10
Konstrukcja podkładu formy dla zewnętrznych wielkopłytowych elementów ściennych dla budow-
nictwa mieszkaniowego : 1-belki skrzynkowe z ceowników 18, 2- żebra usztywniające z płasko-
wników 100x8mm, 3- zaczep do napędu w linii potokowej, 4- urządzenie do ustawiania formy na
obrotnicy, 5- detale do mocowania formy na wywrotnicy, 6- elementy podporowe do ustawienia
formy na sterowanych automatycznie wspornikach komór przyspieszonego dojrzewania, 7- koła
jezdne
Rys. 9.11
Przykłady linii o produkcji taśmowej
Wyszukiwarka
Podobne podstrony:
KCh PUREX B POLITECHNIKA 08 09 26
2011 09 26 1675 Koncepcja realizacji v0 1
2001 09 26
KCh PUREX A POLITECHNIKA 08 09 26
2001 09 26 1879
2003 09 26
2002 09 26
Gimnastyka doskonalenie przewrotu w przód z naskoku 02 09 26
KCh PUREX B POLITECHNIKA 08 09 26
2013 09 26 Zmarł człowiek o niebieskiej skórze
TI 01 00 09 26 T B M pl
2016 09 26 Kibice Lecha przepraszają za tęczowego Jacka
Ubezpłodnienie dzięki szczepionce na H1N1 eldib wordpress com 2009 09 26 immuno sterilization in hum
2013 09 26 Niemcy jako dom publiczny
2014 09 26 Ustawa Prawo budowlane tekst ujednolicony Administrator24 info portal dla Zarządców Ni
2016 09 26
2011 09 26 oskarżyła królową o dyskryminację
więcej podobnych podstron