1
Materiały na głownie noży
Podstawowym materiałem na głownie noży jest oczywiście stal, czyli nie wnikając w
szczegóły stop żelaza z węglem, oraz innym dodatkami. Maksymalna zawartość węgla w stali
wynośi 2.06% (nie dotyczy stali wytwarzanych metodą proszkową). Im większa zawartość
węgla w stali, tym daje się ona hartować do wyższej twardości, jednocześnie stając się coraz
bardziej krucha. Typowe dobre stale na głownie zawierają ok. 1% węgla.
Dodatki stosowane w stalach:
Chrom - zwiększa wytrzymałość, hartowność oraz odporność na korozję. Stale zawierające
min. 13% Cr uznawane są za nierdzewne. Małe ilości spotykane są w stalach narzędziowych.
Mangan - zwiększa hartowność, wytrzymałość na rozciąganie, uderzenia i ścieranie.
Spotykany prawie we wszystkich stalach.
Molibden - Zwiększa hartowność stali, podnosi wytrzymałość i zmniejsza kruchość.
Krzem - Zwiększa wytrzymałość, ale też kruchość (szczególnie przy dużych twardościach).
Używany w stalach sprężynowych.
Kobalt - Zwiększa twardość i wytrzymałość stali.
Wanad - Znacznie podnosi odporność na ścieranie, dzięki tworzeniu w stali węglików.
Zwiększa kruchość. Im większy dodatek wanadu, tym stal tnie 'agresywniej'.
Wolfram - Powiększa wytrzymałość i odporność na ścieranie. Używany w stalach
szybkotnących.
Nikiel - Ułatwia to proces hartowania, zwiększa wytrzymałość na uderzenie i odporność na
korozję.
Siarka i fosfor zwiększają kruchość oraz podatność na obróbkę skrawaniem. W stalach jakie
nas interesują są szkodliwymi zanieczyszczeniami.
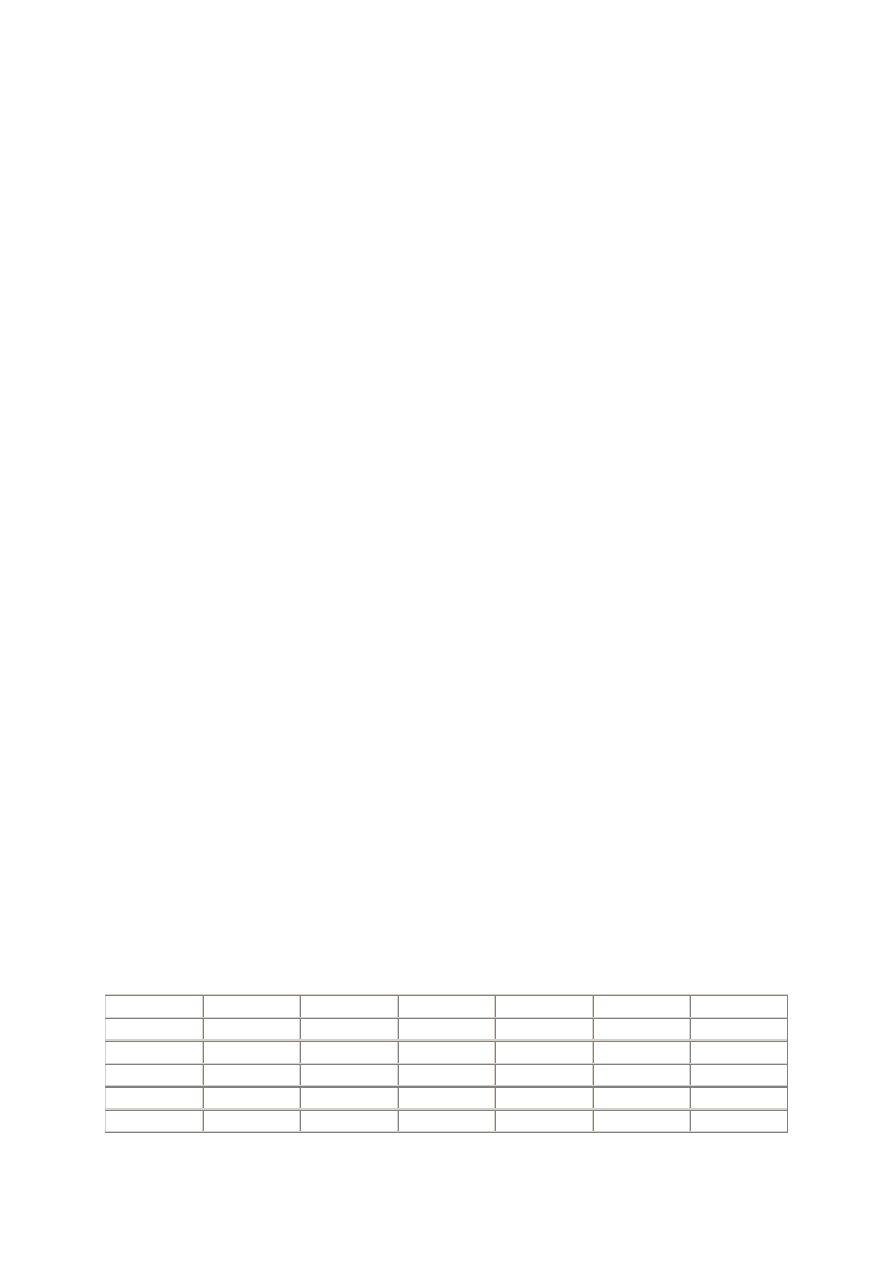
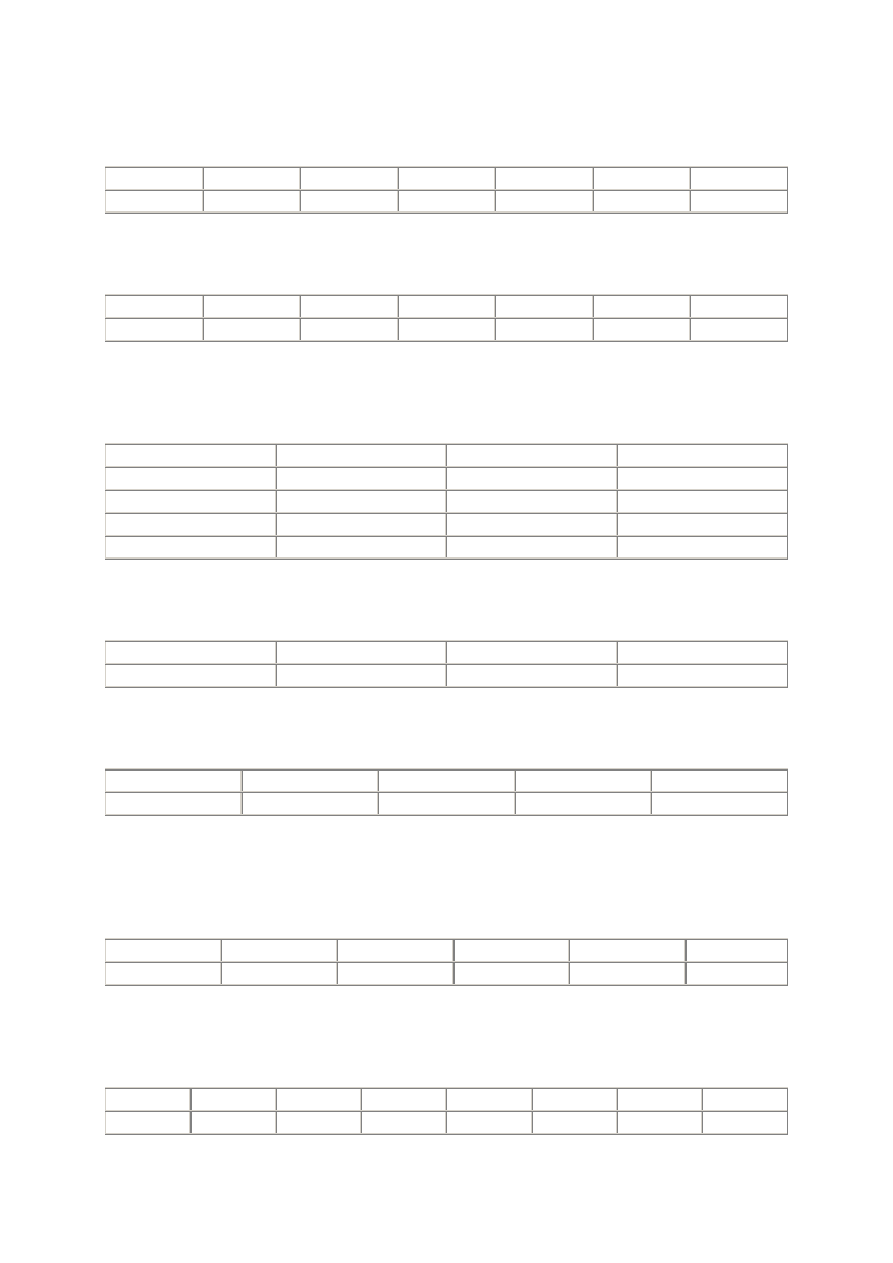
420, 420J2, 420HC, 420 Mod, 425 Mod - Najtańsze nierdzewne stale na głownie. Miękkie,
słabo trzymające ostrość, używane głównie w nożach z najniższej półki, ale także przez tak
znanych i zasłużonych producentów jak Buck. Łatwe w ostrzeniu, całkowicie nierdzewne.
Jeśli stal głowni opisana jest jako Stainless Steel, stal chirurgiczna, 400 Series - nie
spodziewaj się niczego lepszego. Ze stali 420J2 wytwarzane są także repliki mieczy
(wyłącznie do oglądania), oraz linery noży składanych.
%C
%Mn
%Si
%Cr
%Ni
%Mo
420
0.15-0.35
1.00
12.00-14.00
420J2
0.15
1.00
1.00
12.00-14.00
420 Mod
0.30-0.50
1.00
12.00-14.00
0.50
425 Mod
0.50
0.35
0.35
13.50
1.00
T425 Mod
0.65
0.35
13.50
1.00
2
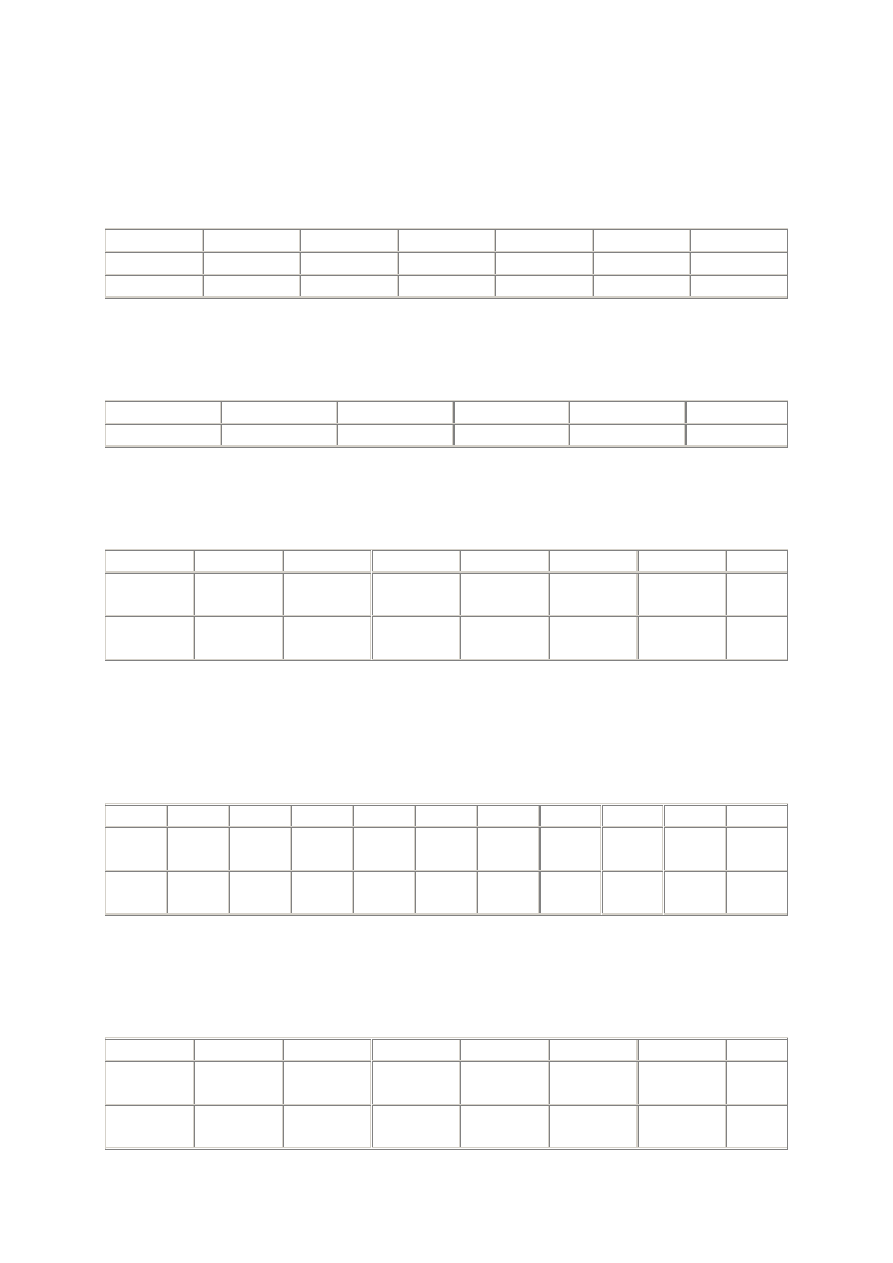
440A, 440B/AEBL - Stale trochę lepsze niż 420. Nierdzewne, bardzo łatwe w obróbce, nie
trzymaja świetnie ostrości, ale łatwo się je ostrzy. Stale tej klasy są szeroko stosowane w
nożach z niższej i średniej półki, m.in. przez Victorinoxa. Jeśli stal głowni opisana jest jako
"440", w najlepszym przypadku jest to stal 440A, na pewno nie 440C. Dobry producent
potrafi zrobić z takiej stali przyzwoitą głownię.
%C
%Mn
%Si
%Cr
%Mo
%V
440C
1.20
1.00
1.00
18.00
0.75
440V
2.2
0.50
0.50
17.5
0.50
5.75
AUS-4 - Japońska stal bardzo niskiej jakości. Całkowicie nierdzewna, poziom co najwyżej
stali 420. Ostatnio wprowadzna przez firmę CRKT.
%C
%Mn
%Si
%Cr
%Ni
AUS-4
0.40 - 0.45
1.00
1.00
13.00-14.50
0.49
AUS-6, AUS-6A - Japoński odpowiednik stali 420. Low-endowa stal, jedynymi zaletami jest
całkowita nierdzewność, łatwe ostrzenie. Używana np. przez CRKT.
%C
%Mn
%Si
%Cr
%Ni
%Mo
%V
AUS-6
0.55-0.65
1.00
0.04
13.00-
14.50
0.49
0.10-
0.25
AUS-6A 0.55-0.65
1.00
1.00
13.00-
14.50
0.49
0.10-0.30 0.10-
0.25
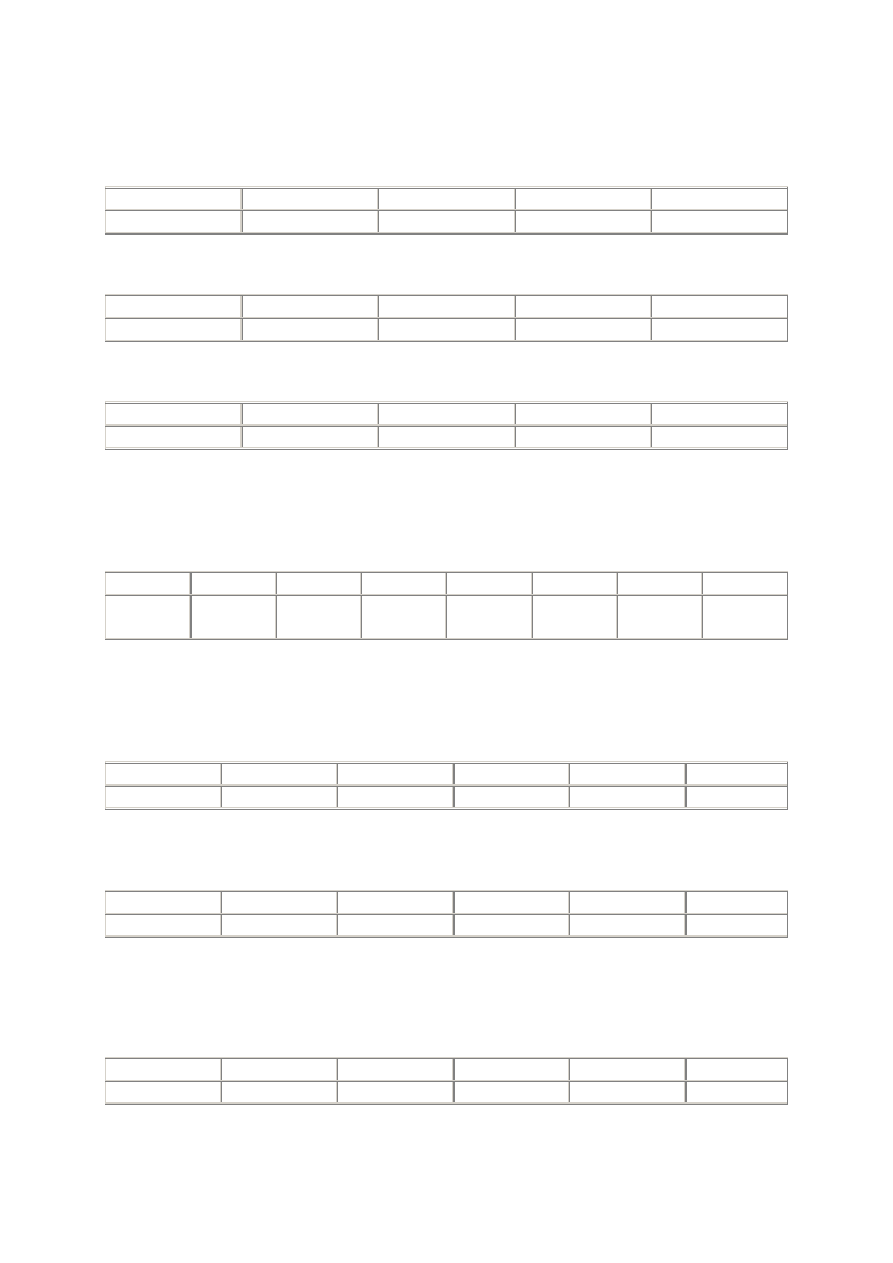
AUS -8, AUS-8A - AUS-8 to japoński odpowiednik stali 440A/440B. Nieco zmodyfikowaną
stal AUS-8A Cold Steel porównuje do ATS-34, co świadczy jedynie o konkretnym podejściu
do zasad marketingu w tej firmie. Niemniej jest to już przyzwoita stal. Używana np. przez
firmy CRKT, Cold Steel, Benchmade.
%C
%Mn
%Si
%Cr
%Ni
%Mo
%V
%W
%Co
%Cu
AUS -
8
0.70-
0.75
0.50
1.00
13.00-
14.50
0.49
0.10-
0.30
0.10-
0.25
AUS -
8A
0.85-
1.00
1.00
13.00-
14.50
0.10-
0.30
0.10-
0.20
0.40
0.40
0.20
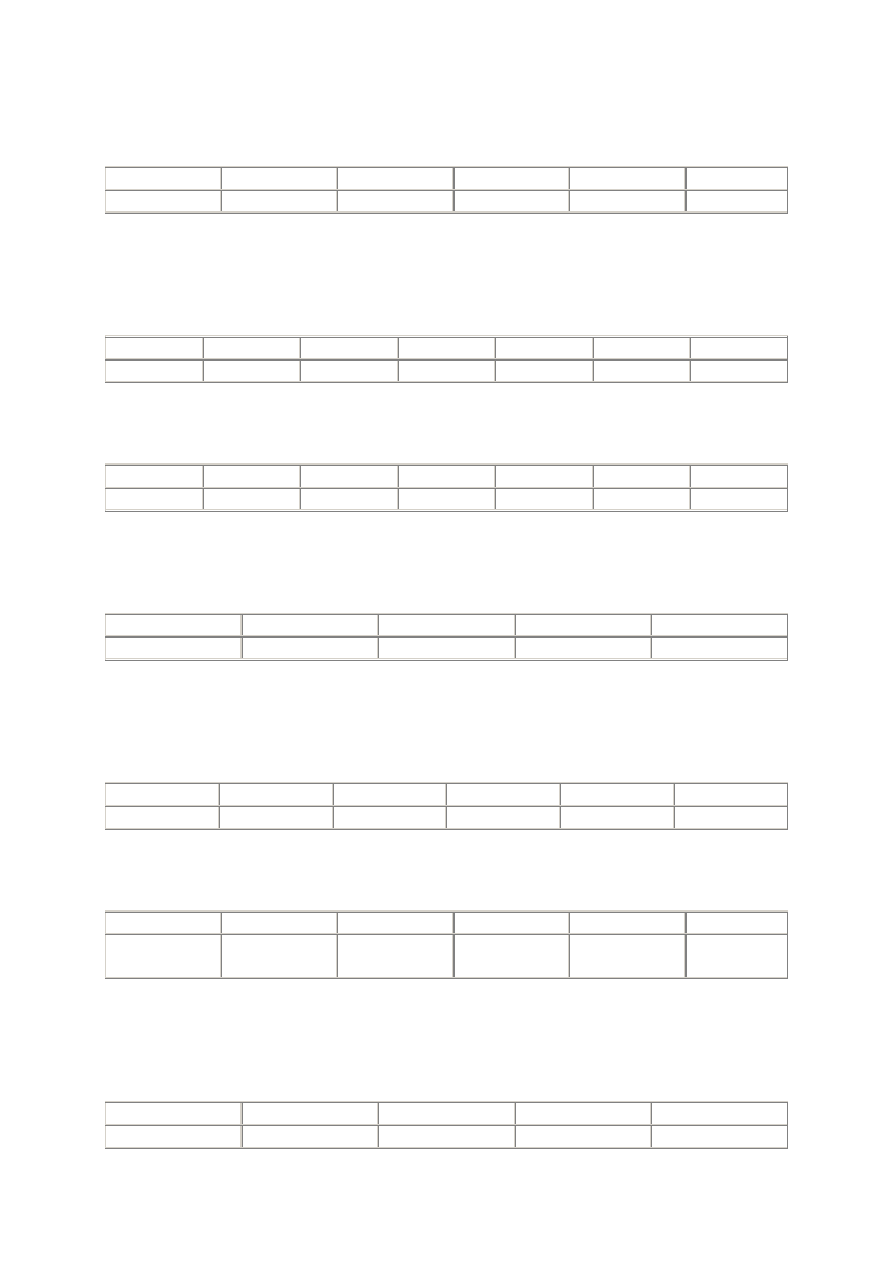
AUS-10, AUS-118 - Japońskie stale nierdzewne, nieco lepiej trzymające ostrość niż 440C.
Rzadko spotykane. W przeszłości używane przez CRKT, obecnie z AUS-10 produkowamy
jest Spyderco Native SS.
%C
%Mn
%Si
%Cr
%Ni
%Mo
%V
AUS - 10 0.95-1.10
0.50
0.04
13.00-
14.50
0.49
0.10-0.31
0.10-
0.27
AUS - 118 0.90-0.95
0.50
17.00-
18.00
1.30-1.50
0.10-
0.25
3
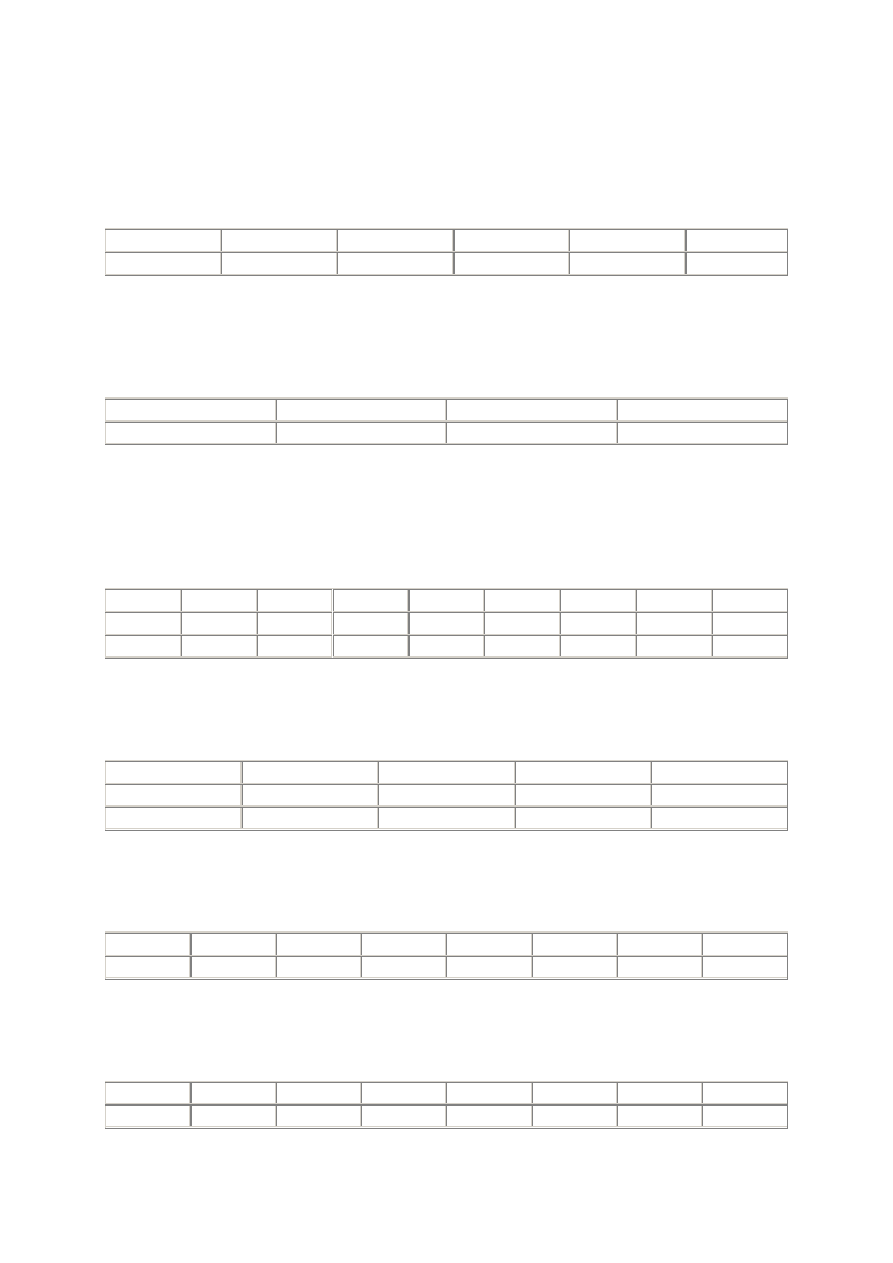
Sandvik 12C27 - Szwedzka stal nierdzewna o zawartości węgla na poziomie 440A, ale
zawierająca bardzo mało zanieczyszczeń. Łatwo się ostrzy. Niezła stal na noże. Używana
przez większość skandynawskich producentów noży, np. EKA, Helle, Frosts.
%C
%Mn
%Si
%Cr
12C27 Sandvik
0.58
0.35
0.35
14.00
13C26 - Szwedzka stal nierdzewna, lepsza niż 12C27. Rzadko spotykana.
%C
%Mn
%Si
%Cr
13C26
0.65
0.65
0.40
13.00
19C27 - Szwedzka stal nierdzewna, odpowiada z grubsza stali 440C. Rzadko spotykana.
%C
%Mn
%Si
%Cr
19C27
0.95
0.65
0.40
13.50
H-1 - Stal wprowadzona przez Spyderco w linii noży Salt dla zastosowań, w których nóż jest
w kontakcie z wodą morską. Dobre walory użytkowe połączone z bardzo wysoką odpornością
na korozję otrzymano przez duże dodatki chromu i niklu, oraz zastąpienie części węgla
azotem.
%C
%Mn
%Si
%Cr
%Mo
%Ni
%N
H-1
0.15
2.00
3.00-4.50
14.00-
16.00
3.56
6.00-8.00
0.10
154CM - Stal produkowana przez hutę Crucible Metals, USA. Lepsza niż 440C - mocniejsza
i dająca się wyżej hartować, niestety bardziej krucha. Wyższa odporność na ścieranie.
Nierdzewna w codziennym użytkowaniu, może się pokryć rdzą powierzchniową w
korozyjnym środowisku. Bardzo często spotykana i stosowana.
%C
%Mn
%Si
%Cr
%Mo
154CM
1.05
0.60
0.25
14.00
4.00
ATS-34 - Japoński odpowiednik stali 154CM produkowany przez hutę Hitachi. W
korozyjnym środowisku może pokryć się rdzą powierzchniową. Bardzo często spotykana.
%C
%Mn
%Si
%Cr
%Mo
ATS - 34
1.03
0.25
0.41
13.75
3.56
ATS-55 - Stal nieco gorsza od ATS-34, ale tańsza od niej. Używana przez Spyderco, obecnie
rzadko spotykana.
%C
%Mn
%Si
%Cr
%Mo
ATS - 55
1.00
0.50
0.35
14.00
0.60
4
GIN-1/G-2 - Japońska stal nierdzewna o parametrach nieco lepszych do 440C. Obecnie
rzadko stosowana. W przeszłości używana przez Spyderco i Benchmade.
%C
%Mn
%Si
%Cr
%Mo
GIN - 1/G - 2
0.90
0.37
0.60
15.50
0.30
VG-10 - Stal produkowana w Japonii, mocniejsza i mniej krucha od 154CM, łatwiej ostrząca
się, ale trochę gorzej trzymająca ostrość. W trudnych środowiskach podatna na rdzę
powierzchniową. Szeroko używana przez Spyderco, Al Mara, Fallknivena (w połączeniu z
420) i innych producentów wytwarzających noże w Japonii.
%C
%Mn
%Si
%Cr
%Mo
%Co
VG - 10
1.00
0.50
0.60
15.00
1.05
1.40
N690 - Stal nierdzewna produkcji Bohlera. Klasa 440C/VG-10/ATS-34. Stosowana przez
Extrema Ratio i od niedawna w czerwonej linii noży Benchmade.
%C
%Mn
%Si
%Cr
%Mo
%V
N690
1.07
0.40
0.40
17.00
1.10
0.10
CPM S30V - Stal proszkowa, uznawana za najlepszą stal nierdzewną na świecie. Głownia z
tej stali bardzo długo pozostaje ostra, i jest całkowicie nierdzewna. Niestety droga. Często
spotykana w nożach produkcyjnych z górnej półki.
%C
%Cr
%Mo
%V
S30V
1.45
14.00
2.00
4.00
CPM S60V/CPM 440V - Nierdzewna stal proszkowa, bardzo duża zawartość węgla i
wanadu. Duża domieszka wanadu - bardzo agresywnie tnie, świetna odporność na ścieranie.
W porównaniu do innych stali jest bardzo krucha - wyłącznie do cięcia! Uzywana przez
Kershawa, dawniej przez Spyderco.
%C
%Mn
%Cr
%Mo
%V
S60V/440V
2.15
0.40
17.50
0.40
5.75
CPM S90V/CPM 420V - Nierdzewna stal proszkowa, podobna do S30V. Dobra, droga i
rzadko stosowana.
%C
%Mn
%Cr
%Mo
%V
CPM
S90V/420V
2.20
0.40
13.00
1.00
9.00
CPM 3V - Stal proszkowa produkcji Crucible Metals. Zaprojektowana z myślą o połączeniu
dobrego trzymania ostrości i bardzo wysokich parametrów mechanicznych. Mocna, odporna
na wykruszenia stal na duże noże. Droga jak każda stal proszkowa. Uwaga! Nie jest
nierdzewna!
%C
%Cr
%Mo
%V
CPM 3V
0.80
7.50
1.3
2.75
5
CPM 10V - Proszkowa stal narzędziowna huty Crucible Metals. Bardzo dobra, droga, rzadko
używana. Nie jest nierdzewna.
%C
%Mn
%Si
%Cr
%Mo
%V
CPM 10V
2.45
0.50
0.90
5.25
1.3
9.75
BG-42 - Bardzo dobra stal nierdzewna. Duża zawartość wanadu sprawia, że wspaniale trzyma
ostrość. Bardziej krucha od ATS-34. Obecnie wyparta z rynku przez S30V.
%C
%Mn
%Si
%Cr
%Mo
%V
BG - 42
1.15
0.50
0.30
14.50
4.00
1.20
10xx - Proste stale węglowe. Wraz ze wzrostem zawartości węgla spada wytrzymałość, a
wzrasta docelowa twardość i trzymanie ostrości. 1050 jest używana na maczety, miecze. 1095
to świetna stal nożowa, tania i często spotykana.
%C
%Mn
%Si
1055
0.48-0.55
0.60-0.90
1070
0.66-0.75
0.60-0.90
1084
0.84-0.90
0.72-0.90
0.26
1095
0.95
0.25-0.55
5160 - Bardzo mocna stal sprężynowa, używana głownie na duże noże (~60HRC) i miecze
(~50HRC).
%C
%Mn
%Cr
5160
0.60
0.80
0.80
52100 - Stal łożyskowa. W porównaniu do 5160, mniej wytrzymała, ale bardziej odporna na
ścieranie. Przy właściwym hartowaniu wspaniała stal na noże. Oczywiście rdzewna.
%C
%Mn
%Si
%Cr
52100
1.10
0.35
0.35
1.50
50100-B/0170-6, Carbon V - Stal 1095 z dodatkiem wanadu, dzięki czemu agresywniej tnie i
jeszcze dłużej zachowuje ostrość roboczą. 50100-B to oznaczenie AISI, Carbon V jest
oznaczeniem używanym przez firmę Cold Steel. Inni producenci używający tej stali - Becker
Knife & Tool, Blackjack (firma już nie istnieje).
%C
%Mn
%Cr
%V
%W
Carbon V
0.95
0.40
0.54
0.15
0.015
INFI - Super-stal firmy Busse Combat. Legendarne trzymajanie ostrości. Do produkcji
zamiast węgla używa się azotu, dzięki czemu zyskuje się podwyższoną odporność na korozję
pomimo małej zawartości chromu.
%C
%Cr
%Mo
%V
%Ni
%Co
%N
INFI
0.50
8.25
1.30
0.36
0.74
0.95
0.11
6
D-2 - Stal narzędziowa. Wysoka zawartość chromu powoduje, że jest słabo podatna na
korozję, w trudnych warunkach pokrywa się rdzą powierzchniową (szybciej niż 154CM/ATS-
34). Trudna w obróbce. Świetnie trzyma ostrość, mocna, ale krucha. Inne oznaczenia: K110
(Bohler), Sverker 21 (Uddeholm). Powszechnie spotykana zarówno w folderach jak i nożach
ze stałą klingą.
%C
%Mn
%Cr
%Mo
%V
D - 2
1.50
0.40
12.00
0.80
0.90
A-2 - Stal narzędziowa, długo zachowuje ostrość, świetne właściwości mechaniczne.
Hartowanie w powietrzu wyklucza hartowanie selektywne. Używana np. przez Mission
Knives, oraz Chris Reeve Knives.
%C
%Cr
%Mo
A - 2
1.00
5.00
1.00
O-1, O-6 - Stale narzędziowe. O-1 łączy bardzo dobre właściwości mechaniczne i trzymanie
ostrości z łatwą obróbką i nieskomplikowanym hartowaniem. O-6 jest mocniejsza niż O-1,
jeszcze lepiej trzymająca ostrość, ale trudniejsza w obróbce i hartowaniu. Często spotykane w
nożach custom.
%C
%Mn
%Si
%Cr
%Mo
%Ni
%V
%W
O - 1 0.85-1.00 1.00-1.50
0.40-0.60
0.30
0.30
0.50
O - 6
1.45
1.00
1.25
0.25
W-1, W-2 - Mocne, dobre stale narzędziowe (użwane do produkcji pilników). W-2 bardziej
odporna na ścieranie ze względu na dodatek wanadu.
%C
%Mn
%Si
%V
W - 1
1.00
0.35
0.35
W - 2
1.00
0.35
0.35
0.20
L-6 - Stal bardzo mocna i odporna na uderzenia. Dobre trzymanie ostrości. Łatwa w obróbce.
Rzadko spotykana w nożach produkcyjnych.
%C
%Mn
%Si
%Cr
%Ni
%Mo
%V
L - 6
0.65-0.75 0.25-0.80
0.50
0.60-1.20 1.25-2.00
0.50
0.20-0.30
M-2 - Stal szybkotnąca. Świetne właściwości mechaniczne, daje się bardzo wysoko hartować.
Skomplikowany proces obróbki cieplnej. Używana przez firmę Benchmade.
%C
%Mn
%Si
%Cr
%Mo
%V
%W
M - 2
0.85
0.25
0.25
4.00
5.00
1.90
6.00

7
Bułat/Wootz - Stal damasceńska, pierwotnie wytapiana w Indiach. Piękne wzory na
wytrawionej powierzchni tej stali otrzymywane są już na etapie procesu wytopu/krystalizacji.
Obecnie bardzo rzadko spotykana, wytapiana jedynie przez pasjonatów.
Damast skuwany - Materiał otrzymywany przez skuwanie dwóch różnych rodzajów stali -
jednej o wysokiej zawartości węgla i drugiej - niskowęglowej. Efektem jest widoczny na
wytrawionej powierzchni stali dziwer - wzory z naprzemiennie ułożonych warstewek stali.
Jest to drogi materiał, ze względu na efektowny wygląd używany do wyrobu luksusowych
noży custom. Często stowana jest tzw. Damasteel - damast skuwany ze stali nierdzewnych.
Własności mechaniczne zależą od konkretnego wytwórcy i rodzaju damastu, jednak nie
przewyższają współczesnych stali narzędziowych.
Tytan beta - Stopy tytanu o twardości ok. 50HRC. Tytan jest lekki i całkowicie odporny na
agresywne środowiska. Niestety jego parametry użytkowe są gorsze od stali. Amagnetyczny.
Stosowany tam, gdzie kluczowym wymaganiem jest odporność na korozję, (np. noże
nurkowe). Drogi i rzadko spotykany.
Stellit/Talonit - Rodzina stopów na głowice wiertnicze na osnowie kobaltowej. Niewrażliwe
na korozję, amagnetyczne, bardzo drogie.
Ceramika - Materiał bardzo twardy, ale jednocześnie kruchy i drogi. Bardzo długo
zachowuje ostrość w przypadku cięcia miękkich materiałów, na twardych może się
wykruszyć, a jedyny sposób ostrzenia to diamenty. Rzadko spotykany, używa go np. firma
Kyocera do produkcji noży kuchennych, oraz Boker w kilku nożach składanych.
Wyszukiwarka
Podobne podstrony:
003 Materiały na głownie noży i ich właściwości
bieg na orientacje c.d, Ruch Światło-Życie (oaza), Materiały formacyjne, Różne dodatkowe materiały f
bieg na orientacje, Ruch Światło-Życie (oaza), Materiały formacyjne, Różne dodatkowe materiały forma
materialy na diagnoze, Wyklad VI diagnoza
materialy na zajecia historia sejmu staropolskiego
biologia zakres materiau na egz Nieznany (2)
Proces brzeski, materiały na losy 1921-1945
test z urologiii, Pielęgniarstwo - materiały na studia, REU
sciaga3, Inżynieria środowiska, I semestr, Biologia i ekologia, materiały na egzamin z biol
TECHNIKA PROWADZENIA WYWIADY, materiały na UKW, metodologia badan
powiklania po znieczuleniu ogolnym, Pielęgniarstwo - materiały na studia, IT
Ostatnia+metoda, metodologia, materiały na zajęcia
Present Simple - zasady, dodatkowe materiały na zajęcia
12 ćwiczenia na emisję głosu, Materiały na zajęcia teatralne, Praca WARSZTATY TEATRALNE
J. Huizinga - Jesień średniowiecza, Notatki, opracowania, materiały na kolokwia
więcej podobnych podstron