„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Łukasz Styczyński
Wykorzystywanie techniki komputerowej i dokumentacji
techniczno-technologicznej 311[32].O1.08
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Halina Nowak
mgr inż. Elżbieta Krajnik-Scelina
Opracowanie redakcyjne:
mgr inż. Łukasz Styczyński
Konsultacja:
mgr inż. Teresa Jaszczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[32].O1.08
Wykorzystywanie techniki komputerowej i dokumentacji techniczno – technologicznej
zawartego w modułowym programie nauczania dla zawodu technik technologii drewna.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Sporządzanie planu pracy, korespondencji handlowej, reklamacji
dostawy
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
12
4.1.3. Ćwiczenia
12
4.1.4. Sprawdzian postępów
13
4.2. Sporządzanie kalkulacji cenowej, przygotowanie zestawień
tabelarycznych
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające
17
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
19
4.3. Sporządzanie rysunków przy zastosowaniu programu AutoCAD
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
25
4.3.3. Ćwiczenia
25
4.3.4. Sprawdzian postępów
27
4.4. Automatyzacja i komputeryzacja w zakładach drzewnych
28
4.4.1. Materiał nauczania
28
4.4.2. Pytania sprawdzające
34
4.4.3. Ćwiczenia
34
4.4.4. Sprawdzian postępów
35
4.5. Dokumentacja techniczno-technologiczna
36
4.5.1. Materiał nauczania
36
4.5.2. Pytania sprawdzające
39
4.5.3. Ćwiczenia
39
4.5.4. Sprawdzian postępów
41
4.6. Rodzaje norm, forma i układ treści
42
4.6.1. Materiał nauczania
42
4.6.2. Pytania sprawdzające
47
4.6.3. Ćwiczenia
47
4.6.4. Sprawdzian postępów
48
5. Sprawdzian osiągnięć
49
6. Literatura
55

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w nabywaniu umiejętności z zakresu wykorzystywania
techniki komputerowej w przygotowaniu i prowadzeniu procesów produkcyjnych, a także
w przygotowaniu korespondencji handlowej.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać,
aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia jednostki modułowej, które określają umiejętności, jakie opanujesz
w wyniku procesu kształcenia.
3. Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia, umożliwia samodzielne przygotowanie się do ćwiczeń
i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy wskazaną literaturę oraz
inne źródła informacji. Obejmuje on również:
−
pytania sprawdzające wiedzę niezbędną do wykonania ćwiczeń,
−
ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
−
sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczeń.
4. Sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie umiejętności
z zakresu całej jednostki. Zaliczenie jest dowodem zdobytych umiejętności określonych
w tej jednostce modułowej.
5. Wykaz literatury dotyczącej programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przyswojeniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytania tak lub nie, co oznacza,
że opanowałeś materiał lub nie.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni komputerowej musisz przestrzegać regulaminów,
przepisów bhp i higieny pracy. Przepisy te poznasz podczas trwania nauki.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
311[32].O1.09
Promowanie i sprzedaż
wyrobów drzewnych
311[32].O1.05
Wykonywanie,
odczytywanie
i interpretowanie szkiców
schematów i rysunków
311[32].O1.07
Wykorzystywanie
metrologii technicznej
Moduł 311[32].O1
Podstawy procesów
technologicznych
311[32].O1.01
Przestrzeganie przepisów
bezpieczeństwa, higieny
pracy, ochrony
przeciwpożarowej oraz
ochrony środowiska
311[32].O1.06
Rozpoznawanie typowych
części i zespołów maszyn
311[32].O1.02
Korzystanie z przepisów
kodeksu pracy
311[32].O1.03
Rozpoznawanie metali
i ich stopów
311[32].O1.04
Rozpoznawanie
składowanie
i zabezpieczanie drewna
311[32].O1.08
Wykorzystywanie techniki
komputerowej i dokumentacji
techniczno - technologicznej

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
obsługiwać komputer w tym pakiety biurowe,
−
organizować stanowisko pracy biurowej zgodnie z zasadami bhp,
−
rozróżniać rodzaje rysunków,
−
wykonywać i odczytywać szkice, schematy i rysunki,
−
wymiarować narysowane przedmioty,
−
wykonywać i oznaczać przekroje,
−
wykorzystywać techniki komputerowe.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
wyszukać, zgromadzić, dokonać selekcji i przetwarzania informacji,
−
zastosować programy wspomagające: rysunek, obliczenia, opis wielkości i zjawisk,
−
wykorzystać oprogramowanie komputerowe,
−
sporządzić korespondencje handlową, kalkulację cenową wyrobu przy użyciu komputera,
−
wykonać rysunki techniczne wyrobu przy pomocy komputera,
−
przeprowadzić analizę dokumentacji, obowiązującej w zakładach przemysłu drzewnego,
−
skorzystać z norm przedmiotowych.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Sporządzanie planu pracy, korespondencji handlowej,
reklamacji dostawy
4.1.1. Materiał nauczania
Sporządzanie planu pracy
W zakładzie produkcyjnym w celu sprawnego działania powinien być opracowany plan
pracy. Ma on za zadanie prawidłowe prowadzenie procesów produkcji. Plan pracy winien
uwzględniać racjonalne wykorzystanie zasobów ludzkich, materiałów, maszyn i urządzeń
produkcyjnych. Maszyny i urządzenia wykorzystywane planowo mają mniejsza awaryjność
i jednocześnie wpływa to na wydajność produkcji. Ważnym elementem planu pracy jest
prawidłowe wykorzystanie umiejętności ludzi zatrudnionych w zakładzie wg. ich kwalifikacji
i predyspozycji do zawodu.
Plan pracy jest spisem kolejnych operacji, czynności jakie należy wykonach podczas
produkcji wyrobu.
Plan pracy wykonywany metoda tradycyjną (odręcznie) dziś już nie jest stosowany.
Obecnie plan pracy wykonywany jest przy pomocy techniki komputerowej z wykorzystaniem
programów do edycji tekstu.
Rys. 1. Widok planu pracy [10, s. 64]
Program ten pozwala w łatwy i szybki sposób wykonać plan z możliwością jego edycji,
zmiany, umożliwia także szybkie przesyłanie planu do różnych komórek organizacyjnych
w zakładzie pracy. To pozwala na możliwość szybkiego zapoznania się z jego zawartością
i przeprowadzenie w przypadku potrzeby korekty przez odpowiednich pracowników.
Przesyłanie pomiędzy wydziałami może odbywać się wykorzystując sieć komputerowa lub
pocztę elektroniczną. Do zapisanych dokumentów można zawsze wrócić i dokonać zmiany.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 2. Instrukcja technologiczna przygotowania kleju mocznikowego
Technika komputerowa umożliwia wyróżnianie, zmianę kroju czcionki w tekście co może
być potrzebne w celu zaznaczenia lub wskazania wiersze o szczególnym znaczeniu.
Korespondencja handlowa
Dotyczy głownie transakcji kupna – sprzedaży. Toczy się ona pomiędzy dostawcą
(sprzedającym), a odbiorcą (kupującym). Przedmiotem transakcji jest: towar lub usługa –
opisuje się ich asortyment, nazwę, ilość, cenę, jakość, rodzaj opakowania itp.
Korespondencja handlowa obejmuje także warunki i termin dostawy oraz zapłaty.
Zapytanie o ofertę – ma na celu uzyskanie dokładnych danych dotyczących warunków
sprzedaży towaru lub usługi (zorientowanie w cenach, warunkach dostaw i płatności). Składa
je odbiorca (czasem do kilku dostawców), gdy nie posiada pełne informacje o produkcie.
Oferta – stanowi propozycję sprzedaży towaru (lub usługi), wiążącą tylko dostawcę. Stanowi
pewnego rodzaju zobowiązanie dostawcy do dostarczenia oferowanego towaru (lub
wykonania usługi) po określonej cenie i na proponowanych w ofercie warunkach,
w oznaczonym terminie.
Wyróżnia się oferty:
−
wiążącą – zawiera termin ważności,
−
wywołaną – złożona w odpowiedzi na zapytanie o ofertę,
−
warunkową – zawiera warunki do spełnienia od których uzależnione jest zawarcie
transakcji,
−
uzupełniającą – stanowi uzupełnienie, rozwiniecie lub aktualizację poprzedniej oferty.
W przypadku nie wywiązania się przez dostawcę z tego zobowiązania odbiorcy przysługuje
prawo do odszkodowania.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Oferta powinna zawierać:
−
dokładne informacje o oferowanym towarze lub usłudze (nazwa, jakość, ilość,
opakowanie),
−
cenę towaru lub usługi (detaliczną, hurtową, czy zawiera VAT, jaki procent),
−
warunki i termin dostawy,
−
warunki i termin płatności (przelew, gotówka, raty, itp.),
−
termin składania zamówień,
−
formy zamówień (pisemnie, telefonicznie),
−
ewentualne zastrzeżenia co do ilości i częstotliwości dostaw,
−
termin ważności oferty.
Zamówienie
Jest to zobowiązanie do zakupu towaru przez odbiorcę na warunkach określonych w tym
dokumencie. Jest ono pismem wiążącym – początkowo wiąże tylko odbiorcę. Zamówienie
jest często sporządzane na formularzach, ale i na blankietach korespondencyjnych i papierze
bez nadruków. Zawiera ono:
−
dokładne określenie zamawianego towaru lub usługi,
−
żądaną ilość (np. liczbę jednostek towaru),
−
cenę (potwierdzenie ceny oferty lub cennika),
−
ogólną wartość zamawianego towaru lub usługi albo ostateczną kwotę do
zapłaty (napisaną słownie i cyfrą),
−
warunki płatności,
−
termin i sposób dostawy towaru lub wykonania usługi.
Dostawca może przyjąć zamówienie do realizacji. Jeśli potwierdzi ten fakt na piśmie jest to
jednoznaczne z zawarciem umowy kupna – sprzedaży, która wiąże także dostawcę [8, s. 46].
Specyfikacja wysyłkowa (WZ, dowód dostawy)
Jest ona wysyłana razem z towarem, stanowi podstawę do wydania towaru z magazynu
i opracowania faktury. Służy też jako dowód wpisania rozchodu w ewidencji magazynowej.
Oryginał wraz z kopią wysyła się razem z towarem do odbiorcy. Kopia po potwierdzeniu na
niej odbioru towaru, wraca do dostawcy.
Jest sporządzana na formularzach i zawiera:
−
numer specyfikacji i datę,
−
oznaczenie dostawcy i odbiorcy,
−
oznaczenie towarów, ich ceny, cech, ilości, rodzaju opakowania, wartości, masy
−
oznaczenie ilości ładunku w jednostkach masy, pojemności, powierzchni, liczby sztuk,
−
oznaczenie cech zamówienia i sposobu wysłania towaru,
−
określenie osób wysyłający i odbierających towar oraz ich podpisy.
Reklamacja
Ma miejsce wówczas, gdy towar nie odpowiada warunkom zamówienia pod względem
jakościowym (reklamacja jakościowa) lub ilościowym (reklamacja ilościowa), a także wtedy,
gdy przez pomyłkę został przesłany inny towar niż zamawiano albo gdy przesyłka została
uszkodzona w czasie transportu.
W reklamacji odbiorca dokładnie przedstawia swoje zastrzeżenia i żądania. Odbiorca może:
−
oddać wadliwy towar do dyspozycji i żądać skorygowania rachunku o odpowiednią
kwotę;
−
rozwiązać transakcję kupna-sprzedaży i żądać odszkodowania.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Do reklamacji dołącza się dokument uzasadniający wnoszone zastrzeżenia (protokół
przyjęcia, protokół policyjny).
Obok reklamacji szczegółowych mogą wystąpić reklamacje ogólne, nie związane z konkretną
transakcją, ale zawierające pewne wskazówki na przyszłość (np. dotyczące poprawienia
jakości towarów, usprawnienia dostaw itp.)
Reklamacja powinna zawierać:
−
nazwisko odbiorcy i jego adres,
−
datę nabycia towaru,
−
nazwę towaru,
−
wartość towaru,
−
dokładne podanie wad oraz okoliczności ich wystąpienia,
−
treść żądania nadawcy,
−
jego podpis.
Odrzucenie reklamacji
Może wystąpić ze względów merytorycznych – gdy dostawca uważa zarzuty odbiorcy za
bezzasadne lub formalnych – gdy odbiorca przy wnoszeniu reklamacji nie dopełnił
niezbędnych formalności, np.: przesłał reklamację zbyt późno lub nie dołączył protokołu
przyjęcia.
W przypadku sporu sprawa zostaje skierowana na drogę postępowania arbitrażowego
[8, s. 49].
Tabela 1. Przykładowy wzór zgłoszenia reklamacji
ZGŁOSZENIE REKLAMACJI
1. Podstawowe informacje
Zgłoszony problem….……………………………………………………………………………….....
Klient:…………………………………………………………………………………………………..
Data zgłoszenia:………………………………………………………………………….......................
Reklamowany wyrób:…………………………………………………………………………………..
Ilość reklamowana:……………………………………………………………………………………..
Wartość reklamowanego wyrobu:……………………………………………………….......................
2. Reklamowana dostawa:
Odbiorca:………………………………………………………………………………………………
Nr umowy/kontraktu………………………………………………………………………...................
Nr zamówienia…………………………………………………………………………………………
Data dostawy/ nr dyspozycji WW…………………………………………………………………......
Dostarczona ilość……………………………………………………………………………………....
3. Informacje dodatkowe: (np. proponowany przez klienta sposób załatwienia reklamacji)
…………………………………………………………………………………………………………
…………………………………………………………………………………………………………
……………………………………
Podpis klienta
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Tabela 2. Przykładowy wzór oferty
WZÓR OFERTY
Fabryka Mebli
Warszawa, 30 maja 2006
„Stolarstwo”
Ul. Krakowska 123
99-000 Warszawa
Sklep Meblowy
„Stolik”
Ul. Warszawska 2
88-000 Kraków
OFERTA NA KRZESŁA
Szanowni Państwo
W odpowiedzi na Państwa pismo z dnia 10 maja br. Przesyłamy ofertę na krzesła typu Baron i X-Baron.
Nasze produkty są wykonywane z najlepszych materiałów, oraz spełniają wszystkie wymagania
wytrzymałości.
Krzesło Baron – 222 zł + 22% VAT
Krzesło X-Baron – 250 zł + 22% VAT
Przy zakupie hurtowym udzielamy rabatu oraz zapewniamy transport do miejsca docelowego.
Z poważaniem
Dyrektor Generalny
Tomasz Kot

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy planem pracy?
2. Jaki jest cel sporządzania planu pracy?
3. Czego dotyczy korespondencja handlowa?
4. Jakie znasz rodzaje ofert?
5. W jakim celu składa się zapytanie ofertowe?
6. Co to jest reklamacja i kiedy można ja sporządzić?
7. Jaka jest różnica pomiędzy ofertą a zamówieniem?
8. Jakie korzyści wynikają z zastosowania techniki komputerowej w sporządzaniu
dokumentacji handlowej?
9. Jakie programy komputerowe umożliwiają sporządzenie planu pracy?
4.1.3. Ćwiczenia
Ćwiczenie 1
Sporządź dowolny plan pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) określić kolejne czynności podczas wykonywania pracy,
2) sporządzić plan pracy z wykorzystaniem zestawu komputerowego,
3) zaprezentować wykonane ćwiczenie,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– komputer z oprogramowaniem i drukarką,
– literatura z rozdziału 6.
Ćwiczenie 2
Sporządź reklamację.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literatura na ten temat informacji zawartej w reklamacji,
2) określić rodzaj reklamacji,
3) określić co powinna zawierać reklamacja,
4) sporządzić reklamację wykorzystując program komputerowy,
5) zaprezentować efekty swojej pracy,
6) dokonać samooceny.
Wyposażenie stanowiska pracy
:
– komputer z oprogramowaniem i drukarką,
– literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Ćwiczenie 3
Sporządź ofertę handlową stołów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literatura na ten temat,
2) określić rodzaj oferty,
3) określić co powinna zawierać oferta,
4) sporządzić ofertę wykorzystując program komputerowy,
5) zaprezentować efekty swojej pracy,
6) dokonać samooceny
Wyposażenie stanowiska pracy:
– komputer z oprogramowaniem i drukarką,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić co nazywamy planem pracy?
¨ ¨
2) określić cel sporządzania planu pracy?
¨ ¨
3) scharakteryzować korespondencję handlową?
¨ ¨
4) określić rodzaje ofert?
¨ ¨
5) określić cel składania zapytania ofertowego?
¨ ¨
6) scharakteryzować czym jest reklamacja i kiedy można ja sporządzać?
¨ ¨
7) wskazać różnice pomiędzy ofertą a zamówieniem?
¨ ¨
8) wykorzystać program komputerowy do sporządzenia dokumentacji
handlowej?
¨ ¨
9) sporządzić plan pracy
¨ ¨
10) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
11) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Sporządzanie kalkulacji cenowej, przygotowanie zestawień
tabelarycznych
4.2.1. Materiał nauczania
Zestawienie elementów
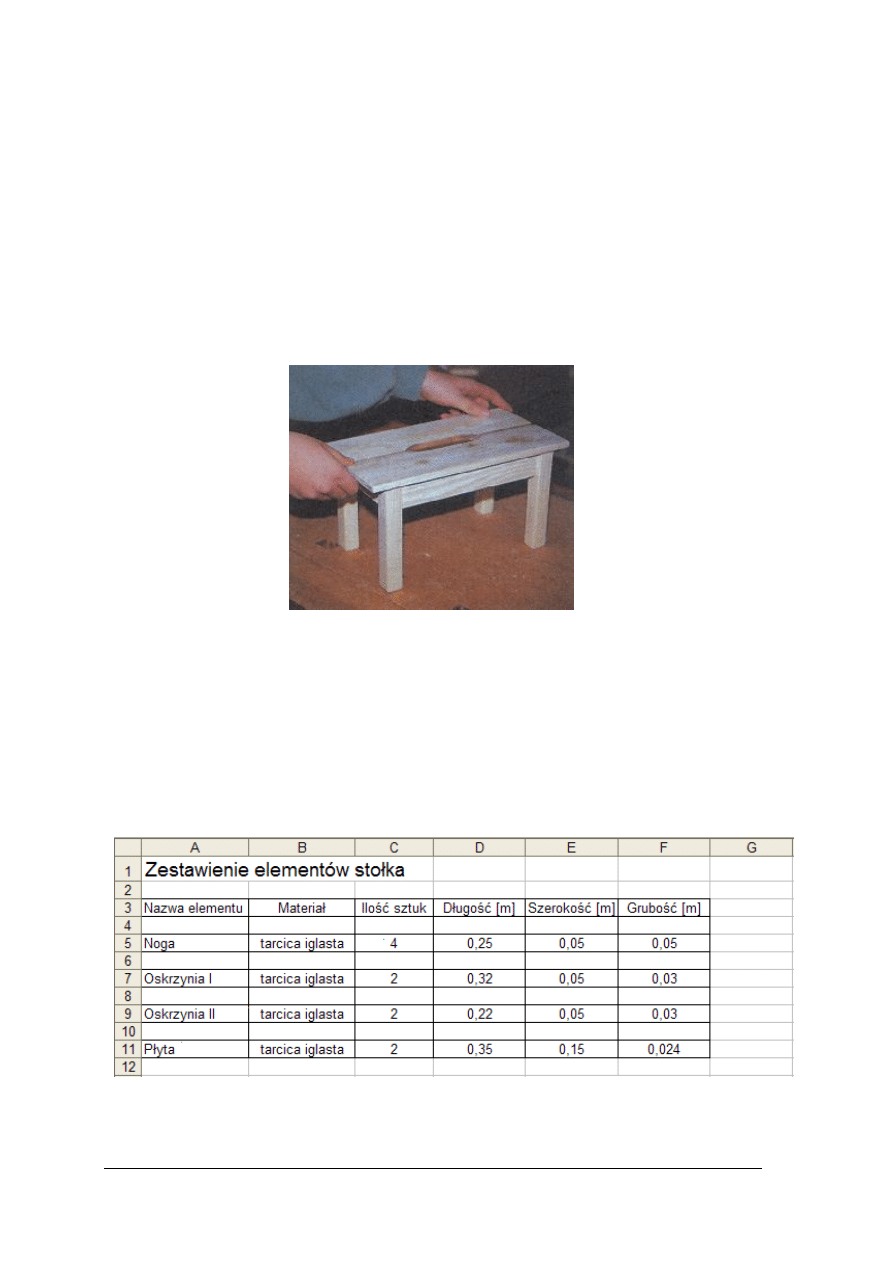
Poniższy rysunek przedstawia stołek drewniany. Elementy potrzebne do wykonania
takiego stołka zostały zestawione w formie listy, na której są zawarte ilość materiału oraz
wymiary. Raz wprowadzoną listę do komputera można dowolnie wiele razy drukować
i ponownie stosować do przeprowadzania obliczeń.
Rys. 3. Stołek drewniany [10, s. 68]
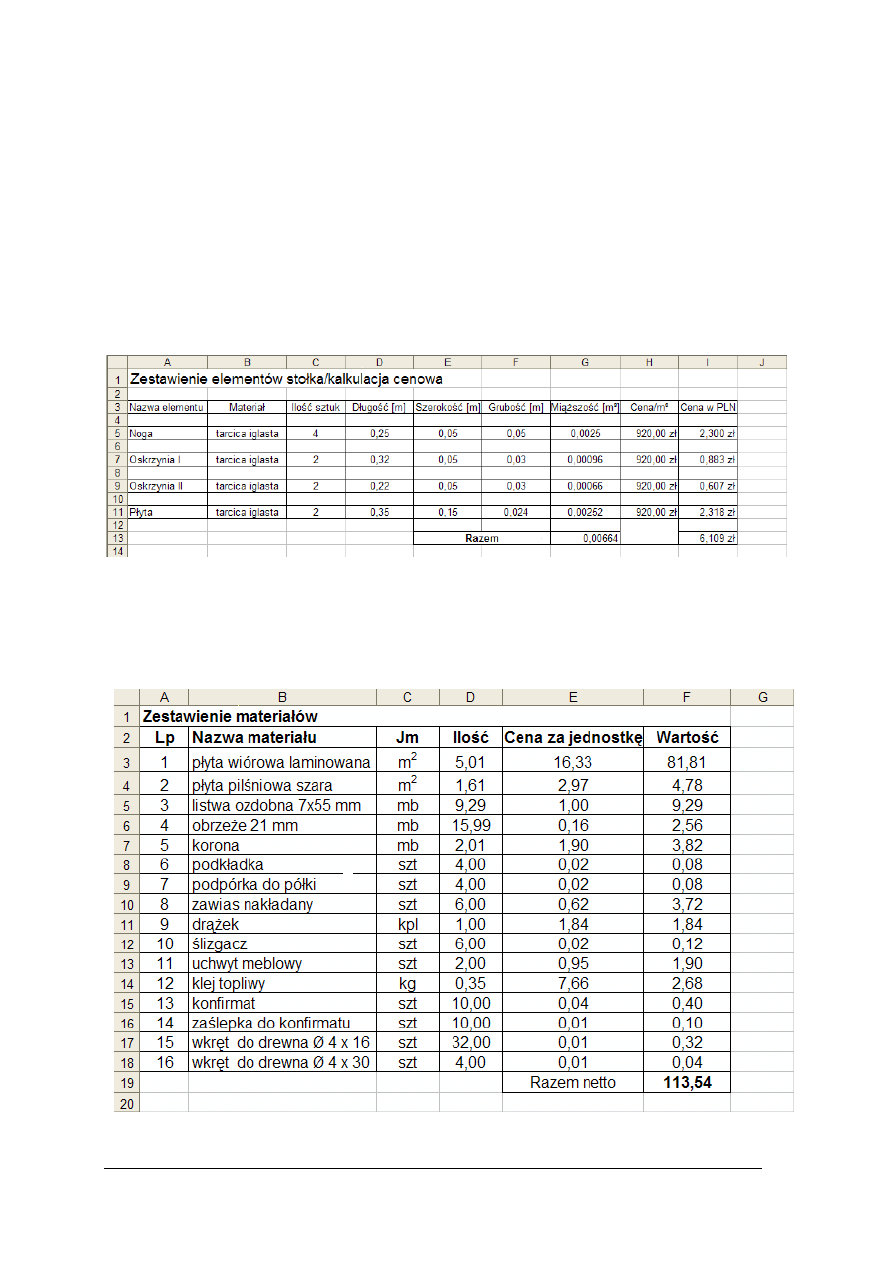
Zastosowanie zestawień tabelarycznych
Do tworzenia zestawień tabelarycznych zastosowany został arkusz kalkulacyjny.
W arkuszu wpisujemy wykaz wszystkich elementów oraz ich wymiary. Na wpisanych
liczbach można przeprowadzać wszelkie obliczenia związane z budowa stołka. Planowane
zestawienie elementów musi mieć tytuł co będzie umożliwiało identyfikacje wyroby jakiego
dotyczy zestawienie. Następnie w arkuszu wprowadzamy wszystkie nazwy elementów, liczbę
sztuk w wyrobie oraz wymiary (długość, szerokość, grubość).
Rys. 4. Zestawienie elementów stołka
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
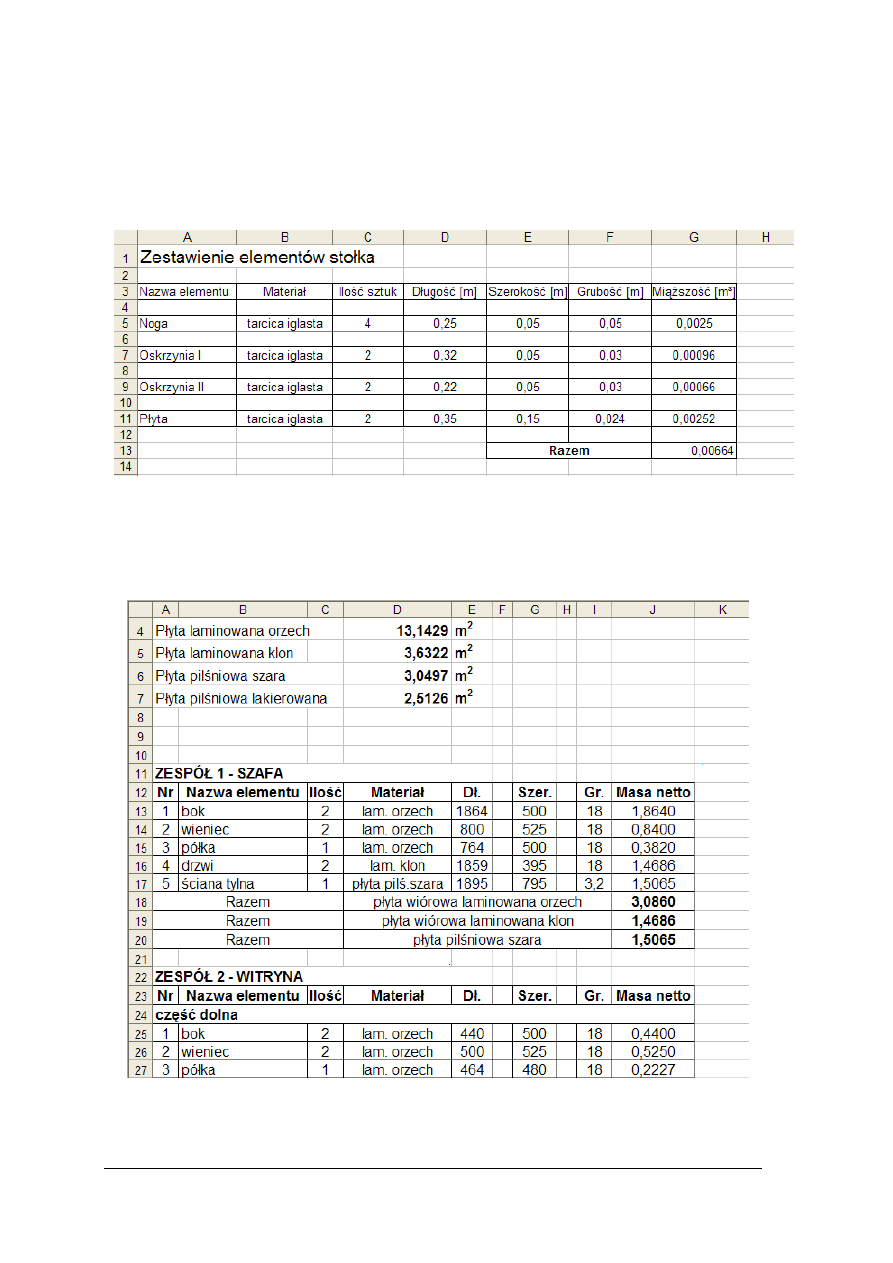
Po wprowadzeniu wszystkich wartości można obliczyć ilości materiał w m
3
dla
poszczególnych elementów jak również ilość materiału ogółem potrzebnego do wykonania
wyrobu. W tym celu należy pomnożyć ilość przez długość, szerokość i grubość.
W celu bardziej czytelnego przedstawienia wyniku obliczeń należy wartości przedstawić
w formie tabelarycznej przez zastosowanie formatowania komórek.
Rys. 5. Zestawienie ilości materiału potrzebnego do wykonania stołka
Innym przykładem zastosowania arkusza jest obliczania ilości płyty wiórowej i pilśniowej
potrzebnej do wykonani mebla skrzyniowego.
Rys. 6. Przykład zestawienia ilości materiałów podstawowych w wyrobie
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Sporządzanie kalkulacji cenowej
Sporządzanie kalkulacji cenowej jest wykonywane w celu określenia wielkości kosztów
poniesionych na materiały niezbędne do wykonania wyrobu
W celu wykonania kalkulacji cenowej należy otworzyć wcześniej zapisany arkusz
z wykazem elementów i ilością materiałów. Dotychczasowe dane są niewystarczające do
ustalenia ceny, dlatego należy tabele rozbudować o kolejne kolumny. Należy wstawić
kolumnę z ceną materiału za obowiązującą jednostkę miary oraz kolumną z ceną
poszczególnych elementów. Po wykonaniu tych czynności należy obliczyć koszt całkowity
materiałów. W arkuszu kalkulacyjny dokonując zmian ilości użytego materiału, ceny za
materiał, ilości sztuk elementów program sam uwzględnia wprowadzone zmiany w końcowej
kalkulacji cenowej.
Rys. 7. Przykładowa kalkulacja cenowa stołka
Przykładowe zestawienie materiałów, ceny za jednostkę oraz wartość wszystkich materiałów
przedstawia poniższy rysunek. Zestawienie takie jest niezbędne podczas dokonywania
wyceny poniesionych kosztów na materiały.
Rys. 8. Przykładowe zastawienie materiałów podstawowych, pomocniczych i obliczona wartość wszystkich
materiałów
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
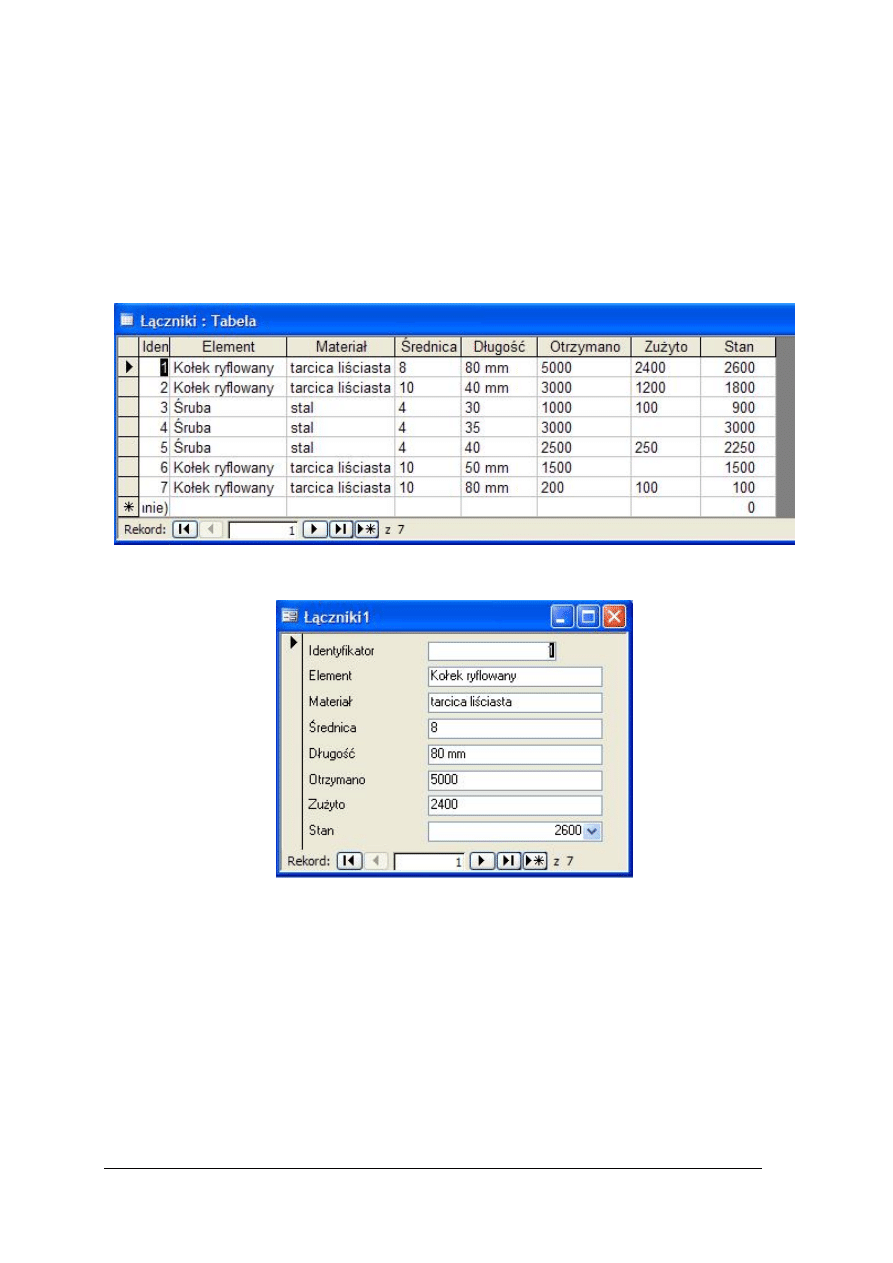
Dokumentacja kontrolno-ewidencyjna
Za pomocą komputera można dziś pogrupować i zarządzać informacjami. W zakładzie
produkcyjnym dokumentację kontrolno-ewidencyjna można prowadzić przy zastosowaniu
bazy danych. W bazie takiej umieszcza się spis adresów klientów, listy numerów
telefonicznych lub spis towarów będących na stanie magazynu zakładowego. Korzystając
z bazy danych można na bieżąco śledzić rodzaj i ilość akcesoriów i materiałów
wykorzystanych do produkcji. Łatwo i szybko sprawdzić czy dany towar jest na stanie
magazynowym i w jakiej ilości. Zastosowanie komputera w pracach kontrolno-
ewidencyjnych usprawnia proces produkcji.
Rys. 9. Fragment listy ewidencyjnej łączników w stolarni
Rys. 10. Przykładowy formularz
4.2.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy kalkulacją cenową?
2. W jaki sposób można dokonać kontroli zużycia materiałów?
3. Jaki jest cel tworzenia zestawienia elementów?
4. Jakie składniki należy uwzględnić w kalkulacji?
5. Jakie programy komputerowe służą do sporządzania kalkulacji cenowej?
6. Jakie znasz programy komputerowe do prowadzenia dokumentacji kontrolno-
ewidencyjnej?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2.3. Ćwiczenia
Ćwiczenie 1
Oblicz zapotrzebowanie materiału do wykonania wyrobu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) wylosować rysunek spośród ilustracji przygotowanych przez nauczyciela,
3) określić kolejne czynności podczas wykonywania pracy,
4) sporządzić zapotrzebowanie materiałowe z wykorzystaniem komputera,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– komputer z oprogramowaniem i drukarką,
– katalogi,
– literatura z rozdziału 6.
Ćwiczenie 2
Sporządź zestawienie cenowe materiału potrzebnego do wykonania wyrobu. Zestawienie
wykonaj w oparciu o program komputerowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) określić co powinna zawierać kalkulacja,
3) dokonać analizy cenowej materiałów w dostępnych źródłach informacji,
4) wybrać dwa warianty cenowe na podstawie wyszukanych informacji,
5) sporządzić kalkulację cenową wykorzystując program komputerowy,
6) zaprezentować efekty swojej pracy,
7) dokonać samooceny.
Wyposażenie stanowiska pracy
:
– komputer z oprogramowaniem i drukarką,
– katalogi, prospekty,
– literatura z rozdziału 6.
Ćwiczenie 3
Sporządź fragment dokumentacji kontrolno-ewidencyjnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) określić kolejne czynności podczas wykonywania pracy,
3) sporządzić zużycie materiałowe z wykorzystaniem komputera,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny poprawności wykonanego ćwiczenia.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyposażenie stanowiska pracy:
– komputer z oprogramowaniem i drukarką,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić co nazywamy kalkulacją cenową?
¨ ¨
2) scharakteryzować sposób dokonywania kontroli zużycia materiałów?
¨ ¨
3) określić cel tworzenia zestawienia elementów?
¨ ¨
4) scharakteryzować jakie składniki należy uwzględnić w kalkulacji?
¨ ¨
5) obliczyć zużycie materiałów?
¨ ¨
6) wykorzystać program komputerowy do sporządzenia kalkulacji cenowej?
¨ ¨
7) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
8) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Sporządzanie rysunków przy zastosowaniu programu
AutoCAD
4.3.1. Materiał nauczania
Sporządzania rysunków przy zastosowaniu programu AutoCAD
Na długo przed wymyśleniem słowa pisanego ludzie wykorzystywali obrazy do
przekazywania informacji. I dziś wizualna metoda komunikacji nadal odgrywa ważną rolę,
w epoce wysoko rozwiniętej technologii. Wprawdzie obraz i rysunek pozostały jednymi
z podstawowych środków komunikacji, ale metody ich tworzenia uległy znacznej zmianie.
Obecnie rysunki tworzymy za pomocą komputerów. Jednym z narzędzi przeznaczonych do
ich tworzenia są programy CAD, czyli programy do komputerowego wspomagania
projektowania (Computer Aided Design). Rozwój programów tego typu trwa wraz
z rozwojem komputerów. Stają się one coraz bardziej potężne, coraz szybsze i łatwiejsze
w użyciu.
Ogólne informacje o programie AutoCAD
Program tworzy rysunki wykorzystując podstawowe jednostki geometryczne wybierane,
zestawiane i wprowadzane na ekran przez użytkownika. W sposób ogólny działanie programu
może być określone jako wybór i tworzenie jednostek geometrycznych wprowadzanych na
ekran monitora, manipulowanie nimi na ekranie oraz przechowywanie efektów tych
czynności. Do manipulowania tworzonym rysunkiem zwykle używa się komend typu
przesuń, obróć, kopiuj tworzony obiekt, przesuń widok, skaluj, steruj wyświetlaniem
fragmentów rysunku, twórz warstwy rysunkowe. Rysunki części znormalizowanych (śruby,
nakrętki, wkręty itp.) przydatne do dalszego częstego wykorzystywania w tworzonych
rysunkach, a także fragmenty tworzonych rysunków mogą tworzyć bloki, które będą
zapisywane na dysku jako niezależne rysunki. Rozmiary tych danych można zmieniać
i dowolnie zestawiać według potrzeb. Blok taki można później w dowolnym momencie
wczytać i umieścić na aktualnie tworzonym rysunku. Można także tworzyć zestawy swoich
własnych bloków, np. okuć meblowych, łączników, do własnych bibliotek (archiwów)
elementów i symboli. Blokom można przyporządkować wybrane informacje opisowe, tzw.
atrybuty. Atrybutami bloku zdefiniowanego jako np. okucie meblowe mogą być: typ okucia,
cena, materiał, z jakiego jest wykonane okucie, itp.
Program wykorzystuje technikę warstw, którą w uproszczeniu można określić jako
tworzenie fragmentów obrazu na arkuszach przezroczystej folii. Rzuty przedmiotu
narysowane na jednej folii oraz wymiary tych rzutów narysowane na drugiej folii, po
nałożeniu na siebie, utworzą rysunek techniczny tego przedmiotu. Poszczególne warstwy,
w zależności od potrzeb, można włączać lub wyłączać. Posługiwanie się warstwami prowadzi
do zwiększenia czytelności rysunku. Program nie ogranicza liczby użytkowanych warstw.
AutoCAD stanowi dużą pomoc w zakresie wymiarowania. Można wymiarować dowolne
elementy rysunku (odcinki, łuki, średnice, kąty), można także zaznaczać tolerancje
wymiarów. Pełne opanowanie sposobów wymiarowania jest jednak dość trudne. Istnieje
możliwość półautomatycznego wymiarowania elementów rysunku. Wskazuje się punkty, dla
których ma być określony wymiar, a program sam wstawia linie wymiarowe oraz wpisuje
wymiar w ustalonych jednostkach.
Innym bardzo istotnym udogodnieniem rysowania, jakie daje program, jest możliwość
oglądania rysunku w całości lub powiększonych jego fragmentów. Polecenie takie można
wykonać w trakcie realizacji innej komendy, bez przerywania jej ciągłości.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Kiedy są potrzebne jakieś zmiany na rysunku, można wymazać linie lub powierzchnie bez
pozostawiania skaz na rysunku [2, s. 318].
Dane wymiarowe, które są wprowadzane do komputera podczas tworzenia rysunku części
na monitorze, mogą być również używane do celów produkcyjnych tej części. W ten sposób
cykl produkcyjny może być zapisany na dysku i powtarzany wymaganą liczbę razy.
W poradniku zostanie zilustrowany tylko fragment obsługi programu AutoCAD 2004 PL.
Szczegółowe informacje odnośnie możliwości i zaawansowanych ustawień programu są
zawarte w literaturze z rozdziału 6.
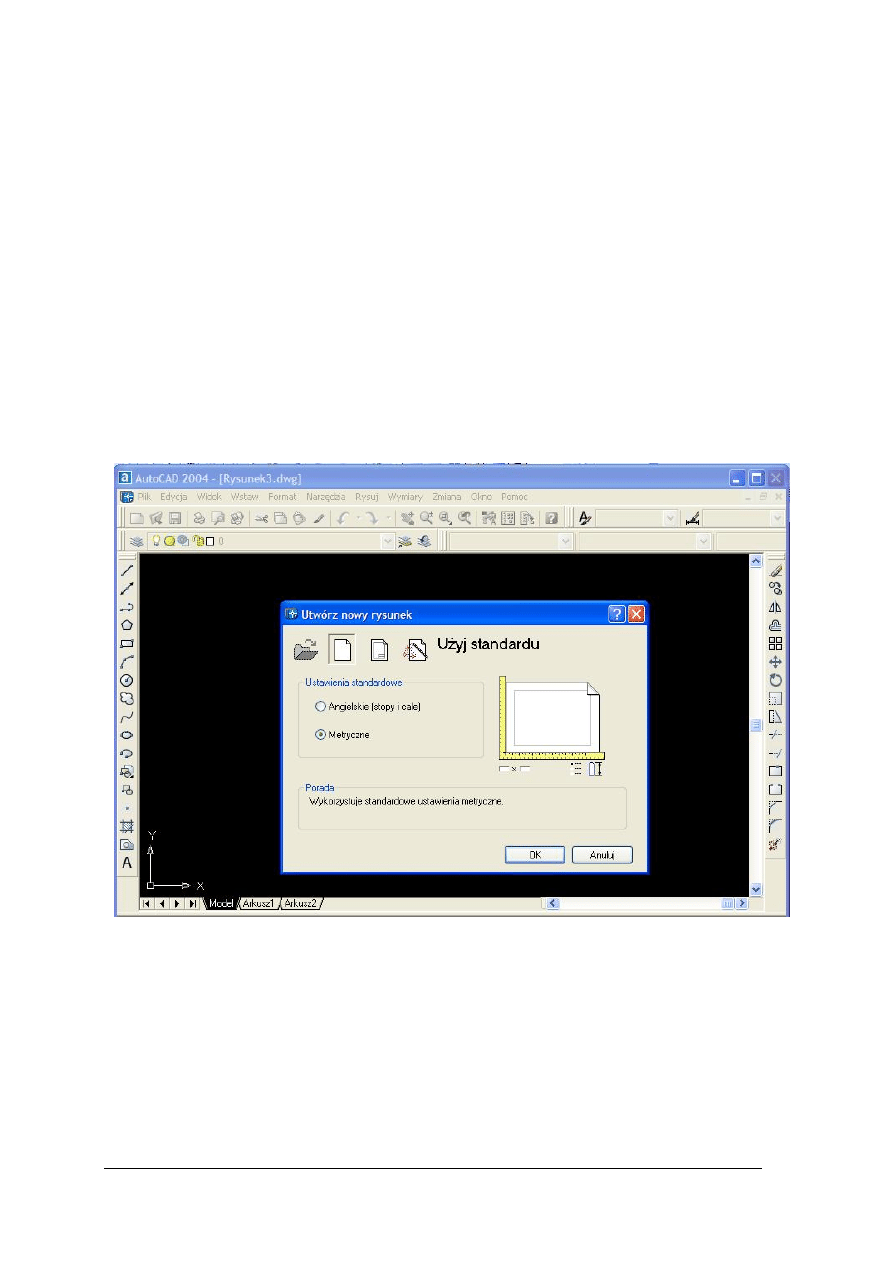
Po uruchomieniu programu pojawi się okno dialogowe tworzenia nowego rysunku.
W oknie tym użytkownik określa czy chce korzystać z pomocy kreatora prowadzącego krok
po kroku przez procedurę konfiguracji rysunku czy też nie. Kreator umożliwia określenie:
jednostek rysunkowych, granic rysunku, tabliczki rysunkowej oraz korzystania z przestrzeni
papieru. Automatycznie dopasowane są niektóre parametry rysunku, np. siatka i wysokość
napisów.
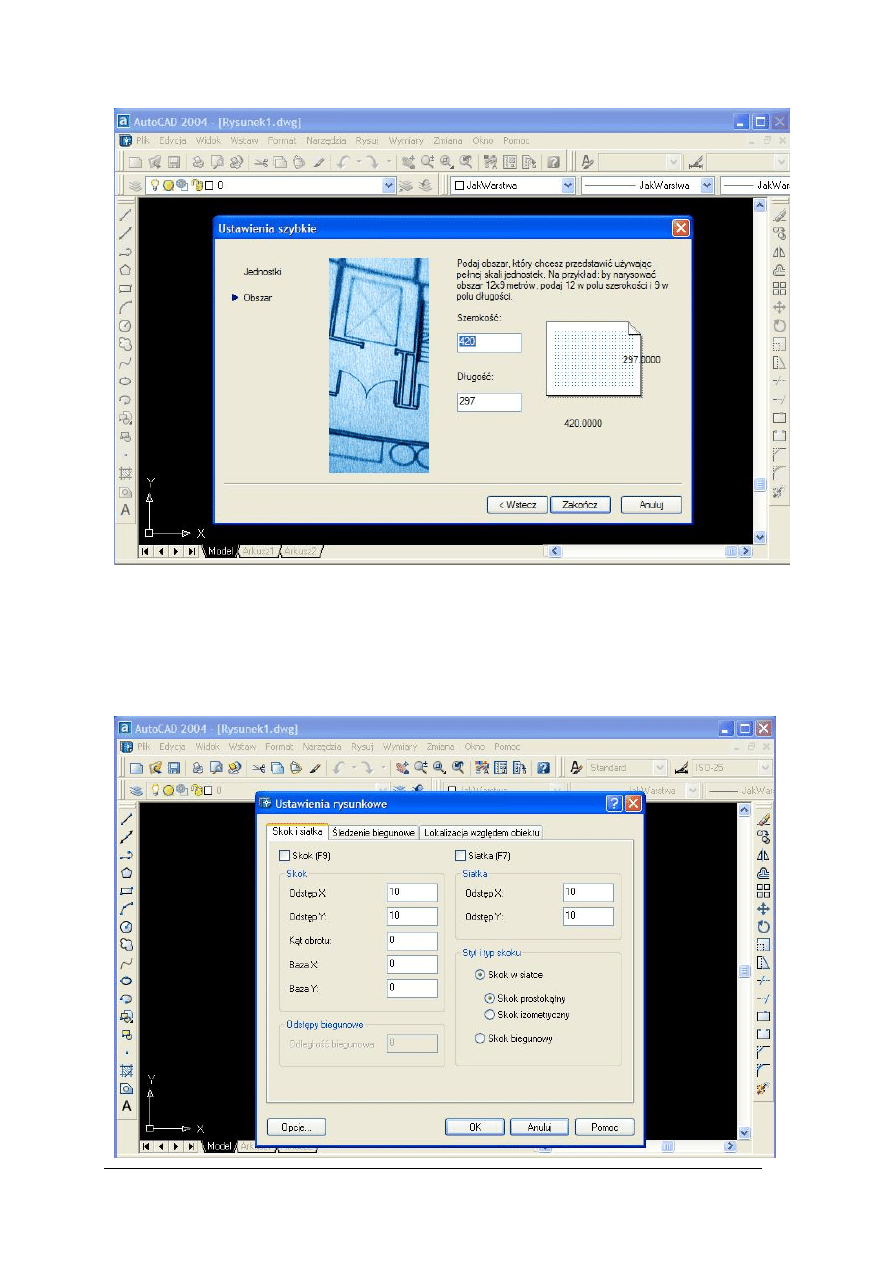
W kolejnym oknie przedstawiona jest opcja Ustawienia szybkie. Proces definiowania
parametrów składa się z dwóch kroków: określenia jednostek i określenia granicy rysunku,
czyli zajmowanego obszaru.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
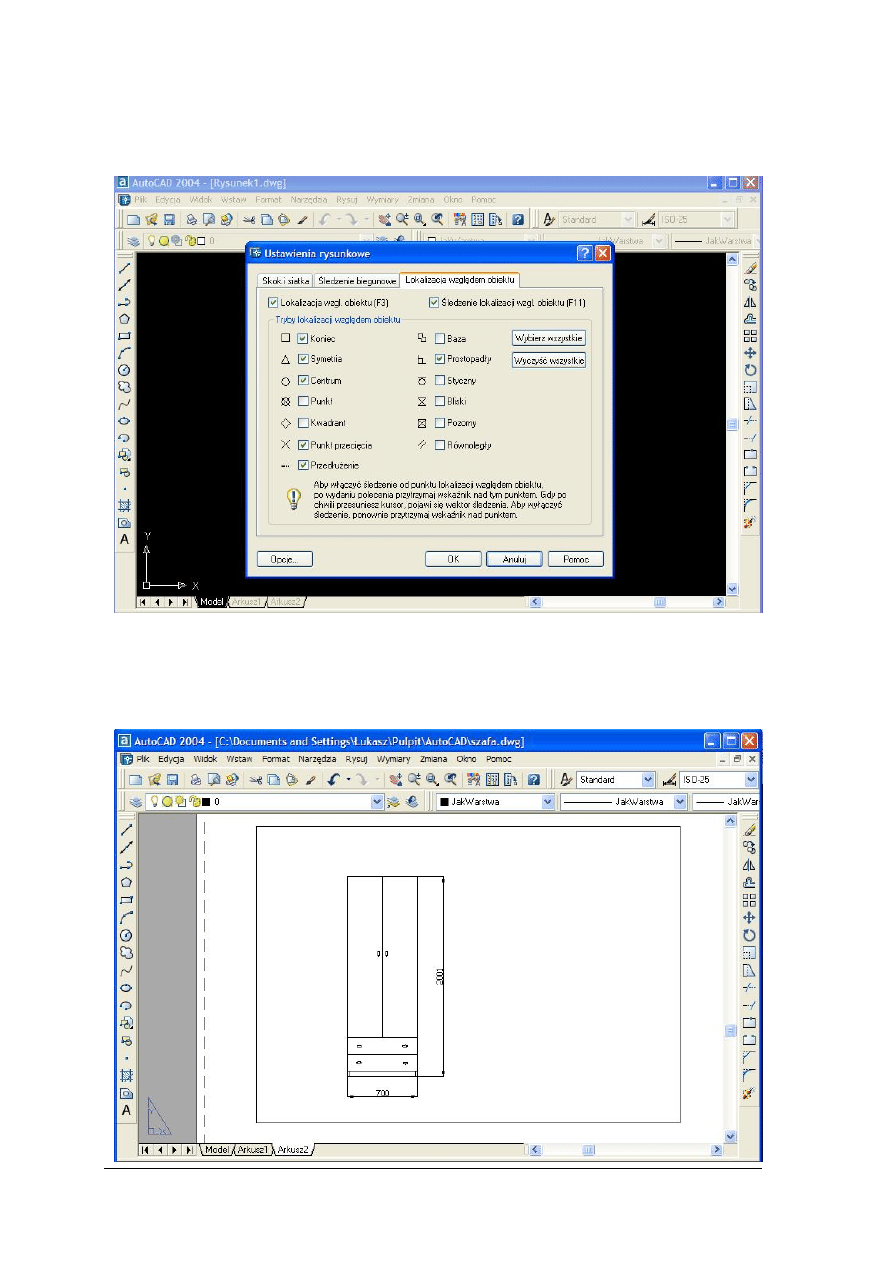
Skokowe przesuwanie kursora na ekranie zapewnia dużą dokładność rysunku. Kursor będzie
przesuwał się skokowo od jednego węzła siatki skoku do drugiego (i będzie wskazywał tylko
punkty węzłowe). Jeżeli użytkownik wskaże kursorem punkt położony obok węzła skoku,
kursor zostanie automatycznie przyciągnięty do węzła położonego najbliżej. Zastosowanie
siatki skoku zapewnia dużą dokładność rysowania. Ustawień skoku dokonuje się w oknie
dialogowym Ustawienia rysunkowe.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
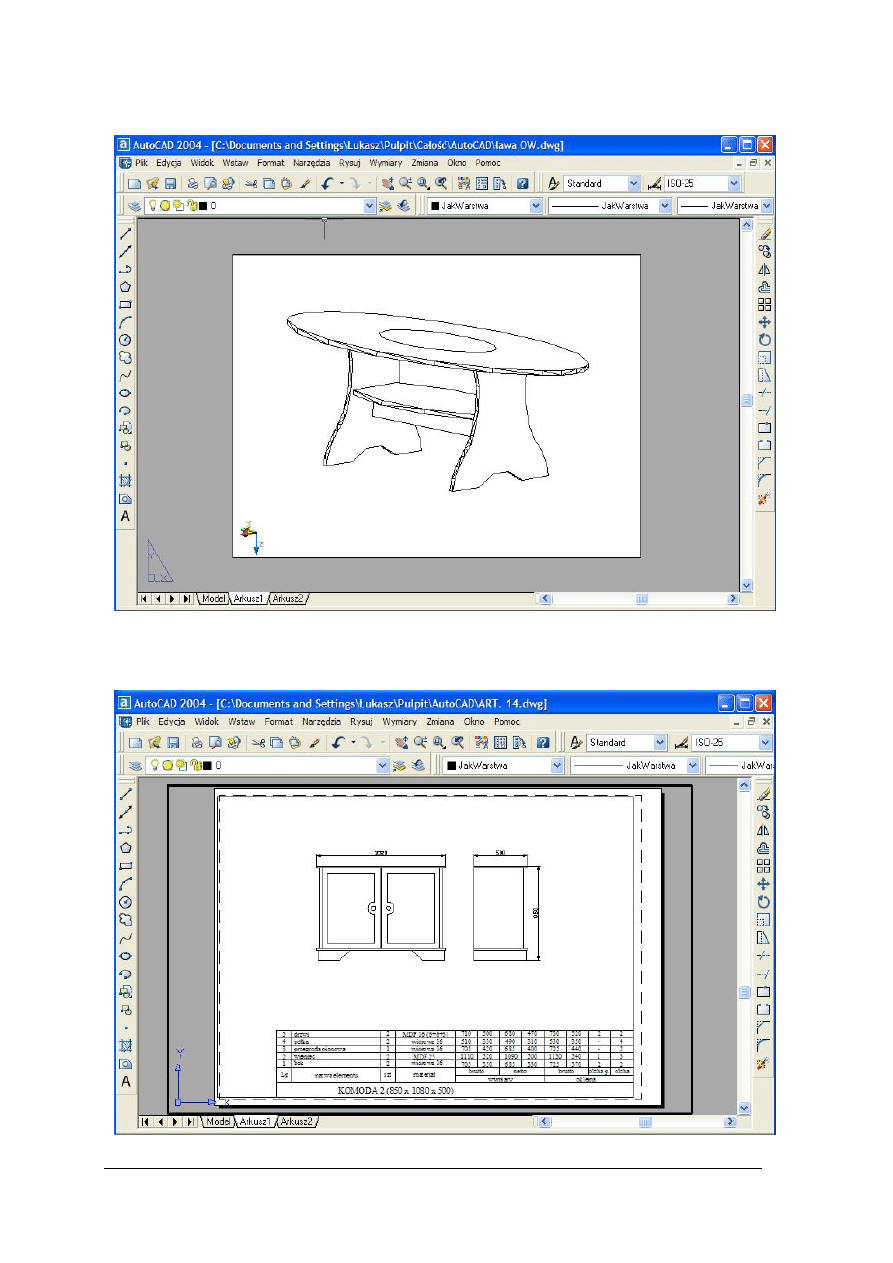
W ustawieniach rysunkowych można także włączyć Lokalizację względem obiektu. Opcja ta
pozwala na określenie, które punkty charakterystyczne obiektów maja być lokalizowane
automatycznie podczas rysowania.
Po przeprowadzeniu ustawień rysunkowych można przejść do paska z dostępnymi
narzędziami rysowania. Po wybraniu symbolu „Linia”, przenosimy kursor na pole robocze
i możemy rozpocząć rysownie linii od wybranych punktów, naciskając na lewy przycisk
myszy i przeciągając ją. W ten sposób można dorysowywać linie do linii, aż powstanie
rysunek w rzucie.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
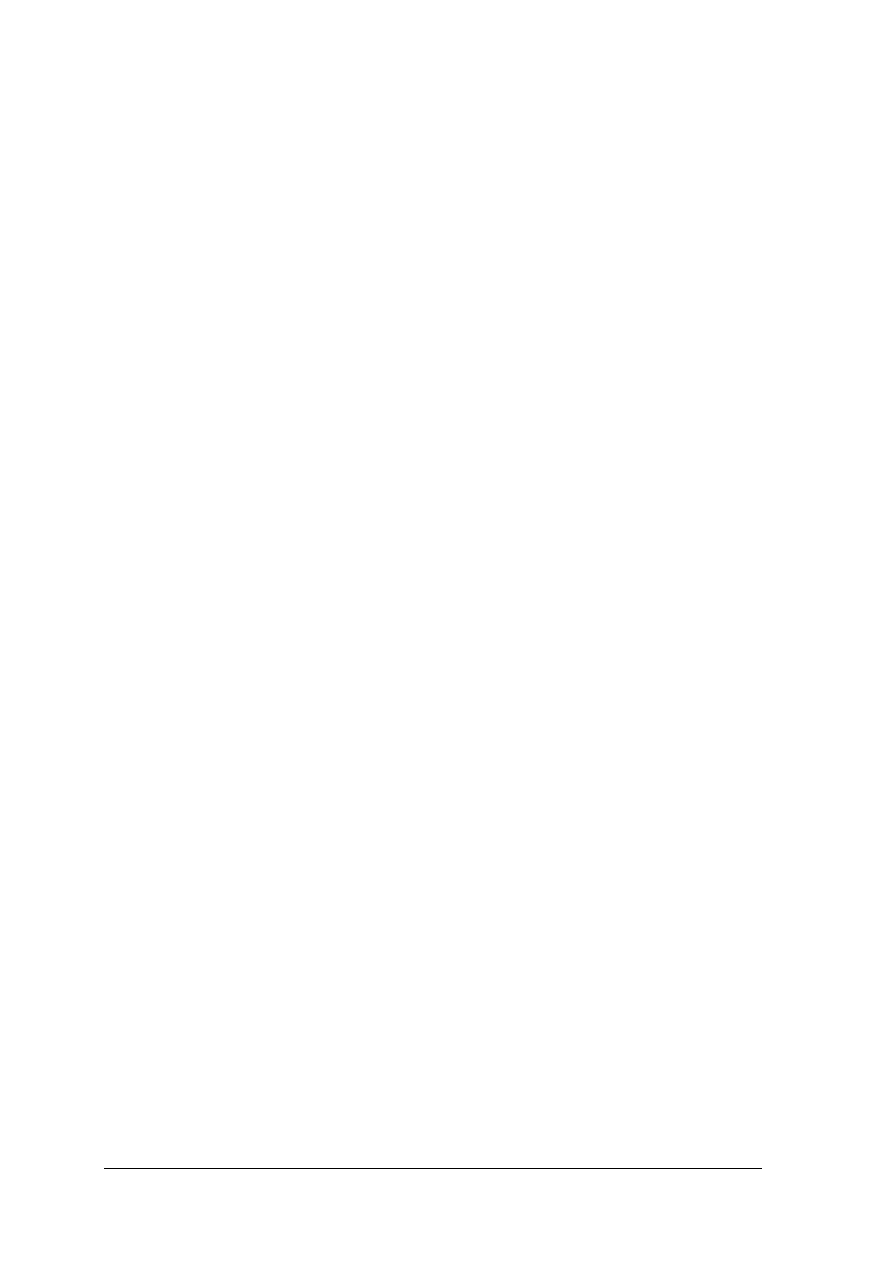
Program pozwala także na wykonywanie rysunków w przestrzeni
Na arkuszu rysunkowym można nanieść tabelę z wykazem elementów i ich wymiarów w ten
sposób otrzymamy rysunek złożeniowy wyrobu.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co oznacza skrót CAD?
2. Jakie znasz programy do komputerowego wspomagania projektowania?
3. Na czym polega konfiguracja arkusza rysunkowego?
4. Na czym polega technika warstw?
5. Do czego służy lokalizacja względem obiektu?
6. Jakie znasz zalety zastosowania programów komputerowych do wykonywania
rysunków?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj rysunek szafy w rzutach prostokątnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) otworzyć program komputerowy do wspomagania projektowania,
3) wykonać konfigurację parametrów rysunkowych,
4) narysować rysunek szafy wykorzystując program komputerowy,
5) zwymiarować rysunek,
6) zapisać rysunek na dysku lub dyskietce,
7) wydrukować wykonany rysunek,
8) zaprezentować efekty swojej pracy,
9) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
– komputer z oprogramowaniem i drukarką,
– instrukcja do ćwiczenia,
– literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj rysunek szafki kuchennej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) uruchomić komputer,
3) otworzyć program komputerowy do wspomagania projektowania,
4) narysować rysunek szafki wykorzystując program komputerowy,
5) zapisać rysunek na dysku lub dyskietce,
6) wydrukować wykonany rysunek,
7) zaprezentować efekty swojej pracy,
8) dokonać oceny ćwiczenia.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Wyposażenie stanowiska pracy:
– komputer z oprogramowaniem i drukarką,
– instrukcja do ćwiczenia,
– literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj rysunek złożeniowy stołka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) otworzyć program komputerowy do wspomagania projektowania,
3) narysować rysunek stołka wykorzystując program komputerowy,
4) wykonać przekroje,
5) zwymiarować rysunek,
6) ponumerować i opisać elementy w tabeli,
7) zapisać rysunek na dysku lub dyskietce,
8) wydrukować wykonany rysunek,
9) zaprezentować efekty swojej pracy,
10) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy
:
– komputer z oprogramowaniem i drukarką,
– instrukcja do ćwiczenia,
– literatura z rozdziału 6.
Ćwiczenie 4
Wykonaj rysunek wykonawczy oskrzyni stołka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) otworzyć program komputerowy do wspomagania projektowania,
3) narysować oskrzynie wykorzystując program komputerowy,
4) wykonać i oznaczyć przekroje,
5) zwymiarować rysunek,
6) zapisać rysunek na dysku lub dyskietce,
7) wydrukować wykonany rysunek,
8) zaprezentować efekty swojej pracy,
9) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy
:
– komputer z oprogramowaniem i drukarką,
– instrukcja do ćwiczenia,
– literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić co oznacza skrót CAD?
¨ ¨
2) scharakteryzować programy do komputerowego wspomagania
projektowania?
¨ ¨
3) scharakteryzować na czym polega konfiguracja arkusza rysunkowego?
¨ ¨
4) przedstawić na czym polega technika warstw w AutoCAD?
¨ ¨
5) określić zastosowanie lokalizacji względem obiektu?
¨ ¨
6) wykonać rysunki techniczne przy pomocy komputera?
¨ ¨
7) wskazać zalety zastosowania komputerów w wykonywaniu rysunków
technicznych?
¨ ¨
8) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.4. Automatyzacja i komputeryzacja w zakładach drzewnych
4.4.1. Materiał nauczania
Automatyzacja i komputeryzacja w zakładach drzewnych
Automatyzacja przyczynia się do zwiększenia wydajności produkcji, zmniejszenia zużycia
surowców i energii, zwiększenia pewności działania maszyn i urządzeń oraz polepszenia
bezpieczeństwa pracy. Jednocześnie umożliwia ona podniesienie rangi wykonywanej pracy,
co przy wzroście ogólnego poziomu kwalifikacji kadr ma duże znaczenie, ponieważ przy
wyborze miejsca zatrudnienia coraz częściej zwracać się będzie uwagę na rodzaj wykonywanej
pracy. Już obecnie napotyka się trudności z naborem chętnych do wykonywania prac ciężkich
i uciążliwych.
Jednak zastosowanie urządzeń automatycznych powinno być określone przede wszystkim
wskaźnikami ekonomicznymi i technologicznymi. Nie każda automatyka jest dobra
i niezbędna dla zakładu, zastosowanie jej należy łączyć z procesem technologicznym.
Przy doborze urządzeń automatyki należy brać pod uwagę to że nie wszystkie maszyny
i urządzenia zdadzą egzamin w warunkach pracy przedsiębiorstw. Przed zakupem tych
urządzeń należy przeanalizować wszystkie zagadnienia dotyczące ich pracy w dostosowaniu
do nowej technologii, poziomu technicznego użytkowników oraz miejsca zainstalowania.
Często wdrażanie automatyzacji należy zaczynać od dokonywania zmian w organizacji,
która determinuje sprawne działanie urządzeń sterujących i opanowanie techniki
automatyzacji. Automatyzacja wywołuje gwałtowny wzrost zasięgu i liczby prac
konserwacyjno-naprawczych. Grupa tych prac wyodrębnia się nie tylko pod względem
funkcjonalnym, lecz także zawodowym i metodycznym. W strukturze kwalifikacyjnej
odpowiada jej określona kategoria pracowników wykonujących te prace. Także w grupie
pracowników bezpośrednio zaangażowanych w produkcji automatyzacja wywołuje poważne
zmiany, które dotyczą wymagań pod względem kwalifikacji pracowników i metod ich
działania.
Procesy produkcyjne są w różnym stopniu zautomatyzowane. Wynika to z różnej
podatności automatyzacyjnej procesów produkcyjnych. Najbardziej podatne czyli łatwe do
automatyzacji są procesy ciągłe.
Procesy ciągłe charakteryzują się tym, że materiał znajduje się w ciągłym ruchu postępowym
poprzez kolejne stanowiska, przy czym parametry czynników oddziałujących na materiał są
zasadniczo stałe.
Dla przemysłu drzewnego typowe są procesy nieciągłe (dyskretne), charakteryzujące się
wyraźnym ich oddzieleniem zarówno w czasie, jak i w miejscu wykonywania poszczególnych
operacji.
Prace rozwojowe zastosowań automatyki prowadzone są zarówno nad opracowaniem
nowych przyrządów automatyki, jak też nad wprowadzeniem procesów bardziej podatnych na
automatyzację zamiast mniej podatnych. Poza tym prowadzi się działania ułatwiające
automatyzację polegające na przystosowaniu materiałów obrabianych do maszyn
automatycznych. W dużej liczbie przypadków nieznaczna zmiana operacji technologicznych
umożliwia w znacznym stopniu uproszczenie konstrukcji urządzeń automatycznych.
Przestrzega się przy tym wymagań dotyczących jakości, jednolitości i stałości oraz wymiarów
materiału obrabianego. Działania w kierunku automatyzacji utożsamia się zwykle jako
unowocześniające. Tak samo produkty uzyskane w sposób automatyczny traktuje się jako
nowoczesne. Rozumiana w ten sposób nowoczesność nie jest jednak zawsze jednoznaczna
z wysoką jakością.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Urządzenia automatyczne mogą być dostatecznie efektywne tylko w tym przypadku,
jeżeli zostały one opracowane odpowiednio do konstrukcji wyrobu, opartego na nowoczesnej
technologii przedsiębiorstwa. W szeregu przypadków istniejące sposoby wytwarzania
wyrobów nie pozwalają efektywnie automatyzować zakładu. Podstawa automatyzacji jest
unifikacja detali [1, s. 5].
Przykład automatyzacji w przemyśle
Stosowane obecnie sposób obrzynania tarcicy bocznej, polegający na ręcznym podawaniu
deski do pilarki przez pracownika, jest coraz mniej efektywny, ponieważ obsługująca pilarkę
osoba nie jest w stanie uwzględnić wielu istotnych informacji mających wpływ na operacje.
Zautomatyzowanie tego procesu pozwala zwiększyć wydajność produkcji o kilka procent.
Jest to możliwe dzięki temu, iż specjalistyczne urządzenia są w stanie samodzielnie ustalić
położenie narzędzi we wrzecionie pilarki, tak aby parametry obrabianej tarcicy były jak
najlepsze (optymalna grubość i szerokość), a co za tym idzie jak najmniejsze straty
(minimalne wymiary obrzynka). Do optymalizacji operacji obrzynania wykorzystuje się
obecnie urządzenia skaningowe optyczno – elektroniczne z zastosowaniem odpowiednich
bloków pomiarowo – wykonawczych typu:
−
zasłona świetlna,
−
promieniowanie poprzeczne,
−
kamera laserowa,
−
optyczno – falowe,
−
świetlna skaningowa siatka antenowa.
Przykłady zastosowania komputerów w przemyśle:
−
sortownie drewna okrągłego,
−
kontrola procesu suszenia,
−
obróbka hydrotermiczna,
−
obrabiarki CNC,
−
produkcja płyt wiórowych.
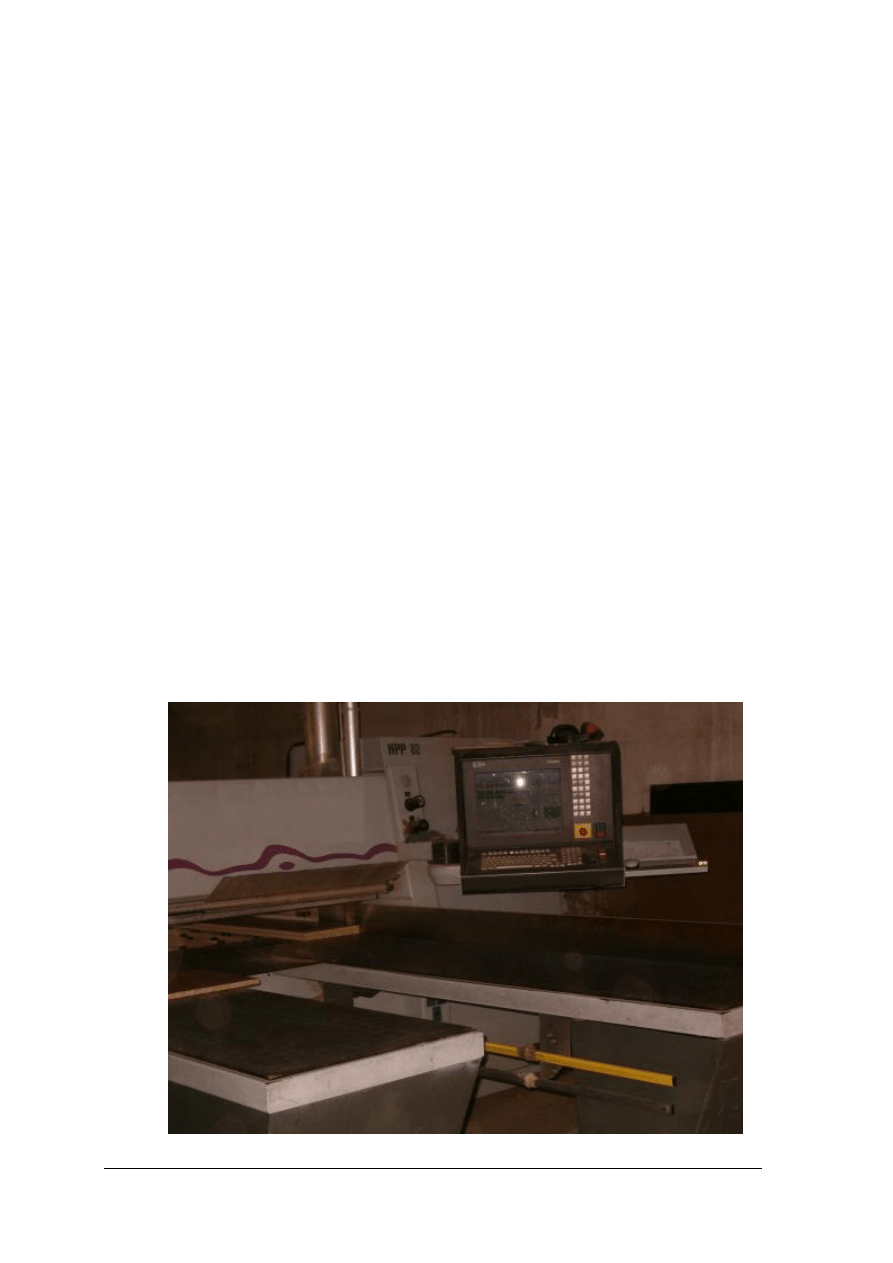
Rys. 11. Pilarka do rozkroju materiałów płytowych

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Na rysunku 11 pokazana jest pilarka formatowa przeznaczona do rozkroju materiałów
płytowych. Piłowanie wykonuje się z zastosowaniem urządzeń sterowanych komputerowo.
Obrabiarka ta wykonuje operacje piłowania wg wcześniej zaplanowanych linii naniesionych
na arkusz płyty na ekranie komputera. Pracownik korzystając z programu komputerowego
optymalnie dzieli arkusz płyty na elementy meblowe zgodnie z wymiarami odczytanymi
z rysunku. Jego praca polega na wprowadzeniu wymiarów do programu komputerowego
i położeniu płyty na stół obrabiarki. Obrabiarka przy pomocy urządzeń transportowych
i specjalnego stołu sama przesuwa płytę. Przedtem rozpiłowanie płyty polegało na
podzieleniu arkusza na mniejsze paski, a następnie paski na elementy. Podczas piłowania
płyta była przesuwana ręcznie po stole obrabiarki i dosuwana przez pracownika do
prowadnicy. Rozpiłowanie jednego arkusza trwało kilka minut i pracownik musiał za każdym
razem ustawiać prowadnice na inny wymiar w zależności od wymiarów piłowanego
elementu. Przy zastosowaniu urządzeń sterowanych komputerowo nie tylko zwiększa się
wydajność i jakość obróbki ale również bezpieczeństwo pracowników ponieważ pracownik
nie ma bezpośredniego kontaktu z narzędziem.
Rys. 12. Centrum obróbcze
Rysunek 12 przedstawia centrum obróbcze przeznaczone do wykonywania kilku operacji
(frezowanie, wiercenie) przy jednym zamocowaniu elementu na stole obrabiarki.
Wykonywanie kilku operacji na jednym elemencie bez zmiany jego położenia zwiększa
dokładność obróbki. Pracownik wprowadza poprzez klawiaturę do programu komputerowego
kształt i wymiary elementu, nie musi przy każdej operacji ustawiać elementu do prowadnicy
jak w obrabiarkach jednoczynnościowych. Obrabiarka wykonuje operacje frezowania
i wiercenia zarówno w szerokiej jak i wąskich płaszczyznach. Przedtem operacje były
wykonywane na kilku obrabiarkach, elementy mocowane były kilka razy, a obrabiarki
przezbrajane do każdej operacji. Proces wykonania elementu był znacznie dłuższy
i pracochłonny. Zastosowanie centrów obróbczych programowanych komputerowo skraca
czas wykonywania, zwiększa jakość i dokładność obróbki.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Możliwość unowocześniania produkcji
Projektowanie
procesów
technologicznych
stanowi
ważny
etap
technicznego
przygotowania produkcji przemysłowej. Poza tym, podstawowa wiedza technologiczna
(w tym także zasady projektowania procesów technologicznych) może okazać się absolutnie
niezbędna w każdej fazie rozwoju produktu. Projektowanie technologiczne wymaga
wykorzystania wszelkich danych o konstrukcji wyrobu, które zawarte są w dokumentacji
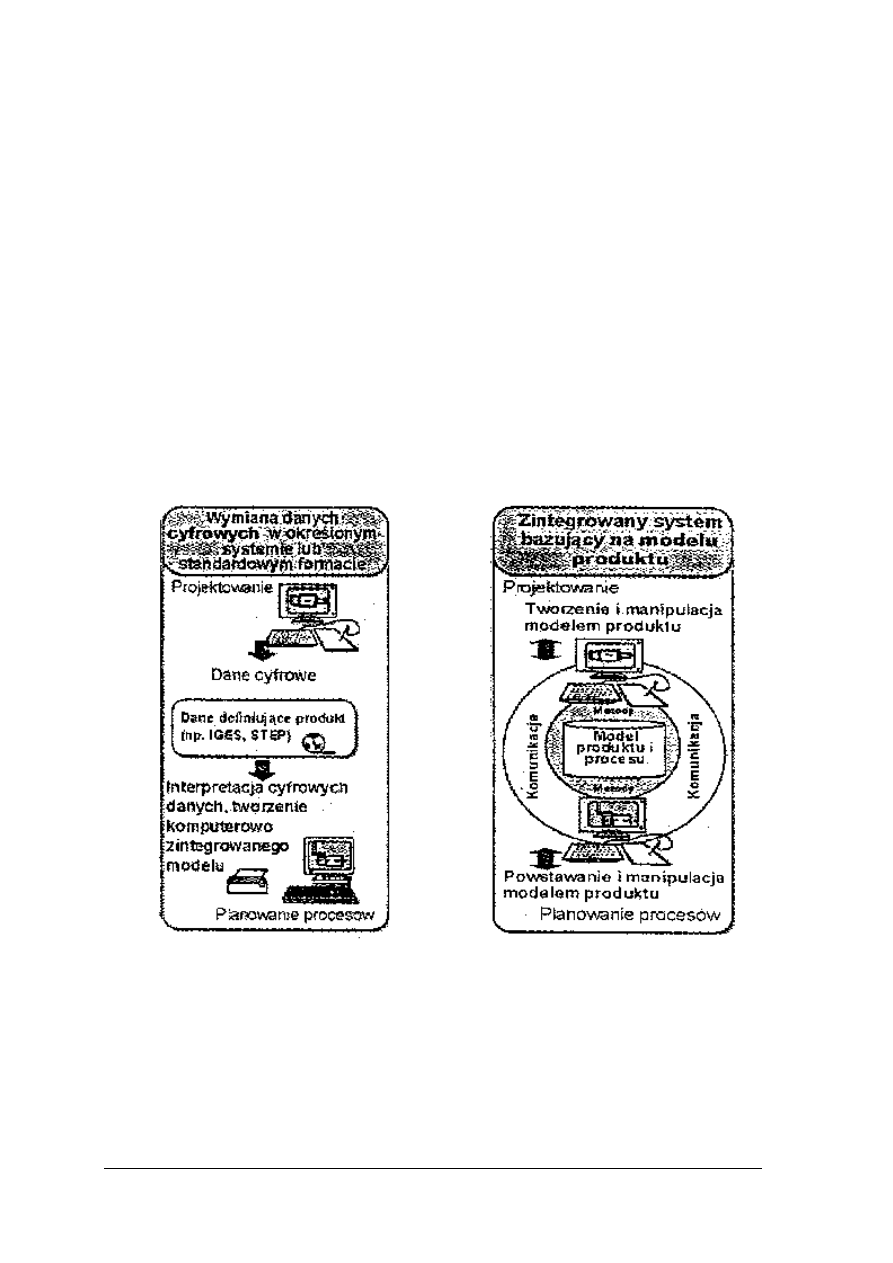
konstrukcyjnej. Przepływ tych danych od konstruktora do technologa może być realizowany
w rozmaity sposób. Najprostszy i najmniej zaawansowany technicznie wariant przepływu
informacji to wykorzystanie wyłącznie zapisu analogowego. W praktyce chodzi
o przekazywanie tradycyjnych dokumentów takich jak rysunki wykonywane odręcznie (np.
na desce kreślarskiej) oraz teksty pisane ręcznie lub na maszynie do pisania. W sytuacji, gdy
„projektowanie” jest wspomagane komputerowo, możliwe jest generowanie tradycyjnych
dokumentów za pomocą takich urządzeń, jak ploter czy drukarka. Tradycyjne dokumenty są
nieodzowne, gdy projektowanie technologiczne odbywa się bez pomocy komputera lub gdy
brak jest odpowiedniego sprzęgu wymiany danych między systemem CAD (komputerowe
wspomaganie projektowania), a systemem CAM (komputerowe wspomaganie wytwarzania).
Wprowadzenie standardu wymiany danych w postaci elektronicznej pozwala przejść do
jednokierunkowego modelu przepływu informacji (tzn. z CAD do CAM). [3, s. 26].
Rys. 13. Tworzenie dokumentacji
konstrukcyjnej i technologicznej
z wykorzystaniem zintegrowanego
informatycznie systemu
CAD/CAM [3, s. 25]
Rys. 14. Współbieżne tworzenie
dokumentacji konstrukcyjnej
i technologicznej z wykorzystaniem
zintegrowanego informatycznie
systemu CAD/CAM [3, s. 25]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Projektowanie procesów technologicznych w ramach komputerowo zintegrowanego
wytwarzania
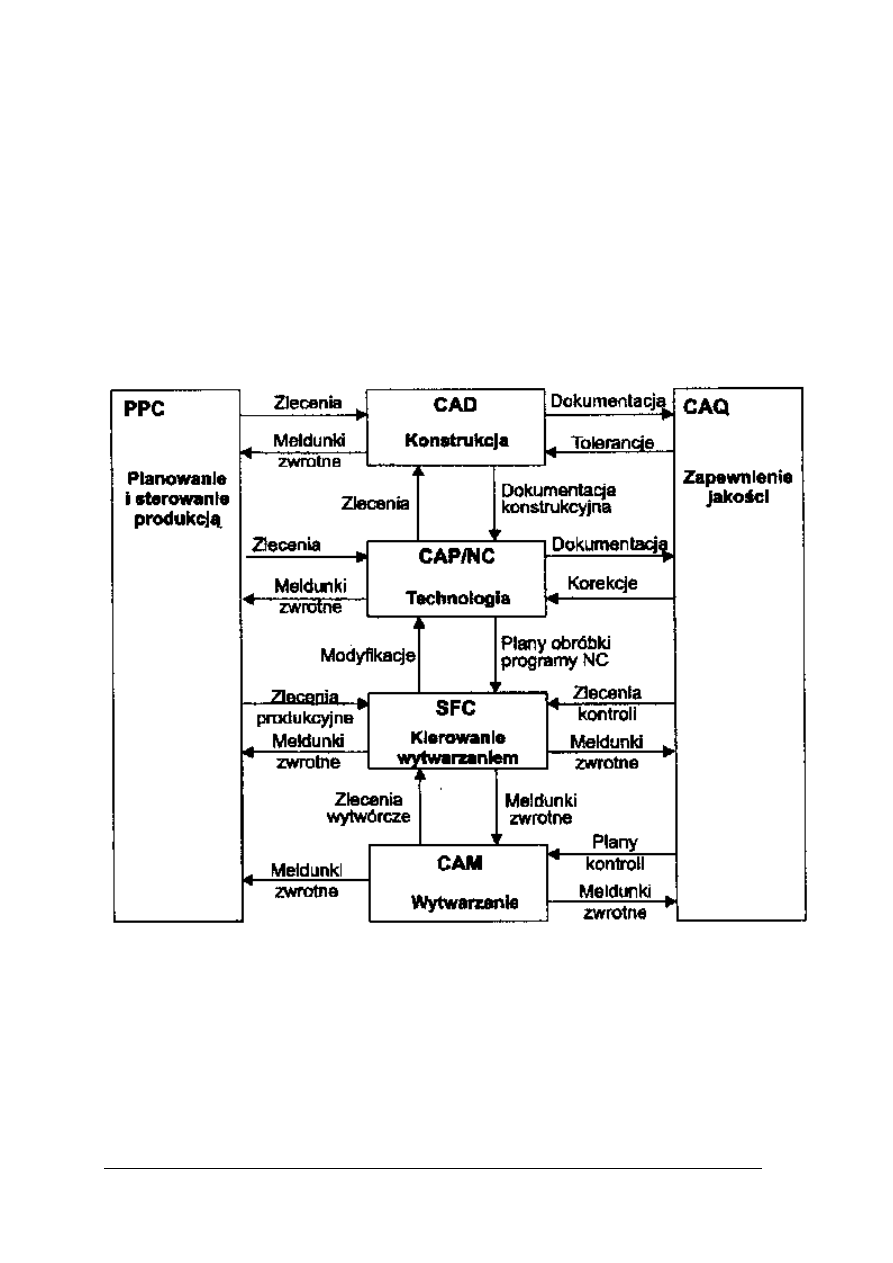
Komputerowa integracja wytwarzania (CIM – komputerowo zintegrowane wytwarzanie)
znacznie wykracza poza integrację informatyczną systemów CAD/CAM. Warunkiem
optymalnego funkcjonowania CIM jest istnienie nadrzędnego systemu planowania
i sterowania produkcją (PPC – planowanie i sterowanie produkcją). System PPC stanowi
m.in, podstawę integracji danych technicznego przygotowania produkcji (w tym także danych
stanowiących projekt procesu technologicznego). Główne zadania PPC to:
−
planowanie produkcji, czyli poszukiwanie oraz ustalanie zadań produkcyjnych i środków
do realizacji tych zadań,
−
sterowanie produkcją, czyli uruchamianie, nadzorowanie i zapewnienie realizacji zadań
produkcyjnych.
Rys. 15. Schemat komputerowo zintegrowanego wytwarzania [3, s. 27]
Zgodnie ze schematem na powyższym rysunku do systemu PPC przesyłane są informacje
(meldunki zwrotne) o efektach i stanie zaawansowania wszelkich prac związanych
z planowaniem, przygotowaniem i realizacją produkcji. Na tej podstawie system PPC
aktualizuje i wysyła odpowiednie zlecenia, które mają zapewnić poprawną (ze względu na
termin, jakość, koszt i warunki pracy) realizację zadań produkcyjnych. Projektowanie
i planowanie technologiczne (m.in. tworzenie planów technologicznych obróbki, pomiarów
i montażu; tworzenie i archiwizacja źródłowych programów obróbkowych; generowanie
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
postprocesorów) to zadanie realizowane w systemie komputerowego wspomagania
planowania (CAP – komputerowo wspomagane planowanie). Za bezpośrednie kierowanie
wytwarzaniem w ramach CIM odpowiada tzw. system sterowania wytwarzaniem (SFC). [3, s. 28].
Analizowanie różnych źródeł informacji
Analizowanie informacji zawartych w katalogach i prospektach jest istotną umiejętnością.
Znajdują się w nich informacje zawierające najnowsze rozwiązania nie tylko dotyczące
konstrukcji narzędzi ale i formy plastycznej mebli.
Jednym ze sposobów szybkiego dotarcia do klienta są katalogi wydawane przez firmy
produkujące nie tylko gotowe wyroby użytku codziennego jak np. meble, ale również
akcesoria i materiały do produkcji mebli. Korzystając z katalogów można w nich bardzo
szybki sposób odnaleźć interesujące nas informacje. Katalogi najczęściej stanowią ofertę
handlową, zawierają informację techniczną wraz z opisem obsługi i montażu. Dlatego
podczas prac technologicznych ważne jest odpowiednie dobranie narzędzi i urządzeń do
określonych prac.
Wyszukiwanie
nie
jest
czynnością
skomplikowana,
ponieważ
informacje
są
uporządkowane w grupy tematyczne.
Analizowanie katalogów i prospektów pozwala zwiększyć możliwość wykonywania
poszczególnych prac i zastosowania nowych rozwiązań w drzewnictwie. Nowe rozwiązania,
które są na rynku są zawsze przedstawiane w katalogach i prospektach ponieważ jest to
najszybsza droga dotarcia do odbiorcy.
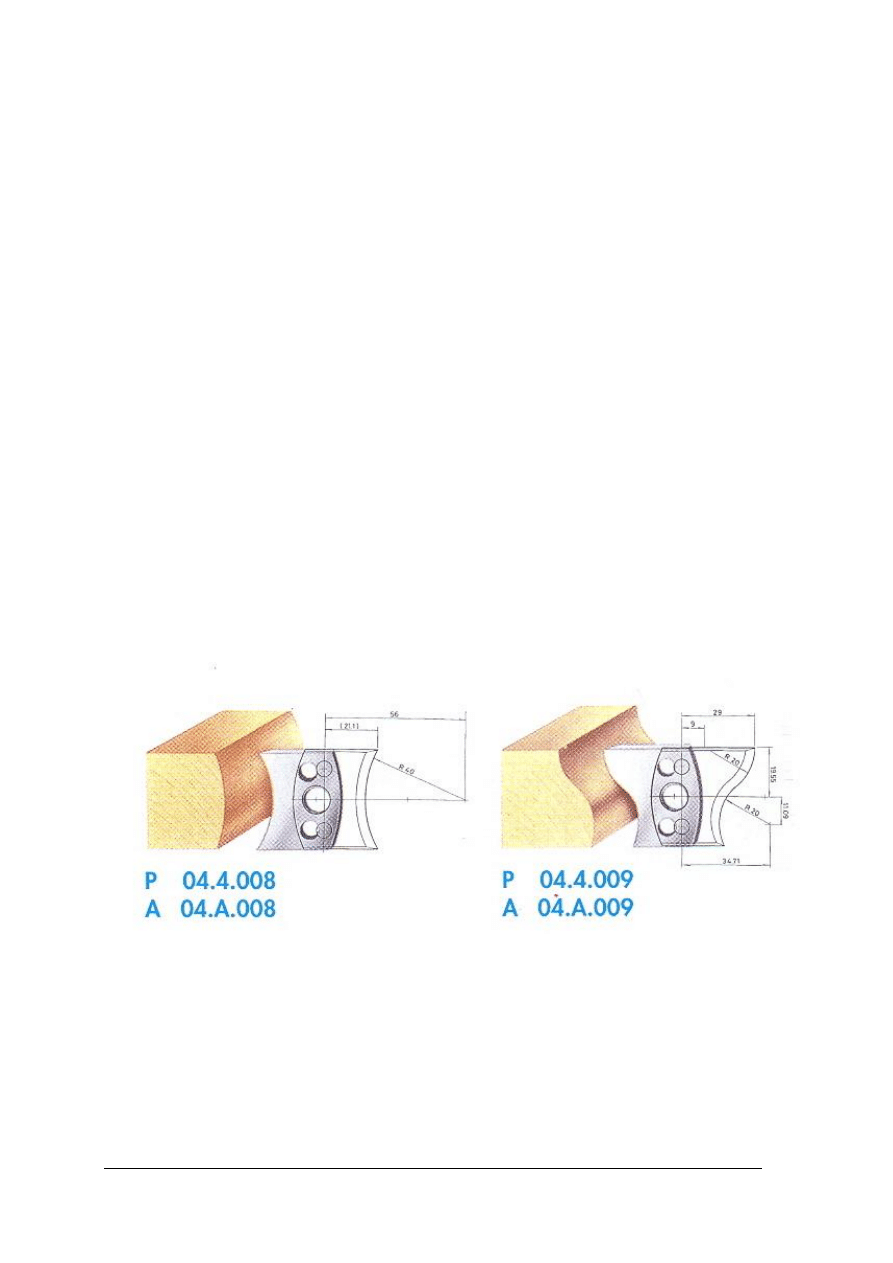
W katalogach zawarte są między innymi okucia stosowane do produkcji mebli wraz
z instrukcją ich montażu, informacje te mają wpływ na postęp techniczny w produkcji mebli.
Obecnie wiele firm udostępnia swoje katalogi drogą elektroniczna co daje możliwość
jeszcze szybszego dotarcia do informacji. Przez internet można także dokonywać zamówień
towaru co znacznie skraca czas wytwarzania produktów.
Rys. 16. Przykład informacji zamieszczonej w katalogu

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.4.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym jest automatyzacja?
2. Jaki jest znaczenie automatyzacji w przemyśle drzewnym?
3. Jakie znasz przykłady automatyzacji?
4. Co oznacza pojecie CAM?
5. Jakie rodzaje prac w zakładzie produkcyjnym można zautomatyzować?
6. W jakich pracach mają zastosowanie komputery w zakładach drzewnych?
7. Na czym polega unowocześnianie produkcji?
8. Jakie znasz źródła informacji technicznej?
9. Jakie informacje są zawarte w katalogach?
4.4.3. Ćwiczenia
Ćwiczenie 1
Korzystając z różnych źródeł informacji znajdź materiał odpowiadający wymaganiom
zawartym w dokumentacji techniczno-technologicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) określić wymagania materiału zawarte w dokumentacji,
2) dokonać analizy różnych źródeł informacji,
3) dokonać analizy pozyskanych informacji z różnych źródeł,
4) porównać informacje z wymaganiami zawartymi w normach,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– katalogi,
– prospekty,
– dokumentacja techniczno-technologiczna,
– zestaw norm,
– literatura z rozdziału 6.
Ćwiczenie 2
Wskaż przykłady zastosowania automatyzacji w przemyśle drzewnym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy różnych źródeł informacji,
2) określić miejsca zastosowania automatyzacji,
3) przedstawić w formie opisowej korzyści wynikające z zastosowania automatyzacji,
4) zaprezentować efekty swojej pracy,
5) dokonać samooceny.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wyposażenie stanowiska pracy
:
– prospekty,
– literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) zdefiniować pojecie automatyzacji?
¨ ¨
2) określić znaczenie automatyzacji w przemyśle drzewnym?
¨ ¨
3) wskazać przykłady automatyzacji?
¨ ¨
4) wyjaśnić pojecie CAM?
¨ ¨
5) określić prace które można zautomatyzować?
¨ ¨
6) wskazać przykłady zastosowania komputerów w przemyśle drzewnym?
¨ ¨
7) scharakteryzować na czym polega unowocześnianie produkcji?
¨ ¨
8) wskazać źródła informacji?
¨ ¨
9) wyszukać informacje?
¨ ¨
10) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
11) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.5. Dokumentacja techniczno-technologiczna
4.5.1. Materiał nauczania
Dokumentacja techniczno - technologiczna
Przed rozpoczęciem każdej pracy trzeba wiedzieć, co ma być wykonane, z jakich
materiałów, w jakim czasie oraz jakimi narzędziami. Należy ustalić kolejność wykonywania
czynności technologicznych. Te niezbędne wiadomości pozwolą prawidłowo przygotować
wszystko, co jest potrzebne do wykonywania określonej pracy tak, aby przebiegała ona bez
przerw i przeszkód. Jest to niezmiernie ważne zwłaszcza w produkcji przemysłowej, gdzie
każda nieprzewidziana przerwa powoduje duże straty finansowe [6, s. 303].
W produkcji mebli, która cechuje się częstymi zmianami wykonywanych wyrobów,
organizacyjno-techniczne przygotowanie produkcji ma szczególne znaczenie. Składa się ono
z wielu prac, z których najważniejsze to sporządzenie:
−
rysunków technicznych zaplanowanego wyrobu,
−
norm zakładowych,
−
schematu przebiegu procesu technologicznego,
−
instrukcji technologicznych,
−
norm materiałowych.
Sporządzanie rysunków technicznych
Rysunek jest graficznym odtwarzaniem kształtów przedmiotu istniejącego lub
projektowanego. W rysunku technicznym stosuje się uproszczenia umowne, których
znajomość pozwala posługiwać się rysunkami w procesie wytwarzania. Sporządzanie rysunku
technicznego na projektowany wyrób meblarski jest połączone z wyborem odpowiedniej
konstrukcji mebla. Sporządzający rysunek powinien znać warunki techniczne, kształty
i wymiary mebla, jego przeznaczenie oraz warunki, w jakich będzie on wykonywany.
Kształty i wymiary mebla podaje przyszły użytkownik, w wypadku wykonywania usług
z zakresu meblarstwa. Natomiast w produkcji masowej lub seryjnej, a więc w warunkach
produkcji przemysłowej, najczęściej projekty mebli wykonują powołane do tego celu
instytucje. Projekty są przekazywane do fabryki mebli w postaci dokumentacji składającej się
z rysunków w skali 1:10 oraz rysunków poszczególnych elementów w skali 1:1.
Wybór konstrukcji mebla polega na doborze odpowiednich połączeń stolarskich i łączników.
Możliwość zastosowania określonego połączenia zależy od kształtu i wymiarów elementów
oraz od umiejscowienia połączenia w elemencie. Również rodzaj łączonych materiałów ma
wpływ na wybór połączeń. W doborze połączeń stolarskich konstruktor powinien wybierać te
z nich, które dając ten sam efekt wytrzymałościowy, mogą być wykonywane w krótszym
czasie, za pomocą obrabiarek i narzędzi znajdujących się w przedsiębiorstwie. W celu
sprawdzenia prawidłowości przyjętych rozwiązań konstrukcyjnych i proporcji występujących
w projektowanym meblu, w razie przewidywanej produkcji seryjnej, wykonuje się model
przedmiotu. Po dokonaniu niezbędnych poprawek i uzupełnień staje się on wzorem do dalszej
produkcji. Wykonuje się również modele elementów o bardziej złożonych kształtach, jak np.
elementy foteli czy krzeseł [7, s. 425].
Sporządzanie norm zakładowych
Ogólne warunki techniczne, dotyczące mebli mieszkaniowych, podają polskie normy.
Jednak duża różnorodność asortymentów meblowych oraz zmienność ich cech estetycznych
powodują, że nie są opracowywane polskie normy dla każdego wyrobu meblarskiego. Jeżeli

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
określony mebel ma być produkowany tylko w jednym przedsiębiorstwie, wtedy opracowuje
się normę zakładową (ZN). Warunki techniczne podane w takiej normie nie mogą odbiegać
od wskazań zawartych w polskich normach, a jedynie są dostosowywane do konkretnego
projektowanego wyrobu. Podczas opracowywania norm zakładowych należy posługiwać się
normami związanymi, to jest wszelkimi europejskimi i polskimi normami, odnoszącymi się
do materiałów używanych w ich produkcji [7, s. 427].
Norma zakładowa na określony wyrób może składać się z podobnych treści jak PN, ale
mogą być w niej opracowane jedynie niektóre zagadnienia, w zależności od potrzeby.
Pełny zakres zagadnień normy zakładowej jest następujący:
1. Określenie normowanego przedmiotu.
2. Wymagania dotyczące: wilgotności i jakości drewna oraz innych materiałów
podstawowych i pomocniczych, wymiarów i dopuszczalnych odchyłek, wykonania
połączeń konstrukcyjnych, okleinowania oraz wykończania powierzchni.
3. Pakowanie, przechowywanie i transport wyrobu.
4. Sposoby oceny jakości normowanego wyrobu.
5. Sposoby oznaczania normowanego wyrobu.
Sporządzona poprawnie norma wskazuje cel zamierzonej produkcji i obok rysunku
technicznego jest instrukcją wykonawczą do dalszych czynności przygotowawczych.
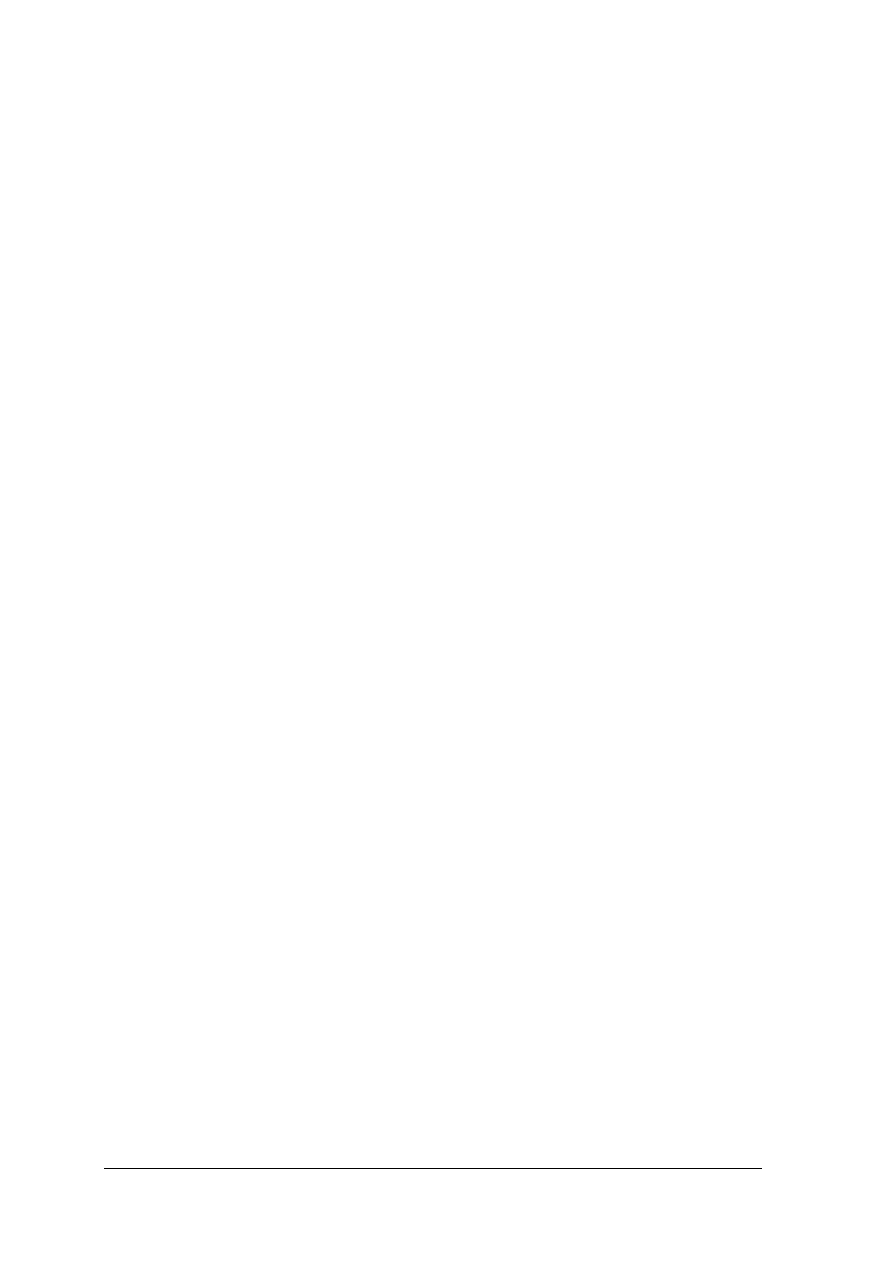
Schematu przebiegu procesu technologicznego
Ustalenie czynności technologicznych, niezbędnych do wykonania gotowego wyrobu
oraz kolejność ich występowania w procesie produkcyjnym, jest istotą sporządzania planu
przebiegu procesu technologicznego. Forma opisowa nie jest w sporządzaniu takiego planu
stosowana jako bardzo pracochłonna w opracowaniu i trudna w odczytywaniu. Opracowanie
graficzne, powszechnie stosowane w produkcji mebli, nazywa się schematem przebiegu
procesu technologicznego lub krótko schematem technologicznym. Sporządza się go
w postaci wykresu, w którym kolejność prac dla każdego elementu odczytuje się w poziomie,
a obciążenie pracą poszczególnych stanowisk roboczych — pionowo. Ustalona kolejność
wykonywania poszczególnych czynności technologicznych wynika przede wszystkim
z projektowanej technologii. Jednak osiągnięcie tego samego efektu produkcyjnego może być
w produkcji mebli uzyskane z zastosowaniem różnych urządzeń, co często umożliwia
wprowadzenie różnej kolejności wykonywania czynności technologicznych. Należy zatem
wybierać rozwiązania mniej pracochłonne i możliwe do zrealizowania bez dodatkowych
kosztów, związanych z przygotowaniem oprzyrządowań lub z zakupem narzędzi.
Obciążenie poszczególnych stanowisk roboczych pracą nie może przekraczać
istniejących możliwości, a więc licząc w jednostkach czasu, nie może przekraczać liczby
maszynogodzin, jaka jest do dyspozycji dla danej obrabiarki czy urządzenia produkcyjnego.
Bardzo często najbardziej nawet racjonalna kolejność i sposób wykonywania czynności
technologicznych mogą być zmienione właśnie z powodu przeciążenia prac określonego
stanowiska roboczego.
Dlatego też opracowujący schemat procesu technologicznego powinien dobrze znać stan,
rodzaj i stopień obciążenia poszczególnych stanowisk roboczych w przedsiębiorstwie.
Nieodzowna jest również znajomość orientacyjnych norm czasów pracy. Jest to szczególnie
ważne, gdy równocześnie wykonuje się różne asortymenty mebli, a przewidywany wyrób ma
być wprowadzony do produkcji bez uprzedniego zaniechania wytwarzania już
produkowanych wyrobów. Wtedy najlepiej sporządzić wykres obciążenia stanowisk
roboczych pracą i dopiero na podstawie rozeznania opracować schemat przebiegu procesu
technologicznego dla projektowanego wyrobu. Nieuwzględnienie w praktyce wyżej podanych
uwag może spowodować sporządzenie poprawnego pod względem technologicznym
schematu technologicznego, jednak bez możliwości jego urzeczywistnienia w konkretnych
warunkach przedsiębiorstwa [7, s. 429].
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys.17. Schemat przebiegu procesu technologicznego maszynowej obróbki taboretu [7, s. 224].
Sporządzanie instrukcji technologicznej i projektów oprzyrządowania
W warunkach produkcji przemysłowej wielkości technologiczne dla każdej czynności
podanej w schemacie procesu technologicznego są ujęte w postaci planu obróbki
technologicznej. Wielkości te zależą od rodzajów użytych materiałów oraz narzędzi,
obrabiarek i urządzeń. Wprowadzanie do fabryk całkiem nowych narzędzi, materiałów czy
sposobów wytwarzania jest poprzedzane badaniami. W większych fabrykach mebli omawiane
badania przeprowadza się również w laboratorium fabrycznym. Na podstawie licznych prób
i analizy uzyskiwanych wyników powstają instrukcje technologiczne. Podstawą opracowania
planu obróbki technologicznej są instrukcje technologiczne, obowiązujące w przemyśle
meblarskim, dotyczące sposobów stosowania określonych materiałów, narzędzi, obrabiarek
i urządzeń [7, s. 429].
Najczęściej
wytwarzanie
projektowanego
wyrobu
drzewnego
nie
przewiduje
wprowadzania nowego materiału czy narzędzi. Dlatego, szczególnie w razie częstej zmiany
asortymentu produkcji, korzystniej jest opracować instrukcję technologiczno-organizacyjną
na poszczególne stanowiska robocze. Jak nazwa wskazuje, instrukcje takie powinny
znajdować się na stanowiskach roboczych i informować robotników o podstawowych
zagadnieniach technologiczno-organizacyjnych, występujących na danym miejscu pracy.
Do wykonania niektórych czynności technologicznych należy dostosować obrabiarkę czy
urządzenie produkcyjne przez zastosowanie odpowiedniego oprzyrządowania. W produkcji
drzewnej stosuje się najczęściej oprzyrządowania podczas obróbki skrawaniem. Zmienność
asortymentu produkowanych wyrobów skłania do opracowywania przyrządów prostych
i łatwych do wykonania w przedsiębiorstwie produkującym meble. W opracowywanym
planie
obróbki
technologicznej
należy
wskazać
oprzyrządowanie
istniejące
w przedsiębiorstwie, które powinno być zastosowane podczas wykonywania czynności
technologicznych,
oraz
należy
zaprojektować
nowe
niezbędne
przyrządy.
Do
oprzyrządowania
zalicza
się
również
wszelkiego
rodzaju
wzorniki,
ułatwiające
umiejscowienie elementów i okuć podczas ich montowania w podzespoły. Projektowane
oprzyrządowania powinny polepszać warunki bezpieczeństwa pracy na stanowiskach
roboczych, a w każdym razie nie mogą powodować zagrożenia wypadkowego.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Norma zużycia materiałów
Przed rozpoczęciem jakiejkolwiek produkcji trzeba poznać rodzaj, jakość i ilości
materiałów niezbędnych do jej wykonania. Ściśle określoną ilość materiału niezbędną do
wykonania danego wyrobu nazywa się normą materiałową. W celu prawidłowego obliczenia
normy materiałowej konieczna jest znajomość technologii wytwarzania. Każdy wyrób
z drewna składa się z większej lub mniejszej liczby elementów. Suma materiałów
niezbędnych do wykonania poszczególnych elementów daje ilość materiałów potrzebnych do
wykonania całego wyrobu.
Obliczanie ilości materiałów pomocniczych.
Ilość zużywanych materiałów pomocniczych, takich jak kleje i materiały malarsko-
lakiernicze, jest ściśle związana z wymaganiami technologicznymi. Na przykład do uzyskania
odpowiedniej spoiny klejowej potrzeba ściśle określonej ilości masy kleju. Podobnie jest
z materiałami malarsko-lakierniczymi. Ustalone normy zużycia tych materiałów ułatwiają
dokonanie obliczeń. Ustalenie normy materiałowej na okucia nie nastręcza trudności,
ponieważ polega na obliczeniu liczby okuć na podstawie rysunku wyrobu [6, s. 310].
4.5.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co obejmuje dokumentacja technologiczna?
2. Jaki jest cel sporządzania norm zakładowych?
3. Co przedstawia proces technologiczny?
4. Jakie znasz rodzaje procesów technologicznych?
5. Czym należy się kierować przy sporządzaniu procesu technologicznego?
6. Co zawiera plan obróbki technologicznej?
7. W jakim celu tworzone są instrukcje technologiczne?
4.5.3. Ćwiczenia
Ćwiczenie 1
Dokonaj analizy dokumentacji techniczno-technologicznej wybranego wyrobu. Na
podstawie analizy procesu technologicznego wskaż możliwości zastąpienia obrabiarek
ujętych w procesie technologicznym obrabiarkami sterowanymi komputerowo.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy dokumentacji techniczno-technologicznej wyrobu,
2) określić co zawierać dokumentacja,
3) dokonać analizy procesu technologicznego,
4) wskazać możliwość zastąpienia uwzględnionych obrabiarek, obrabiarkami sterowanymi
komputerowo,
5) przedstawić powyższe w formie procesu technologicznego,
6) zaprezentować efekty swojej pracy,
7) zaprezentować efekty swojej pracy,
8) dokonać samooceny.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wyposażenie stanowiska pracy:
– komputer z oprogramowaniem i drukarką,
– dokumentacja techniczno-technologiczna różnych wyrobów,
– literatura z rozdziału 6.
Ćwiczenie 2
Sporządź graficzny przebieg procesu technologicznego dla wybranego wyrobu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) określić kolejne czynności technologiczne podczas wykonywania procesu,
3) określić obrabiarki ujęte w procesie,
4) sporządzić proces technologiczny z wykorzystaniem komputera,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– komputer z oprogramowaniem i drukarką,
– schematy procesów technologicznych,
– literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj na podstawie rysunków wycinkową dokumentację technologiczną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) określić co powinna zawierać dokumentacja technologiczna,
3) sporządzić wycinkową dokumentację wykorzystując komputer,
4) zaprezentować efekty swojej pracy,
5) dokonać samooceny.
Wyposażenie stanowiska pracy
:
– komputer z oprogramowaniem i drukarką,
– rysunki,
– literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować co obejmuje dokumentacja technologiczna?
¨ ¨
2) określić cel sporządzania norm zakładowych?
¨ ¨
3) określić co przedstawia proces technologiczny?
¨ ¨
4) określić rodzaje procesów technologicznych?
¨ ¨
5) wyjaśnić czym należy kierować się podczas sporządzania procesu
technologicznego?
¨ ¨
6) scharakteryzować plan obróbki technologicznej?
¨ ¨
7) określić cel tworzenia instrukcji technologicznych?
¨ ¨
8) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
9) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.6. Rodzaje norm, forma i układ treści
4.6.1. Materiał nauczania
Rodzaje norm, forma i układ treści
Normalizacja spełnia ważną role, w realizowaniu postępu technicznego, którego
zadaniem jest unowocześnienie metod produkcji, optymalne wykorzystanie środków
produkcji, mechanizacja robót ciężkich i pracochłonnych, automatyzacja procesów
technologicznych, podwyższenie wydajności i jakości produkcji w celu lepszego
zaspokojenia potrzeb społecznych w zakresie wyrobów przemysłowych.
Normalizacja jest działalnością zmierzającą do oparcia gospodarki na określonych
prawidłach. Działalność ta polega na ujednolicaniu, klasyfikowaniu i ustalaniu uzasadnionych
ekonomicznie i technicznie wymagań w odniesieniu do produkcji. Celem i efektem tej
działalności jest: zwiększenie stopnia unifikacji i typizacji produkcji, ułatwienie jej
specjalizacji i koncentracji, stworzenie podstaw do racjonalnego wykorzystania materiałów
i energii oraz do zwiększenia wydajności pracy, obniżenie kosztów wytwarzania, podnoszenie
bezpieczeństwa i higieny pracy, określanie i podnoszenie jakości wyrobów oraz ułatwianie
porozumiewania się i współpracy gospodarczej [9, s. 15].
Nie należy utożsamiać pojęcia normalizacji z pojęciem normowania. Normowanie bowiem
jest to zespół czynności zmierzających do ustalenia wszelkich innych norm technicznych,
oprócz tych, które powstają w wyniku działalności normalizacyjnej. Na przykład normowaniu
(a nie normalizacji) podlegają m.in.: zużycie materiałów, zapasy magazynowe, czas pracy,
płace itp.
Oddziaływanie normalizacji na życie gospodarcze realizowane jest za pomocą
dokumentów
techniczno-prawnych,
nazywanych
normami.
W
celu
uniknięcia
wieloznaczności tego terminu (są normy pracy, normy materiałowe i inne), dokumenty
będące rezultatem prac normalizacyjnych powinno się określać konkretnymi ich nazwami:
Polska Norma, branżowa norma, zakładowa norma.
W zależności od funkcji normalizacyjnej rozróżnia się następujące typy norm: normy
klasyfikacyjne, normy znaczeniowe (terminologiczne), normy przedmiotowe i normy
czynnościowe.
Normy klasyfikacyjne mają zadanie systematyzowania i klasyfikowania przedmiotów
i pojęć. Ułatwiają one planowanie asortymentów produkcji, porozumiewanie się między
przemysłem a aparatem handlu w zakresie uzgadniania planu dostaw. Dzięki nim orientujemy
się w asortymencie produkowanych wyrobów, w rodzajach procesów technologicznych itp.
Normy znaczeniowe mają na celu ustalanie poprawnej i ujednoliconej terminologii
w języku technicznym, co wydatnie ułatwia porozumiewanie się w działalności technicznej
i gospodarczej. Normy te niekiedy dotyczą także umownych znaków i symboli.
Normy przedmiotowe ustalają wymagania jakościowe dla grupy wyrobów lub
poszczególnych typów wyrobów oraz sposób pobierania próbek i metody badania wyrobów
na zgodność z wymaganiami normy. Normy te określają z czego wyrób ma być
produkowany, jakie powinien mieć wymiary i kształt, jak ma być wykończony i opakowany
oraz w jaki sposób należy sprawdzić jego cechy jakościowe. Tak szeroki zakres postanowień
maja tzw. normy przedmiotowe pełne. Często ustanawiane są tzw. normy przedmiotowe
niepełne, które zawierają część wymagań, np. tylko wymiary wyrobów.
Normy czynnościowe ustalają sposoby wykonywania określonych czynności, jak np.:
badania techniczne wyrobów, tryb projektowania i wykonywania rysunków technicznych,
sposób pakowania, przechowywania i transportu wyrobów [4, s. 78].
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Typ normy nie ma zasadniczo powiązania z jej mocą prawną i zakresem stosowania.
Każdy z omówionych typów może być zarówno Polską Normą (PN), jak branżową normą
(BN) i zakładową normą (ZN). Normy przedmiotowe na konkretne wyroby przeważnie
ustanawiane są na szczeblu norm zakładowych (tak jest w meblarstwie).
Pod względem zakresu stosowania normy dzieli się na: Polskie Normy (PN), branżowe
normy (BN) i zakładowe normy (ZN).
Polskie Normy są normami powszechnie obowiązującymi w całym kraju. Dotyczą one
klasyfikacji, terminologii, oznaczeń oraz parametrów i cech jakościowych wyrobów
o powszechnym zastosowaniu (np. śrub, nitów) lub o szczególnym znaczeniu dla gospodarki
narodowej. Jeżeli parametry zawarte w Polskiej Normie budzą wątpliwości, Polski Komitet
Normalizacyjny wprowadza specjalną formę dokumentu, zwaną „Projektem normy do
stosowania", określając termin nadsyłania uwag, które mogą spowodować zmianę
proponowanych parametrów. Po upływie tego terminu projekt zostaje ustanowiony jako
norma obowiązująca. Polskie normy ustanawia Prezes PKN.
Branżowe normy, jak nazwa wskazuje, dotyczą zagadnień normalizacyjnych określonych
branż produkcyjnych, wytwarzających wyroby jednakowego lub podobnego przeznaczenia
(np. meble). Są to więc normy państwowe o węższym zakresie zastosowania niż Polskie
Normy. Obowiązują one wszystkie jednostki gospodarcze danej branży, bez względu na ich
przynależność organizacyjną. Branżowe normy są ustanawiane przez ministra właściwego
resortu lub, na jego upoważnienie, przez dyrektora zrzeszenia przemysłowego.
Zakładowe normy dotyczą wewnętrznych zagadnień normalizacyjnych jednego zakładu
produkcyjnego, lub kilku współpracujących zakładów. Normy te muszą być zgodne w swych
postanowieniach z pokrewnymi normami nadrzędnymi szczebla PN i BN. Normy zakładowe
są ustanawiane przez dyrektora zrzeszenia i jednostek równorzędnych, który może przenieść
upoważnienie w tym zakresie na dyrektora zainteresowanego zakładu produkcyjnego.
Rozwój stosunków gospodarczych i naukowo-technicznych między poszczególnymi
państwami spowodował konieczność nawiązania międzynarodowej współpracy również
w dziedzinie normalizacji. Efektem tej współpracy są tzw. międzynarodowe zalecenia
normalizacyjne. Ich celem jest ujednolicenie istniejących norm krajowych, dotyczących
wspólnych tematów normalizacyjnych, oraz stworzenie podstaw do opracowania nowych
norm krajowych, zgodnych ze sobą pod względem głównych postanowień. Wydawaniem
tych zaleceń zajmuje się szereg międzynarodowych organizacji normalizacyjnych.
Największą
liczbę
państw
członkowskich
grupuje
Międzynarodowa
Organizacja
Normalizacyjna (skrót jej nazwy w języku francuskim ISO) [9, s. 19].
Od chwili przystąpienia Polski do Unii Europejskiej obowiązujące Polskie Normy zostały
przystosowane do norm obowiązujących w Unii i są one oznaczane PN-EN.
Części składowe norm
Część tytułowa
Część tytułowa norm powinna odpowiadać układowe wzorom podanym odpowiednio dla
Polskich Norm, norm branżowych i norm zakładowych.
Tytuł normy powinien odpowiadać ściśle treści normy, powinien obejmować swym
znaczeniem cały przedmiot normy, a więc nie może być zbyt wąski, powinien jednak
obejmować tylko to, co stanowi przedmiot normy, a więc nie może być zbyt szeroki.
Pożądane jest, aby tytuł normy był możliwie krótki i zaczynał się. w miarę możności od
słowa charakteryzującego przedmiot normy.
Jeśli pewna grupa norm ma powtarzalną i wspólną część tytułu, wskazane jest tę część
umieścić na początku, a część wyróżniającą po niej. Innymi słowy gdy przedmiot normy nie
obejmuje całości tematu wynikającego z tytułu normy, tytuł ten można uzupełnić podtytułem
określającym ograniczenie danego tematu.
W przypadkach koniecznych tytuł można uzupełnić nadtytułem i podtytułem.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Rys. 18. Fragment części tytułowej normy [11].
Część wprowadzająca
Część wprowadzająca normy powinna obejmować informacje wprowadzające w meritum
normy. Składają się na nie takie rozdziały, jak:
−
Przedmiot normy
−
Określenia
W normach o numeracji rozwiniętej część wprowadzająca jest wydzielona i zatytułowana
„Wstęp”.
Punkt „Przedmiot normy” stanowi zwięzłe rozwinięcie tytułu normy przez ścisłe
określenie przedmiotu normy, jego zastosowania lub zakresu stosowania normy. Tam, gdzie
określenie przedmiotu normy wymaga obszerniejszego sformułowania ze względu na
dokładne scharakteryzowanie przedmiotu normy, jego zastosowania lub zakresu stosowania
normy, dzieli się treść na oddzielne części i nadaje im odrębne tytuły.
Jeśli treść normy stanowi tylko tablica lub tablica i rysunek, a przedmiot normy jest
jednoznacznie określony w jej tytule i nie ma potrzeby formułowania zakresu stosowania,
można zrezygnować z umieszczenia punktu „Przedmiot normy”.
„Określenia” stanowią rozdział normy zawierający definicje nazw w niej występujących.
Umieszcza się go w tym przypadku, gdy nazwy użyte w normie nie są powszechnie znane,
jeśli stosuje się je w normie w specjalnym znaczeniu i jeśli nie istnieją odpowiednie normy
terminologiczne. W przypadku gdy liczba wymaganych określeń jest znaczna, ujmuje się je
w oddzielną normę terminologiczną [4, s. 90].
Część merytoryczna
Część merytoryczna normy zawiera wszystkie konieczne postanowienia odnoszące się do
przedmiotu normy ze względu na jej cel. Układ części merytorycznej normy obejmuje
z reguły w przypadku pełnych norm przedmiotowych następujące rozdziały:
−
Podział (asortymentu) i oznaczenie (produktu)
−
Wymagania
−
Pakowanie, przechowywanie i transport
−
Badania
Przykład normy przedmiotowej
Wstęp
Przedmiot normy.
Przedmiotem normy są deszczułki posadzkowe lite liściaste przeznaczone do układania
posadzek drewnianych-parkietu, zwane w dalszej treści klepkami.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Określenia
Klepka posadzkowa lita: element posadzki z drewna o struganych płaszczyznach, wzajemnie
równoległych oraz o profilowanych bokach i czołach służących do łączenia go przy układaniu
posadzki z klepkami sąsiednimi
Wypust (pióro): wysunięta część klepki wyprofilowana na czole i boku, służąca przy
układaniu posadzki do łączenia sąsiednich klepek. Rozróżniamy wypust boczny i czołowy.
Wpust: wycięcie na boku i czole klepki , do którego wkładany jest wypust sąsiedniej klepki.
Rozróżniamy wpust boczny i czołowy.
Warstwa użytkowa: górna część klepki położona między płaszczyzną górną (licową)
i płaszczyzną górną wpustu lub wypustu.
Warstwa dolna: dolna część klepki położona między płaszczyzną dolną i dolną płaszczyzną
wypustu lub wpustu.
Płaszczyzna górna (licowa): zewnętrzna górna powierzchnia klepki.
Płaszczyzna dolna: zewnętrzna dolna powierzchnia klepki.
Klepka posadzkowa prawa: patrząc z góry na płaszczyznę górną (licową), wypust czołowy
znajduje się po prawej stronie, a wypust boczny od strony patrzącego.
Klepka posadzkowa lewa: patrząc z góry na płaszczyznę górną (licową), wypust czołowy
znajduje się po lewej stronie, a wypust boczny od strony patrzącego.
Podział i oznaczenia
Produkowane klepki dzielą się na trzy wybory ( 1, 2, 3) oraz na klepki prawe i lewe.
W opakowaniu 0.9 m
2
znajduje się 50 klepek, 25 klepek prawych i 25 klepek lewych.
Opakowania znaczone są wyborem (1, 2, 3), wymiarem klepki oraz gatunkiem drewna.
Wymagania
Wilgotność klepek w stosunku do masy drewna suchego powinna wynosić 10% +/- 3%
Kształt i wymiary klepek
szerokość: 50,55,60,65,70 mm +/- 0.1mm
długość: 240,250,300,350,400,420,500 mm +/- 0.2mm
grubość: 20 mm +/- 0.1mm
grubość warstwy użytkowej 10 mm +/- 0.1mm
Rodzaj i dokładność obróbki
−
płaszczyzna górna strugana, dopuszcza się falistość strugania do głębokości 0,5 mm
( do płaszczyźnie)
−
płaszczyzna dolna strugana, dopuszcza się odłupania o głębokości do 2 mm
−
boki strugane, dopuszczalne zagłębienia i wyrwania włókien o głębokości do 0,4 mm
−
czoła obrobione prostopadle do osi podłużnej klepki
−
wpusty i wypusty wykonane w sposób zapewniający prawidłowe złożenie klepek bez
powstania szczelin, bok wypustu może być niedostrugany na całej długości,
niedostruganie powinno być nie większe niż 1/3 szerokości wypustu, dopuszcza się
odłupania i odszczepy o długości nie większej niż 1/3 długości wypustu.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Materiał klepki posadzkowe należy produkować z fryzów wg PN-87/D-94001
Dopuszczalne wady materiałowe:
−
sęki (zdrowe, zrośnięte, jasne) na płaszczyźnie górnej nie bierze się pod uwagę sęków do
średnicy 3 mm (wybór 1), 6mm (2), 10mm (3), a dopuszcza się pojedyncze
o średnicy 6mm (1), 10mm (2), 15mm (3), na płaszczyźnie dolnej dopuszcza się sęki nie
dochodzące do warstwy użytkowej (norma zakładowa nie dopuszcza w wyborze
1 sęków (zdrowych, zrośniętych, jasnych) o średnicy większej niż 2 mm)
−
sęki (zepsute, ciemne) na płaszczyźnie górnej dopuszczalne tylko w wyborze
3 o średnicy do 3mm, na płaszczyźnie dolnej dopuszczalne o tej samej wielkości co sęki
zdrowe
−
pęknięcia (płytkie) na płaszczyźnie górnej o głębokości do 1mm, dopuszczalne
o długości 5mm (1), 20mm (2) 30mm (3)
−
pęknięcia (głębokie) dopuszczalne tylko jedno o długości 5mm w wyborze 2, 10mm (2)
i w wypustach
−
pęknięcia okrężne niedopuszczalne
Wady budowy drewna:
−
zawiły układ włókien dopuszczalny,
−
zakorek na płaszczyźnie górnej niedopuszczalny, na płaszczyźnie dolnej dopuszczalny
o długości do 30 mm,
−
rdzeń na płaszczyźnie dolnej dopuszczalny,
−
biel na płaszczyźnie górnej dopuszczalna tylko w wyborze 3, na płaszczyźnie dolnej
dopuszczalna na połowie grubość klepki,
−
plamy i zaciągi garbnikowe w wyborze 1 niedopuszczalne, w wyborze 2 dopuszczalne
tylko małe, w wyborze 3 dopuszczalne,
−
zgnilizna twarda dopuszczalna w wyborze 3,
−
zgnilizna miękka niedopuszczalna,
−
uszkodzenia mechaniczne dopuszczalne w granicach dokładności obróbki.
Pakowanie, przechowywanie i transport
Pakowanie
Klepki należy wiązać w paczki według rodzajów, wyborów, wymiarów długości, szerokości
i grubości. Ponad to w każdej paczce klepek typu prawe i lewe powinna być jednakowa ilość.
Klepki w paczce ułożone są w dziesięciu warstwach, przy czym zewnętrzne warstwy są
obrócone płaszczyzną górną do środka paczki. Dopuszcza się wiązanie paczek taśmą
lub sznurkiem polipropylenowym.
Przechowywanie
Klepki o wilgotności poniżej 15% składowane są w magazynach zamkniętych z wentylacją
grawitacyjną. Klient po odebraniu parkietu powinien przechowywać go w miejscu suchym
i przewiewnym, nie wystawionym na działanie promieni słonecznych i opadów
atmosferycznych. Paczki dodatkowo należy izolować od podłoża składając je na podestach
lub styropianie.
Transport
Powinien odbywać się krytymi środkami, zapobiegając zamoczeniu klepki oraz
uszkodzeniom foli izolującej.
Zakończenie
Postępowanie z partią klepek uznaną za niezgodną z wymaganymi normami partia ta powinna
być powtórnie przesortowana przez dostawcę i przedstawiona do ponownego odbioru.
Uwaga PN-89/D-94002 dopuszcza wadliwość do max.6.5%

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Przykładowy spis treści normy określającej metody badań.
Przedmowa
Wprowadzenie
1. Zakres normy
2. Normy powołane
3. Definicje
4. Ogólne warunki badania
5. Aparatura do badań
6. Wymagania bezpieczeństwa i metody badań
7. Instrukcja dotycząca instalacji
8. Sprawozdanie z badań
4.6.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest normalizacja?
2. Co to jest norma?
3. Jakie są typy norm?
4. Czego dotyczą normy klasyfikacyjne?
5. Czego dotyczą normy znaczeniowe?
6. Co ustalają normy przedmiotowe?
7. Co ustalają normy czynnościowe?
8. Co powinna zawierać część tytułowa normy?
9. Jaki jest podział norm ze względu na zastosowanie?
10. Czego dotyczą normy branżowe?
4.6.3. Ćwiczenia
Ćwiczenie 1
Dokonaj podziału norm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować zestaw norm,
2) zapoznać się z zasadami podziału norm,
3) określić co powinna zawierać norma,
4) dokonać podziału norm na odpowiednie grupy,
5) zanotować wyniki w notatniku,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw norm,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj analizy i interpretacji normy.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z przykładową normą,
2) dokonac analizy zawartości normy,
3) dokonać analizy norm powołanych,
4) scharakteryzować pisemnie zawartość części merytorycznej normy,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie
stanowiska pracy:
– przykładowe normy,
– literatura z rozdziału 6.
Ćwiczenie 3
Sporządź projekt przykładowej normy przedmiotowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literatura na ten temat,
2) określić rodzaj normowanego przedmiotu,
3) określić co powinna zawierać norma przedmiotowa,
4) sporządzić projekt normy wykorzystując program komputerowy,
5) zaprezentować efekty swojej pracy,
6) dokonać samooceny.
Wyposażenie stanowiska pracy
:
– komputer z oprogramowaniem i drukarką,
– przykładowe normy,
– literatura z rozdziału 6.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić co to jest normalizacja?
¨ ¨
2) określić co nazywamy normą?
¨ ¨
3) scharakteryzować typy norm?
¨ ¨
4) określić czego dotyczą normy klasyfikacyjne?
¨ ¨
5) określić czego dotyczą normy znaczeniowe?
¨ ¨
6) scharakteryzować normy przedmiotowe?
¨ ¨
7) scharakteryzować normy czynnościowe?
¨ ¨
8) scharakteryzować układ treści w normie?
¨ ¨
9) określić czego dotyczą normy branżowe ?
¨ ¨
10) dokonać podziału norm ze względu na zastosowanie?
¨ ¨
11) dokonać prezentacji wykonanego ćwiczenia?
¨ ¨
12) wykorzystać zdobyte wiadomości w praktycznym działaniu?
¨ ¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
6. LITERATURA
1. Bajkowski B.: Automatyzacja procesów technologicznych w przemyśle drzewnym.
Wydawnictwo SGGW, Warszawa 1994
2. Giełdowski L.: Konstrukcje mebli. Część 1. Rysunek techniczny. WSiP, Warszawa 1995
3. Górski J.: Projektowanie procesów technologicznych obróbki skrawaniem drewna
i tworzyw drzewnych – zagadnienia ogólne. Wydawnictwo SGGW, Warszawa 2005
4. Ordon J.: Podstawy normalizacji. Wydawnictwa normalizacyjne, Warszawa 1981
5. Pikoń A.: AutoCAD 2004 PL. HELION, Gliwice 2003
6. Prządka W., Szczuka J.: Stolarstwo Część 2. WSiP, Warszawa 1995
7. Prządka W., Szczuka J.: Technologia meblarstwa Część II, WSiP, Warszawa 1996
8. Stefaniak-Piasek E.: Praca biurowa. WSiP, Warszawa 1999
9. Szczuka J., Żurowski J.: Materiałoznawstwo przemysłu drzewnego. WSiP, Warszawa
1995
10. Technologia drewna – podręcznik do nauki zawodu cz. 3. Praca zbiorowa, REA,
Warszawa 2002
11. www.pkn.pl
Czasopisma
−
Gazeta przemysłu Drzewnego: Wydawnictwo Inwestor sp. z o. o.
−
Gazeta Drzewna – Holz-Zentralblatt Polska sp. z o.o. Poznań
−
Meblarstwo – pismo dla producentów i odbiorców mebli: Wydawnictwo Inwestor sp. z o. o.
−
Przemysł Drzewny: Wydawnictwo Świat sp. z o. o.
Wyszukiwarka
Podobne podstrony:
o1 05 u rysunek tech 311[32]
o1 04 u rozpoznawanie i składowanie drewna 311[32]
o1 02 u kodeks pracy 311[32]
00 Program nauki Technik technologii drewna 311 32
o1 07 u metrologia techniczna 311[32]
technik elektryk 311[08] o1 08 n
o1 06 u części i zespoły maszyn 311[32]
3.Karta toczenia DRUK2, Politechnika Świętokrzyska, Dokumentacja technologiczna
3.Karta cięcia DRUK, Politechnika Świętokrzyska, Dokumentacja technologiczna
dokumentacja technologiczna
Dokumentacja technologiczna do projektów - karty 2010, T-8 rysunek zespołu do montażu
Pożegnanie lata 08.10. 2006r, Dokumenty(1)
dokumentacja technologiczna E
3.Karta wiercenia DRUK, Politechnika Świętokrzyska, Dokumentacja technologiczna
Dokumentacja technologiczna do projektów karty 2010, Program szczegół proj z uchw 2010
dokumenty technol LP ki2
więcej podobnych podstron