METALOZNAWSTWO I MATERIAŁY KONSTRUKCYJNE
LABORATORIUM
MGR INś.ANDRZEJ WIECZOREK
INSTYTUT MECHANIZACJI GORNICTWA
POLITECHNIKI ŚLĄSKIEJ
Pomiar twardości
Twardość ciała to opór, jaki stawia ono w czasie wciskania do niego
wgłębnika.
Najbardziej powszechne sposoby pomiaru to
a) metody statyczne:
•
Brinella,
•
Rockwella,
•
Vickersa .
b) metody dynamiczne
•
Młotka Poldiego,
•
Metoda Shore’a (pomiar odbicia).
c) Inne metody (do pomiaru małych elementów lub miękkich):
•
)metoda Vickersa (F<9,81 N),
•
metoda Rockvell skale N i T,
•
metoda Knoopa,
•
metoda zarysowań.
I. Metoda Brinella.
Próba twardości według tej metody objęta jest normą PN
-74/H-
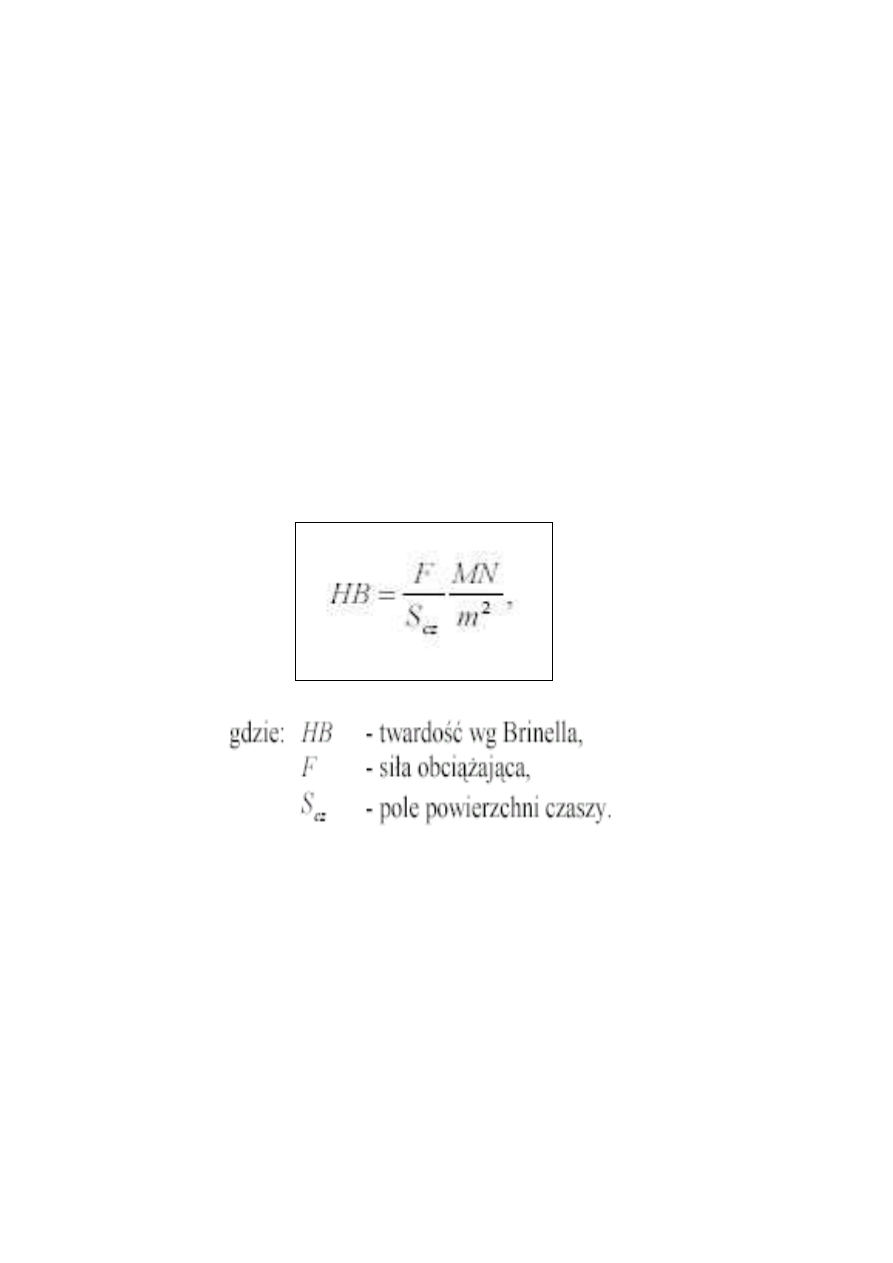
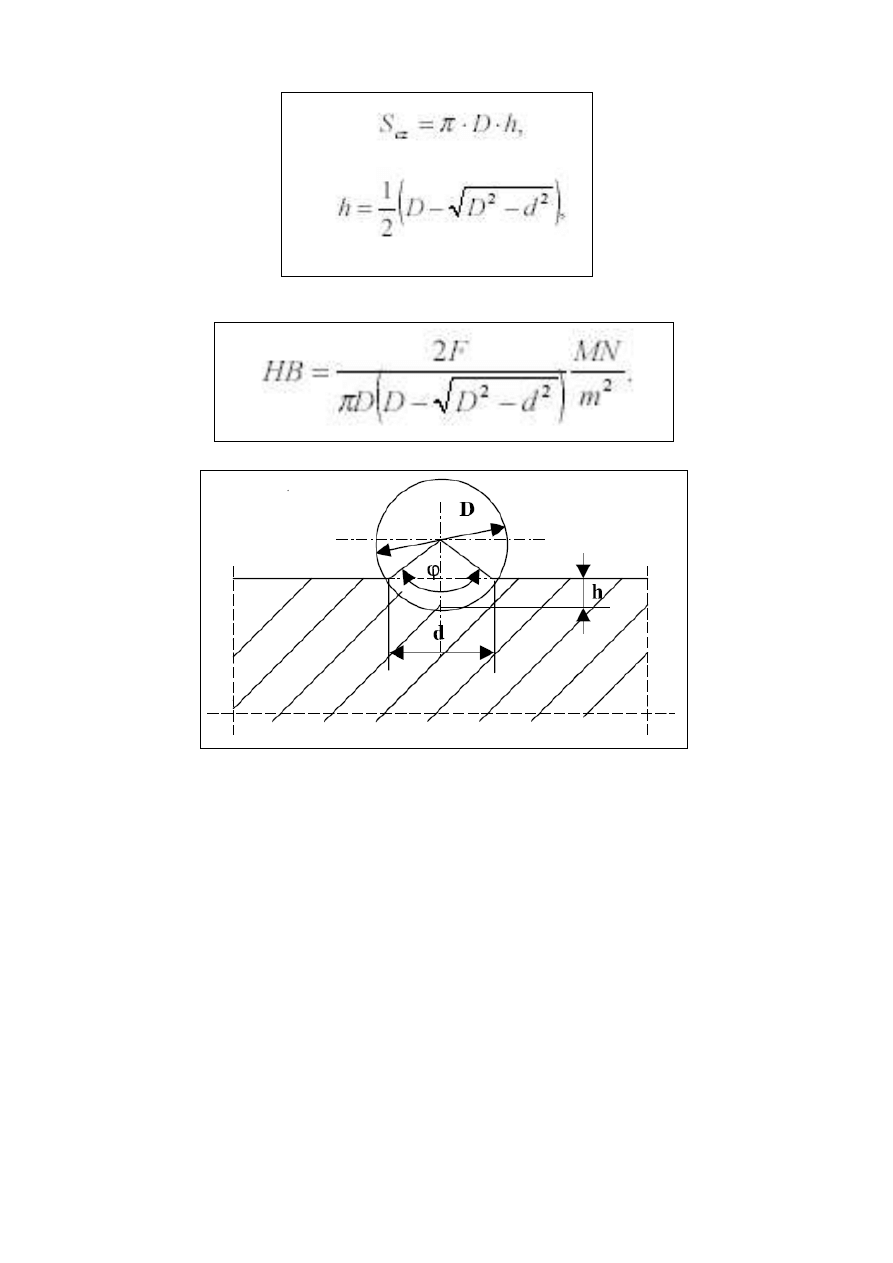
04350. Polega ona na wciskaniu pod obciążeniem
F
wgłębnika, w
postaci hartowanej kulki stalowej o średnicy
D
, w powierzchnię
badane
go materiału, w czasie
t
. Średnica odcisku kuli
d
, jako średnia z
dwóch pomiarów w kierunkach wzajemnie prostopadłych, służy do
obliczania pola powierzchni czaszy.
Twardość Brinella jest to stosunek siły obciążającej do pola
powierzchni czaszy odcisku
Średnice kulki są znormalizowane i wynoszą
D=10; 5; 2,5; 2; 1mm,
a tolerancja ich średnic wynosi ±0,01mm. Kulki są wykonane ze stali
stopowej i obrobione cieplnie do twardości równej
HV
=8500 (twardość w
skali Vickersa) i można nimi mierzyć twardość
do HB=4500
(współczynnik 4500 oznacza ilość MN/m
2
); gdy są wykonane z węglików
spiekanych, wtedy można mierzyć twardość do
HB=6300.
W zasadzie należy dobierać kulki o możliwie dużych średnicach,
tak jednak, aby zgodnie z rysunkiem niżej:
1) odstęp dwóch sąsiednich odcisków był nie mniejszy od czterokrotnej
średnicy odcisku,
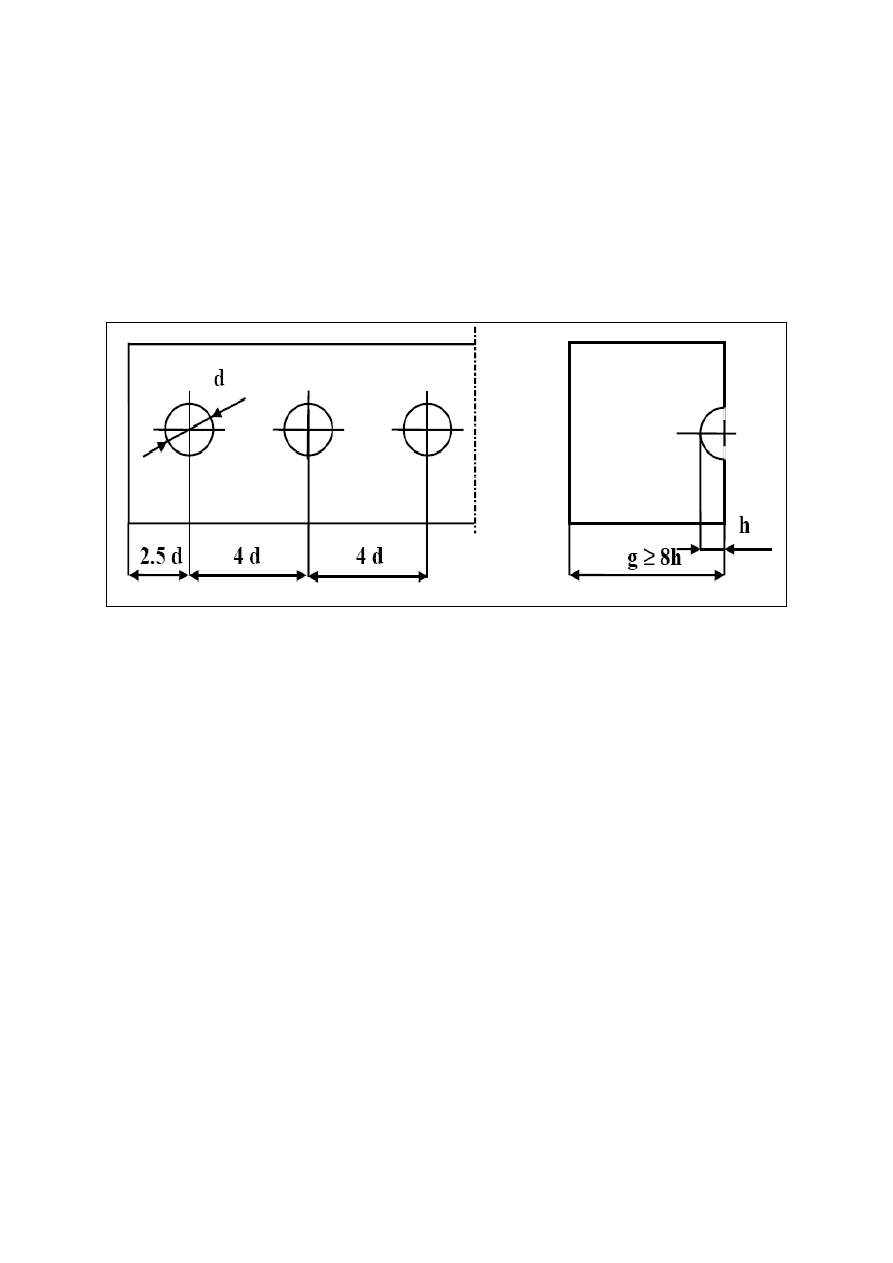
2) odstęp środka odcisku od krawędzi badanej powierzchni był nie
mniejszy od 2,5 d,
3) grubość badanego przedmiotu w miejscu badania wynosiła 10
głębokości odcisku bez względu na twardość badanego materiału, tj. .
g >10h
Przy badaniu odlewów nie zaleca się stosować kulek o średnicach
2,5; 2; 1mm.
Jeżeli tą samą kulką wykonamy w tym samym materiale szereg
odcisków, kolejno zwiększając siłę
F
i otrzymując coraz większe odciski,
to oblic
zone każdorazowo twardości za pomocą wzoru (4) będą się
zmieniały jak na rysunku niżej. Jako wynik należy przyjąć twardość
maksymalną, która wystąpi przy stosunku
D/d
≈
0,4. Ze względów
praktycznych norma dopuszcza pomiar twardości za dobry, gdy
stosunek D/d jest zawarty w granicach 0,25÷0,7. W tym przedziale
największa różnica między twardością maksymalną a zmierzona nie
przekracza 3%. Jeżeli grubość przedmiotu jest zbyt mała, to należy
zmniejszyć obciążenie.

Aby stosunek średnicy odcisku do średnicy kulki był właściwy, siłę
F
dobiera się ze wzoru, który uzyskano z podobieństwa odcisków przy
zastosowaniu różnych kulek i sił. Wartość współczynnika
n
dla różnych
materiałów i twardości dobiera się z Tabeli 1.
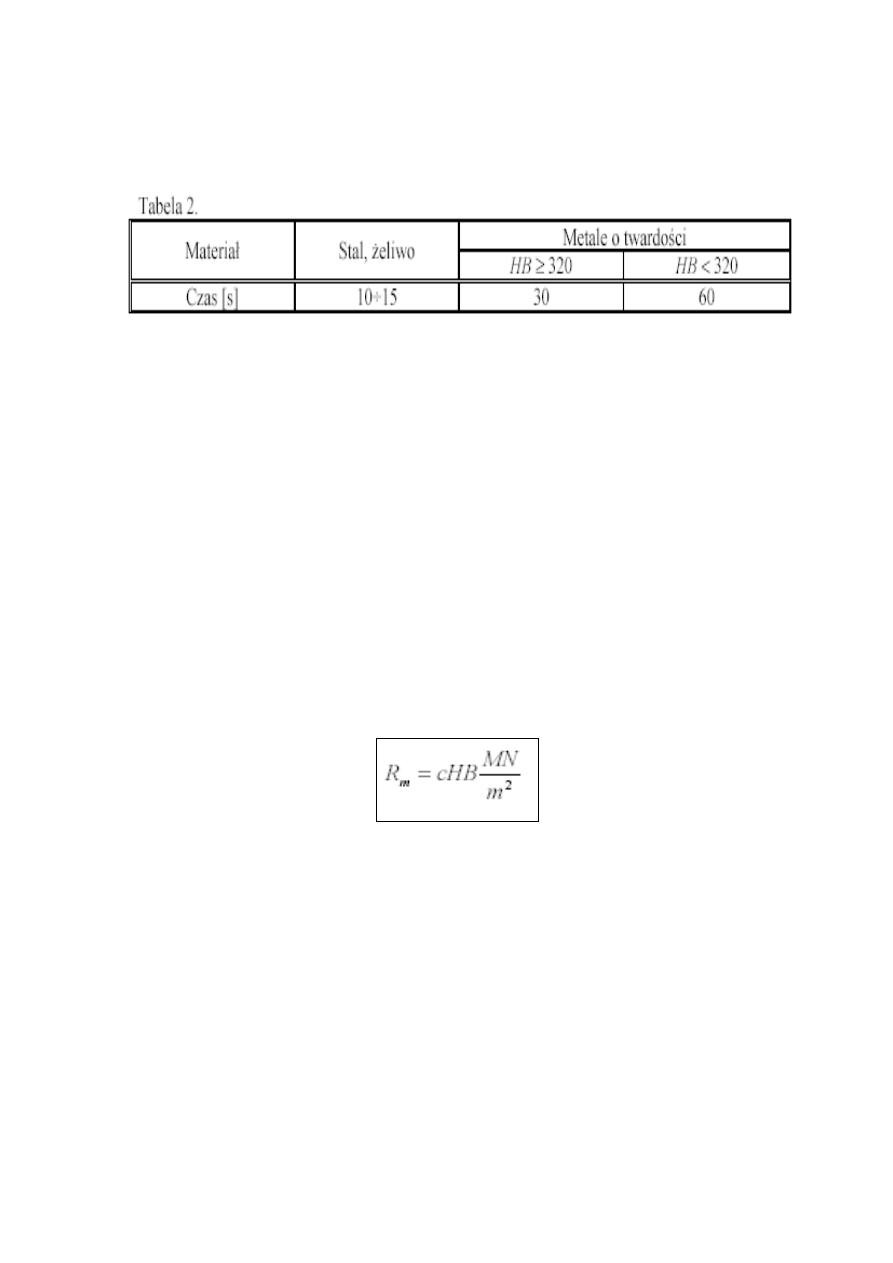
Kulkę należy obciążyć bez wstrząsów w ciągu około 10s. Czasy trwania
próby dla stali i żeliwa pod pełnym obciążeniem podaje Tabela 2.
Średnice odcisków
d
mierzy się za pomocą mikroskopy z podziałką
o dokładności 0,01mm. Dla obliczenia twardości danego materiału
należy brać wartość średnicy z trze
ch pomiarów. Gdy przy pomiarze
twardości stosowana jest kulka , 10
mm D ¹ wtedy przy oznaczeniu
twardości, obok jej wartości
x
, należy podać również średnicę
D
, siłę
obciążającą
F i czas t (np. x HB D/F/t
). Twardość o
HB
>1000 podaje się
z dokładnością do 10
HB
, zaś od 100 do 1000
HB –
z dokładnością 5
HB, natomiast <100 HB
z dokładnością do 1
HB.
Twardość
HB
w przybliżeniu jest proporcjonalna do wytrzymałości
na rozciąganie
m R
:np. dla stali węglowej
c=0,35.
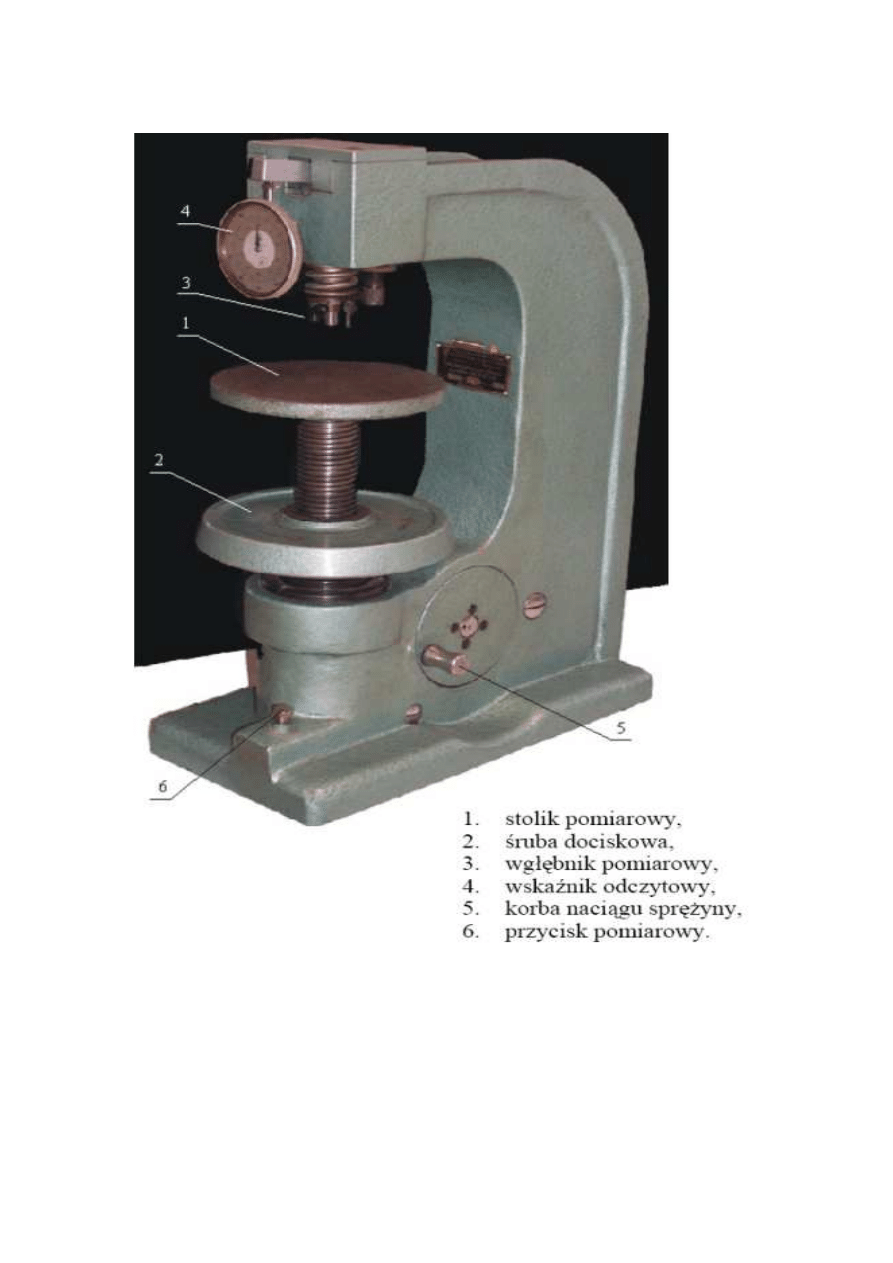
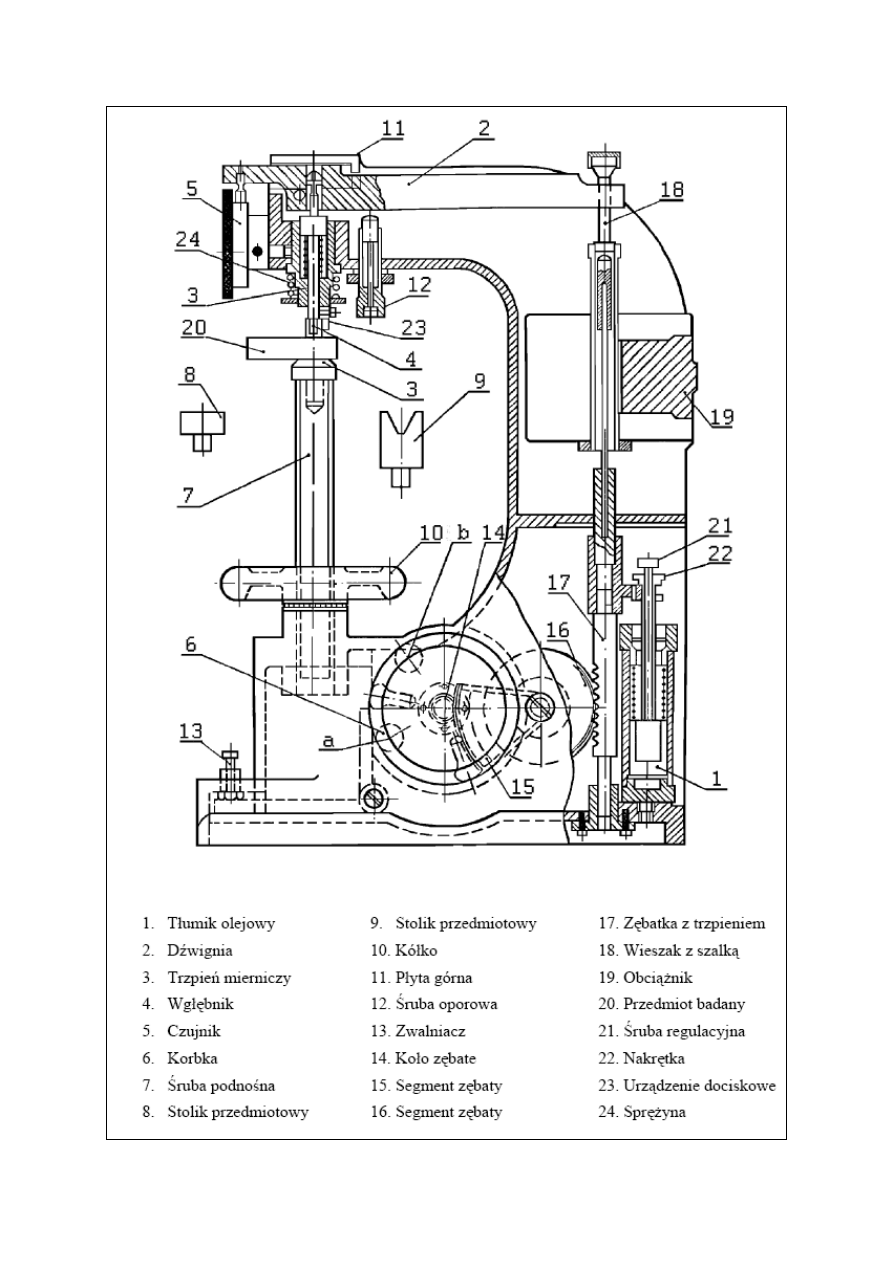
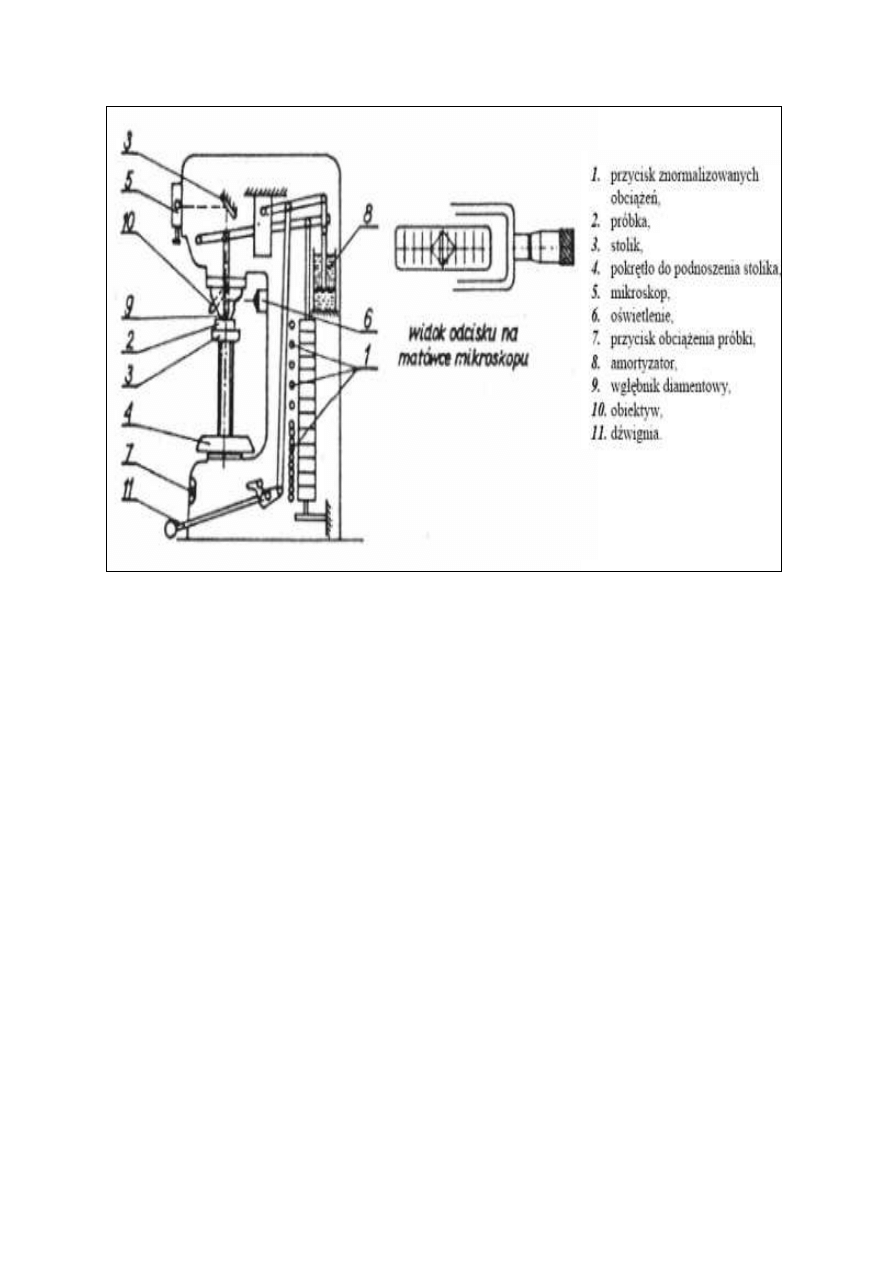
Próbkę
1
ułożoną na stoliku
2
podnosi się wraz ze stolikiem aż do
zetknięcia się z wgłębnikiem
3
, a następnie po zamknięciu zaworu
4, za
pomocą pompki
5
przetłacza się olej ze zbiornika
6 do cylindra 7. Pod
wpływem ciśnienia tłok
8
wciska wgłębnik
3
w próbkę
1
, a równocześnie
manometr 9
wskazuje ciśnienie odpowiadające sile nacisku
F.
Wskazania manometru nie są dokładne. Jako dokładny wskaźnik służy
tłoczek
10
obciążony szalka i ciężarkami
11 dobranymi odpowiednio do
zamierzonego nacisku. Po osiągnięciu właściwej siły, tłoczek z szalką
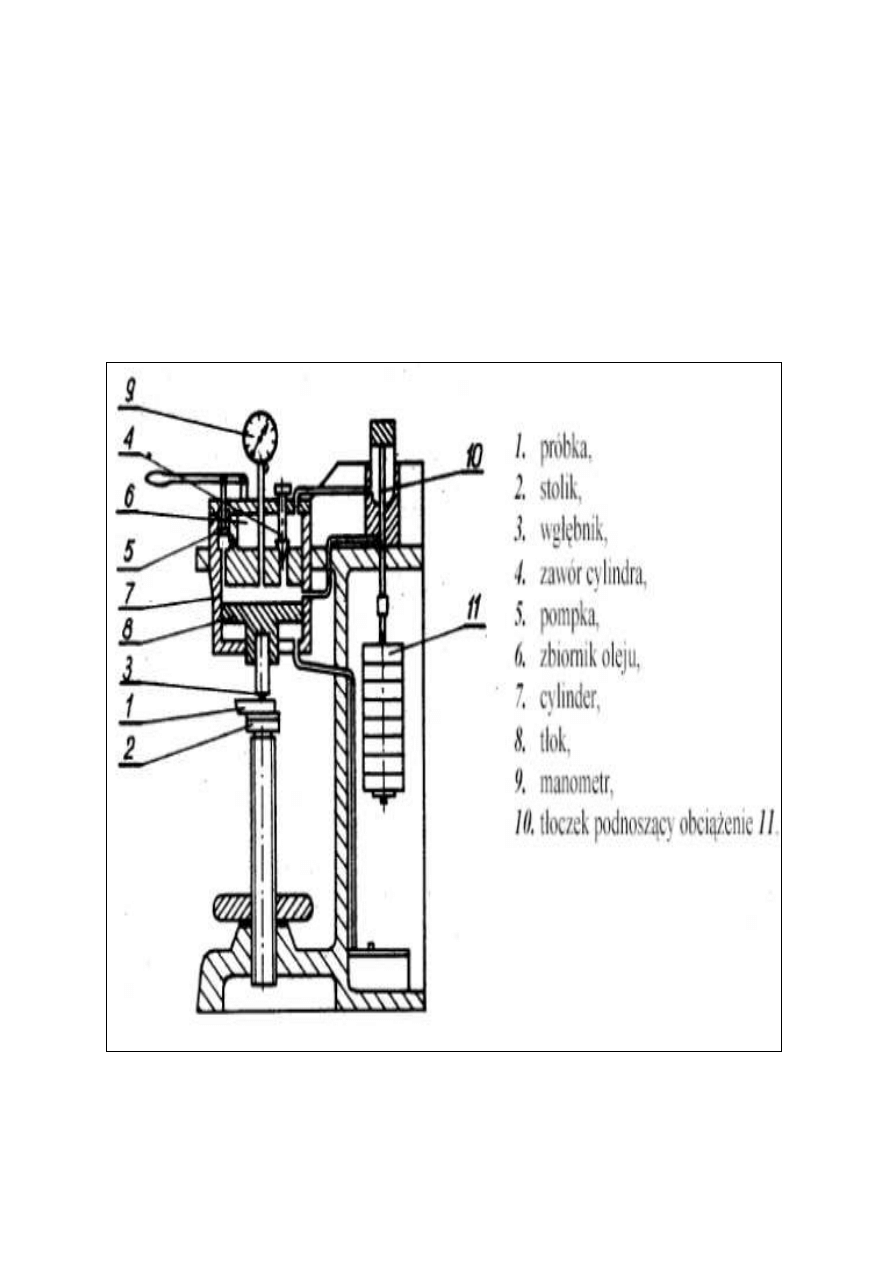
powinien się unieść około 10÷15mm. Po odpowiednim czasie otwiera się
zawór 4
, odciąża się próbkę, a następnie opuszcza się stolik i zdejmuje
próbkę, w celu dokonania pomiaru średnicy odcisku. Wyniki pomiarów
zestawia się w tabeli pomiarowej. Mając zmierzoną średnią średnicę
odcisku, twardość oblicza się według wzoru (4) lub odczytuje się z
odpowiednich tablic.

Zaletami tej metody są:
1) możliwość pomiaru twardości w obszarze makro,
2) jedna skala twardości,
3) istnieje relacja między twardością a wytrzymałością.
Wadam
i zaś są:
1) kłopotliwy pomiar średnic odcisku,
2) nie nadaje się do pomiaru twardości materiałów twardych, warstw
utwardzonych i małych przedmiotów,
3) pomierzona twardość jest zależna od siły nacisku,
4) nie można mierzyć twardości dużych gotowych wyrobó
w.
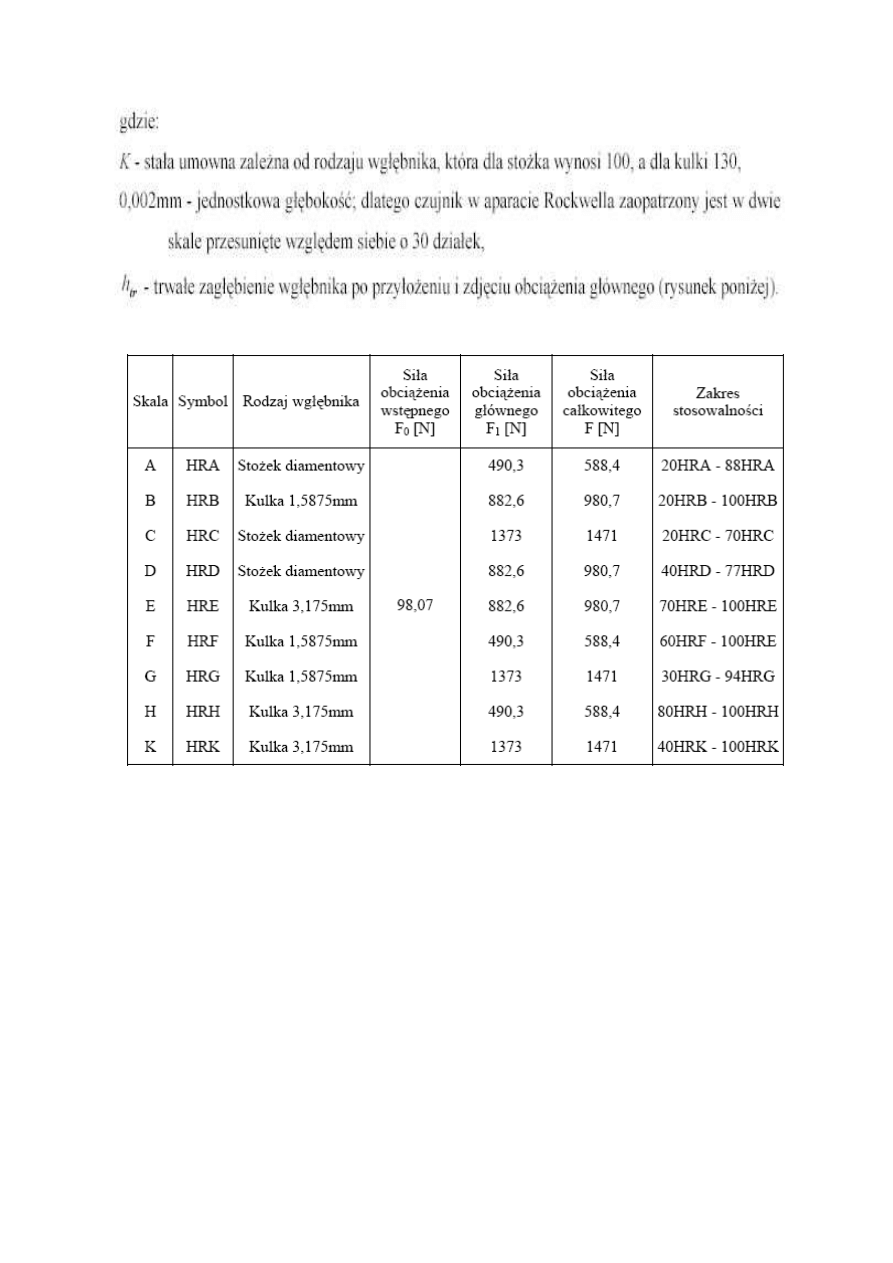
II. Metoda Rockwella.
Próba twardości według metody Rockwella objęta jest normą PN
-
74/H-
04355. Metoda ta opiera się na pomiarze głębokości odcisku
wykonanego przez wciśnięcie stożka diamentowego w powierzchnię
badanego materiału; stożek o kącie wierzchoł
kowym 1200 ma
wierzchołek zaokrąglony promieniem
r
=0,2mm. Dla materiałów miękkich
stosuje się zamiast stożka kulki stalowe o średnicach 1/2,1/4, 1/8, 1/16
cala. Pomiaru twardości dokonuje się mierząc głębokość odcisków,
stosując umowne skale twardości (15
skal oznaczonych literami od A do
V). Zgodnie z PN-74/H-
04355 podstawowymi skalami są C i B,
dodatkowymi zaś A i F. Szczegółowe informacje o tych skalach znajdują
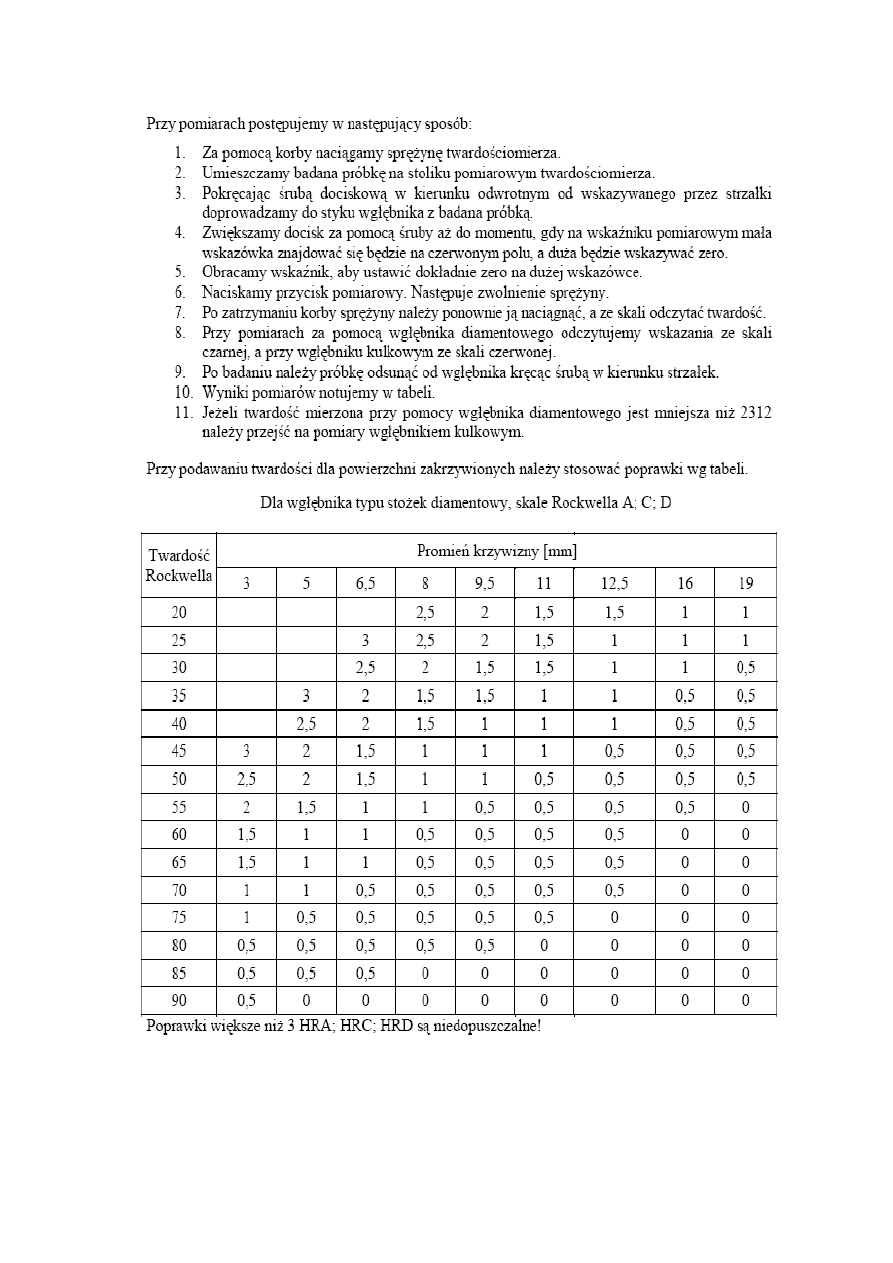
się w Tabeli 3.
Próbę twardości Rockwella stosuje się to pomiaru twardości:
a) przy użyciu skali C do stali węglowych i stopowych w stanie
zahartowanym i ulepszonym cieplnie oraz innych stopów o twardości
20÷67 HRC,
b) przy użyciu skali B do stali węglowych i stopowych w stanie
zmiękczonym lub normalizowanym oraz stopów metali nieżelaznych o
tward
ości 35÷100
HRB, AF
c) przy użyciu skali A do cienkich taśm stalowych i spieków o twardości
powyżej 67
HRC,
d) przy użyciu skali F do miękkich metali i stopów o twardości poniżej 35
HRB.
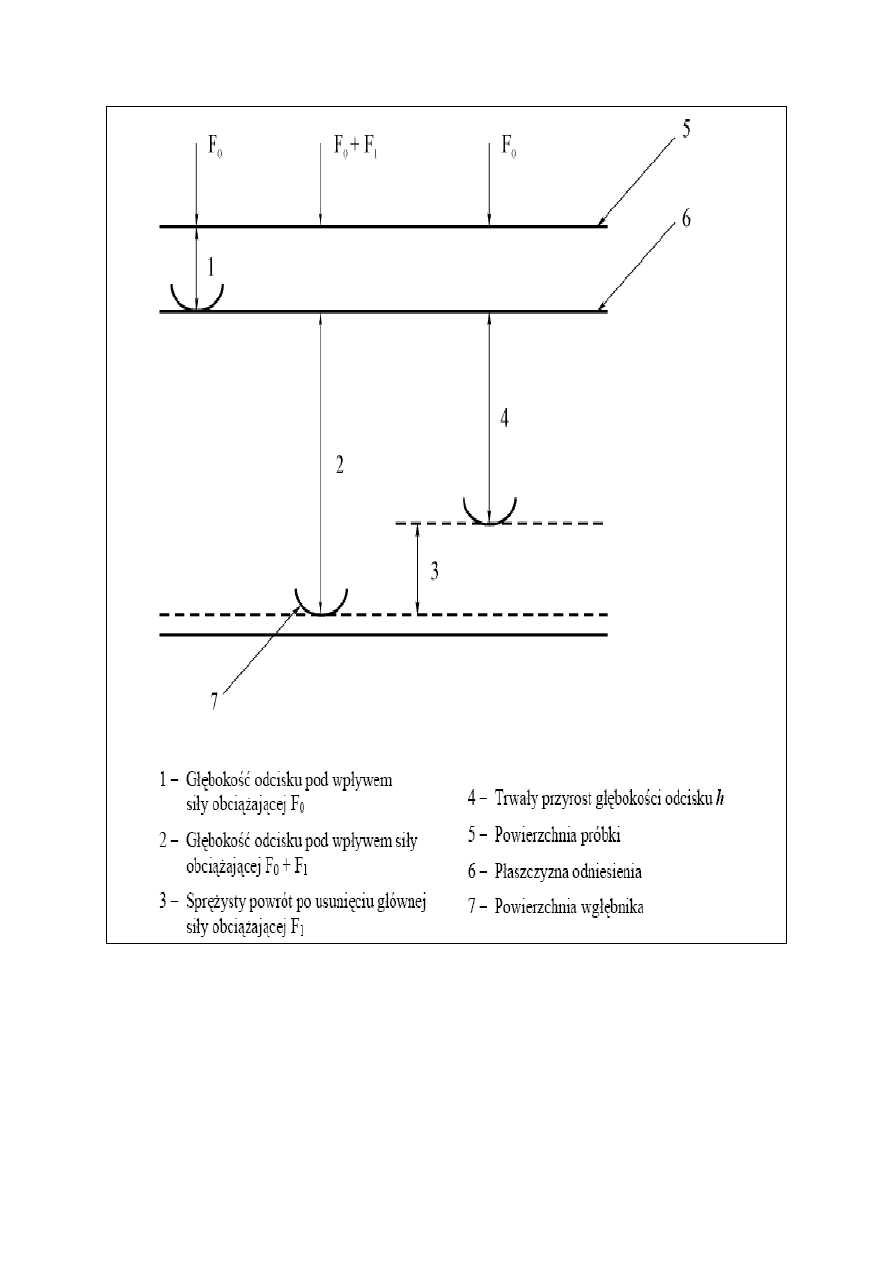
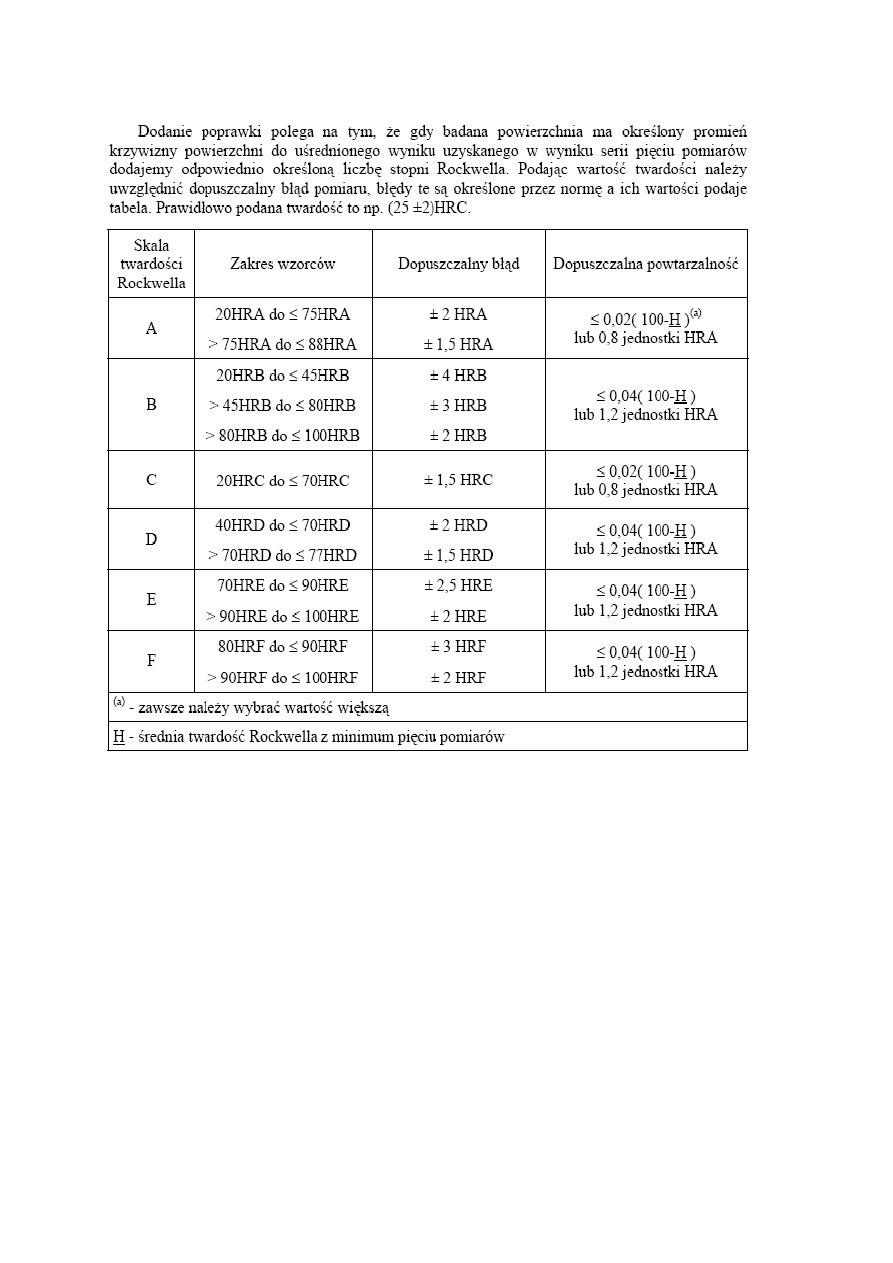
Miarą twardości Rockwella jest głębokość, na jaką zagłębi się wgłębni
k
w sposób trwały i określa się wzorem:
Grubość przedmiotu w badanym miejscu nie powinna być mniejsza niż 8
h
. Odległość środków odcisków sąsiednich i odległości ich od brzegów
przedmiotu powinny być nie mniejsze niż 3mm. Za wynik miarodajny
należy przyjąć średnią arytmetyczną, z co najmniej trzech pomiarów.
Zaletami tej metody są:
1) możliwość pomiarów twardości materiałów o różnych twardościach,
2) duża szybkość pomiarów, dzięki czemu metoda ta nadaje się do
pomiarów masowych.
Wadami zaś są:
1) istnieje wiele źródeł błędów, szczególnie wynikających z pomiaru
głębokości odcisku,
2) duża liczba skal umownych i przez to konieczność porównywania ich
za pomocą tablic,
3) nierównomierność skal,
4) nie można mierzyć twardości dużych gotowych wyr
obów.
III. Metoda Vickersa.
Próba twardości według metody Vickersa objęta jest normą PN
-
74/H-
04360. Pomiar twardości tą metodą polega na wciskaniu wgłębnika
w kształcie ostrosłupa o podstawie kwadratowej w powierzchnię
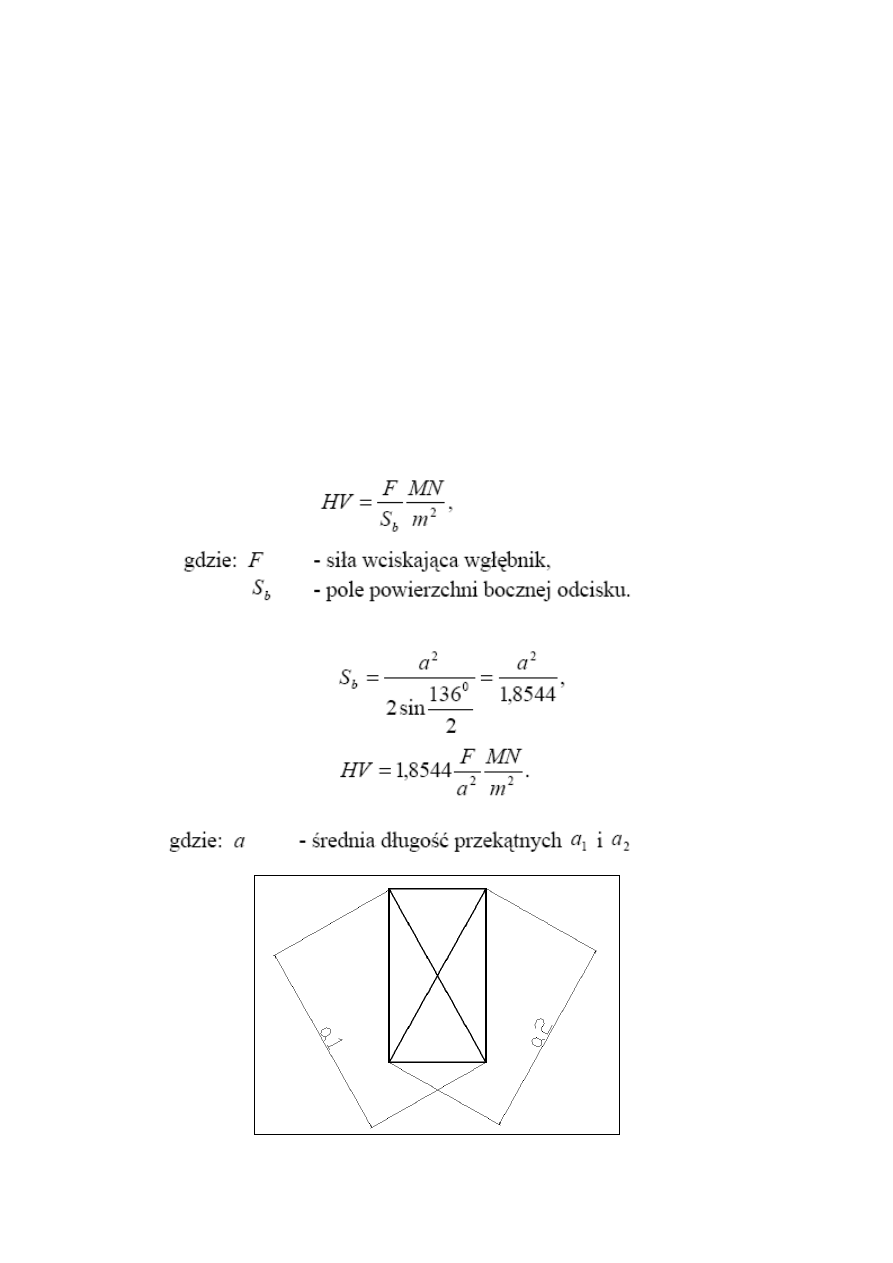
badanego ciała. Twardość według metody Vickersa określa się
analogicznie jak w metodzie Brinella, obliczając stosunek siły wciskającej
wgłębnik w tworzywo badane do pola powierzchni bocznej odcisku:
Pole powierzchni bocznej odcisku oblicza się ze wzoru:
W normie PN-74/H-
04360 zawarte są tablice wartości twardości
odpowiadających ustalonym naciskom
F
i różnym średnim długościom
przekątnych
a
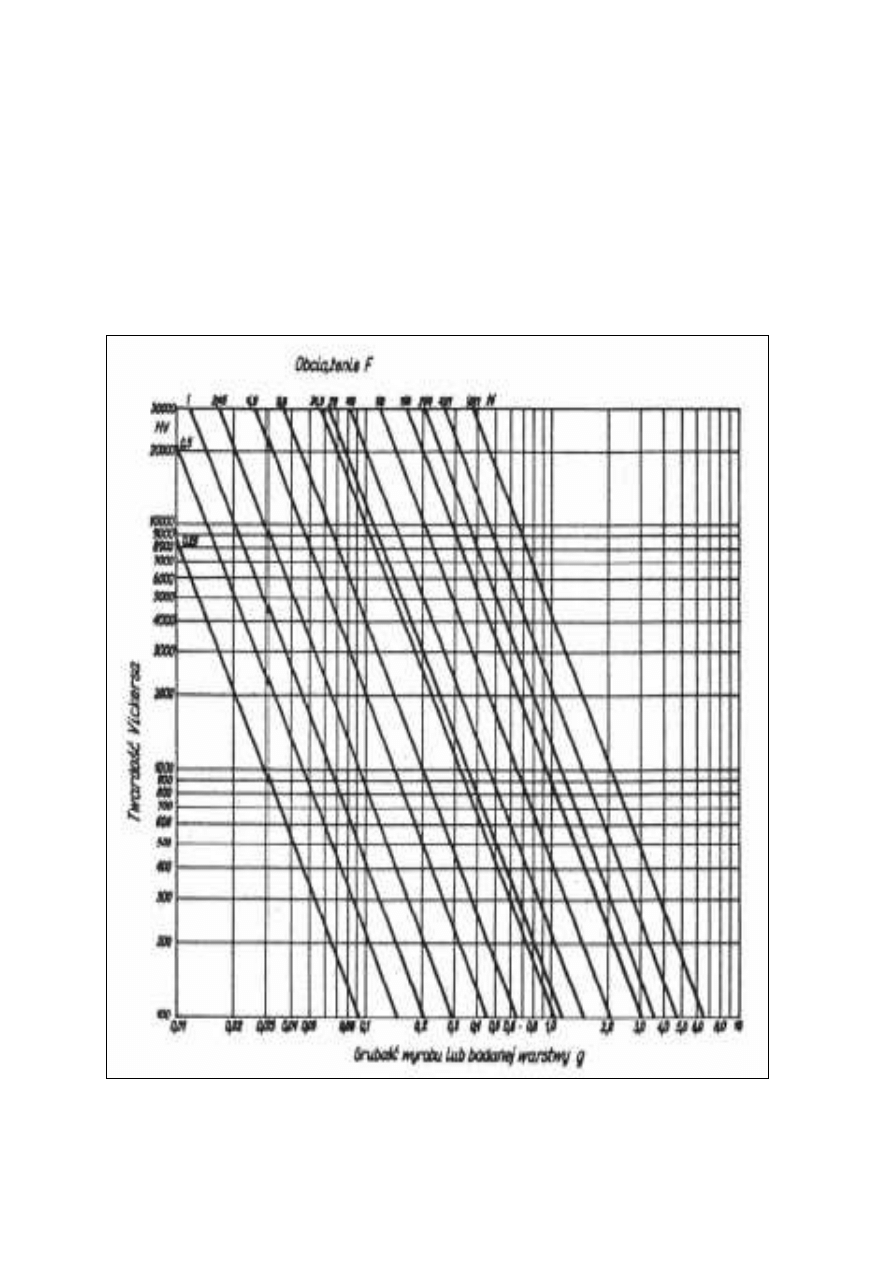
. Naciski są znormalizowane i wynoszą:
F=9,8; 24,5; 49;
98; 196; 294; 491; 981N. Dobór siły nacisku zależy od rozmiarów próbki.
Dla ułatwienia wyboru sił obciążonych wgłębnik przy pomiarze twardości
cienkich warstw lub wyrobów, może służyć poniższy nomogram.
Zaletami tej metody są:
1) prawie jednakowa twardość z twardością uzyskaną metoda Brinella,
2) twardość nie zależy od wartości siły,
3) nadaje się do pomiaru materiałów o różnych twardościach,
4) nadaje się do pomiaru przedmiotów małych i cienkich warstw
utwardzonych,
5) praktycznie nie niszczy przedmiotu,
6) duża dokładność pomiarów.
Wadami zaś są:
1) konieczność dokładnego oczyszczenia powierzchni
,
2) długotrwałość pomiarów,
3) nie nadaje się do pomiarów makrotrwardość stopów gruboziarnistych,
4) nie można mierzyć twardości dużych gotowych wyrobów.
IV.
Młotek Poldi.
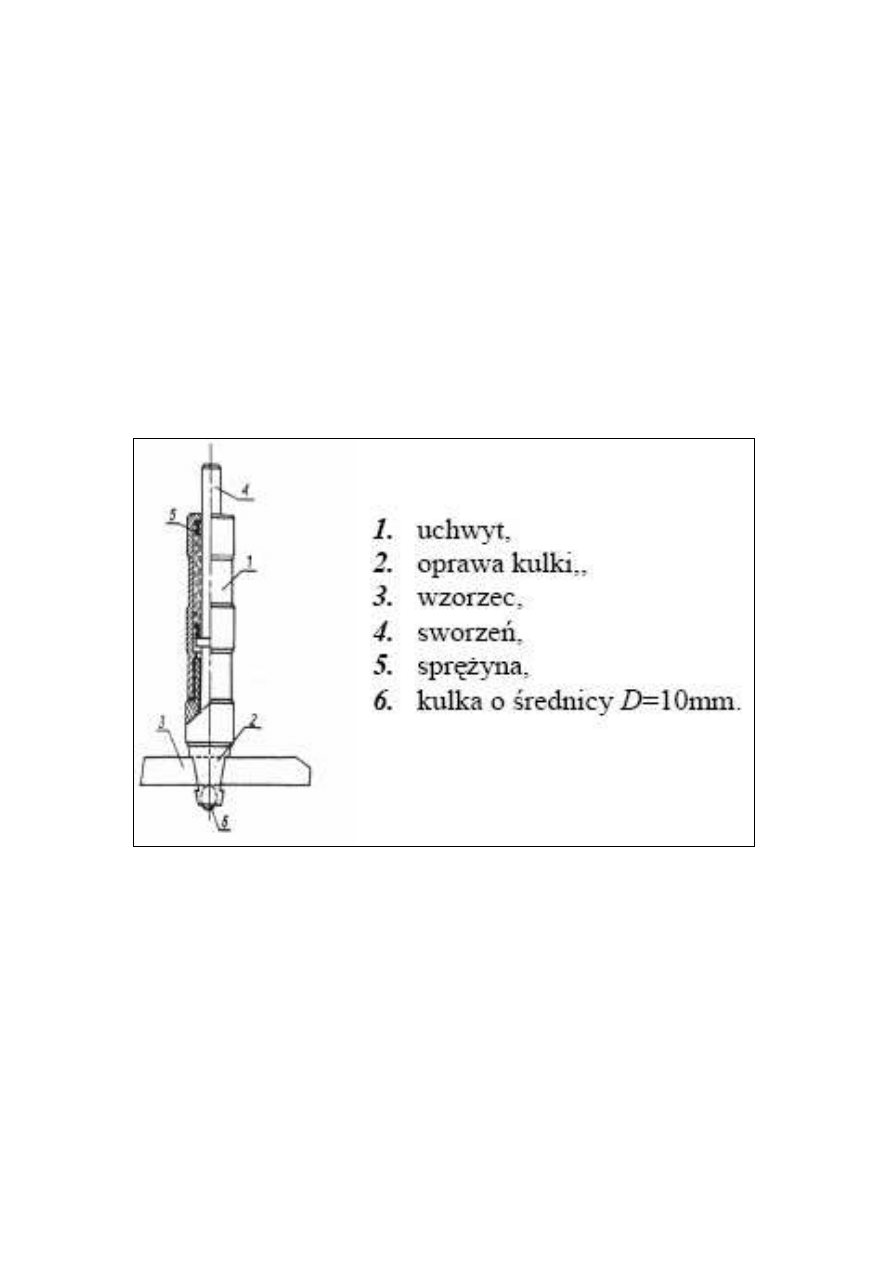
W przypadku dużych elementów, z których nie można wyciąć
próbek do badań opisanymi poprzednio metodami, pomiaru twardości
dokonuje się za pomocą młotka Poldi. Jest to proste urządzenie
pokazane na rysunku poniżej, pozwalające na umieszczenie kulki
6 o
średnicy 10mm między elementem badanym, a wzorcem
3 o znanej
twardości Brinella.
Na sk
utek uderzenia młotkiem w sworzeń
4 powstaje odcisk na
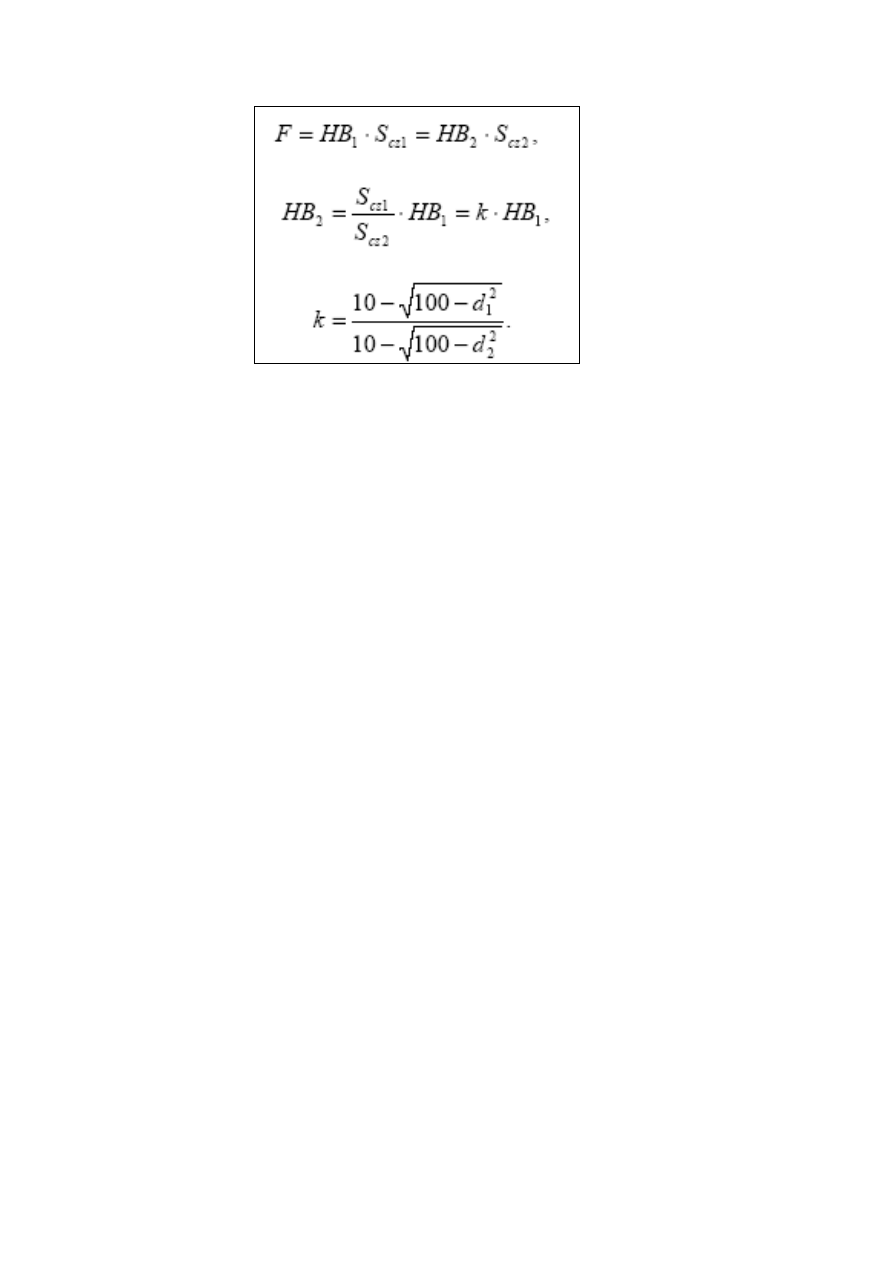
wzorcu i elemencie badanym. W tej metodzie wartość nacisku nie jest
znana. Po zmierzeniu średnic odcisków na wzorcu
1 d i na elemencie
badanym 2 d oraz po obliczeniu powierzchni odcisków czasz, wyznacza
się szukaną wartość następująco. Siła działająca na kulkę, zgodnie ze
wzorem (1), wynosi:
Pomiar twardości za pomocą młotka Poldi będzie tym
dokładniejszy, im twardość próbki wzorcowej będzie bliższa twardości
elementu badanego. Zaletą tej metody jest możliwość pomiarów
twardości dużych gotowych wyrobów o dowolnym kształcie i wymiarach
we wszystkich dostępnych miejscach. Wadami zaś powstawanie zbyt
dużych odcisków (
D
=10mm) i małe dokładności pomiarów.
Wyszukiwarka
Podobne podstrony:
Pomiary twardoścoi
03 - Pomiar twardości sposobem Brinella, MiBM Politechnika Poznanska, IV semestr, labolatorium wydym
cw6 pomiar twardosci
POMIAR TWARDOŚCI SPOSOBEM BRINELLA, POLITECHNIKA POZNAŃSKA, LOGISTYKA, semestr I, mechanika i wytrzy
Pomiar twardości metodą Rockwell
Sprawozdanie nr 2 (2) Metoda Brinella, sem II, Podstawy Technologii Okrętów - Wykład.Laboratorium, L
pomiary twardosc mat inz dudzika
Pomiar twardości (kaczy)
sprawka, pomiar twardości sprawozdanie
sprawka, Pomiar twardości sposobem Brinella polega na wgniataniu twardej kulki w płaską powierzchnię
MI pomiar twardości metodą Vickersa (sprawozdanie)
Pomiary Twardości
Pomiar twardości metodą Brinella 2
Pomiary twardosci metali
Nr4 Pomiary twardosci
Pomiar twardości
Pomiary twardości metali
2. Protokół-sprawozdanie, PG inżynierka, Semestr 2, Podstawy technologii okrętów, laborki, Pomiar tw
Pomiary twardości, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchniowa, wykłady
więcej podobnych podstron