The Mode
A Journal of Small Power Engineering.
Edited by Percival Marshall,
XLVIII.
No.
1 , 1 4 5 .
A P R I L
Our Point of View.
The “M E
Workshop.
of our
readers
may have gathered from
announcements, which have recently appeared
in our pages, that the
M.E.
Instruction Work-
shop is resuming its activities, after a brief
period of partial suspension for the purpose of
re-organisation of the equipment.
During the
past few months we have introduced several
items of
and up-to-date plant, which will
not only considerably improve our tuition facili-
ties, but
give our pupils the advantage of
working with more modern and more varied
tools. We have now a fine range of lathes,
milling attachments, planing, shaping, and drill-
ing machines, forge, and, of course, bench and
s m a l l t o o l s i n g r e a t v a r i e t y . S o m e o f t h e
machines are electrically driven, others are
arranged for foot or hand power, so that the
pupil can work
as he would in his own
home workshop. The services of two
instructors are available, and any kind of light
mechanical or ‘electrical work, tool making or
model making can be taught.
Pupils may come
for single lessons or for a series at their own
discretion, and may select their own hours and
their own subjects. They are not
down to
any hard-and-fast course or routine,. and in this
way rapid progress can be made.
speci-
ally well-equipped for teaching screw-cutting in
the lathe, and quite a large number of both
amateur and professional mechanics have availed
themselves of the
practical instruction
which is given in this subject.
are always
glad to show any visitors round the Workshop,
and shall be happy to send an illustrated leaflet
giving all particulars as to fees to
who
may be interested.
We do not undertake to do
any mechanical or
jobs ourselves
only give tuition.
We have often been asked to
make or repair things in our Workshop, but
we think it right to
this to the legitimate
trade firms who advertise for such work in our
columns.
The 9.2 Gun Handbook.
Mr. Norman Robinson’s
B.L. gun model
exhibited at the last M
ODEL
Exhibition,
and there won the Admiral Bacon Cup,” has
tempted quite a number of modellers to attempt
a similar piece of work and many inquiries have
reached us as to where the 9.2 Handbook, to
which he refers in nis article in February 8
issue last, can be had. Mr. Robinson has already
replied personally to some of these inquiries,
and we now reproduce a recent note from
him on the subject, which will be helpful to
other prospective builders. He writes: Since
the appearance of my short note re my model
gun in the issue of the
M.E.
for February
8, I have been informed from several sources
that the Handbook of
B.L. Guns, Land
Service is no longer to be had.
So I hope this
note
save any reader who is trying to pro-
this book further trouble or expense. I
procured my copy in
(while living in Italy),
from Messrs.
at the price of
I S
., and
as far as I know, up till that date books on
the land service ordnance could be had from
the above firm at the same modest price.
Now it
seems, if my inform&ion is correct, they have
been stopped. I wish to
this chance of
tendering my most sincere thanks to
land for the kind things he has to
about
338
The Model
and Electrician.
A p r i l
my little gun at the foot of his article in the
M.E., and I hope that although tardy they will
be none the
acceptable. I can assure Mr.
that his praise of my first offence
in gun building is very valuable to me, as it
comes from an expert in the craft.
Electric Horology.
a
of the British
Institution Mr. Hope-Jones, M.I.E.E.,
Vice-Chairman of that body and Chairman of
the Radio Society of Great Britain,
asked
to give a lecture at tht Institute, Northampton
Square,
on Thursday even-
ing, April
at
7.45
p.m.
We understand
that its title will be The Free Pendulum,”
and that the lecturer
deal with the attempts
that have been made to free the pendulum from
all interference excepting only that resulting
from receiving its impulse. These date from
the beginning of the century and ha\-e cul-
minated in a supreme achievement of accuracy of
time measurement the Edinburgh
tory, under Professor R. A. Sampson, the Royal
Astronomer of Scotland, by means of a free pen-
dulum, designed by Mr.
H. Shortt, a director
of the
Company.
The lecture will
be illustrated by drawings and working models.
No doubt a good number of our readers will like
to avail themselves this opportunity of spend-
ing what will certainly be an instructive and
entertaining evening, and if so they should
write to the Secretary of The British
logical Institution, the Institute, Northamp-
ton Square, Clcrkenwell,
for a ticket of
admission.
Model Work Up North.
The
newly-formed Edinburgh and District
is making good headway
hear.
The
headquarters are at
Rose Street, Edinburgh,
at which address the Society will carry on until
further notice.
The membership roll stands at
the Lord
of Edinburgh has consented
to act as President, and several other
known figures in the engineering
up North
are helping things along in the capacity of
Presidents.
A
raised track, standing ft. from
the floor, is now being laid to accommodate
gauges
I
, and benches and
for the
use of members are being installed, and a
library has been set going. Meetings are held
periodically,
at the last one Mr. A. E.
Walker gave a lantern lecture on Models and
Making,” a-hen Mr. G. B. Aldridge, J.P.,
a Vice-President of the Society, took the chair.
There should be enough of human material in
and around this city to make an exceptionally
keen and flourishing Society, and
have no
doubt it will be able to continue to report as
satisfactory progress in the future as its short
young life has achieved in the past.
Livery for the New Railway
Groups.
Keen
are speculating on what
uniform will be adopted for the
and
rolling stock of the new groups.
suggest that an effor: should be made to have
a distinctive colour scheme for each group, so
that the man in the street should be able to
recognise at a glance to what company an
engine or coach belongs. There should be no
difficulty in
this when only four
groups instead of a matter of big companies
and many little ones are concerned.
Here are our suggestions for the groups
F o r t h e L o n d o n ,
Midland and Scottish
locomotives.
: Midland red, brass
beading, lined out in yellow and black.
Goods
black, with
and red lining (present North
standardj. C o a c h i n g s t o c k
red with
Western white upper panels.
Goods stock
Midland red.
London and North Eastern locomotives
Passenger: Old Great Eastern blue. G o o d s :
O l d G r e a t
g r e e n .
s t o c k :
blue to match engines. with white upper panels.
Goods
blue.
The Southern
l o c o m o t i v e s .
present South Western laurel green
black and white lining as now.
Goods
Dark olive green with yellow lining (present
South
stork
laurel green
with white or cream upper panels.
Dark green.
G r e a t W e s t e r n
Chocolate lined with gold. Goods Old Great
Western
green
th
red
under-frames.
stock As
(chocolate
cream
upper panel).
stock
chocolate.
In compiling the
we have tried to keep
to British tradition, implying as it does smart
engines and coaches and also the
tradition of the companies, yet all so distinctive
that in the new
of competition, which
are told are coming, there shall be no
in picking out rivals.
A good iivery is necessary
as an advertisement
Even the Post Office
believes in its red livery!
C. H. (Clapham).-The cell you refer to
is apparently one of the Edison Lalande type.
Enquire of The General Electric Co., Magnet
House,
London,
These are
good cells for lighting purposes, but owing to
the
v o l t a g e a l a r g e r n u m b e r
be
required than cells of the bichromate type.
Our
book Electric Batteries,” price
post free,
will give you information.
A lamp of about
8
w o u l d
s u i t
your purpose.
A p r i l
The Model Engineer and Electrician.
339
Ornamental Lathes and Old Times.’
By T. A.
T
HE recent article on ornamental lathes in
T
H E
M
O D E L
by my old
M r .
would, I am sure, be
appreciated by very many readers. But to no one
could it be of
interest than to myself, for
I am a
a n o b s c u r e o n e - o f
that little band of all-round mechanics of which
M r .
so lucidly, and of
he is himself such a shining example.
I also was
with the late Mr. H. B.
Massey, and can confirm what
land has said about the variety and
of
the work turned out.
I had
there some
nine or ten years when
W e s t m o s e l a n d
arrived on
and had charge of a great
employment with one of the Lincoln
to
apparently became of value; for,
he said, the firm offered him a good post at
w h i c h l o v e o f h i s o w n
however, prevented him from accepting. He
had
confidence in his own ability,
and was equally
at the forge, the lathe,
pattern bench, or in fixing up a
running a steamboat, or making his own
trousers.
It is
necessary to say that
he was one to whom the micrometer did not
appeal. I have vivid
of a rather
incident which occurred
brass-casting.
I may remind
West-
mot-eland that we had at one time brass
An Epicycloidal Cutter.
deal of the
Thus he was, to all
and purposes, my pupil; a faot of which I
not a little proud.
There Mr. Westmoreland
had the
to become a first-class
craftsman, and he made the
best of it.
But I think I am
in saying it n-as that
gained in large
in
erecting
testing of prime
and in
other capacities,
developed
t h a t h a v e m a d e h i m e m i n e n t i n
engineering
Did space permit, I could
a great deal
about the
of
apprentice-con-
temporaries
a n d o t h e r s
w i t h t h e
works,
some of
I have kept in
to
d a v .
But I must just
m a k e a p a s s i n g
to the
m a n . ”
who was quite a noted
has
long since gone to his
a lad
turned his back his native
and found
furnace of the regulation
Billy picked
up mhat he thought
a
of coke and
threw the contents on to the fire.
B u t i t
happened to water! The vile stench
ensued
be left to
imagination.
For books and book learning Billy cared
n o t a l l . T h a t
ample page,
Rich
the spoils of time,”
was to him
nothing. His
philosophy
for him.
n - a s o n c e
t o h i m
Ah.
master,” he said,
some dav I
get to
more about them
things in twenty
minutes than you
by studying them all
your life.
On another
someone repeated the
saying about the certainty of death
s a i d B i l l y ,
n o t
that.
I think he was right
The Model ‘Engineer and
A p r i l
regard to the late
I feel
sure, indeed I
that among the readers of
the
there are some who would like to
have his memory kept green. As I was for
\-ears
a s s o c i a t e d
Mr.
with
that, had he
seen that his
have met with so
small a reward he
not have undertaken
the task.
The indomitable spirit of the
is shown
bv his
got me to make for
a self-propelled bathchair, in
which,
upon him the mark
of physical
that
he
doomed, yet imbued with
that spirit
meets death with
. . .
The
Chuck.
in his work, and also in his pleasures
and recreations, I
perhaps be competent to
undertake a very brief sketch of his character
and achievements.
reserved by nature, Mr Massey was
a man of wide culture, and in the company
of those with whom he found tastes in
common he was really a brilliant con-
versationalist and a most entertaining
companion. He took a keen interest in
astronomy, and became a
Mr.
Massey was an all-round sportsman, but
it n-as perhaps as a figure-skater that he
noted locally. He travelled on
the Continent rather extensively, and
there
scarcely a corner of England
he had
visited.
In the year 1893 a very serious mis-
fortune overtook Mr. Massey.
f i r e
occurred one Saturday afternoon, and bv
evening the
of his fine plant and
hundreds of
tools were ruined and
buried feet
the debris. It
grievous loss as the
i n s u r a n c e h a d
lapsed, but Mr Massey bore it with
fortitude, and immediately began to
up the wreck.
He again built up a plant,
and for some years longer did a
business
indeed,
I think his best
a
turned
out
t h e f i r e .
A t a n y
rate,
t h e
lathes and apparatus
described
made at
that
time.
But
gathered,
f r o m
daily went about his
business.
Mr.
like most of
U S
, was
not
imperfections and eccen-
tricities.
B u t t h o s e o f u s w h o
nim to his last resting-place
experienced only one feeling-the
feeling that we had Iost something
which could not be replaced and
time has not effaced that feeling.
I have my possession the lathe
which Mr. Massey had under
shortly before his death.
It is similar to Fig. in Mr.
moreland’s article, but has traversing
mandrel.
It has done very little
ornamental work, but it has proved
to be a
useful tool for fine and
special
in the engineer’s shop.
When in
1898
I commenced business on my
account I resolved to maintain the high
standard of workmanship to which I had been
brought up, and, at the same time, p a y
View of
Cutter.
attention to up-to-date methods and tools.
a
matter of course,
shop became a training
for apprentices, many of whom have
done well. We did a great variety of work.
Quite a number of our lathes
to technical
i n t h e
In addition to
A p r i l
5,
The
Engineer and
machine-tool making, there
the general
run of local engineering work, and the
of motor parts. We also designed and made
numerous special machines for various pur-
poses.
Of ornamentai turning
some years we made a considerable amount,
including ‘rectilinear, oval, eccentric, and dome
chucks,
spherical
and
ordinary
slide-rests,
besides many other things which I cannot call
to mind just now.
T h e
will
an idea of the class of
To make an
epicycloidal cutter
having seen one is a
rather formidable job, as anyone trying it will
find. I am referring not so much to the high
grade of
required, but to the
amount of preliminary work and study which
such a job entails.
In this
I was
assisted by the late Rev. C. C.
a n d
other experts.
Nearly sixty special tools, jigs,
mandrels, taps, broaches, etc., were made in
order to produce this one iastrument.
The
of making small multiple-thread screws
and taps (also referred to by Mr.
land) is dealt with in my
General Work
in the Small Shop.”
this, however, is, with me, a thing of the
past. I
that the late Mr. Massey once
said. in
that there was no fortune to be
made by following in his footsteps.
And I
fear that to-day
high craftsmanship is still
more at a discount. Those who want to get
on must
brains rather than hand
skill. Of course, I do not mean that all-round
mechanical ability is not a’ great asset. But
when a manufacturer comes and asks one to
design and make a special machine, he does not
enter into all
does he care about what
t h e
is
t o b e l i k e - h e d o e s n ’ t
an ornament. What he says is
C a n
make a machine that
do twice as much
as this one does, and keep on doing it?
The reward for the use of brains,
is
none too great. The engineer cannot afford
bring out a failure, his reputation is stake.
He sows; others reap. My experience shows
that the people who get on are those n-ho
possess the kind of brain which enables them
to pick the brains of others.
I had
better not enlarge an this subject. The engi-
, whether professional or amateur, who
takes an interest in
work finds that it has,
like virtue,
reward. There is this to be
said an all-round experience, such the old
shop
could, and did, afford, is a very good
foundation for a
man to build on. The
ability to start with a sheet of paper, work the
thing out, and, if necessary, to carry
job through
is almost certain to
be advantageous to him at some time or’other.
m a y b e h i s u l t i m a t e a i m s
achievements.
A Design for a Model
Compound Condensing
Steam Engine-V.
B
Y
A
XLE
. "
(Continued
327.)
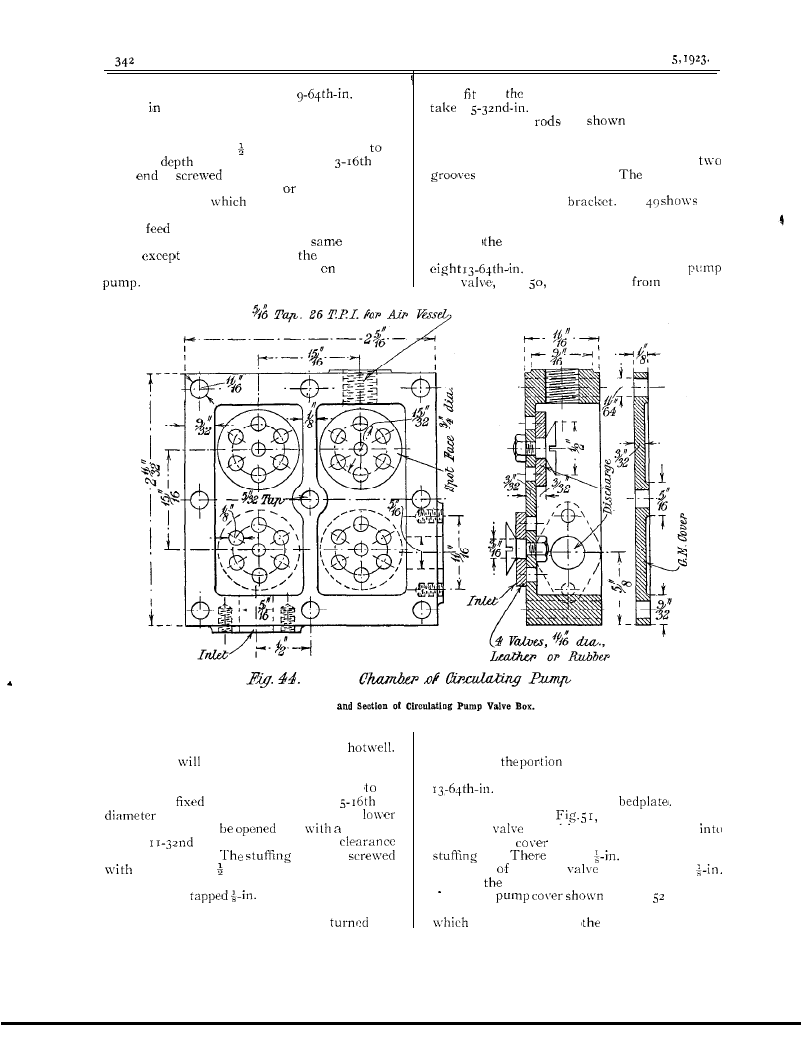
The valve box of the circulating pump is
in Fig.
It has a vertical partition, which:
separates the delivery valves from the suction
valves.
The inlet flange is on
bottom and’
the delivery is on the side of the valve box. The
casting should be machined at the joints,
register with the body and cover.
The seats for
the. delivery valves can be faced
diameter centre drill. Each seat has six
drilled in it, and
centre drilled and
tapped So. B.A., into
is
t h e
valve guards. The valve guards are turned from
bar, one end being a countersunk head with a
screwdriver slot, and the other
to take
a No. 5
nut. The valves may be made
of
or rubber.
T h e y a r e
in.
diameter and about
in. thick, and
a
hole cut in the centre.
The valve
box is drilled to suit the studs on the body. and
the centre partition is drilled and tapped No.
B.A. at the centre,
making provision for an
extra stud for securing the valve box cover.
The inlet and outlet flanges are drilled:
in. and are provided
N
O
.
in each for securing the cooling water pipes.
The top of the valve box is drilled and tapped
suit the air vessel (Fig.
The cover is made-
The Model Engineer and Electrician.
A p r i l
from a casting and has nine
holes
drilled it.
It should be faced on both sides
and the edges filed up to size.
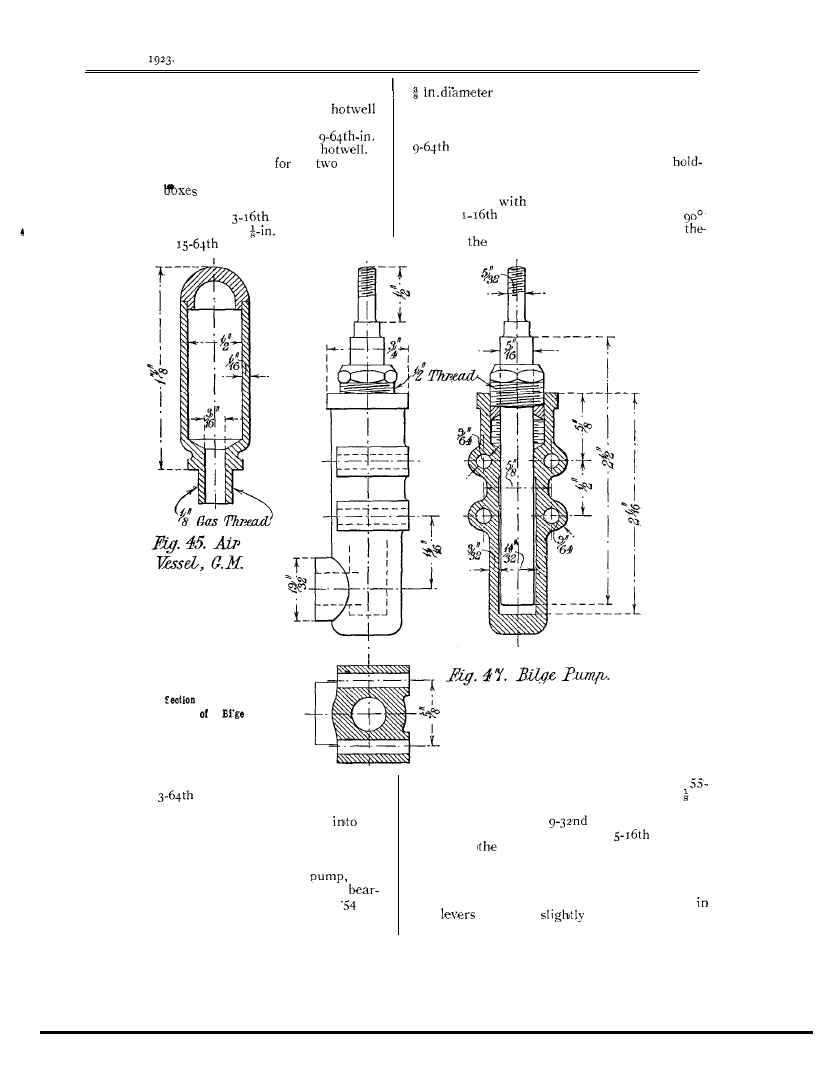
The air vessel is made from gun-metal bar. A
piece of bar is drilled in. down the centre a
suitable
and counter-drilled
in.
O n e
is
to suit the valve box. A
turned cap is either screwed silver-soldered
into the top, after
the complete vessel can
be turned and polished smooth on the outside.
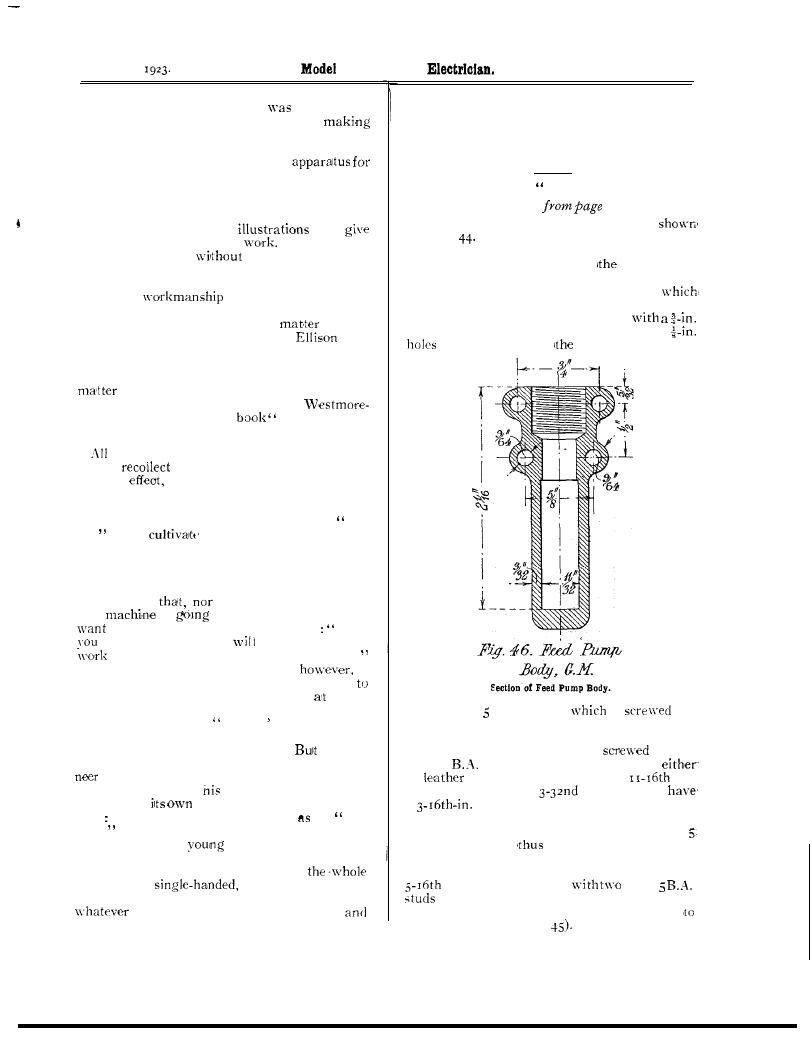
T h e
and bilge pumps are shown in
Figs. 46 and 47. They are of the
dimen-
sions,
that the bosses for
fixing studs
are higher on the feed pump than
the bilge
The bilge pump is attached to the side
push into
pump crosshead and screwed to
a
nut.
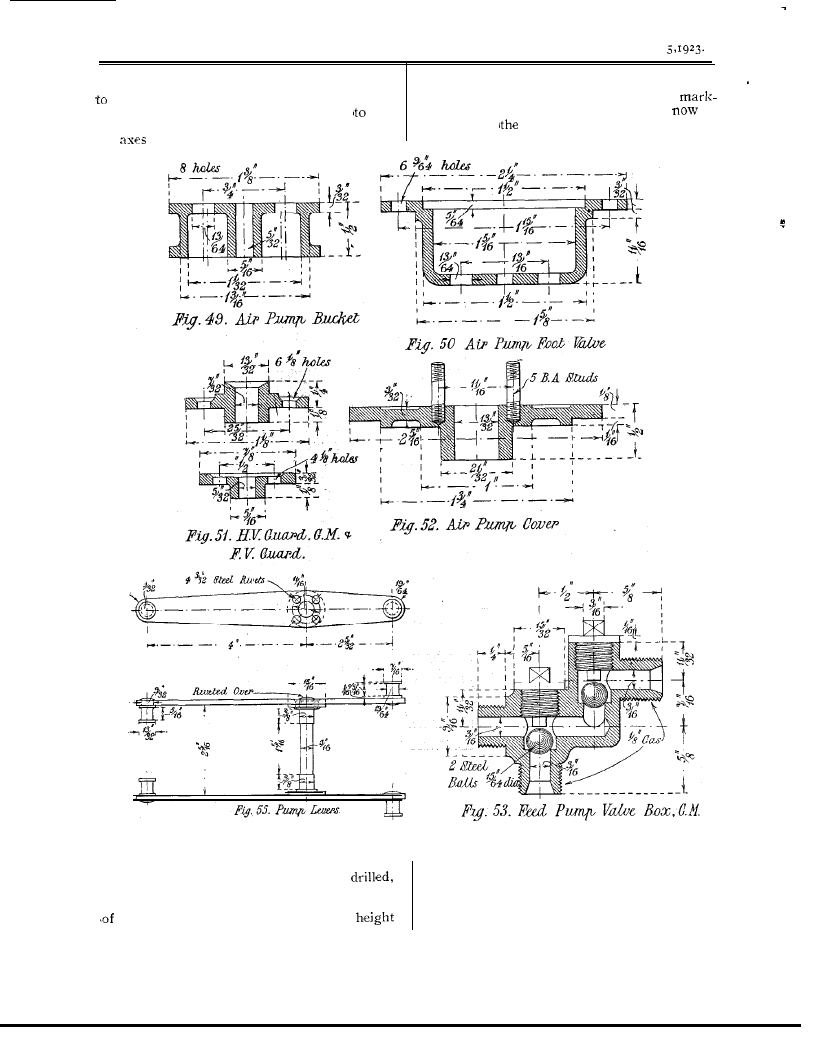
All the pump
are
in Fig. 48. The
circulating pump rod and bucket forms one
piece. The piston is turned to a good sliding fit
into the circulating pump body.
I t h a s
turned on the outside.
guide rod is
made of mild steel, and is ‘turned to a sliding fit
into the pump guide
Fig.
the
air pump bucket or piston. It is made from a
casting and is turned on the outside to a sliding
fit into
air pump barrel.
It should be
machined all over.
The seat is drilled with
diameter holes. The air
foot
Fig.
is also made
a casting
Valve
Elevation
of the circulating pump and the feed pump
is
attached to
the side of
t h e
A c a s t i n g
be required
for the pump
body.
It should first be machined across
the faces of the bosses, and then attached an
angle plate
to the faceplate and a
in.
drill put down the centre. The
portion can then
out
hooked
tool to
in. diameter to form a
for the plunger.
b o x i s
a fine thread in. diameter and the end of
pump faced. The boss at the bottom of the pump
is drilled and
gas. The plungers are
made of gun-metal and should be turned up
smooth and parallel. The top end is
to a
and is turned up all over in the lathe. The upper
side is recessed to suit the spigot on the air pump
barrel, and
under the flange is turned
to a push fit into the bedplate. The seat has eight
holes drilled in it and the flange is
drilled to suit the studs in the
The valve guards,
are turned from bar.
The head
guard
IS
turned to a push fit
the air pump
and forms the bottom of the
box.
are six
holes drilled in
the flange the head
guard and four
holes in
bucket valve guard.
The air
in Fig. is made
of gun-metal. It is bored out to suit the gland,
is identical with
gland fitted to the
April
j,
The Model Engineer and Electrician.
343
circulating pump cover. The spigot under the
and the ends faced, the caps being
flange is turned to a push fit into the
soldered in position for this purpose. The lower
casting.
The cover is turned all over. The
portion should be drilled and tapped for the
flange should be drilled with six
screws securing the caps. The feet are drilled
diameter holes to suit the studs in the
The top is drilled and tapped
the
gland
in. diameter. The rear of the casting is
drilled and tapped for the bolts and screws
adjusting studs.
ing the guide bracket. The rear face should be
The valves
for the feed and bilge pumps,
filed
The caps
Fig. 53, are machined from gun-metal castings.
up perfectly square to the base.
The ports are drilled out
in. diameter.
are provided
lubricating cups, which are
All
drilled
in. and countersunk with a
the threaded portions are
gas. The valves
drill. The caps should be pin-drilled to suit
are steel balls
in. diameter. The spigot
heads of
screws.
of Air Vessel
and
Views
the
Pump.
on the plugs should allow the balls to lift not
more than
in. The suction and delivery
The pump levers are made of steel, Fig.
ends are chamfered to suit the nipples on the
The side plates should be cut from steel plate in.
thick.
pipes. The valve box should be screwed
the
The two pieces should be clamped
pump body and should stand vertical when
together and drilled
in. diameter at the
ends for the gudgeon pins, and
in. in the
tightened up in position.
Instead of the plug
centre for
fulcrum shaft. The levers can then
over
the deliverv valve, an air vessel, similar
to the one fitted to the circulating
may
be bolted together with fit bolts and filed up to
size. The gudgeon pins are turned from bar and
be fitted to the valve boxes if desired. The
ings for the pump levers shown in Fig.
are
should be tight fit into the levers, the ends being
made of gun-metal. The base should first be
left long enough for riveting over. The holes
the
should be
countersunk on the
shaped flat. The casting can then be bored out
riveted side, for riveting.
The centre shaft is
344
The Model Engineer and Electrician.
A p r i l
turned from bar. It has two flanges turned on it
w h i c h a r e a t t a c h e d t h e s i d e p l a t e s . I n
assembling the parts care should be taken get
the axis of the centre shaft in the same plane as
the
of the gudgeons. The flanges of the
above the marking off table.
The other side
plate should be tapped on set parallel to the
ing off table. The scribing block should
be
applied to
centre of each gudgeon, and,
having adjusted them all to the same height, the
Details of Air Pump Components and Section-et Feed Pump Valve Box.
‘centre shaft should first be drilled for the rivets
and one side plate marked off from it,
and riveted on. The shaft and side plate should
now be placed in two vee-blocks and the centres
the gudgeons adjusted to the same
rivet
holes can be marked off on the loose side
plate for drilling. After drilling the plate Should
be placed in position again and four pegs light
driven into the rivet holes. The levers should
be tested again for alignment, and, if correct,
A p r i l
The Model Engineer and Electrician.
345
the plate
be riveted up. If the plate should
The links shown in Fig. connect the levers
require a little adjustment
the rivet holes
to the piston rod at one end, and to the crosshead
can be
out suit.
at the
ends.
The bearings of
links
Fig. 56 shows
crosshead for the pumps.
I t
are made of gun-metal and are connected
is made from mild steel bar. The ends are first
together with a pair of collar bolts. The bear-
turned spherical, then drilled, and faced.’ The
ings should be bored out and faced to suit the
Details Pump Lever Bearing and Brackets and Pump Crosshead.
centre portion is turned to
in. diameter
gudgeons. It will be noticed that the front links
and the fats are filed or planed on. It should be
turned bright all over. Five
holes arc
differ from
rear links in bore and length.
drilled in the
to
pump rod
The
guide bracket shown in Fig.
is made from a gun-metal casting.
The foot
centres, care being taken to get the holes parallel
should first be machined and then the hole should
each other.
be
out parallel to the foot.
f o o t
The Model Engineer and Electrician.
j,
should be marked off and
to suit the holes
in the bearing of the pump levers.
H a v i n g
u p o n t h e m a k i n g o f
the several parts of the engine, with the
of the pipes, lagging, etc.,
deal with
of the parts.
T h e
should be bolted to a
rigid
foundation.
T w o
of
b a r
a suitable
The bottom halves of
the main bearings should
be fitted into the
and the
put into place. Each
Air and Circulating Pump Rods and Guide Bar.
half main bearing should
fitted
for clearance when tightly
up.
shaft should bc
to
shake,
i n
r o n d c n s e r s h o u l d
be bolted in
the guide faces
t o
a x i s o f t h e s h a f t .
T h e f r o n t c o l u m n s
s h o u l d
e r e c t e d a n d t e s t e d
if
are all of
s a m e
by
a s t r a i g h t
edge across the top of the
top of
condenser columns and the tops
of the front columns should all lie in the same
plane.
T h e c y l i n d e r s c a n n o w b e p l a c e d o n t h e
columns for marking off the holes in the feet.
of the cylinders should be adjusted
to
centre line passing through the centres
of the cylinders
the axis of the shaft,
and
vertical centre line of the
pass-
ing through the
of the shaft.
gauge of thin sheet
m a d e t o r e g i s t e r
w i t h t h e m a i n b e a r i n g p o c k e t s , f a c e o f r e a r
columns, and the central hole in
of
c y l i n d e r w o u l d b e u s e f u l i n a l i g n i n g
cylinders.
A f t e r m a r k i n g o f f
in the feet the
s h o u l d b e d r i l l e d a n d b o l t e d u p i n
The pistons and piston rods can now be fitted
and the back of the slipper eased if necessary
t o o b t a i n a s m o o t h
fit on the guide
plate.
f u r t h e r a d j u s t m e n t o f t h e g u i d e s
due to
can be made
inserting thin
b e h i n d
guide plate.
T h e c o n n e c t i n g r o d s
s h o u l d b e f i t t e d u p
next.
T h e y s h o u l d
to
in the top end bearings
up, and
s h o u l d b e
t o
rotate about
rrankpin
the bottom
a r e t i g h t e n e d u p . I t i s p e r h a p s
to
m e n t i o n t h a t
t h e r r a n k p i n n o r t h e
should be eased to obtain the correct
and all adjustment should be made
on the gun-metal bearings.
v a l v e g e a r c a n
b e
T h e
should be
on the reversing
the shaft clamped up into position for mark-
i n g o f f t h e h o l e s
i n
t h e
a f t e r
drilled and tapped can be bolted to the
c o l u m n s . T h e
eccentric
straps
s h o u l d b e
adjusted
respective sheaves.
valve
s p i n d l e s s h o u l d b e f i t t e d
the L.P.
chest,
c o v e r s
a n d g u i d e
b r a c k e t s t e m p o r a r i l y p l a c e d i n
T h e
guide b
can then be marked off, drilled,
Elevation and
of Pump Links.
a n d p e r m a n e n t l y
u p : T h e r a d i u s l i n k s ,
l i n k b l o c k s ,
a n d d r a g l i n k s
can
L e
assembled.
T h e w o r m w h e e l a n d
s h a f t s h o u l d
fixed on the weigh shaft, and after connecting
up the drag links to determine the
position
o f t h e
t h e y s h o u l d b c d r i l l e d
and pinned to the
shaft.
(To be
April
The Yodel
and
347
Springing Model
Carrying Vehicles.
By
G
R E E N L Y
,
readers
no doubt found that if
a model
other vehicle on
juvenile (and adult) passengers may from time to
time ride, is sprung in such a
that
it
is empty its
respond
inequnlitics
of the track--when the passenger sits on it, the
springs are compressed beyond
safe limit of
Fig.
Sizes
T
WO
Springs
before Fitting in
Fig.
and
Auxiliary Springs
Under Tare Load
only. Smaller Spring
taking no
Load
Vibrations
Fig.
3.-springs
Fully Loaded, both
taking a Share
Weight according to
Pre-determined
Design.
deflection, and the truck to
intents and pur-
poses becomes an unsprung vehicle. This may
n o t h e c o n s i d e r e d i m p o r t a n t i n t h e c a s e o f
truck which is used only on a testing track at
a S o c i e t y
o r E x h i b i t i o n , b u t
c o m f o r t a b l e r i d e i s d e s i r a b l e a n d w h e r e i t i s
important that such shall be free of
possi-
bility of a derailment
the vehicle is un-
l o a d e d , s o m e d e v i c e t h a t
ensure
e q u a l
vertical flexibility under both tare and loaded
conditions is necessary.
T h e
had considered this in
w h e n
getting out drawings for some miniature-railway
coaches, a n d d e s i g n e d
he thought was
suitable
spring
gear.
T h e
a r r a n g e m e n t
c o m p r i s e d t h r e e s p i r a l s p r i n g s
but the contracting firm, not appreciating the
produced similar
guide nith
socket for one spring
These have
in
s i n c e b e f o r e t h e
b u t t h a t
t h e
t h o r o u g h l y
i - T / O N
-
I
D
Fig. 4.-Spiral Spring Deflection Curves.
s i n g l e - s p r i n g
until
Mitchell, the
general manager of the
line, gave the
writer a
to experiment
a coach.
This vehicle
one of several
noted
for dancing
on their springs
r u n n i n g
a n d , i f l o a d e d n i t h o v e r f o u r p e r s o n s
their seating capacity), hump-
i n g
rail joints, points, and
i m -
perfections in the
of the
in the
stores
t h e c o a c h
s p r i n g s
o n e
t h a n
the other, due to slight
in
diameter. Calculation
uses Mr.
values for safe
a n d d e f l e c t i o n - -
all
The Model Engineer and
j,
were
strong enough--i.e., were within the limits
of safe stress-they were weak in deflection,
the figures also
that they would close
with a load of
persons plus the tare weight
of the coach.
To get over the trouble and to revert to the
original scheme without involving structural
a set of four auxiliary springs were
designed, which
loosely fit inside the exist-
ing weak springs. Unloaded, the springs would
lie as shown sketch, Fig. but in the coach
running without passengers the new inner
springs were arranged just come into action
when outer main springs are compressed by the
load of the vehicle.
fully loaded the
two springs support the load (Fig. 3) on
of
the individual axleboxes;
main springs
taking
tare weight,
per wheel* plus
four or five passenger load-say,
lbs. per
wheel-the auxiliary ones the remaining
lbs.
A fourteen-mile trip showed that the dithering
or dancing under empty conditions had stopped.
Evidently the periods of the two sets of
springs being different, any
for vibra-
tions on
outer main springs was checked by
the auxiliaries.
For the overload test the
employed ten of the heftiest navvies engaged
on the new
at Murthwaite and Ravenglass
The coach showed no signs of the bumping
previously experienced. No
Mr. Mitchell
see his way clear to fit all the troublesome
roaches with the additional springs.
The
bumping
is
unpleasant,
while
the
might at any time cause a derail-
ment, although the chances of continued
of the periods of
springs and
those the inequalities in the track which set
up such vibrations
remote.
FOR
S
PRING
C
A L C U L A T I O N S
.
S D
where
in inches.
f
Safe stress of material.
in pounds.
Safe load in pounds.
M = Modulus of elasticity.
diameter of spring in inches.
of wire in inches.
of coils in spring.
Fig. 6.
Wilson
gives a value far of
to 60,000
per sq. in. for wires under
and
for wires of in. diameter.
modulus
of
for
wire and
I
for
wire.
wires these formula may be sim-
plified as
D3
In designing a
calculations
are necessary (
I
) to ascertain whether the spring
is not
and
(2)
to determine the
size of the spring required to produce a given
deflection under a given load.
per 100 Ibs. load
and coils
1626
27,500
D
T h e w r i t e r usually roughly
e s t i m a t e s
suitable size, then calculates its defection,
altering proportions until the required amount
o f
( o r
i s
obtained.
Finally it is checked
safe stress. If the
toad overstresses the spring then the
must
be increased in diameter,
to adjust the
to
desired amount,
diameter
and the number the coils will have to be
increased. set of curves for both functions are
given in the writer’s book,
S t e a m
Locomotives,” are identical with
repro-
duced herewith. These curves are applicable to
the smaller sizes used by
railway
It will be noticed, obtaining a suitable
that the wire varies the amount of
or
inversely as
fourth
of its diameter, while with the diameter of
the spring a cube law is
observed. The
and number of coils vary the deflection directly
therefore half the load, or half the number of
coils, means that
half the deflection will
be observed, in
case.
The following
may be used where
the curves cannot be applied.
vehicles are four-wheelers.
The safe toad may be increased inversely to
the mean diameter of the spring, while altering
diameter of the wire,
or decreases
the safe load as the square of the respective
To make the formula more useful a
table may be prepared for office workshop use,
in which all the gauges
likely to be used
are tabulated their squared, cubed, and fourth
power dimensions, the simplified formula can
then be more easily handled, as it is often
A p r i l
The
Model Engineer and Electrician.
349
sat-y to try various
of diameters
before a satisfactory
is obtained.
Where no drawing is sent care should be
exercised in ordering springs.
Manufacturers
must know either the mean, inside or outside
diameter (preferably the latter, except where
springs work on a
the length unloaded.
number of complete coils, the size and shape
of the wire or the diameter or gauge of
if round, whether
spring is for compression
or tension, and, finally, the requisite finish and
shape.
i
f
64,000
Fig.
Load
for Small Spiral Springs.
For the
cylindrical compression spring
with flat ends the order would read as
springs off, compression, R.H. coils,
ins. long
No.
I O
g a u g e
wire, ins. outside diameter, cylindrical form,
ends
square, japanned.”
In any case, don’t forget that the springs will
be received in their unloaded length, and
that their position in a vehicle will be repre-
sented by
unioaded length minus the
amount of deflection
under the tare load.
In arranging
coils sufficient space between
them is necessary to provide for the maximum
deflection.
Workshop Topics.
The
items
under this heading relate to work
and other matters dealt
in
T
HE
E
NGINEER Workshop
66,
Street,
E.C.4.
A
Six-point Turret for Use on a Lathe
Boring Table.
T
HE accompanying photograph (Fig.
I
) shows
a
SIX
turret,
has been made
a student of T
H E
M
O D E L
So far as the
is concerned, how-
ever, in addition to advice given under instruc-
tion, the only work carried out was the turning
and boring the main casting and
the
cutters, t h e a c t u a l
d r i l l i n g
fitting, and making
various shanks was all
carried out by the student upon
lathe in-
tended to take the accessory, and this was at
h i s
Perhaps the most interesting
Fig.
Turret for Use on Boring Table.
t is the
o f
the clamping
arrangement on each shank, which carries the
cutters.
This was originated by the
student
himself, and
the subject matter of a
complete
under his name
it seems doubtful-a
shared by the
would-be patentee-that it
be upheld, the
having very closely been
before.
Having been, at any rate, published prior to this
there will be harm
in desoribing
it. Fig. (a drawing)
the idea as carried
on this
The
shank, which is
made ins.
is turned eccentric, flush with
one
of the
diameter head. There is
nothing particularly new in this’, however, the
same idea being
on
American lathes
for the purpose adjusting
cutters to
centre
The shank is held, in any
it is put, in a similar size hole in the turret,
and, by taking advantage of
the crank-pin
movement of the
relatively to the shank and
The Model Engineer and
setting, the
upright in its own clamp, it
can be adjusted within its limits of throw to
any height.
It is the clamp of the tool itself
which is the novelty,
this is shown in the
section of the
head to the left and front
of the same to the right.
The head is
recessed in. diameter in. deep at centre
distance of about
in. out of centre with
the head.
this is
nice push-in fit,
a solid
gland piece,
has a hexagon
head.
This is
clamped in tightly, or
temporarily
into the head, to be drilled
to take
round cutters. Then drilling is done
concentric with the head, and, therefore, about
oversize for turning, and
machined
all
‘J‘he first operation was to chuck it
truly, base face outward, and
true
chalk to the outside. The bodv was then
to ins. diameter up the
and
base
cleaned up to a flat surface. Next, the centre
cut out a graver,
block drilled
centrally, in. cleaving.
The inset
face,
in. deep and
ins. diameter,
then turned, by means of an end-facing
boring tool, faced from the centre outward, and
the same tool the
dnep recess
bored out.
‘l‘he job
then reversed in
the chuck (an independent
the
Details of Six-point Turret and
its
Toolholder.
in. ‘eccentric
the gland, and is holed
to
t a k e
cutters a push-in fit.
When the gland is set free it is
to give it about a quarter turn either
means of
and it grips the
so
effectively that even cranked side-cutting toots
will not move. It is essential, of course,
the
tightening
direction of turning
on
tool
(if any), so that any tendency turn tends to
it rather than the reverse
3 shows the proportions and details of
t h e
d e s i g n e d
use on a
q-in. round-bed lathe and upon the upper, or
cross slide,
table of the same.
I t
made from a solid cylindrical block of
iron,
base set right up to the jaw faces and the turned
portion
set running dead true. In this
setting the outside was turned to match the
and
faced
U p o n
the latter
a ring,
diameter, was
upon which to set out the
stud centres. If we now look at the
see
are
five
at the
t o p . T h i s i s b e c a u s e t h e s i x t h p o i n t w a s
arranged to take
Morse taper shank,
which, in the picture, is shown mounting a
small drill chuck with that form, of
shank.
The remaining five are
to take
shanks in
in Fig. 3,
drill is at such height
the base
their centres level with the lathe centre.
The Model Engineer and
T h e m e t h o d o f
the
s h a n k s i s
seen
i n t h e r i g h t - h a n d sectional elevation of
Fig. wherein
sectional line is
a plane
level with the stud, and
to the radial
c e n t r e
s h a n k .
s e e ” ,
stud is #-in. plain round piece in a
hole, threaded at top and
a nut and
w a s h e r in fact, a headless
bolt. his hole
s t a n d s a t a c e n t r e d i s t a n c e o f
in.
the shank
The
as follows
T h e r a d i u s o f t h e
circle is
out six
round the marking off, and five of
these points are dotted out for drilling.
i n . d i s t a n c e f r o m
m a r k s
are
on the circle,
the same
a b o u t ,
a n d
m a r k s r a d i a l l i n e s a r e
scribed, and
square with the top and
the sides of
‘ t u r n e d c v l i n d e : . T h e s e
l o c a t e
vertical position on the
of
six of the horizontal
T h e
a c r e t h e n d r i l l e d t h r o u g h
b l o c k
of a
d r i l l . T h e j o b
its boring table, and
height for the horizontal
marked off against a
centre in either
o f t h e
d o t t e d o u t
f o r
The studs
m a d e f r o m
b o l t s
a n d n u t s , b u t , as we have not the exact pro-
cedure carried out in this case,
will point
o u t
o f d r i l l i n g t h e
A s
be noted, the drilling of the
in the case of
parallel
c u t s
a
p a r t i a l l y
its
stud, and, therefore,
studs must be
i n p o s i t i o n d u r i n g t h e d r i l l i n g ,
w h i c h
o u t w i t h
b o l t e d t o
its
table.
O n e
is, keeping the
b o l t s i n
t h e i r
f o r m , t o n u t
t i g h t l y
in their
the heads at the
a n d
to set
job up upon a lower boring table,
a l l o w i n g
t h e b o l t h e a d s r a i s i n g
j o b .
A n o t h e r i s t o
t h e t u r r e t
t h e
s t u d
on its
table, and start the five
holes,
going deep enough to reach
and then
up as
to finish the drilling
w i t h t h e b o l t s i n .
s e t t i n g i n t h e s e
of course, have
out to
setting out
the drilled
l e v e l w i t h
t h e
I t i s n o t
i m p o r t a n t ,
that
h o l e s s h o u l d
level with the centre, except in the case of those
w h i c h t a k e b o r i n g
drilling
t h e
do the iob is to cut off
the stud bolt
so that the stud
little
t o n g , a n d t o u p s e t
T h a t i s , m a k e
point suitably hot for short
and
bulge it
h a m m e r i n g
on (hot end
p r e f e r e n c e ) .
careful fitting, ta
reduce
end in diameter that
pulled into
p o s i t i o n
the nut and
with the point
f l u s h ,
s l i g h t l y
f l u s h , n i t h
b a s e ,
the stud is
firmly held in
h o l e .
this
all the drilling can be
the
turret in its normal positioa, but the studs must
b e q u i t e
held or a broken drill is
to result.
t h e d r i l l i n g t h e n u t s a n d
are
studs
o u t a n d
reduced to a
n i c e
fit foe use as clamps.
modification
this idea. but
wants
careful drilling, is to
the first place,
a” -undersize drill for the stud holes.
The next
s i z e s m a l l e r
in. is
w h i c h
is
in. less than size. If this drill
it
n o d o u b t , g i v e
a
in
a
b o l t
b i n d . a n d ,
obviate
process. I” this
case the vertical
after the horizontal drill-
ing,
have
be opened out
m e a n s o f
r e a m e r . T h e u s e o f
s i z e d r i l l
(letter U)
give a hole
“thou” under-
size, and
the
would have to be
r e d u c e d , o r
f a k e d r i l l i n g a d o p t e d .
fake
d r i l l i n g i s m e a n t
drill
to be ground
eccentric to give a hole
a little
size,
is doubtful
be upheld right through such a
long hole.
A s t o
drilling of the
t a p e r h o l e ,
this can be done
r e f e r e n c e t o t h e
clamps, the first hole being
right ‘through.
t h e
a r e c a r r i e d t o t h e
centre.
the first hole
t a p e r c a n b e
r o u g h e d
by
drilling (see a paragraph in
t h i s c o l u m n
S t e p - d r i l l i n g a T a p e - , ” o n
p a g e
o f V o l .
T h e h o l e i s t h e n
m e a n s o f a N o .
I
M o r s e t a p e r
reamer, held in a chuck, the job throughout the
o p e r a t i o n b e i n g
i t s c e n t r e
stud in its normal
detail of the
stud is given Fig.
T h i s i s
f r o m a
b o l t , a t
ins.
under the
‘1
thread
is
a dead end about in., or a
l i t t l e
f r o m t h e
o f t h e h e a d . T o
this a nut is fitted, so that its flat face, when
to
t i e e n d
s t a n d s n o t
more than
i n .
t h e
This nut id turned to
i n . d i a m e t e r , o r
l i t t l e
t h a t i t m a r
t h e
recess in base of
It is flattened
in. width, in order
USC
a
on it. The hexagon head of bolt is reduced
c h u c k
to
i n . t h i c k , a n d t h e
h e x a g o n f i l e d
in. across the flats. Parallel
pair of its head flats, the bolt shank is
reduced
flats to
in. a-ide.
a n d f o r a in.
h e a d
T h i s :
then,
go a sliding into the T-slots of
p a r t i c u l a r l a t h e
the nut acting as
I n a c t u a l p r a c t i c e , h o w e v e r , t h i s n u t i s
arranged to screw down and hold the stud
at a fixed position in the slot,
t u r r e t t h e n
never varies its centre
as it might do
the top nut is loosened
the turret
and this lower
were not fitted.
The Model Engineer and
April
Finally, we may point
that certain of the
cutters had to be made
This is for the
such cutters to run u p t o
chuck jaws without the neighbouring tool
to the left of it fouling the chuck body. In
(Fig.
I
) the two tools affected
the parting tool the extreme right
the one
behind it, which is an angled screw-cutting tool.
The latter is
that,
it is set
the
gauge square nith the turned work,
the shank stands nearly degrees out ot
square with the lathe bed. By this means
next
t h e c h u c k s t a n d s p a r a l l e l
about with the lathe centres and clears the
chuck body. The parting tool is similarly made,
being filed first to
left side, after being
out a little
hot. When it
finished it
of course, straight,
before
hardening, it
made hot and set a
to
the right, so that it
the work in the
straight
with its shank angled as above
and the
similarly angled
cutting
also clears the chuck.
We may point out that the drill chuck shown
its regular fitment,
actual drill chuck
used being of the &dell-Pratt pattern on
parallel shank, which shank is seen to the
i n F i g .
I
.
We are told that this
tool is
in
producing work on
repetition lines
accuracy and
As an after-thought
may point out that
the
sliding studs were actually long bolts
with heads fitted to the slots of boring table,
and being bolted down tightly
held rigid
during the drilling
horizontal shank
holes.
The turret is drilled with six pin holes,
spaced on underside, so that, upon a single pin
set in boring table, it may be on occasion used
to locate all six
accurately.
the
of the burning
of
has
that it is of great import-
ance that only a
quality of cast-iron
should be used for
part of a boiler furnace.
Ordinary foundry iron,
used for
bars,
phosphorous and sulphur, which
w h e n
in
furnace change to
whose melting point is nearly
degrees lower than that of pure cast-iron. Con-
sequently these impurities melt and run out,
l e a v i n g a
mass
is very
oxidised at furnace
a result
of study of these
cast of
a specially pure iron have recently bean put
upon the market, which are claimed have
from
to ten
the life of the
commercial type.
J. II. H.
for your letter
and suggestion handbook. We will bear it
in mind.
Model Marine Notes.
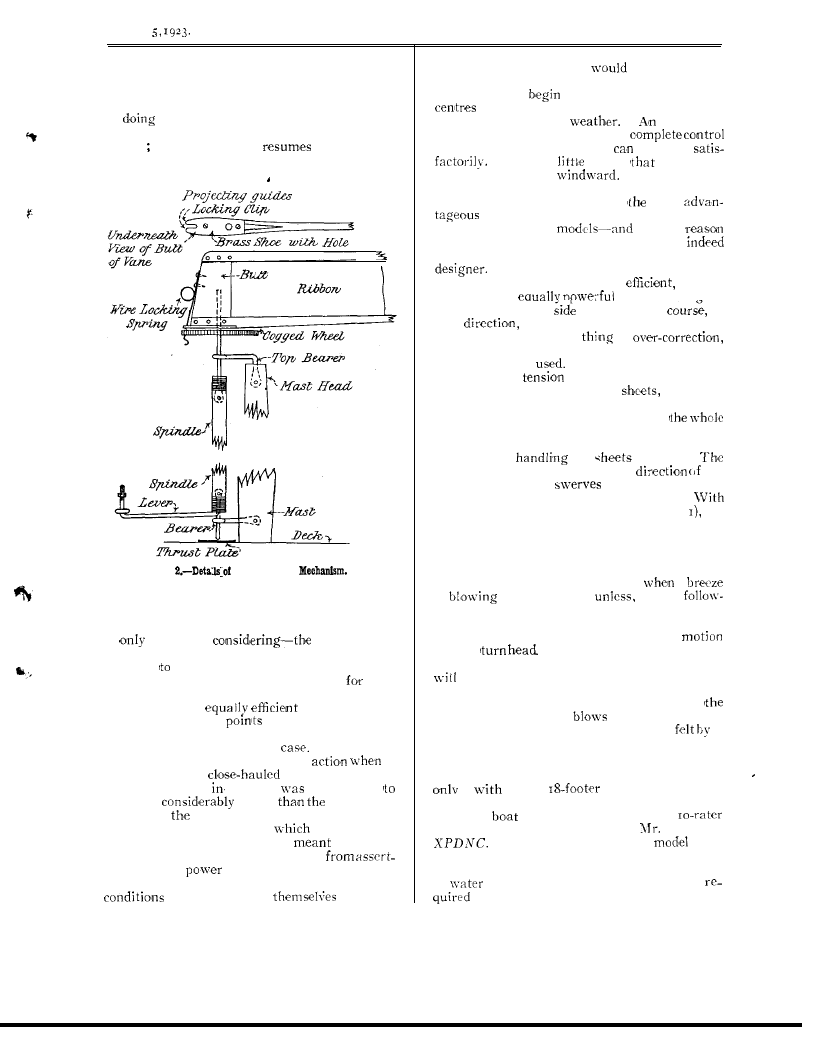
Vane Steering for Models Sail and
Power.
By H. H
A M B L E Y
giving details of the construction of
apparatus at its present interesting
stage of development, a model fitted with which
shown at the
Exhibition
of January,
it will as well to
the essential
of this departure from
the
accepted methods of
steering
and
to
briefly the case for
Fig.
Arrangement the Vane Steering Mechanism
to Boat.
its adoption, based on evidence derived from the
experiments which have
made up to the
of
these notes.
the idea is both simple and
sound. It is to harness the rudder
of a
to an adjustable
at
mast-
head in such a way that
vane
turn t h e
forced itself to turn by the wind,
the reverse way to that in which the vane
This vane, or stiffened flag, must be
capable of being secured at will at such an
angle to the boat’s course that it blows
out
directly before
wind
the
is pro-
ceeding on her course with the helm amidships.
While in this position it exerts no power; but,
A p r i l
The Model Engineer and Electrician.
353
immediately the boat swerves, bringing a cur-
rent of wind to bear on one side or the other
of the vane, the fatter will tend to resume its
original position with regard to the wind, and,
in
this, brings the rudder round in such
a way that the boat is steered back to its proper
course where the vane
its original
angle to the boat’s course, and the rudder is
steadied.
for
Fig.
Vane Steering
It may be asked by those familiar with the
wonderfully accurate steering that can be accom-
plished with the gears (or rather gear, for there
is
one worth
Braine), what
particular advantages has this new gear, un-
familiar them in principle and practice, over
others?
I will try to state the case
it as
fairly and moderately as I can.
Firstly, it is
in correcting
deviations on all
of sailing. This is a
unique claim to make for a model steering gear,
but fully justified in this
Every other
gear has to be thrown out of
it
comes
to real
sailing, but the
model exhibited January
pinched up
a course
closer
usual four
points off
wind a few days ago, and held
a steady course at an angle
would, in the
great majority of cases, have
shivering
in irons most of the time. I am far
ing that the
to accomplish such a feat
is of great practical use in model racing, but
will
suggest
to ex-
perienced men when it
be very useful
indeed.
Then, with this means of control, a
designer may
to take liberties with his
of effort, knowing that he can control
lee helm as well as
important
point in connection with this
is that a single-sailed model
be sailed
There is
doubt
such a rig
is advantageous to
It may be laid
down as a certainty, in the case of a manned
boat, that the smaller the boat
more
is the undivided sail-plan.
If this rule
holds in the case of
I see no
why it should not-vane steering is
worthy the attention of
the model yacht
Secondly, the vane is equally
equally
delicate and
in correcting de-
flections on either
of the correct
in
any
and under all circumstances.
There can be no such
as
and under-correction is only possible when too
smali a vane is
The delicate operations
of altering the
of rubber cords, lengthen-
ing and shortening levers and
involving
endless experiments
and occasionally a bad
mistake, are all done away with, and
question fines down to judging correctly the
direction of the wind in relation to the boat’s
course, and
the
properly.
vane’s action is governed by the
the
wind.
If the boat
slightly, the helm
given to correct it is slight and gentle.
front lever and tiller of equal length (Fig. the
correcting angle taken by the rudder should be
about equal to the angle of the boat’s deviation
from her course.
Thirdly, this gear is capable of being used to
steer a power model at any time
a
is
on the course,
with a
ing wind, the boat is as fast, or faster, than the
wind. I know little of power models practically,
but it is a scientific fact that all boats in
tend to
to wind. The use of this gear
will prevent this, and a strong and steady breeze
be as good as a man at the helm.
It must
be borne in mind, however, than the vane must
be set for the apparent breeze, which, in
case of a fast model,
apparently from
more ahead than the true breeze as
a
stationary object.
This, briefly outlined, is the case for vane
steering.
Experiments have been made, not
t h e
e x h i b i t e d a t t h e
Horticultural Hall, which was specially selected
as a hard
to steer, but with a model
built to the well-known lines of
Daniell’s
This beautifully balanced
gave
excellent results at the first trial, sailing l o n g
distances-about ha!f a mile-on a large sheet
of
in practically straight lines in any
d i r e c t i o n , e x c e p t ; o f c o u r s e ,
the
The Model Engineer and Electrician.
April
degrees, more or less, on either side of the
wind’s eye, which is closed to direct progress
by
sailing craft. The vane gave
of
equal merit on these courses.
I will close by giving such details of
struction as will enable anyone to fit this gear to
any sailing or power craft where the
mast-
head rises approximately clear of other spars.
The reader must bear in mind
all parts are
simplified to suit the use of
and
materials by an amateur workman.
But any-
one who
the same methods will find the
results strong, light and efficient. They have
also
of being inexpensive.
First the vane itself. This I make long and
narrow, in. to in. by in. Vice-Admiral
of the Royal Dutch
who has
been
independently with a similar
gear for some years, uses a short, almost square
vane, which he finds
and satisfactory.
But I have retained
long one, after due con-
sideration,
the sake of the presumably
sensitiveness to small changes of direc-
tion, and, therefore, probably finer steering.
The framework
is of three pieces of pine,
shaped,
joined, like a hair-pin (Fig.
I
) .
Top and bottom pieces are about
in.
square, ‘tapered to
in. at the ends.
The
Wheel
Lettered and
butt (Fig. is about
in. by in. I
generally saw the top and bottom frames open
at the butt (see Fig. and insert the upright
portion in
opening. The three parts are
then
secured
and pinning
copper pins). This frame has a piece of silk
ribbon (colour to taste) laced into it with cotton
or thread. This is finished off with a free inch
two. The butt of the vane is now shod with
a brass plate (Fig.
which projects level with
the cogs of the wheel below, and has a slot sawn
into it as a guide for the wire locking spring
(Fig. Into the plate and emtending up into
the butt of the vane is now drilled a hole to
receive the top end of the steering spindle, which
is the centre of the vane’s
the
adjustment is being made, by dropping the wire
spring
a
of the toothed wheel
below.
The spindle above mentioned forms the first
stage of
vane’s connection with the rudder.
This may be
inside the mast, if hollow;
or, if the mast is solid, the spindle revolves on
bearers projecting obliquely
from
the mast at top and bottom to avoid touching
fore-stay (Figs.
I
and The spindle itself
may made of wood, wire, or metal tube.
Mine is wood, with top and bottom ends of
brass
but this was merely a matter of con-
venience and ease construction with
and materials. The wires are flattened at
their ends and driven into the ends of the
wooden rod, which has first been whipped with
stout thread.
If considered necessary, a small
may be drilled through flattened wire and
wooden spindle, and the whole riveted together
with a brass or copper
The
piece
of wire is tapered a point, which may rest on
a brass thrust-plate on the deck. This bears the
weight of the whole fitment and gives
the
minimum of friction.
Just clear above the mast-head, on the wire
portion of the spindle, is now soldered a brass
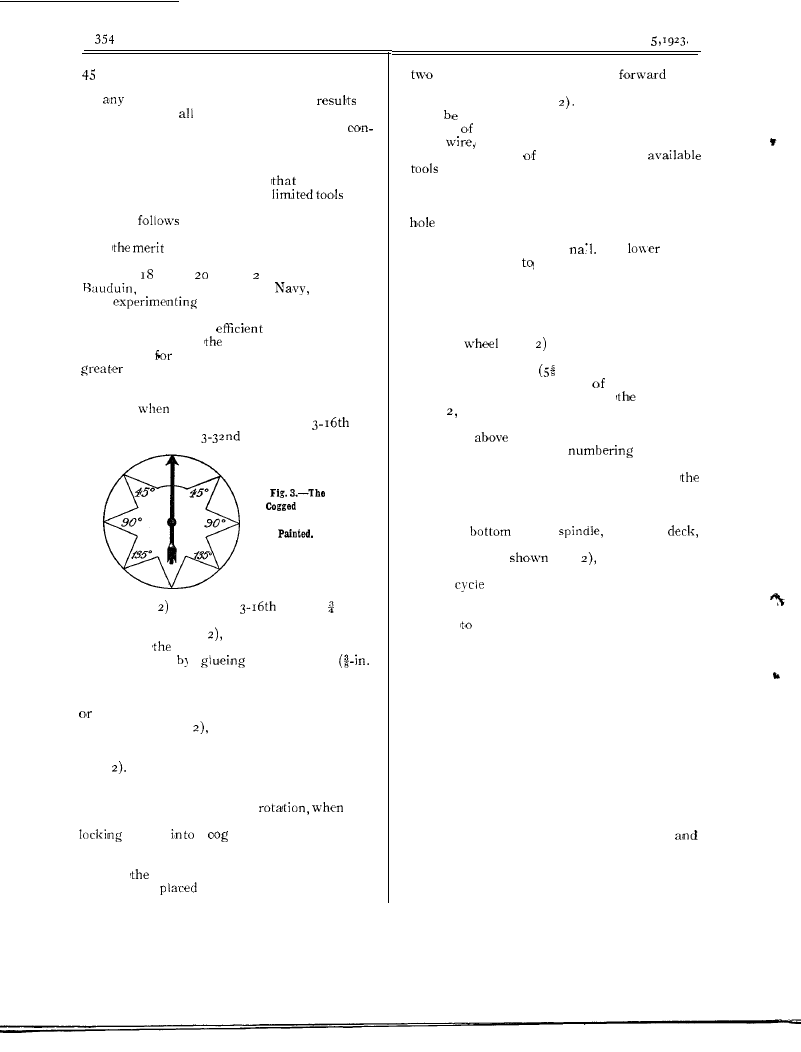
c o g g e d
(Fig. of 32, 40, 48, 56, or 64
teeth. Sixty-four is the ideal number, as it
makes
h a l f - p o i n t
degrees) differences
possible in the adjustment the vane. The
vane can now be pushed down on
projection
(Fig.
dotted), and locked between any two
cogs at will by means of the brass wire locking
spring, as
described.
Fig. 3 gives a
method of paintiag and
the top of
the cogged wheel, painting the port side red
and the starboard green. The arrow shows
boat’s direction with the helm amidships. It
is important to note that star points and arrow
points must end in slots, not cogs.
At the
of the
near the
a wire rod projects, horizontally, about three
inches, fitted as
(Fig. with a shoulder
and nut.
I improvised this portion of the gear
with a
spoke nipple sawn in two,
the
head forming the shoulder and the rest the nut.
Its proper position is at right angles, or there-
abouts, the boat’s length (Fig.
I
)
Between
the shoulder and nut is fitted the end of the
connecting rod (Fig.
I
).
The rudder, if not already fitted aith the
ordinary yoke or quadrant, when it is only
necessary to pivot the rod to the extreme hole
in yoke on the opposite side of the boat from
that on which the spindle lever projects, has
to be fitted with a thwart-ship ‘tiller, which is
an exact replica of the spindle lever, but fastened
to the rudder stem on the opposite side from the
spindle lever, as above.
The connecting rod itself may be made of
wire, metal tube, or of wood and wire, in the
same way as the upright steering spindle. This
is fitted over the projecting portions of lever
tiller, and the nuts screwed on. In the case of
a yoke being already fitted, it is pivoted into
it by means of the usual bayonet-shaped hook,
just like those on the already existing steering
sheets.
A p r i l
The Model
and Electrician.
355
The vane is now connected with the rudder
in the
already specified in the
of this article.
I h a v e
m u c h
about the
simple methods oi using it that
it is unnecessary to repeat
Workshop Notes and
Notions.
Short practical notes
invited
this column.
be
based on
the sender’s
experience,
and should be marked W
ORKSHOP
the
Accepted items are
for
a
few
days
Unaccepted
notes
be returned
addressed
be enclosed.]
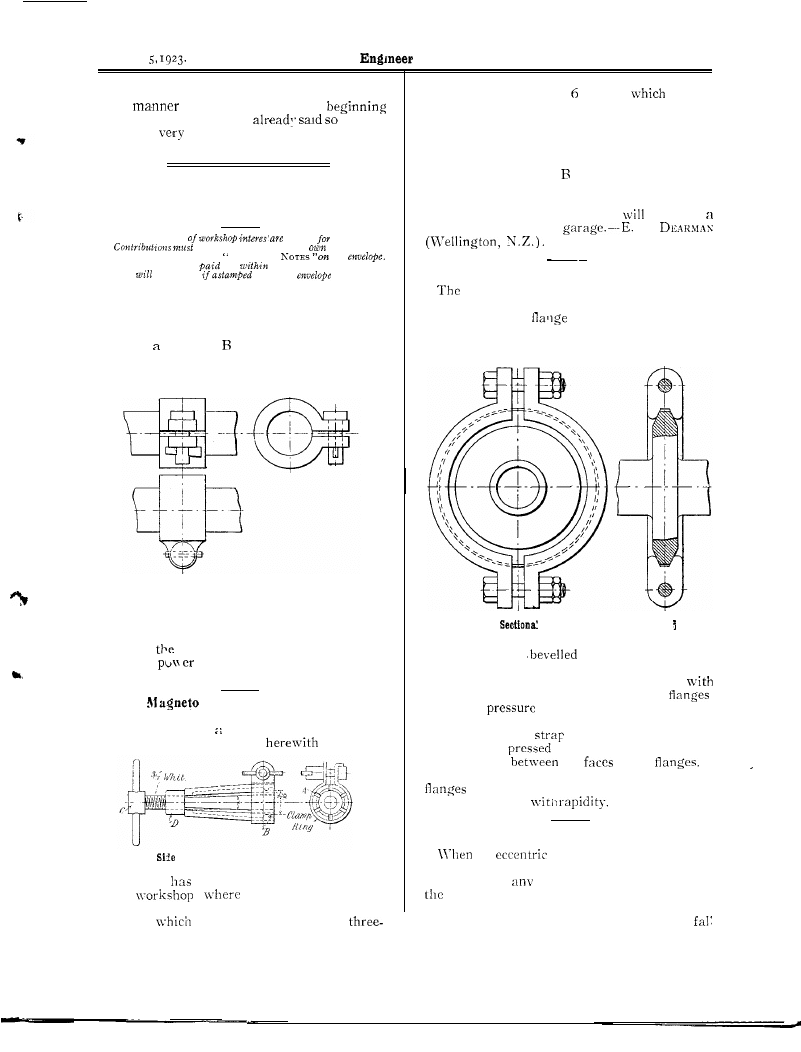
Split Lugs.
The sketches below show a method of securing
a split-lug to a shaft other than the screw
principal. The lug is secured to the shaft by
means of taper key passing through the con-
tracting pin C, and bearing against the bracket
A. An advantage by the method described is
Diagram showing Method of Securing a Split Lug to a Shaft.
that the lower bracket A can be considerably
less in thickness, as compared by the screw
principal where there must be an increase of
metal for
thread, thus diminishing the con-
t r a c t i n g
of the lug, apart from the
danger of stripping the thread.
Ball Race Extractor.
Seeing the enquiry for a magneto ball race
d r a w i n g t o o l i n r e c e n t i s s u e , p r o m p t s
me to give the drawing
of such a
Front and
Elevations of Magneto Ball Race Extractor.
fitting. This
done long and faithful service
in a
magneto repairs are
specialised in. It consists of three parts, namely,
b o d y D ,
i s s l i t l o n g i t u d i n a l l y
quarters of length by slits A,
allows
for contraction and expansion when attaching
fitting to ball race, and has an internal pro-
jection B, which fits into groove of ball race.
Dar-wing screw C, by pressing on end of
armature spindle, removes race. Clamp ring
holds the projection firmly in race groove
during the drawing process.
It is the outcome of much experimenting to
produce a permanent tool, and
be found
great asset to a n y
C .
Pipe Couplings.
ends of the pipes to be coupled together
are fitted in any known manner with flanges.
The back of each
has a bevelled surface,
such surface forming a frustum of the surface
of a cone co-axial with the flanges.
A strap
End and
Side Elevations of Pipe Joint
having similar
surfaces is clamped
round the periphery of the pair of flanges so
that its bevelled surfaces are in contact
the bevelled surfaces on the back of the
The radial
between the bevelled surfaces
on the strap and the bevelled sut-faces on the
flanges when the
is tensioned, causes the
flanges to be
together, and thus a tight
joint is made
the
of the
By the method described and illustrated the
may be considerably less in diameter, and
coupled together
Turning Eccentrics.
an
and shaft are machined
from solid bat-, or the former is shrunk, keyed
or secured in
form whatever to the shaft,
final machining of the eccentric may be
completed between the lathe centres.
If the
eccentricity be too g-eat for the centre to
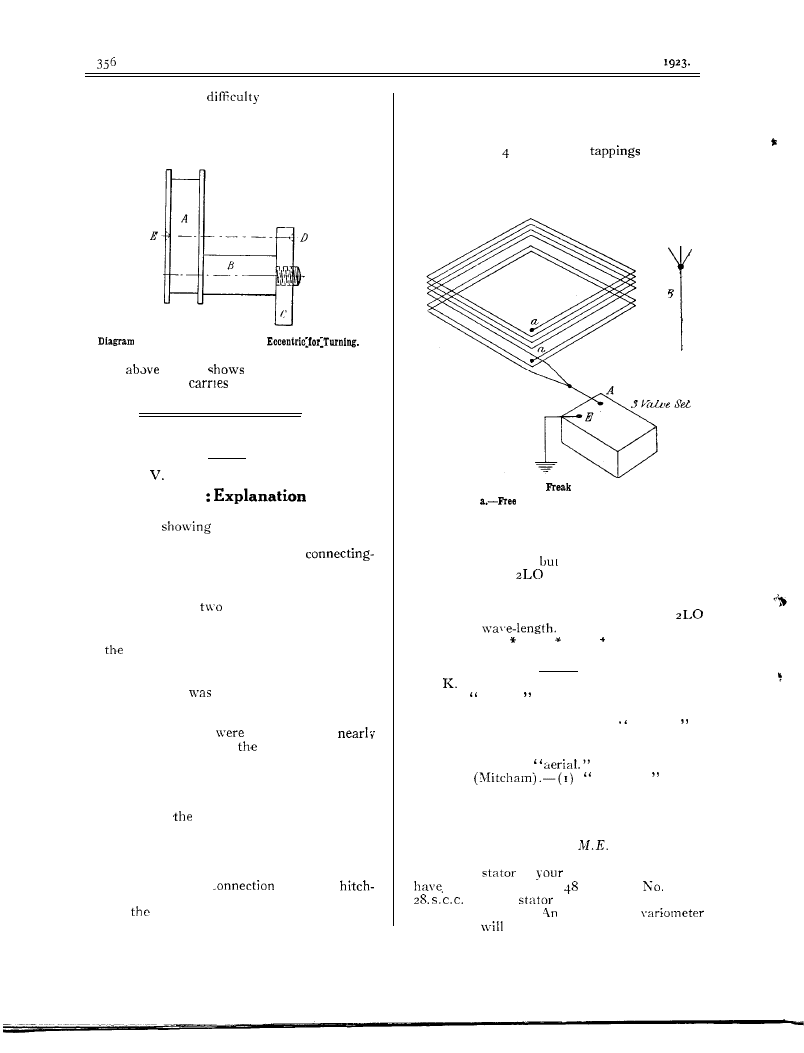
The Model Engineer and Electrician.
April 5,
upon the shaft, the
may be overcome
by leaving the shaft sufficiently long enough to
form a screw to carry a nut which is of a suit-
able diameter to carry a centre opposite to that
of the eccentric.
showing Method of Mounting
The
sketch
an eccentric A and
shaft B, which
a nut C for the dead
centres D and E of the eccentric A.
Radio Engineering.
By W.
D E L V E S - B R O U G H T O N .
A Radio Puzzle
Wanted.
When visiting a friend’s house one evening
he
was
m e
his
three-valve
B.B.C. wireless set and a frame aerial that he
had made for it. In the hurry of
up he joined the ends of two windings on the
frame to the aerial terminal on the set, leaving
the other ends free. There were four turns on
one winding and
on the other. The earth
terminal remained connected to earth.
The above explains the connections. Now
for
weird results.
First, the signals were stronger than when
t h e f r a m e a e r i a l
was connected properly.
Secondly, there
no appreciable directive
effect left in the frame, and, lastly, when anyone
in the room touched the lead-in from the over-
head aerial, signals
intensified to
the same strength as if
aerials were con-
nected to the receiving set.
This touching the aerial could not have caused
any direct connection by leakage, as it did not
matter if the person holding the aerial wire
was close to
instrument or far away or
whether he had the ‘phones on his ears or was
entirely disconnected. Neither did it seem to
be a capacity effect, as approaching the frame
aerial did not increase the effect.
Another point in
with this
up is that although it is practically impossible to
m a k e
v a l v e s h o w l w i t h t h e u s u a l c o n -
nections they started howling with the slightest
provocation when connected as shown in the
sketch below.
The size of the frame aerial is one metre on
each side with a total of 16 turns, the first
tapping being turns with 6
of 2 turns
each, so arranged that only the turns in use
are connected. No other combination of turns
gave such good results as the combination
sketched.
B
Diagram of
Connections.
a and
Ends of Coils on hams Aerial.
B.-Overhead Aerial Disconnected.
A.-Aerial Terminal on Receiver.
E.-Earth Terminal Connected.
As far as my experience goes no signals should
have been received
we heard Beethoven’s
Sonata played at
perfectly and should have
heard more if we had not been trying other
unlikely connections, which rather spoilt the
music.
So far we have only tried this on
369 metres
Replies to Wireless Inquiries.
F. (S. Farnborough).-It is very doubt-
ful if the Ducon will be satisfactory in your
case as the amount of wiring in your building
is extremely small. When the Ducon is
used from public supply mains the whole
system of wiring in the area supplied by those
mains acts as the
C . J .
Hertzite works
best with a copper or brass point.
It is of
little use connecting L.R. ‘phones in series
with the idea of bringing up the total resist-
ance. Each pair of ‘phones must be of the
necessary resistance.
See
for August 3,
1922.
(2)
You
do not state the width of the
rotor and
of
v a r i o m e t e r .
If you
room for it, put turns of
26 or
on the
and 96 turns of the
same on the rotor.
article on a
crystal set
be appearing shortly.
The Model
and
_
357
S.
J.
(Wallington).-Your circuit would
seem to be correct.
L . E . B . ( E a s t
A b o u t
metres.
(2)
Yes your supposition is correct.
It is a contraction for, I am now changing
over.
from our
Painting Loco. Frames.
H . D . C .
F o r t e l e p h o n e
transformer use a
in. diameter made
u p o f
lengths of No. i r o n w i r e .
Make the
space 3 ins. long, using
a-in. diameter bobbins.
P r i m a r y ,
N o .
42
wire secondary, oz. No.
wire. On completion,
the
ings ends of the core wires over the windings
and lash together firmly.
(2)
Telephone trans-
formers function
well in crystal circuits.
(3) The main factor is the maximum amount
of inductance required. (4)
connection is
the usual form. + L.T. to left-hand leg of
filament,
to rheostat, and rheostat to
right-hand leg of filament.
To
THE
E
DITOR OF
The
Model Engineer.
D
EAR
please inform me of the
d e t a i l s o f
of
F u r n e s s
l o c o m o t i v e s ,
outside and b e t w e e n
I mention this last as I find
engines are left
a
of red-lead
p a i n t b e t w e e n t h e f r a m e s ,
a r e
f i n i s h e d w i t h
main
faith-
fully,
S
T E P H E N
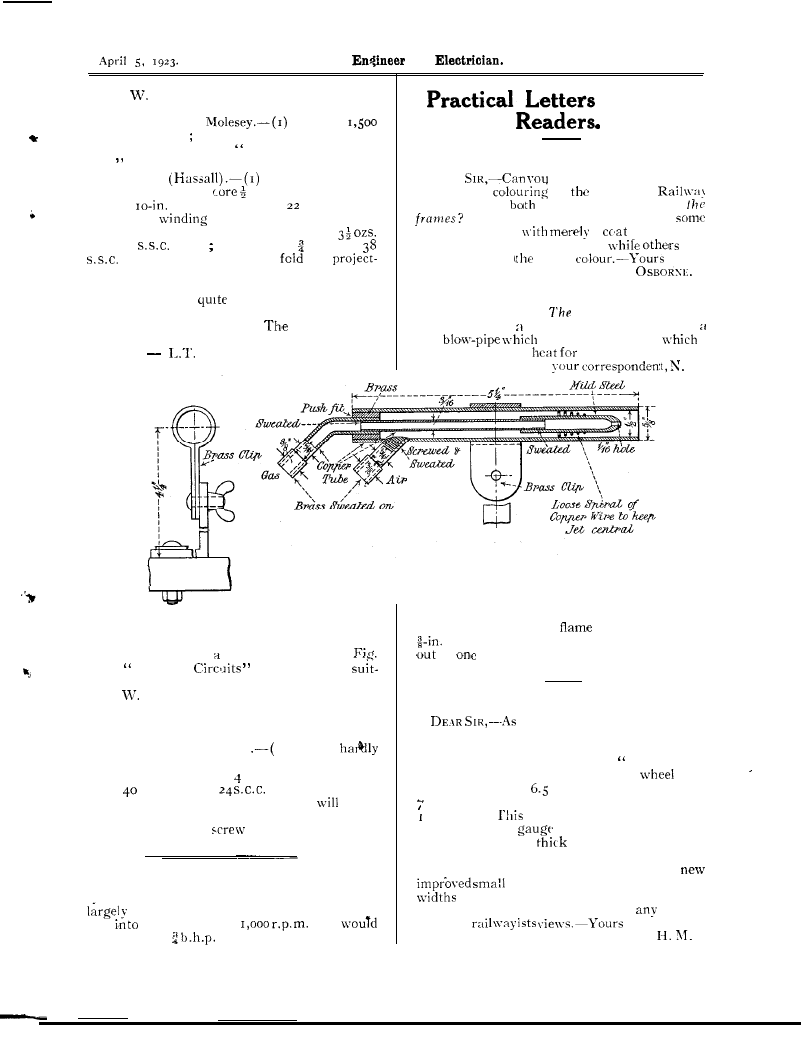
Gas Blow Pipes.
To
T H E
E
DITOR OF
Model Engineer.
SIR , - I
give rough sketch, to scale, of
gas
I have made, and
I
find gives ample
small brazing. This
m a y b e o f u s e t o
II.
Sectional Elevation and Part End View of Gas Blowpipe.
G. R. (Perth).---The circuit you show would
not function. You require a leak across the
grid condenser. Even then such a circuit will
be no better than good c r y s t a l s e t .
22
of Wireless
would be very
able if carefully adjusted.
A.
hl. (Lee).
If you will get the issue
of Junior Mechanics for April, you will find
exactly what you require and adapted to the
actual inductance illustrated.
F. J. \I’. A. (Brockley)
I
) You are
likely to get sufficient wire on one basket.
Try two in series, each ins. diameter wound
with turns of So.
enamelled wire.
(2)
Any of the usual crystal detectors
serve.
(3) The most satisfactory method is to clamp
them together by a
passing through the
centre of the card former.
S. H. (Devonport).-The compression space
would be approximately one quarter the total
cylinder volume. Power developed wili depend
upon details of design and workmanship
p u t
the job, but at
you
probably g e t
King, who wrote on the subject in January
I I
issue last.
It gives- a
8 ins. long, using
gas supply.
The whole of gas jet pulls
in
piece for cleaning, etc.-Yours, etc.,
H. K.
0 Gauge
Railway Tyres
To
T
HE
E
DITOR OF
The Model Engineer
a keen model railway man,
especially in gauge 0, I should like to have
some information about gauge o wheel tyre
widths and dimensions. In the Model Rail-
way Handbook,” t h e m i n i m u m
tyre
width is given as
mm., which at a scale of
mm. to the foot is nearly equivalent to
foot real.
seems to me to be very thick.
I think a lot of
o models are spoilt in
appearance by the
tyres.
It also means
that the superstructures have to be wide enough
to accommodate them. Surely with the
scale permanent way these tyre
could be reduced.
I should be very glad to have
model
o gauge
faithfully,
s.
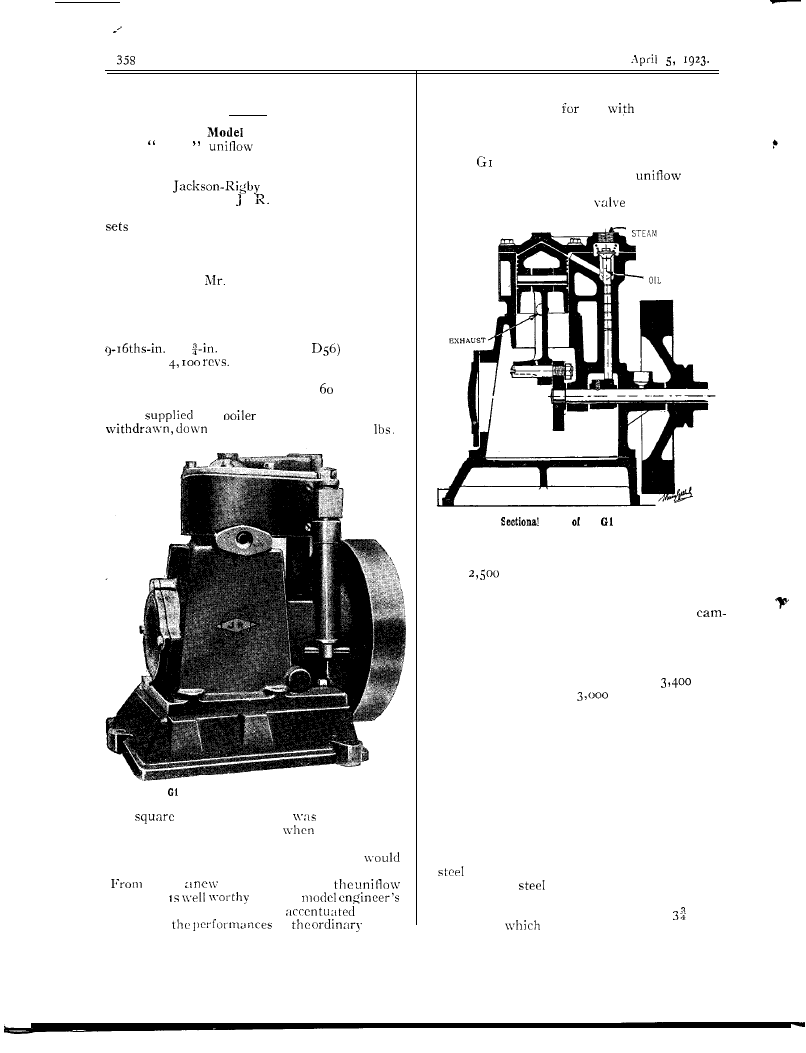
The Model Engineer and Electrician.
News of the Trade.
Uniflow
Steam Engines.
The Don
engines, designed for
model boats, already described in these pages,
have since been produced in a commercial form
by Messrs.
Engineering Co., Ltd.
(the makers of the
Lathe), of Station
Road, Shalford, near Guildford, Surrey. The
of castings are now ready and among the
improvements necessary to cut down the weight
and to make it possible for the man with a
small lathe to machine it, the out-of-solid crank-
shaft present in
Don’s experimental engine
has been superseded by cast mild steel crank-
shaft complete with the cam rings formed on
the centre web.
On test with a saturated steam boiler a
by
e n g i n e ( t h e
g a v e a
speed of
per minute in a trial of
two hours’ duration. It was also found that
the engine would run as low as revs. per
minute and continue to function with the met
steam
by a
after the fire had been
to a gauge pressure of
IO
The Enclosed High-Speed Uniflow Engine.
per
in. No difference
observed in
performance or in starting
the flywheel
was removed, and had time permitted and the
lubricator been large enough the engine
have apparently continued running indefinitely.
being
departure alone,
s y s t e m
of the
attention, but this claim is
by the
fact that
of
slide
valve engine can be surpassed.
The engines are
eminently suitable
use
superheated
flash boiler steam.
There are no glands, and no
non-ferrous wearing parts are subjected to high
temperatures.
T h e stationary engine is Mr. Henry
Greenly’s contribution to model
steam
engine design. He has realised for some time
past that the model slide
engine became
View the Engine.
an almost impossible proposition where direct
dynamo driving is desired. Unless a speed of
over
revs. per minute can be obtained,
and maintained hour after hour, the dynamo
must be belt-driven. A slow speed engine is
not thermally efficient, and by adopting the
operated poppet valve and uniflow steam distri-
bution a robust, economical engine is possible.
On test the experimental I-in. by I-in. engine
shown partly finished at the recent
M.E.
Exhibi-
tion attained a continuous speed of
revs.
per minute and over
revs. under load.
The balance, at such a high-speed always a
difficult problem in a single-cylinder engine, has
been perfected to a high degree. The crank is
ofdthe balanced pattern, but as each engine may
vary slightly the best balance is arranged to be
finally obtained by the simple method of drilling
holes of various depths in the rim or side of the
flywheel.
The first test engine ran with remark-
able steadiness. By this method the most fastidi-
ous experimenter can be satisfied and meet the
special needs of his case.
The engine has a very light cast-iron piston,
valves, bronze connecting-rod, pins and
shafts of bar
ground truly cylindrical to a
limit of accuracy of one-quarter-thousandth of
an inch.
The flywheel is no less that ins. in
diameter,
helps to steady the running.
A p r i l
The Model Engineer and Electrician.
3 5 9
The set of fine iron castings, drawings,
materials,
including ground bar shafts and
screws, are sold for
6d. Faulty castings
are replaced.
Society and Club Doings.
Secretaries arc notified that all notices of
forthcoming meetings must
reach us
10
previous to date of
of any given issue.
Model Engineering.
The Society of
Experimental Engineers.
A
report a demonstration given at the
Workshop,
by Mr. H.
G. Eckert, on
Elementary Turning,” one of the series on
The Elementary Use of Tools,” will appear
next week.
next ordinary
meeting will be
at Caxton Hall. West-
minster, commencing at 7 o’clock, Wednes-
day, April
I I
, Mr. G. M. Ferreira will try
to inject a stimulant into the boilermen
giving
tips and
wrinkles on
Injectors.”
often have a habit of not working when
brought down to model size, and now we shall
know how to make them do so. Then Mr. H. E.
Taylor will talk Fits,” afterwards locomotive
trials on the tracks will take place and provi-
sion
be made for steaming stationary
engines, members having either of these which
are in good order and warranted to go please
bring them along anything in the
line
that requires to be driven by steam will be
On
May there
be
another ordinary meeting for business nith
lecture, the subject be announced later. On
Thursday, M a y
Mr. J. Ii.
a
member, will
lecture on The Sense of
Proportion and its Rearing on Model
and their
and on Tuesday. June
26,
Presidential address will delivered
b y A d m i r a l S i r R . H . S . B a c o n , K . C . B . ,
K.C.V.O., D.S.O.
TREASURER.--Mr. A. J. Lamb, Room
House,
Street, Westminster,
e a c h o f
o r d i n a r y
meetings there will be competitions for the
Challenge Shield, Classes A, B and C, and for
the Bronze Trophy. Don’t forget to bring up
work on Wednesday next.
sales on Monday,
April 9, and Monday. May 7, at 7 o’clock for
all entries to be made before the latter
time. Be sure to come on Monday, the more
there are present the better prospect for sellers,
the more
are encouraged the better
bargains for buyers. Will some of those mem-
bers who have not
before turn up and
join the fun ?
Full particulars of the Society with forms of
application for membership and
cards
for the meetings
and for
shop, may be obtained from the Secretary,
F. H. J.
R o a d ,
Kent.
The Bristol Society Experimental Engineers
and Craftsmen.
M
E E T I N G S
. April
I O
.
This
will be the open night for models. Don’t
forget the previous injunctions friends and
models April 17, Primitive Metal Working,”
by L. W. G. Malcolm.
(Cantab.).
Hon. Secretary,
G. P
R I E S T
, 278, Bath
Road, Bristol.
Devonport and District S.M. E.E.
The second meeting of the above society was
w i t h
increased
a t t h e
S t o k e P u b l i c H a l l ,
Road,
port, on March
After fixing the subscrip-
tion to the society at
6d. a member per
quarter,
gave a most interesting
p a p e r o n
T h e
o f t h e S t e a m
Engine.
The history was (traced from earliest
times to the time of Savery in 1700.
models, including a miniature oscil-
lating engine by
and two
models by Mr. Watts were exhibited.
There
was also view a model an
operated beam engine, reputed have been
made by Sir William Snow-Harris.
The
society
recruits.
Particulars can be had from the Secretary, G.
31, St. Aubyn
Devonport.
British Horological Institution.
the British Horological Institute, North
Square, Clerkenwell, E.C., on Thurs-
day, April at
p.m., Mr. F. Hope-Jones,
M.I.E.E., will lecture on The Free Pendu-
lum.
The lecture will be illustrated by draw-
ings and working models. Tickets for admission
to the lecture may had on application to
the Secretary.
Marine.
Portsmouth Model Steamboat Club.
The club members held races at the Canoe
Lake, Southsea, on Saturday, March 24, for
prizes presented by Messrs. J. 4. Walters and
C. Chandier. The boats had to steam over two
laps of the circular course equal
yards,
thanks the light breeze and calm water,
they
able to put up some good perform-
ances.
In the metre boat event for Mr.
Walters’ prize Mr. Wareham’s hydroplane
Zu Zu ran extremely well, doing the distance in
41
seconds, equal a speed of
miles
per hour. It
to see her running
half-out of the water, especially so on
second
lap
she started jumping over the waves
she had made in the first one.
IV
The Model Engineer and Electrician.
April 5,
s e c o n d p r i z e ,
t i m e
equal to
m.p.h. The
for the
b o a t s w a s
by
C h a p m a n ’ s
a
new flash steam hydroplane,
time b e i n g
4 6
t o m . p . h .
Chandler’s prize
boats
by Mr.
Rash steam
time Go
equalling
m.p.h. this
is also a new model, and
up should
show a considerable increase in
her speed.
Joyce
also entered for the event, but
to the filling plug of her blon-lamp breaking off
short
being screwed up, she could not be
got running properly, none of the
boats
lamps being fierce enough.
The times
taken
the
official
timekeeper,
Chandler.
E.
1 2 6 , O r c h a r d
Road, Southsea.
Wireless.
North Middlesex Wireless Club.
(Affiliated with the Radio Society of Great
Britain).
The annual general meeting of the
Club
was held at Shaftesbury Hall, Bowes Park,
on March 7.
A
of the doings of the Club for the
past year was given by
various officers and
the balance-sheet was presented and adopted.
The financial position is satisfactory and
membership is now about
Before the election of
for the coming
year was taken in hand, there
a pleasant
interlude in the form of a presentation of a
handsome
clock to the retiring
tat-y, Mr. E. Savage, given bv the Club on
occasion of
marriage
Arthur, in
making the presentation, referred in
chosen
terms to the debt the North
Wireless
Club owed to Mr. Savage for his untiring
efforts in the interests of members since the
‘Club was founded in 1914.
Mr. Savage
responded, cspressing his
regret that pressure of business prevented him
from continuing to act as Secretary.
The election of
and committee was
then proceeded with, and resulted the
following gentlemen being declared elected
President, Mr. A. G. Arthur Vice-President.
Mr. E. M. Savage Hon. Secretary, Mr. H. A.
Green Installation Officer,
RI. Symons
Treasurer, Mr. W. Saville Librarian, Mr.
E. W.
Chairman, Mr. A. J. Dixon
Committee
Messrs.
Chnpple,
Holton,
and
H o n . S e c r e t a r y , A.
G
R E E N
,
Grove,
Green,
The Leeds District Amateur Wireless Society.
An instructional meeting
held on
t h e H o n .
Secretary,
lectured on
H o w t o r e c e i v e
SUE or
o n a
A e r i a l S e t . ” T h e
was fully described, and the results of
experiments
such a set, that had been
attained during the
two years put forward.
keen discussion followed which undoubtedly
had the effect of disheartening the experimenter
nho had spent much money and valuable time
erecting an elaborate aerial system to receive
the above transmissions.
The lecture was pre-
ceded with a short paper entitled Oscillation
and Radiation,” in which the lecturer explained
the
difference between locally generated
H.F. and L.F. alternating currents.
party of members to the number of forty
visited
the Telegraph Department, G.P.O.,
Leeds, on Saturday,
6, when, by the
kindness of the Postmaster, the President, the
Hon. Treasurer, and Mr. J. Walker were per-
mitted to explain and show the elaborate and
intricate mechanism of a large telegraph and
relay office to a most enthusiastic audience.
Hon. Secretary, Mr. D. E. P
E T T I G R E W
, 37,
Avenue, Chapeltown Road, Leeds.
Notices.
The Editor invites correspondence and original contributions
on all small
engineering, motor and electrical subjects.
Matter intended for
should be clearly written on one
side of the paper only, and should invariably bear the sender’s
name and address. It should be distinctly stated, when sending
contributions,
remuneration is expected, not, and all
should be accompanied by a stamped envelope addressed
for return in the event of rejection. Readers desiring to see the
personally can only do so by making an appointment in
advance.
All subscriptions and
relating to sales of the
and books be addressed Percival Marshall Co., 66,
Street, London, E.C.4.
Annual Subscription,
IS
. Rd.,
post free to all parts of the world.
correspondence relating Advertisements and deposits to
be addressed to T
HE
M
A N A G E R
, “The Model
Engineer,” 66,
Street, London, E.C.4.
Sole
for United States, Canada, and Mexico :
and
Chamberlain,
Liberty
New York, U.S.A., to
all
from these
should be addressed.
copies, cents annual subscription,
j
dollars, cents, post
Contents.
The asterisk
denotes that
subject
is illustrated
Our Point of View . . .
. . .
. . .
. . .
Livery for the New
Groups
. . .
Ornamental Lathes
Old Times*
. .
A Design for a
Compound Con-
densing Steam Engine-V+ . . . .
. . .
Springing Model
Passenger Carrying
Vehicles* . . .
Tonics* . . .
. . .
. . .
Model Marine
. . .
. . .
. . .
Notes and
Notions* . . .
. . .
R a d i o
Practical Letters from our Readers* . . .
of the Trade* .
. . .
. . .
. . .
Society and Club Doings
. . .
. . .
339
34’
347
349
356
357
359
Wyszukiwarka
Podobne podstrony:
000 Alfabetyczny indeks zawodów do KZiS (Dz U 28 08 14,poz 1145)st 22 12 2014
20140429 1145 4
20140429 1145 1
Encyclopedia Biblica Vol 2 Eagle pg 1145 Eglath Shelishiyah pg 1202
20140429 1145 3
H 1145
1145
1145
20140429 1145 2
BECKER BE-1145, BLAUPUNKT ACD9430
1145
000 Alfabetyczny indeks zawodów do KZiS (Dz U 28 08 14,poz 1145)st 22 12 2014
20140429 1145 4
1145
więcej podobnych podstron