
Wersja 1.0 (2003-12-08)
WICZENIE LABORATORYJNE NR 5
Opracowali: Dymitry Capanidis, Wojciech Wieleba
Temat: Badanie tarcia i zu ycia kompozytów polimerowych
1. Wprowadzenie
Produkcja coraz to nowszych konstrukcyjnych tworzyw sztucznych o wybranych własno-
ciach i wła ciwo ciach u ytkowych polepszonych w okre lonych kierunkach, powoduje wzrost
wykorzystania tych materiałów na odpowiedzialne elementy maszyn i urz dze , m.in. w w złach
lizgowych (panewki ło ysk lizgowych, koła z bate, krzywki, prowadnice, uszczelnienia itp.).
Tworzywa sztuczne znajduj zastosowanie przede wszystkim tam, gdzie jest utrudnione lub
wr cz niemo liwe smarowanie sposobami konwencjonalnymi. W takich w złach lizgowych z
niedostatecznym smarowaniem, b d te bez smarowania, wyst puje tarcie mieszane lub suche,
a o jako ci współpracy elementów decyduj wówczas głównie wła ciwo ci lizgowe (tribolo-
giczne) tworzywa.
W zły lizgowe stanowi ce ruchowe ogniwa wi kszo ci maszyn i urz dze maj zasadniczy
wpływ na trwało i niezawodno eksploatacyjn całej maszyny. W przypadku nieprawidłowe-
go ich funkcjonowania, mog by one dodatkowo ródłem znacznych strat energii wskutek za-
chodz cego w nich tarcia. Szczególnie wa ne jest to wła nie w warunkach tarcia mieszanego i
suchego, w których nast puje przy pieszony proces zu ycia elementów lizgowych, wzrost war-
to ci współczynnika tarcia i wzrost temperatury w strefie tarcia. Prowadzi to do zmiany geome-
trii współpracuj cych elementów oraz powstawania nadmiernych luzów, a tym samym powoduje
zakłócenie prawidłowego funkcjonowania w złów lizgowych. Poprawne działanie takich w -
złów lizgowych zale y wi c przede wszystkim od odpowiedniego doboru współpracuj cych
materiałów oraz od poprawnej ich konstrukcji. Współczesna wiedza tribologiczna dotycz ca obu
wymienionych zagadnie jest jeszcze niepełna. Nie podaje ona konstruktorom wystarczaj cych
wytycznych zarówno do optymalizacji konstrukcji w złów lizgowych, jak te brakuje pełnych
informacji w zakresie optymalnego doboru tworzyw sztucznych i ich wła ciwego wykorzystania
jako materiałów lizgowych.
Dobór materiału lizgowego powinien opiera si na ocenie jego własno ci i wła ciwo ci
u ytkowych na tle wymaga , jakie stawiane s w danym w le lizgowym. Ocen cech u ytko-
wych dokonuje si na podstawie bezwzgl dnych warto ci parametrów opisuj cych poszczegól-
nych własno ci (np. własno ci fizyczne, mechaniczne, chemiczne) oraz na podstawie wzgl d-
nych parametrów - wska ników okre lanych w badaniach ruchowych, np. w przypadku wła ci-
wo ci tribologicznych s to: warto współczynnika tarcia, intensywno zu ycia, temperatura
tarcia. Warto ciowanie przydatno ci materiałów lizgowych opiera si głównie na:
• wynikach bada własno ci podstawowych materiałów,
• wynikach bada tribologicznych.

Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-2-
„Badanie tarcia i zu ycia kompozytów polimerowych”
Pierwsza grupa bada le y przede wszystkim w sferze działa takich nauk jak: fizyka, che-
mia ciała stałego, materiałoznawstwo i wytrzymało materiałów. Natomiast druga grupa bada
le y w sferze zainteresowa tribologii. Odpowiednio do tego podziału nale y poszukiwa ródeł
informacji o poszczególnych własno ciach i wła ciwo ciach u ytkowych materiałów lizgowych.
Do najistotniejszych własno ci i wła ciwo ci u ytkowych tych materiałów wpływaj cych na ja-
ko działania zespołów lizgowych nale y zaliczy :
• wytrzymało na ciskanie i cinanie zarówno statyczna jak i zm czeniowa,
• moduł spr ysto ci,
• rozszerzalno cieplna,
• przewodno i pojemno cieplna,
• chłonno wody,
• odporno na zu ycie lizgowe i nie zu ywanie przeciwelementu,
• warto współczynnika tarcia z przeciwelementem,
• odporno na zatarcie,
• odporno na stosowane oleje, smary, materiały p dne, rozpuszczalniki i inne media.
Badania tribologiczne, stanowi ce podstaw wnioskowania o zwi zkach pomi dzy własno-
ciami materiałów i ich wła ciwo ciami lizgowymi w danych warunkach ruchowych, mo na
ogólnie podzieli na podstawowe i modelowe. Badania podstawowe, prowadzone zwykle przy
u yciu prostego modelu tribologicznego na próbkach materiałowych, daj przede wszystkim
podstawy do oceny przebiegu zjawisk tarcia i zu ycia w okre lonych warunkach ruchowych. Na-
tomiast w badaniach modelowych, prowadzonych na modelu fizycznym danego zespołu lizgo-
wego, odwzorowuje si w odpowiednim stopniu cechy geometryczne, kinematyczne i dynamicz-
ne zespołu.
wiczenie obejmowa b dzie pomiary laboratoryjne z zakresu bada podstawowych, wyko-
nywane dla skojarzenia lizgowego polimer-stal lub kompozyt polimerowy-stal współpracuj ce-
go w układzie „sworze -tarcza” (tzw. „pin-on-disc”), opisanym dokładniej w dalszej cz ci in-
strukcji. W badaniach tych mo na zmienia warunki tarcia (nacisk powierzchniowy, pr dko
lizgania, temperatur tarcia, twardo i chropowato powierzchni lizgowej stalowego prze-
ciwelementu), co umo liwia ocen cech u ytkowych materiału w ró nych warunkach tarcia.
Mo liwe jest równie badanie wpływu innych czynników na wła ciwo ci lizgowe niezale ne od
zewn trznych warunków tarcia. S to najcz ciej czynniki zwi zane z budow tworzywa. W
przypadku polimerów krystalicznych mo e to by wpływ budowy nadcz steczkowej, stopie
krystaliczno ci, zorientowanie struktury warstwy wierzchniej itp. Natomiast w przypadku poli-
merów modyfikowanych (np. napełnianych ró nymi napełniaczami), kopolimerów czy kompozy-
tów na osnowie polimerów, najcz ciej bada si wpływ poszczególnych komponentów, a wi c
ich rodzaj, posta strukturaln w jakiej wyst puj i wpływ procentowego udziału poszczególnych
składników na wła ciwo ci tribologiczne badanego skojarzenia lizgowego.
Badania podstawowe s fenomenologiczn podstaw tworzenia hipotez tribologicznych.
Wyniki tych bada mog by przydatne do oceny materiałów przeznaczonych na okre lone w -
zły, lecz pod warunkiem weryfikacji w badaniach modelowych. W przypadku bada ró nych ma-
teriałów w podobnych warunków tarcia, mog one słu y za podstaw ogólnej klasyfikacji two-
rzyw lizgowych.
Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-3-
„Badanie tarcia i zu ycia kompozytów polimerowych”
2. Wpływ budowy polimeru na wła ciwo ci lizgowe
Na wła ciwo ci lizgowe polimerów w znacznym stopniu rzutuje budowa ich makrocz ste-
czek (ła cuchów), z których s zbudowane. W polimerach o budowie liniowej, nie maj cych
podstawników lub wi kszej liczby rozgał zie (PTFE, PE-HD polietylen wysokiej g sto ci,
POM, PA i inne), warto ci współczynnika tarcia s mniejsze ni w przypadku polimerów z pod-
stawnikami lub wi ksz liczba rozgał zie (PE-LD polietylen niskiej g sto ci, PMMA, PVC, PC
i inne) [7]. W grupie polimerów o budowie liniowej warto współczynnika tarcia istotnie zale y
od g sto ci mi dzycz steczkowej energii kohezji, natomiast w drugiej grupie polimerów czynni-
kiem decyduj cym o warto ci współczynnika tarcia jest rozmiar podstawników i liczba rozgał -
zie . Wynika z tego, e mał warto ci współczynnika tarcia charakteryzuj si przede wszyst-
kim polimery o liniowej budowie ła cucha i o niedu ej warto ci oddziaływa III-rz du mi dzy
makrocz steczkami polimeru.
Polimery o budowie liniowej w zale no ci od stopnia uporz dkowania makrocz steczek
ró ni si struktur . Wyró nia si struktury bezpostaciowe (nieuporz dkowane) i krystaliczne
(uporz dkowane), a wła ciwie semikrystaliczne, tzn. takie w których obszary krystaliczne roz-
mieszczone s w o rodku bezpostaciowym. Stosunek obj to ci fazy krystalicznej do całkowitej
obj to ci polimeru okre lany jest stopniem krystaliczno ci, przy czym praktycznie nie wyst puj
polimery o 100% krystaliczno ci.
Własno ci polimerów w zdecydowanym stopniu zale od ich stanu fazowego. Polimery
krystaliczne odznaczaj si w porównaniu z polimerami o strukturze bezpostaciowej wi ksz
twardo ci , wi ksz wytrzymało ci mechaniczn , mniejsz udarno ci , s bardziej kruche i
mi kn w wy szej temperaturze. Dla materiałów lizgowych wa ne jest, aby charakteryzowały si
odpowiedni spr ysto ci , udarno ci itp., a wi c odpowiednim stosunkiem obj to ci fazy krysta-
licznej do fazy bezpostaciowej. Poszczególne polimery wykazuj ró ne warto ci tego stosunku, przy
którym wyst puj najkorzystniejsze wła ciwo ci lizgowe, mo na zatem mówi o optymalnym stop-
niu krystaliczno ci dla ka dego z polimerów w okre lonych warunkach procesu tarcia.
Wi kszo polimerów krystalicznych w zale no ci od warunków krystalizacji mo e tworzy
du ró norodno nadcz steczkowych struktur morfologicznych, wi
cych si z kinetyk pro-
cesu krystalizacji, a tym samym zwi zanych z technologi przetwórstwa polimerów. Zmiana cha-
rakteru budowy struktury nadcz steczkowej wywołuje zmian wła ciwo ci lizgowych polimeru.
Bardziej równomiernej strukturze odpowiada mniejsza warto współczynnika tarcia. W najcz -
ciej spotykanych strukturach - sferolitycznych, ni sze warto ci współczynnika tarcia i wi ksz
odporno na zu ycie zapewnia struktura drobnosferolityczna, ni struktura o wi kszych rozmia-
rach sferolitów. Tak e orientacja struktury nadcz steczkowej, mog ca zachodzi równie pod-
czas procesu tarcia (w warstwie wierzchniej polimeru bior cej udział w tarciu), powoduje znaczn
anizotropi zarówno własno ci mechanicznych, jak i własno ci lizgowych polimeru. W rezulta-
cie orientacji struktury nast puje zwi kszenie wytrzymało ci mechanicznej w kierunku zorien-
towania. Próby powi zania wła ciwo ci tribologicznych polimerów (i innych materiałów) z wy-
trzymało ci warstwy wierzchniej wykazały, e im wy sza jest ta wytrzymało , tym wi ksza jest
warto współczynnika tarcia i tym mniejsze jest zu ycie podczas tarcia (intensywno zu ycia).
Nale y zaznaczy , e wpływ poszczególnych czynników zwi zanych z nadcz steczkow
budow polimeru, a wi c ze stopniem krystaliczno ci, struktur III-rz dow i jej orientacj nie
jest jeszcze w pełni poznany i jest przedmiotem ci głych bada . Podczas tarcia zachodzi bowiem

Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-4-
„Badanie tarcia i zu ycia kompozytów polimerowych”
kompleksowe oddziaływanie obci enia, temperatury i innych czynników utrudniaj cych analiz
zachodz cych zjawisk. Z tego powodu ka dorazowo podaj c warto ci wska ników charakteryzu-
j cych wła ciwo ci lizgowe tworzywa sztucznego obok danych o warunkach ruchowych tarcia,
nale y podawa szczegółowe informacje dotycz ce technologii otrzymania tworzywa oraz spo-
sobu przygotowania próbek i przeciwpróbek (przeciwelementu lizgowego) do bada tribolo-
gicznych.
3. Tworzywa sztuczne stosowane na elementy lizgowe
Ze wzgl du na charakterystyczne ró nice zasadniczych własno ci tworzyw wielkocz stecz-
kowych dzieli si je na elastomery (tworzywa o wysokiej spr ysto ci, np. guma) oraz na plasto-
mery (tworzywa o du ej plastyczno ci). Najcz ciej tworzywa stosowane na elementy lizgowe
nale do grupy plastomerów i dzieli si je na: termoplastyczne, termoutwardzalne i chemoutwar-
dzalne. Elastomery najcz ciej znajduj zastosowanie na elementy uszczelnie technicznych.
Tworzywa termoplastyczne charakteryzuj si mi knieniem i przechodzeniem w stan pla-
styczny wraz z podwy szeniem temperatury oraz z reguły s rozpuszczalne w rozpuszczalnikach
organicznych. Natomiast tworzywa termoutwardzalne i chemoutwardzalne s nieczułe na zmiany
temperatury, tzn. po utwardzeniu wraz ze wzrostem temperatury nie mi kn i nie uplastyczniaj
si oraz s nierozpuszczalne.
Tworzywa termoplastyczne ulegaj bardzo łatwo krystalizacji (jakkolwiek wyst puj rów-
nie termoplasty niekrystalizuj ce), co w du ej mierze wpływa na ich własno ci fizyczne i wła-
ciwo ci u ytkowe. Spójno mi dzy ła cuchami utrzymywana jest przez działanie słabych sił
mi dzycz steczkowych. Uporz dkowanie ła cuchów nast puje albo pod wpływem stosunkowo
niewysokich temperatur albo pod wpływem niewielkich sił zewn trznych.
Tworzywa utwardzalne zawsze wyst puj w stanie bezpostaciowym. Uporz dkowanie ła -
cuchów jest niemo liwe, gdy pomi dzy nimi wyst puj wi zania chemiczne (usieciowanie), a
zerwania tych wi za potrzebne do uporz dkowania przez zastosowanie wysokiej temperatury
b d sił zewn trznych prowadzi do zniszczenia polimeru.
Do grupy tworzyw termoplastycznych najcz ciej stosowanych w konstrukcji lizgowych
elementów maszyn zalicza si mi dzy innymi:
• poliamid (PA),
• polioksymetylen (POM) inaczej nazywane te jako: poliacetal lub poliformaldehyd,
• politetrafluoroetylen (PTFE),
• polichlorotrójfluoroetylen (PCTFE),
• polietylen wysokiej g sto ci (PE-HD),
• poliestry termoplastyczne:
- poli(tereftalan etylenu) (PET),
- poli(tereftalan butylenu) (PBT)
• polieteroketony (PEEK).
Do grupy tworzyw utwardzalnych (duroplastów) stosowanych równie w konstrukcji ele-
mentów lizgowych nale :
• kompozyty na osnowie tworzyw fenolowych (PF),
• kompozyty na osnowie tworzyw epoksydowych (EP).

Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-5-
„Badanie tarcia i zu ycia kompozytów polimerowych”
4. Modyfikacja tworzyw sztucznych
D enie do podwy szania niezawodno ci i trwało ci w złów lizgowych prowadzi do po-
szukiwania coraz lepszych materiałów lizgowych, w tym równie materiałów polimerowych.
Opracowywanie nowych tworzyw sztucznych jest jednak niezwykle kosztowne i czasochłonne,
dlatego najcz ciej do tworzenia nowych materiałów lizgowych stosuje si modyfikacj ju ist-
niej cych tworzyw. Sam proces modyfikacji mo e by prowadzony w ró nych fazach przetwór-
stwa, tzn. podczas produkcji tworzywa bazowego, na etapie półfabrykatu lub po wykonaniu go-
towego wyrobu. Niekiedy proces ten mo e zachodzi samoistnie np. podczas docierania w mate-
riałach lizgowych tworzy si warstwa wierzchnia o polepszonych wła ciwo ciach tribologicz-
nych. Do najcz ciej spotykanych sposobów modyfikacji nale :
• modyfikacja chemiczna,
• obróbka cieplna,
• modyfikacja samej warstwy wierzchniej elementu z tworzywa za pomoc np. inplantacji jo-
nowej, ró nego rodzaju napromieniowaniem, wykorzystuj c rodki chemicznie aktywne, a
tak e poprzez odkształcenia mechaniczne (np. obróbka plastyczna),
• modyfikacja przez napełnianie polimeru bazowego napełniaczami (modyfikatorami).
Stosunkowo szeroko rozpowszechniona jest ostatnia z wymienionych metod modyfikacji
tworzyw sztucznych, polegaj ca na napełnianiu polimerów ró nymi napełniaczami. Tworzy si
w ten sposób kompozyty polimerowe. Stosowane napełniacze powinny zmniejsza warto
współczynnika tarcia, a przede wszystkim powinny zmniejsza intensywno zu ycia modyfiko-
wanego polimeru w warunkach tarcia bez smarowania lub ograniczonego smarowania (np. mon-
ta owego) z przeciwelementem (najcz ciej stalowym). Bardzo wa ne jest przy tym równie to,
by zu ycie współpartnera lizgowego było mo liwie najmniejsze, a praca skojarzenia lizgowego
była stabilna w szerokim zakresie zmienno ci warunków zewn trznych procesu tarcia.
4.1. Rodzaje stosowanych napełniaczy
Do fizycznej modyfikacji polimerów stosowane s ró nego typu napełniacze, które mo na
klasyfikowa na podstawie wielorakich kryteriów. Jednym ze sposobów klasyfikacji mo e by
ich podział np. ze wzgl du na rodzaj materiału. Innym sposobem klasyfikacji mo e by ich po-
dział ze wzgl du na kształt cz stek napełniacza [7].
Ze wzgl du na pierwsze z wymienionych kryteriów klasyfikacji rozró nia si podział na dwa
zasadnicze rodzaje napełniaczy: metaliczne oraz niemetaliczne. Spo ród najcz ciej stosowanych
napełniaczy metalicznych - zwykle o postaci proszkowej - mo na wymieni : niektóre metale (np.
cyna, mied , ołów), stopy ło yskowe (np. br zy, mosi dze), tlenki niektórych metali (jak: Al
2
O
3
,
MgO, Cu
2
O, TiO
2
). Z napełniaczy niemetalicznych najcz ciej stosowane s : inne polimery (np.
PTFE, PE, ró ne ywice), napełniacze mineralne (np. kreda, mika) oraz inne substancje, jak:
MoS
2
, sadza, grafit, włókno w glowe, włókno szklane itp. Inn klasyfikacj napełniaczy, tak e
ze wzgl du na rodzaj materiału, jest ich podział oparty na kryterium składu chemicznego zwi z-
ku, według którego dzieli si je na: organiczne i nieorganiczne.
Według kryterium kształtu, napełniacze zasadniczo dzieli si na: dyspersyjne - nazywane
równie proszkowymi (o postaci granulek, blaszek lub drobnych włókienek) i włókniste (włókna
długie i włókna krótkie - ci te).

Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-6-
„Badanie tarcia i zu ycia kompozytów polimerowych”
Napełniacze wprowadza si do polimerów w ró nych celach. Mog one poprawia wybrane
własno ci fizyczne, ułatwia przetwórstwo polimeru b d mog obni a cen , albo te spełnia
jednocze nie (kompromisowo) wybrane lub wszystkie te cele. Dobór liczby napełniaczy, ich ro-
dzaju i postaci oraz ich ilo ciowego udziału zale y od tego, jakie maj by docelowe wła ciwo ci
kompozytu.
Mo liwo ci znacznego polepszenia wła ciwo ci tribologicznych polimerów poprzez ich fi-
zyczn modyfikacj zilustrowano na przykładzie polioksymetylenu (POM) [3] współpracuj cego
lizgowo ze stal w warunkach tarcia technicznie suchego. Badania tribologiczne prowadzono
przy ustalonych warto ciach parametrów ruchowych (
p = 1,24 MPa,
v = 1 m/s). W tych warun-
kach tarcia POM niemodyfikowany wykazywał intensywno zu ycia liniowego
I
zl
= 26
µm/km
oraz warto współczynnika tarcia
µµµµ
=0,30÷0,35 natomiast kompozyty utworzone na jego osno-
wie wykazały znacznie lepsze wła ciwo ci tribologiczne:
• POM+20% obj. proszku PTFE+15% obj. proszku br zu (I
zl
=1÷1,6
µm/km,
µµµµ
=0,18÷0,20),
• POM+20% obj. proszku PTFE+6% obj. wypełniacza szklanego (I
zl
=1÷1,5
µm/km,
µµµµ
=0,18),
• POM+18% obj. proszku PTFE+6% obj. proszku br zu+6% obj. wypełniacza szklanego
(
I
zl
< 1 µm/km ,
µµµµ
=0,18).
5. Podstawowe teorie tarcia i zu ywania
Tarcie zewn trzne jest procesem rozpraszania energii na styku przemieszczaj cych si
wzgl dem siebie ciał. Mimo intensywnych od wielu lat bada , nauka o tarciu opiera si na szere-
gu hipotez obejmuj cych jedynie poszczególne oddziaływania zachodz ce pomi dzy współpra-
cuj cymi ciałami. Wynika to ze zło ono ci tego zagadnienia, poniewa w systemie tribologicz-
nym wyst puj równoczesne ró norodne oddziaływania, zarówno mechaniczne jak i fizyczne a
tak e chemiczne, zwi zane z budow warstwy wierzchniej elementów bior cych udział w proce-
sie tarcia. Wi kszo powstałych teorii dotycz cych tego zjawiska została opracowana dla meta-
li. Tworzywa sztuczne, a zwłaszcza polimery termoplastyczne, s o wiele bardziej wra liwe na
warunki otoczenia (np. temperatur ) ni metale. Jednak ogólne postulaty teorii tarcia mo na
równie przyj dla materiałów polimerowych. w tym wypadku analiza zjawisk jest trudniejsza i
wymaga pewnych uproszcze . Poni ej wymieniono najwa niejsze teorie tarcia ciał stałych.
Adhezyjna teoria tarcia (Bowden, Tabor 1954). Teoria ta zakłada, e styk ciał nie zachodzi
na nominalnej powierzchni, ale na rzeczywistej. Nierówno ci znajduj ce si na powierzchni ule-
gaj deformacji. W strefie rzeczywistego styku zachodzi silna adhezja, w rezultacie której poja-
wiaj si tzw. "mostki zwarcia". Siła tarcia potrzebna jest do zerwania kontaktów adhezyjnych.
Molekularna teoria tarcia (Tomlinson 1929, Deriagin 1933, 1952). Teoria ta zakłada, e w
wypadku powierzchni gładkich tarcie zachodzi w obszarze sił mi dzycz steczkowych tj. sił po-
mi dzy powłokami elektronowymi atomów stykaj cych si ciał. Oznacza to, e siły przylegania
lub przyci gania mi dzycz steczkowego powinny by uwzgl dniane w teoriach tarcia.
Adhezyjno-odkształceniowa (mechaniczna) teoria tarcia (Kragielski 1949, 1957, 1965).
Teoria ta próbuje poł czy oddziaływanie mechaniczne tr cych ciał oraz oddziaływanie przyci -
gania molekularnego. Uwzgl dnia si w niej zarówno zaczepianie nierówno ci powierzchni tr -
cych ciał jak i siły adhezyjne spowodowane oddziaływaniem sił molekularnych. Bierze si rów-
nie pod uwag rzeczywist powierzchni styku.

Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-7-
„Badanie tarcia i zu ycia kompozytów polimerowych”
Energetyczna teoria tarcia (Kuzniecov 1927, Kostecki 1970). Według tej teorii istnieje bi-
lans energetyczny procesów tarcia zewn trznego. Zjawiska cieplne, akustyczne i elektryczne a
tak e procesy zu ywania powoduj straty energetyczne. Prac sił tarcia mo na okre li zatem
sum składowych energetycznych. Według Kosteckiego praca tarcia zewn trznego składa si z
energii przetworzonej na ciepło oraz energii rozproszonej.
W praktyce podczas procesu tarcia oprócz sczepiania si nierówno ci powierzchni, wyst pu-
je zawsze odkształcenie warstwy wierzchniej. W wypadku mi kkich tworzyw, jakimi jest wi k-
szo polimerów, wi ksz rol odgrywa oddziaływanie molekularne ni czysto mechaniczne za-
czepianie mikronierówno ci powierzchni i lizganie wzajemne po sobie i dlatego do mikrosko-
powego opisu procesu tarcia najcz ciej wykorzystuje si teori adhezyjno-odkształceniow .
Z procesem tarcia zwi zany jest ci le proces zu ywania materiału. Proces ten powodowany
jest cieraniem, p kaniem i wykruszaniem cz stek materiału oraz adhezj powierzchni współpra-
cuj cych elementów i reakcjami tribochemicznymi zachodz cymi na powierzchni tarcia. W wy-
padku współpracy tworzyw sztucznych z metalami najcz ciej spotykanymi rodzajami zu ywa-
nia s :
• Zu ywanie adhezyjne. Zwi zane jest z adhezj powierzchni tr cych. Powoduje ona lokal-
ne sczepienia tych powierzchni i co si z tym wi e odkształcenie materiału, p kanie wi -
za kohezyjnych i przenoszenie polimeru na powierzchni przeciwelementu. W dalszej fa-
zie ruchu nast puje odrywanie si przeniesionego materiału od przeciwelementu i usuni cie
go ze strefy tarcia w postaci produktów zu ycia. Proces ten odbywa si cyklicznie i powo-
duje zu ywanie przede wszystkim materiału polimerowego. Istotny wpływ na warto ad-
hezji ma energia powierzchniowa materiału polimerowego, a tak e chropowato przeciwe-
lementu metalowego.
• Zu ywanie cierne. Wyst puje przy współpracy materiału polimerowego z powierzchni
metalow , zwłaszcza, gdy ma ona du chropowato . Wówczas wystaj ce nierówno ci
twardszego materiału spełniaj rol mikroostrzy. Ubytek materiału spowodowany jest mi-
kroskrawaniem, rysowaniem lub bruzdowaniem. Proces ten zachodzi równie , gdy w ob-
szarze tarcia współpracuj cych elementów znajduj si lu ne lub utwierdzone cz stki cier-
niwa. Zu ywanie cierne w wypadku par lizgowych polimer-metal mo e dotyczy zarówno
polimeru jak i metalu. Ten drugi przypadek zachodzi, gdy polimer jest wypełniony twardy-
mi cz stkami np. włóknem szklanym, proszkiem kwarcu itp. Wówczas twarde cz stki wy-
pełniacza mog skrawa powierzchni metalu powoduj c jej zu ywanie. Zu ywanie cierne
charakteryzuje si du intensywno ci i cz sto powoduje silne rozgrzewanie materiału po-
limerowego. Dlatego towarzysz mu - poza mechanicznymi - równie cieplne i chemiczne
procesy zu ywania.
• Zu ywanie zm czeniowe. Przyczyn tego typu zu ywania jest cykliczne, zmienne od-
kształcanie warstwy wierzchniej. Z tego powodu na powierzchni pojawiaj si mikrop k-
ni cia, których dalszy rozwój i ł czenie powoduje wykruszanie si materiału. Zu ywanie to
ro nie szybko gdy odkształcenia materiału polimerowego maj charakter plastyczny. W
wypadku polimerów zu ywanie zm czeniowe powoduje p kanie ła cuchów makrocz ste-
czek. Przyczynia si to do zmniejszenia masy cz steczkowej polimeru w warstwie wierzch-
niej i zmniejszenie stopnia krystaliczno ci polimeru. W kompozytach zawieraj cych np.
włókno szklane lub w glowe wyst puje zu ywanie zwi zane z rozwojem dyslokacji zwi -
zanych z nieci gło ci materiału wokół włókien. Wskutek tego nast puj mikrop kni cia

Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-8-
„Badanie tarcia i zu ycia kompozytów polimerowych”
pod powierzchni a cz stki materiału polimerowego s usuwane z powierzchni w wyniku
oddziaływa mechanicznych lub zjawiska adhezji.
• Zu ywanie erozyjne. Zu ywanie to powstaje w wyniku uderzania drobnych cz stek o po-
wierzchni materiału. Powoduje to ubytek materiału zwany erozj . Proces ten jest mało zna-
ny i zakłada si , e dla materiałów polimerowych mo e by traktowany jako zu ywanie
zm czeniowe.
• Zu ywanie chemiczne. Zu ywanie to wyst puje wskutek reakcji chemicznych zachodz -
cych pomi dzy współpracuj cymi materiałami. Mo e by równie zwi zane z reakcjami
pomi dzy materiałem a rodowiskiem (np. utlenianie), w którym zachodzi proces tarcia.
Procesy degradacji maj du y wpływ na intensywno przenoszenia materiału. Zu ywanie
chemiczne towarzyszy zwykle innym rodzajom zu ywania.
• Zu ywanie cieplne. Zu ywanie to zachodzi w wyniku wydzielania si du ej ilo ci ciepła,
które powoduje zmi kczenie materiału w warstwach wierzchnich. Nast pnie zachodzi na-
mazywanie a nawet sklejanie tr cych powierzchni powoduj c zatarcie. Dlatego zwykle zu-
ywanie to nazywane jest zu ywaniem awaryjnym.
6. Czynniki wpływaj ce na przebieg procesu tarcia i zu ywania polimerów
6.1. Wpływ stanu powierzchni metalowego współpartnera lizgowego na tarcie tworzyw
sztucznych
Do głównych czynników zwi zanych ze stanem powierzchni metalowego współpartnera li-
zgowego tworzyw sztucznych, które maj wpływ na rodzaj zachodz cego tarcia i mechanizmy
zu ycia, nale y zaliczy chropowato i twardo powierzchni lizgowej. Oczywi cie i inne
czynniki zwi zane ze stanem powierzchni metalowego elementu tak e wpływaj na proces tarcia
tworzyw sztucznych, jak na przykład skład chemiczny warstwy wierzchniej, czy kierunek struk-
tury powierzchni ( ladów obróbczych) po obróbce wyka czaj cej. Niemniej jednak, ze wzgl du
na technologi wykonywania takich elementów, maj one do ograniczony zakres dowolno ci i
najcz ciej konstruktor nie ma na te czynniki wpływu. Przykładem tego mo e by czop wału,
który po szlifowaniu ma zwykle obwodowe lady obróbki.
6.1.1 Chropowato metalowej powierzchni lizgowej
Chropowato metalowej powierzchni lizgowej
ma zasadnicze znaczenie je li chodzi o ro-
dzaj wyst puj cego tarcia przy współpracy z polimerem. W przypadku bardzo gładkich po-
wierzchni, dominuj c rol w procesie tarcia odgrywa adhezja powierzchni tworzywa do po-
wierzchni metalowego przeciwelementu. Rezultatem tego jest stosunkowo du a warto współ-
czynnika tarcia, przeci tnie 1,5 do 2 razy wi ksza, ni przy tarciu po powierzchniach bardziej
chropowatych. Wyst powanie silnej adhezji tak e niekorzystnie wpływa na intensywno zu y-
cia. Zjawisko adhezji podczas tarcia tworzyw sztucznych po gładkich metalowych powierzch-
niach przejawia si jeszcze bardziej ze wzrostem nacisku, powoduj cego wzrost rzeczywistej
powierzchni styku i zbli enie cz stek współpracuj cych powierzchni na odległo zasi gu od-
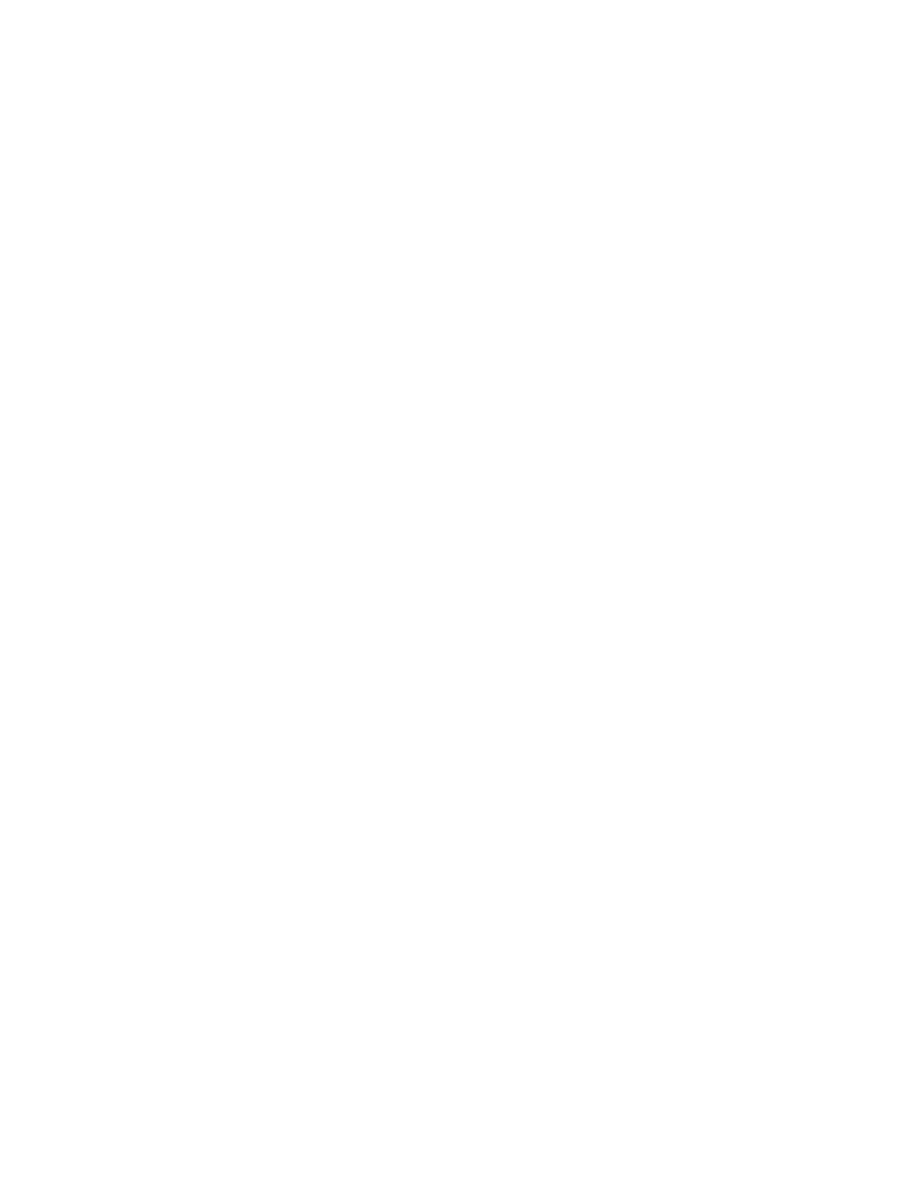
działywa II rz du. W miar wzrostu chropowato ci warto współczynnika tarcia zmniejsza si
osi gaj c minimum (zmniejsza si adhezja), a nast pnie znowu wzrasta (rys. 1).
Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-9-
„Badanie tarcia i zu ycia kompozytów polimerowych”
a)
PE-LD
PE-HD
b)
PE-LD
PE-HD
Rys. 1. Zmiana warto ci współczynnika tarcia
µµµµ
(rys. a) oraz współczynnika zu ycia
K
sl
[mm
3
/Nm] (rys.
b) w zale no ci od chropowato ci elementu
R
a
stalowego dla ró nych polimerów
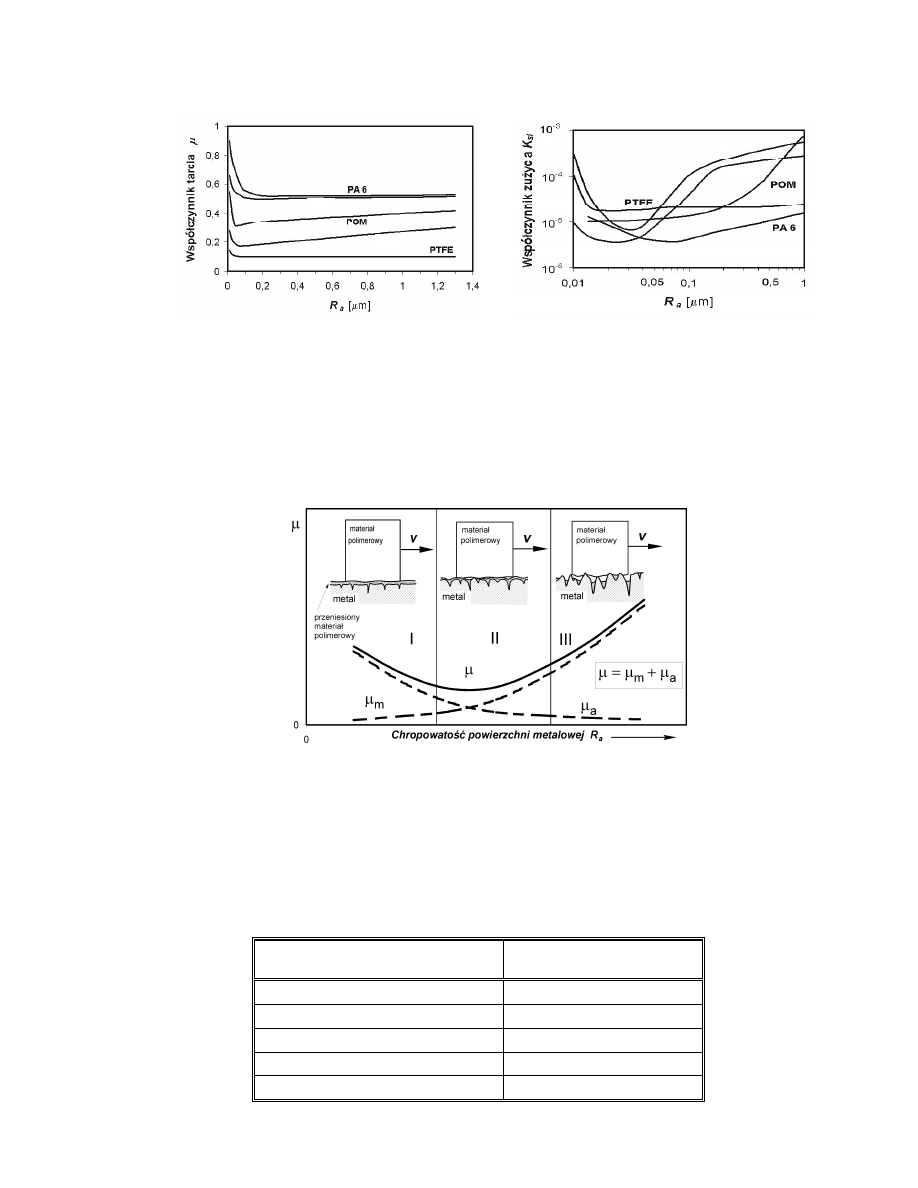
Przyczyn tego wzrostu jest przej cie przy du ych chropowato ciach powierzchni do innego
rodzaju tarcia, w którym dominuj c rol odgrywaj zjawiska dekohezyjne zwi zane z rysowa-
niem, bruzdowaniem i mikroskrawaniem powierzchni lizgowej polimeru (rys.2). Powoduje to
wzrost oporów tarcia i gwałtowny wzrost zu ycia tworzywa, w którym zasadniczy udział ma zu-
ycie cierne.
Rys. 2. Wpływ chropowato ci
R
a
stalowego elementu warto ci współczynnika tarcia
µµµµ
Mo na zatem okre li optymaln warto chropowato ci metalowego przeciwelementu, przy
której opory tarcia b d małe a jednocze nie odporno na zu ycie współpracuj cej pary lizgo-
wej jest jak najwi ksza. Nale y zauwa y , e ró ne tworzywa sztuczne wymagaj innych opty-
malnych warto ci chropowato ci powierzchni stalowego przeciwelementu (tabela 1).
Tabela 1
Optymalne chropowato ci powierzchni przeciwelementu
stalowego dla wybranych polimerów
Tworzywo sztuczne
Optymalna chropowato
R
a
[
µm]
PA6, PA6.6, PI
1,5–3,0
PA/grafit, PA/MoS
2
, PA6.6/PE
1,0–2,0
PA11, PA12
0,5–1,0
POM
0,7–0,9
PTFE
0,2

Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-10-
„Badanie tarcia i zu ycia kompozytów polimerowych”
6.1.2 Twardo metalowego elementu
Twardo metalowego elementu podobnie jak chropowato ma istotny, chocia mniej in-
tensywny, wpływ na rodzaj zachodz cych na powierzchni lizgowej oddziaływa . Ze wzrostem
twardo ci powierzchni metalu, b d cej miar stanu umocnienia warstwy wierzchniej, nast puje
wzrost energii powierzchniowej. Z tribologicznego punktu widzenia, wyst powanie na po-
wierzchni metalowej energii swobodnej powoduje wzbudzenie atomów warstwy powierzchnio-
wej, a tym samym zwi kszenie ich aktywno ci chemicznej. Wywiera to okre lony wpływ na
wzajemne oddziaływanie powierzchni b d cych w styku (polimer-metal), inicjuj c dyfuzj ,
sorpcj i adhezj . Wzrost temperatury wywołany tarciem, którego nie da si unikn , dodatkowo
zwi ksza udział zjawisk adhezyjnych. Zwi zane jest to z kolei ze wzrostem energii powierzchni,
w odró nieniu jednak od energii powierzchniowej (napi cia powierzchniowego), która maleje ze
wzrostem temperatury. Wzrost energii powierzchni powoduje wzrost amplitudy drga atomów
na powierzchni metalu w kierunku prostopadłym do powierzchni, co sprzyja powstawaniu wi zi
z atomami obcymi na powierzchni tworzywa (adhezja, sorpcja).
Wobec podanych zale no ci wpływu stanu powierzchni metalowego elementu, najkorzyst-
niejsze wła ciwo ci tribologiczne skojarzenia polimer-metal (w danych warunkach ruchowych
tarcia) powinny wyst powa przy pewnych optymalnych warto ciach obu wymienionych czynni-
ków, co zostało potwierdzone w wielu pracach badawczych. W wypadku twardo ci powierzchni
stalowego przeciwelementu nie mo na poda jej optymalnej warto ci. W łagodnych warunkach
tarcia (małe naciski) lepsze wła ciwo ci tribologiczne uzyskuje si przy małych warto ciach
twardo ci (30-40 HRC). Jednak w zakresie du ych warto ci nacisku, przy małej twardo ci stalo-
wego przeciwelementu, nast puje zwi kszone zu ycie powierzchni stalowej ze wzgl du na
mniejsz wytrzymało zm czeniow stalowych mikronierówno ci, cinanych na skutek wielo-
krotnych oddziaływa z powierzchni polimeru. W takich przypadkach zaleca si by twardo
powierzchni stalowego przeciwelementu była wi ksza od 50 HRC. Jest to uzasadnione tak e
tym, e w skojarzeniach lizgowych polimer-metal elementem wymiennym na skutek zu ycia
jest element polimerowy, co wynika głównie z racji ekonomicznych.
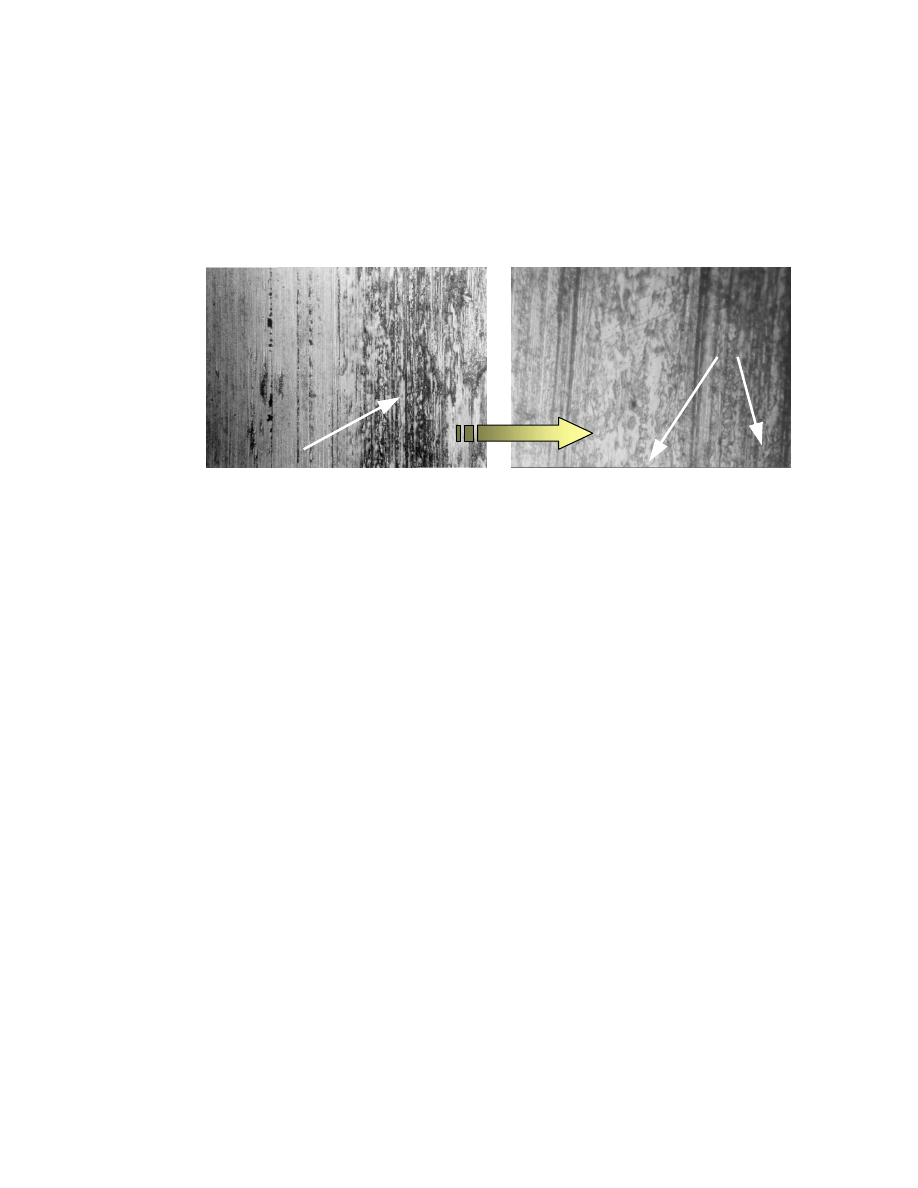
6.1.3 Tworzenie polimerowej warstewki na powierzchni stalowego przeciwelementu
Zjawisko powstawania filmu polimerowego (warstewki przeniesionego podczas tarcia mate-
riału) polega na tworzeniu si na powierzchniach polimeru i metalu warstwy lizgowej zbudo-
wanej z materiału polimerowego. Warstewka ta powoduje mi dzy innymi to, e tarcie zachodzi
pomi dzy powierzchniami polimerowymi, a nie bezpo rednio pomi dzy polimerem a metalem.
Zdj cie mikroskopowe przeniesionej warstewki PTFE na powierzchni stalowego przeciwele-
mentu przedstawiono na rys. 3.
Wyja nieniem oraz rol tego zjawiska w procesie tarcia i zu ywania zajmuje si szereg ba-
daczy. Niektórzy z nich (Tabor, Briscoe, Lee) uwa ali, e przenoszona warstewka PTFE
wykazuje bardzo słab adhezj do podło a, w zwi zku z czym jest ona łatwa do usuni cia
podczas powtórnego lizgania si po niej elementu z tworzywa. Jednocze nie warstewka ta po
usuni ciu jest ci gle odnawiana. Badacze ci sugerowali, e siły adhezyjne maj natur sił
coulombowskich i oddziaływa Van der Waalsa. Czynnikiem maj cym istotne znaczenie w
procesie zu ywania pary polimer-metal jest energia powierzchniowa polimeru. Im wi ksza jest
warto tej energii tym mocniej warstwa polimeru przylega do przeciwelementu metalowego.
Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-11-
„Badanie tarcia i zu ycia kompozytów polimerowych”
Mocno przylegaj ca warstewka chroni powierzchni metalu przed niszcz cym działaniem
twardych cz stek ciernych, które mog znajdowa si w obszarze tarcia. Materiały charaktery-
zuj ce si du warto ci energii powierzchniowej tworz film o wi kszej spójno ci cz stek lub
warstw, z których został on zbudowany podczas procesu tarcia. Takie warstwy s bardziej od-
porne na zu ycie. Jednocze nie jednak silne oddziaływania adhezyjne powoduj , e polimerowe
cz stki s łatwiej wyci gane b d wyrywane powierzchni lizgowej materiału polimerowego.
a)
b)
Rys. 3. Zdj cia mikroskopowe powierzchni elementu stalowego z widoczn warstewk przeniesionego
PTFE po lizgowej współpracy z kompozytem PTFE+15% grafitu w warunkach tarcia suchego
6.2. Wpływ parametrów ruchowych na tarcie pary lizgowej polimer-metal
Spo ród wielu parametrów ruchowych maj cych wpływ na wła ciwo ci tribologiczne skoja-
rze lizgowych polimer-metal, do najbardziej istotnych - najcz ciej uwzgl dnianych oraz ma-
j cych praktyczne wykorzystanie w projektowaniu i eksploatacji w złów lizgowych - nale :
temperatura tarcia, nacisk powierzchniowy i pr dko lizgania. Wpływ tych czynników na za-
chowanie si tworzywa w procesie tarcia został ju wcze niej cz ciowo opisany w odniesieniu
do wyst puj cych mechanizmów zu ycia, dlatego w tym rozdziale ograniczono si do podania
zale no ci zmian warto ci współczynnika tarcia od wymienionych parametrów ruchowych.
6.2.1 Wpływ temperatury
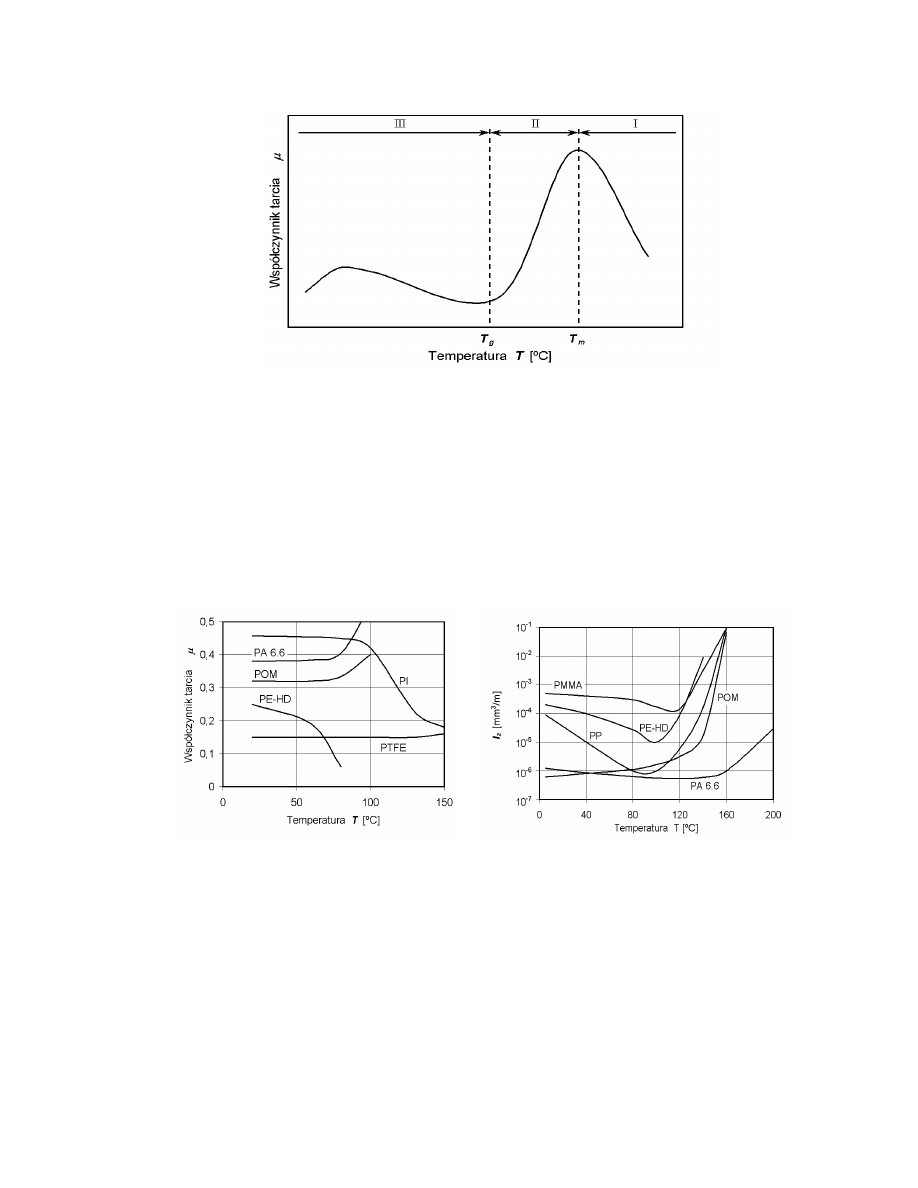
Wła ciwo ci tribologiczne, podobnie jak inne wła ciwo ci materiałów polimerowych, ulega-
j zmianie wraz z temperatur . Ogólny przebieg warto ci współczynnika tarcia w funkcji tempe-
ratury przedstawiono na rysunku 4. Widoczne s trzy obszary odpowiadaj ce stanom fizycznym
w jakich mo e znajdowa si rozpatrywany materiał polimerowy podczas tarcia. Obszar I odpo-
wiada stanowi wysokoelastycznemu, obszar II - wymuszonej elastyczno ci natomiast obszar III
odpowiada stanowi szklistemu. Wraz ze zmian stanu fizycznego polimeru zmienia si mecha-
nizm jego tarcia W obszarze stanu szklistego (III) du e znaczenie maj straty mechaniczne pod-
czas obj to ciowego przeformowania warstw wierzchnich polimeru. Udział składowej mecha-
nicznej w pobli u temperatury zeszklenia
T
g
jest porównywalny udziałem sił adhezyjnych. W
pobli u tej temperatury wyst puje minimum warto ci współczynnika tarcia. Wraz z dalszym
wzrostem temperatury coraz wi ksz rol odgrywaj oddziaływania adhezyjne polimeru do
współpracuj cej powierzchni (składowa adhezyjna siły tarcia). Warto współczynnika tarcia ro-
nie, a do osi gni cia maksimum w pobli u temperatury mi knienia
T
m
.
cie ka tarcia
Warstewka
przeniesionego
PTFE
Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-12-
„Badanie tarcia i zu ycia kompozytów polimerowych”
Rys. 4. Ogólna zale no współczynnika tarcia od temperatury dla polimerowych materiałów termopla-
stycznych (
T
g
- temperatura zeszklenia,
T
m
- temperatura mi knienia, obszar I - stan wysokoela-
stycznemu, obszar II - stan wymuszonej elastyczno ci, obszar III - stan szklisty)
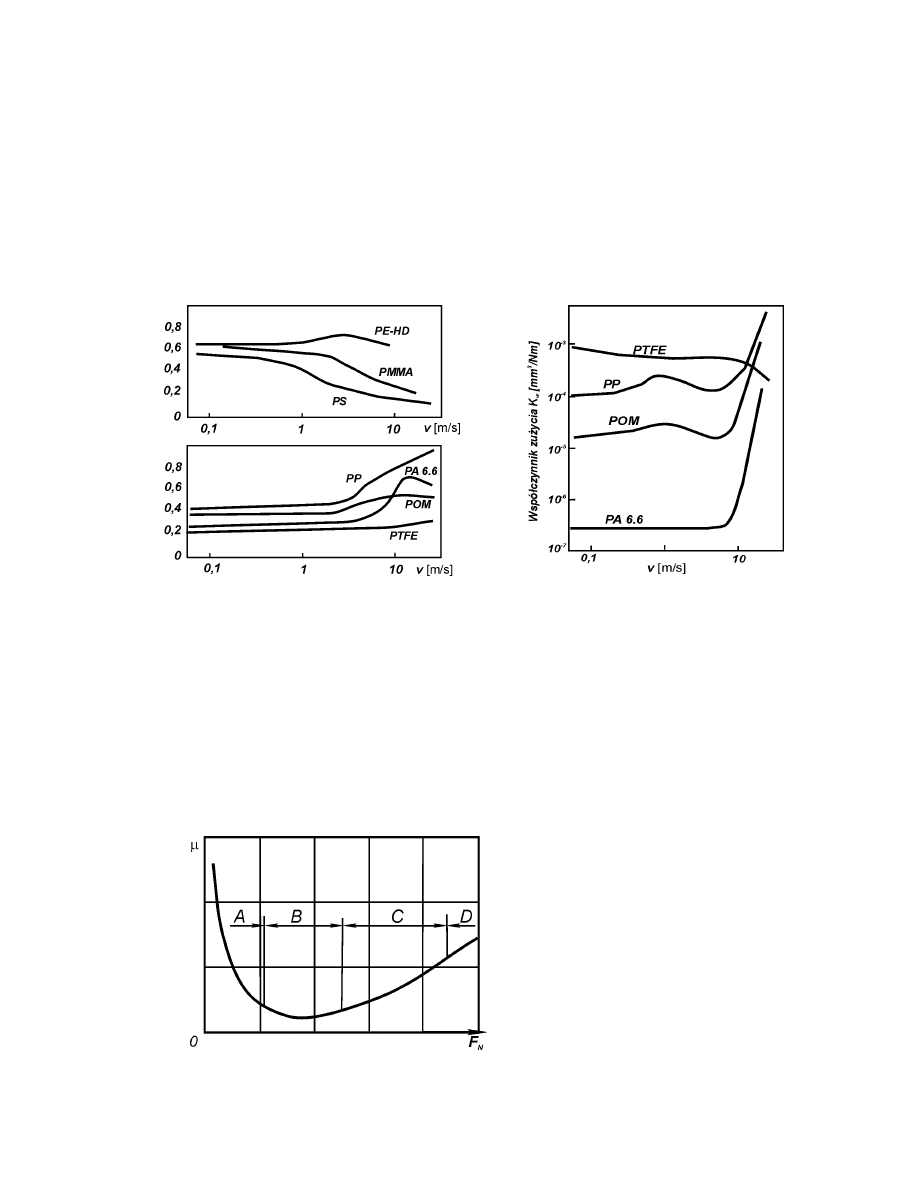
Najbardziej wra liwymi na zmian temperatury materiałami polimerowymi pod wzgl dem
wła ciwo ci tribologicznych s termoplasty. Zmiana wła ciwo ci tribologicznych wybranych po-
limerów termoplastycznych w funkcji temperatury została przedstawiona na rysunku 5. Jak wy-
nika z przedstawionych zale no ci warto współczynnika tarcia
µµµµ
dla wi kszo ci polimerów (z
wyj tkiem PTFE) maleje natomiast intensywno zu ywania
I
z
ulega zwi kszeniu wraz ze wzro-
stem temperatury.
a)
b)
Rys. 5. Wpływ temperatury na warto współczynnika tarcia
µµµµ
(rys. a) oraz intensywno zu ywania
I
z
(rys. b) dla wybranych polimerów współpracuj cych ze stal
6.2.2 Wpływ pr dko ci lizgania
Wpływ pr dko ci lizgania w badaniach tribologicznych jest trudny do rozró nienia od
wpływu temperatury tarcia wobec małej przewodno ci cieplnej polimerów i zwi zanej z tym
nieuniknionym nagrzewaniem si powierzchni lizgowej podczas tarcia. Szczególnie wyra nie
przejawia si to przy wi kszych pr dko ciach lizgania. Nawet je li uniknie si nagrzewania po-
wierzchni lizgowej, to wpływ pr dko ci lizgania na warto współczynnika tarcia i na inten-
sywno zu ycia jest istotny, jakkolwiek w ramach znanych teorii tarcia nie mo na przytoczy
Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-13-
„Badanie tarcia i zu ycia kompozytów polimerowych”
ogólnych praw charakteryzuj cych ten wpływ. Zale no pr dko ci lizgania na proces tarcia ł -
czy si z dynamik oddziaływa zachodz cych na powierzchni lizgowej i z czasem styku tr -
cych si materiałów, w którym cz steczki obu powierzchni mog z sob oddziaływa . wiadczy
o tym przebieg warto ci współczynnika tarcia niektórych polimerów, gdzie ze wzrostem pr dko-
ci lizgania tarcie maleje (rys. 6). Zale no ci zu ycia niektórych polimerów w funkcji pr dko ci
lizgania przedstawiono na rys. 7, gdzie mo na znale podobie stwo do przebiegu zu ycia w
funkcji temperatury, co wynika z nagrzewania si powierzchni lizgowej przy du ych
pr dko ciach lizgania.
6.2.3 Wpływ nacisku powierzchniowego
Wpływ nacisku powierzchniowego na wła ciwo ci lizgowe mo na ustali tylko w krót-
kim przedziale czasu, gdy takie czynniki, jak nagrzewanie si i zmiana profilu powierzchni li-
zgowych w czasie tarcia zmieniaj wła ciwe wyniki. Praktycznie nie daje si wykluczy tych
czynników i wówczas podaje si zale no warto ci współczynnika tarcia od nacisku dla ustalo-
nego stanu. W ogólnym przypadku charakter przebiegu warto ci współczynnika tarcia od obci -
enia dla tworzyw sztucznych współpra-
cuj cych z elementem metalowym ma
wygl d jak na rys. 8.
Podczas tarcia tworzyw sztucznych
styk jest cz ciowo spr ysty i cz ciowo
plastyczny z przewag pierwszego przy
małych obci eniach, a drugiego przy
wi kszych warto ciach obci enia (naci-
sku). W przedziale A warto współczyn-
nika tarcia zmniejsza si w miar wzrostu
obci enia wskutek wzrostu rzeczywistej
powierzchni styku przy spr ystym kon-
Rys. 6. Warto współczynnika tarcia niektórych
polimerów w zale no ci od pr dko ci
lizgania
v
Rys. 7. Współczynnik zu ycia
K
w
(patrz wzór 9.3)
niektórych polimerów w zale no ci od
pr dko ci lizgania
v
Rys. 8. Ogólny przebieg zmian warto ci współczynnika
tarcia
µµµµ
w zale no ci od obci enia
F
N
µµµµ
µµµµ
Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-14-
„Badanie tarcia i zu ycia kompozytów polimerowych”
takcie. Po osi gni ciu minimum (przedział B) warto współczynnika tarcia zwi ksza si (prze-
dział C), co spowodowane jest wzrostem udziału styku plastycznego z jednoczesnym wzrostem
sił mikroskrawania. Przy dalszym wzro cie obci enia (przedział D) nast puje nieznaczny
wzrost warto ci współczynnika tarcia, a nast pnie jego zmniejszenie w wyniku podwy szenia si
temperatury w strefie styku i mniejszej wytrzymało ci na cinanie materiału polimerowego.
7. Cel wiczenia i zakres bada
Celem wiczenia jest okre lenie wpływu rodzaju badanych materiałów polimerowych (kom-
pozytów polimerowych i ewentualnie ich składu) na ich wła ciwo ci tribologiczne podczas
współpracy ze stal w ustalonych warunkach tarcia (
p - nacisk powierzchniowy,
v - pr dko li-
zgania lub
T
0
- temperatura otoczenia. Ponadto w ramach wiczenia przeprowadzone zostan ob-
serwacje mikroskopowe powierzchni lizgowej badanych materiałów. Na podstawie uzyskanych
wyników bada tribologicznych i mikroskopowych przeprowadzona zostanie identyfikacja wy-
st puj cych procesów zu ycia.
8. Badania tribologiczne kompozytów polimerowych
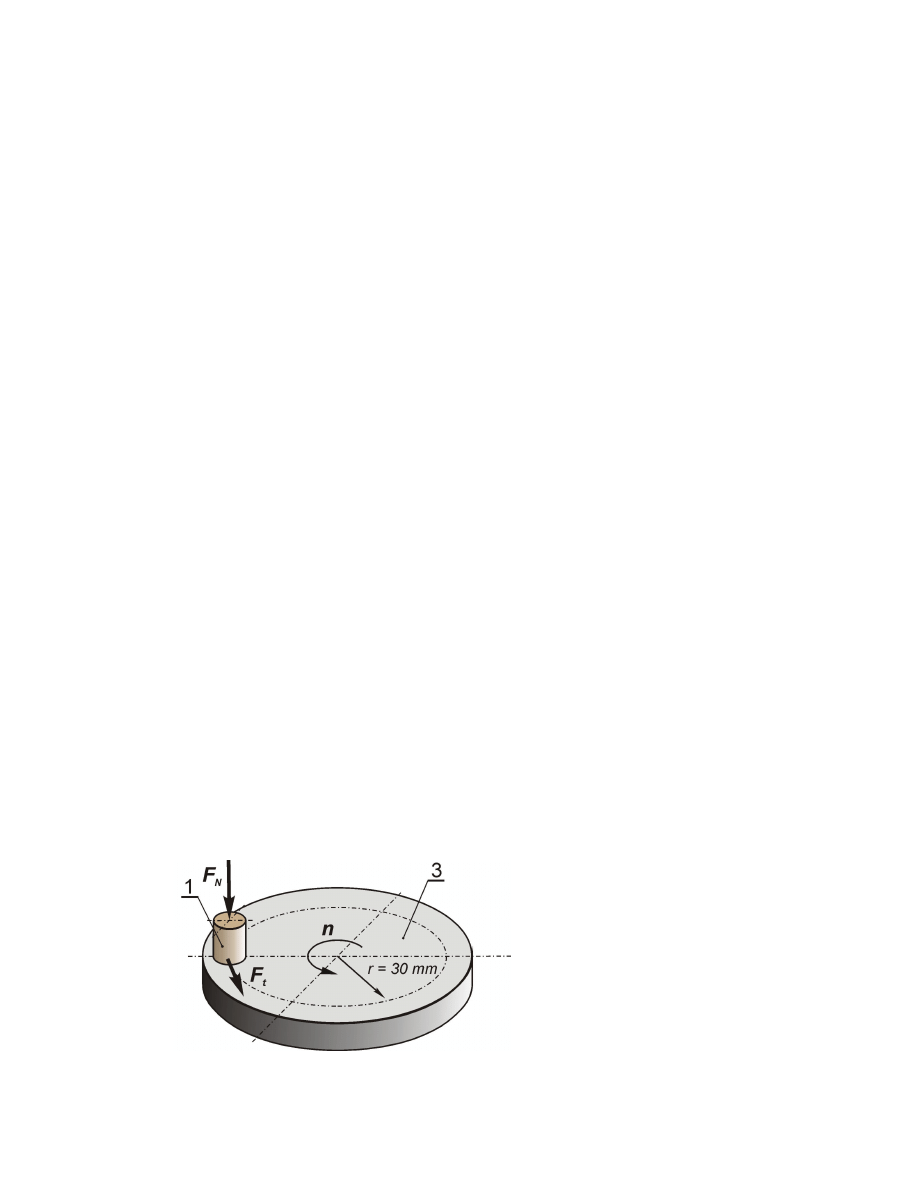
8.1. Opis stanowiska badawczego
Badania tribologiczne prowadzone s na tribometrze T-01 M produkcji MCNEMT w Rado-
miu (stanowisko badawcze typu „sworze –tarcza”). Schemat pary lizgowej przedstawiono na
rysunku 8.1, natomiast widok stanowiska na rysunku 8.2. Stanowisko jest nap dzane silnikiem
elektrycznym pr du przemiennego. Jego pr dko obrotow reguluje si przy pomocy falownika.
Nap d z silnika jest przekazywany przez układ przekładni na wrzeciono (4), do którego mocuje
metalow tarcz (3) spełniaj c rol przeciwelementu w badanym skojarzeniu lizgowym
(rys.8.2 b). Drugim elementem tego skojarzenia jest próbka (1) wykonana z materiału polimero-
wego. Próbka ma kształt sworznia o rednicy 8 mm i wysoko ci ok. 8 mm. Współpracuje ona
podczas bada z płask powierzchni przeciwelementu (3) na promieniu
r [m] (rys.8.1). Je eli
pr dko obrotowa tarczy wynosi
n [obr/min] to pr dko lizgania
v [m/s] próbki wzgl dem
tarczy okre la zale no :
v =
ω
ωω
ω
⋅ r = π ⋅ r ⋅ n / 30 [m/s]
(8.1)
Próbka jest osadzona w metalowej
oprawce (2), która zabezpiecza j przed
odkształceniem podczas mocowania w
specjalnym zacisku znajduj cym si na
ko cu ramienia (7). Układ ło ysk (11)
umo liwia obrót ramienia zarówno w
płaszczy nie poziomej jak i pionowej.
Ci ar próbki z oprawk oraz ci ar
własny ramienia s równowa one przy
pomocy specjalnych nakr tek stanowi -
cych przeciwwag (8). Obci enie
próbki sił nacisku
F
N
dokonuje si
Rys. 8.1. Schemat pary lizgowej typu sworze – tarcza
(1 – próbka polimerowa, 3 – przeciwelement
stalowy)

Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-15-
„Badanie tarcia i zu ycia kompozytów polimerowych”
przy pomocy zestawu obci ników (9) mocowanych w uchwycie na ramieniu (7) bezpo rednio
nad próbk . Warto siły
F
N
okre la si na podstawie wymaganego nacisku jednostkowego oraz
powierzchni styku próbki z przeciwelementem. Reguluje si j poprzez zmian ilo ci odwa ni-
ków stanowi cych obci enie.
Siła tarcia
F
t
, która powstaje podczas współpracy pary lizgowej, oddziałuje poprzez próbk
na rami (7). Powoduje to pojawienie si momentu, który próbuje obróci rami wokół jego osi
pionowej. Obrotowi przeciwdziała czujnik siły (10), zamocowany do obudowy stanowiska, który
został umieszczony wzdłu kierunku działania siły tarcia. W ten sposób warto siły naporu ra-
mienia (7) na czujnik jest równa warto ci siły tarcia. Czujnik siły poł czony jest z układem po-
miarowym, w którego skład wchodz : rejestrator sygnału MC 201 i komputer IBM PC.
a)
b)
Rys. 8.2.
Stanowisko do bada tribologicznych – tribotester T-01M (a - widok ogólny, b - widok
szczegółowy) 1 – próbka polimerowa, 2 – oprawka, 3 –przeciwelement stalowy, 4 – wrzeciono,
5 – ruba mocuj ca, 6 – nakr tka zacisku, 7 – rami , 8 – przeciwwaga, 9 – obci niki, 10 – czuj-
nik siły, 11 – ło yska umo liwiaj ce obrót ramienia
Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-16-
„Badanie tarcia i zu ycia kompozytów polimerowych”
8.1.1 Wyznaczanie warto ci współczynnika tarcia
Podczas bada tribologicznych prowadzonych na omawianym stanowisku badawczym siła
tarcia
F
t
jest rejestrowana w ustalonych odst pach czasu (np. co 2 sekundy) w postaci sygnału
napi ciowego. Wyniki zapisywane s przy wykorzystaniu komputera poł czonego z rejestrato-
rem sygnałów MC-201. Na ich podstawie oraz przeprowadzonego wcze niej cechowania stano-
wiska, polegaj cego na okre leniu zale no ci pomi dzy obserwowanym przyrostem napi cia a
ustalonym przyrostem siły obci aj cej czujnik siły, mo na obliczy chwilowe warto ci siły tar-
cia
F
t
(
t) z nast puj cej zale no ci:
F
t
=
C
F
∆∆∆∆
U .
(8.2)
gdzie:
∆∆∆∆
U [mV] – przyrost napi cia U w stosunku do napi cia offsetowego U
0
∆∆∆∆
U = U - U
0
,
C
F
[N/mV] – współczynnik proporcjonalno ci wynikaj cy z cechowania czujnika siły.
Warto współczynnika tarcia
µ
µ
µ
µ
(t) w funkcji czasu okre la wzór:
( )
( )
N
t
F
t
F
t =
µµµµ
.
(8.3)
8.1.2 Pomiar zu ycia
Spo ród wielu metod najcz ciej stosowanymi miarami zu ywania tribologicznego materia-
łów polimerowych s :
• zu ycie wagowe – okre la si je wa c próbk polimerow przed i po procesie tarcia. Uby-
tek masy traktuje si jako miar zu ycia materiału.
• zu ycie obj to ciowe – okre la si jako ró nic obj to ci próbki przed i po procesie tarcia
przy pomocy specjalnych przyrz dów np. piktometru. Zu ycie obj to ciowe mo na wyzna-
czy na podstawie zu ycia wagowego uwzgl dniaj c g sto badanego materiału. Mo na je
równie okre li na podstawie zmiany wymiarów próbki w wyniku procesu tarcia.
• zu ycie liniowe – okre la si jako ró nic wymiarów próbki przed i po procesie tarcia, mie-
rzonych zwykle w kierunku działania siły nacisku F
N
(prostopadle do kierunku tarcia).
Nale y zauwa y , e w literaturze [1], [2], [6] spotykane s tak e inne współczynniki okre-
laj ce odporno na zu ywanie materiałów, które np. okre laj ubytek materiału (wagowy lub
obj to ciowy) podczas procesu tarcia w stosunku do pracy siły tarcia czyli energii rozpraszanej w
wyniku tarcia współpracuj cych materiałów. Przykładem mo e by stała zu ycia
K
w
podawana
przez producentów tworzyw sztucznych, która słu y do okre lenia obj to ci
V
Z
usuni tego w
wyniku tarcia materiału po upływie czasu
t według wzoru:
V
Z
= K
w
p
v t ,
(8.4)
lub
V
Z
=
K
w
p
m
v
n
t ,
(8.4a)
gdzie:
p nacisk jednostkowy, v – pr dko lizgania, t - czas lizgania, m, n – współczynniki
wyznaczone do wiadczalnie.
Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-17-
„Badanie tarcia i zu ycia kompozytów polimerowych”
Warto zu ycia w przeliczeniu na jednostk przebytej drogi tarcia jest wielko ci nazywan
intensywno ci zu ycia. Wielko ta mo e by wykorzystana jako miara odporno ci na zu ywa-
nie materiału. Im mniejsza warto intensywno ci zu ycia tym materiał jest bardziej odporny na
zu ywanie w danych warunkach tarcia. Ze wzgl du na łatwo pomiaru oraz jego stosunkowo
du dokładno do wyznaczania odporno ci na zu ywanie materiałów polimerowych badanych
w ramach omawianego wiczenia przyj to intensywno zu ycia liniowego.
8.1.3 Przygotowanie próbek do bada tribologicznych
Próbka materiału powinna przylega podczas bada tribologicznych cał powierzchni do
współpracuj cego przeciwelementu. Powierzchnia styku nie powinna zmienia si w trakcie ba-
da , gdy spowodowałoby to zmian warunków tarcia (zmiana nacisku jednostkowego). Przed
wła ciwymi pomiarami nale y odpowiednio przygotowa powierzchni lizgow próbki prowa-
dz c wst pne i wła ciwe docieranie bezpo rednio na stanowisku badawczym. W celu przygoto-
wania (dotarcia) powierzchni lizgowej próbki nale y:
a) W miejsce przeciwelementu (3) zamontowa tarcz z naklejonym (na powierzchni płask )
drobnoziarnistym papierem ciernym.
b) Próbk (1) wcisn do oprawki (2) a nast pnie zamontowa j w uchwycie znajduj cym si
na ko cu ramienia (7). Nale y zwróci uwag na odpowiednie ustawienie znaczników
znajduj cych si na oprawce i ramieniu tak, aby próbka po zdemontowaniu ze stanowiska
mogła by powtórnie zamontowana w takim samym poło eniu.
c) Obci y nieznacznie próbk (
p<0,1MPa), a nast pnie uruchomi stanowisko. Pr dko
lizgania próbki nie powinna przekracza 0,5 m/s.
d) Po upływie 2 do 3 minut sprawdzi wizualnie czy na całej powierzchni styku próbki z prze-
ciwelementem widoczne s lady współpracy z papierem ciernym. Je eli cała powierzchnia
lizgowa miała kontakt z papierem to docieranie wst pne mo na zako czy . W przeciwnym
razie nale y ponownie przeprowadzi docieranie na nowym papierze ciernym.
e) Po dotarciu wst pnym próbka powinna by dalej docierana współpracuj c z wła ciwym
przeciwelementem. Proces ten odbywa si to przy mniejszym od przewidywanego obci -
eniu i z mniejsz pr dko ci lizgania. W zale no ci od odporno ci na zu ycie badanego
materiału docieranie wła ciwe zachodzi na drodze od 1 do 30 km (dla materiałów bardzo
odpornych na zu ycie).
f) Prawidłowo przygotowana do bada powierzchnia polimerowej próbki powinna by gładka
a lady (zarysowania) pochodz ce od papieru ciernego powinny by niewidoczne.
8.2. Przebieg wiczenia
Uwaga: Przed przyst pieniem do wiczenia nale y zapozna si z poni sz instrukcj
dotycz c bezpiecze stwa podczas całego toku wiczenia.
Falownik zasilany jest napi ciem 220 V a silnik 380 V, zatem ingerencja w układy wewn trzne zarówno fa-
lownika jak i silnika mo e stanowi zagro enie dla zdrowia. Podczas pracy stanowiska nie nale y dotyka
jakichkolwiek elementów wiruj cych. Obracaj ca si tarcza stalowa (przeciwelement), ze wzgl du na mo -
liwo wci gni cia lu no zwisaj cego ubrania czy te włosów, jest równie zagro eniem dla zdrowia
obsługuj cego stanowisko.
Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-18-
„Badanie tarcia i zu ycia kompozytów polimerowych”
1. Ustali zestaw materiałów polimerowych (4–5 gatunków), dla których zostan przeprowadzone
zostan porównawcze badania tarcia i zu ycia. Zapisa dane materiałowe (nazwa handlowa,
oznaczenie , producent itp.) w formularzu sprawozdania.
2. Ustali program bada zgodnie ze wskazówkami osoby prowadz cej wiczenie dotycz cymi
warunków tarcia tj.:
• nacisk jednostkowy p [MPa],
• pr dko lizgania v [m/s],
• droga tarcia L [km],
• temperatura otoczenia T
o
[
o
C],
• materiał przeciwelementu oraz jego twardo ci i chropowato ci powierzchni,
3. Na podstawie przyj tych parametrów ruchowych wyznaczy :
a) sił nacisku
F
N
[N] obci aj c próbk ze wzoru
F
N
=
p · A ,
(8.5)
gdzie:
p – nacisk jednostkowy [MPa]
A – powierzchnia styku próbki i przeciwelementu [mm
2
]
(dla próbki o rednicy
d = 8 mm przyj A = π d
2
/4 50 mm
2
)
b) pr dko obrotow wrzeciona
n
wrz
[obr/min] wyznaczy przekształcaj c wzór 8.1:
r
n
wrz
⋅
⋅
=
ππππ
v
30000
,
(8.6)
gdzie:
v – pr dko lizgania [m/s]
r – promie lizgania próbki wzgl dem tarczy [mm] (patrz rys. 8.1),
badania przeprowadzi dla
r = 30 mm .
c) czas pomiaru
t
pom
[s] ze wzoru:
v
L
t
pom
⋅
= 1000
.
(8.7)
4. Zmierzy pocz tkow wysoko
H
p
polimerowej próbki wraz z oprawk w kierunku działania
siły nacisku
F
N
a) dla materiałów o małej odporno ci na zu ycie np. PTFE, stosuj c rub mikrometryczn
b) dla materiałów o du ej odporno ci na zu ycie np. POM, PEEK, kompozyty PTFE
stosuj c pasametr oraz płytki wzorcowe.
5. Polimerow próbk wraz z oprawk umie ci w zacisku znajduj cym si na ko cu ramienia (7).
Sprawdzi czy rami z zamocowan próbk jest w równowadze statycznej. W razie potrzeby
skorygowa równowag przemieszczaj c (obracaj c) przeciwwag (8).
6. Uruchomi program komputerowy mc201.exe w systemie DOS, rejestruj cy napi cie w odpo-
wiednich kanałach pomiarowych rejestratora sygnałów MC-201.
7. Na specjalny uchwyt znajduj cy si na ramieniu nad próbk nało y odpowiedni ilo obci -
ników tak, aby ich ci ar był równy ustalonej wcze niej warto ci siły nacisku
F
N
.
8. Uruchomi stanowisko (ustawi przeł cznik znajduj cy si na obudowie falownika w pozycj
„Start”).
9. Obracaj c pokr tłem falownika rozp dzi wrzeciono do odpowiedniej pr dko ci obrotowej
n
wrz
ustalonej w programie bada i rozpocz pomiar siły tarcia.

Tworzywa Sztuczne – instrukcja wicze laboratoryjnych
-19-
„Badanie tarcia i zu ycia kompozytów polimerowych”
10. Po upływie okre lonego czasu
t
pom
zatrzyma obracaj ce si wrzeciono z przeciwelementem
oraz zako czy rejestracj sygnału napi ciowego odpowiadaj cego sile tarcia
F
t
.
11. Korzystaj c z zarejestrowanego przy pomocy komputera przebiegu napi cia odpowiadaj cego
zmianom siły tarcia podczas bada okre li redni warto siły tarcia
F
t
w ko cowym okresie
pomiaru (tj. w ustalonych warunkach wymiany ciepła generowanego podczas tarcia pomi dzy
próbk i otoczeniem).
12. Obliczy redni warto współczynnika tarcia
µµµµ
danego skojarzenia lizgowego
N
t
F
F
=
µµµµ
.
(8.8)
13. Po ostudzeniu próbki i oprawki (ok. 10 min) zmierzy jej wysoko ko cow
H
k
(tak jak w
p.4). Okre li warto zu ycia
∆∆∆∆
Z
L
badanego materiału polimerowego przyjmuj c, e jest ono
równe ró nicy wysoko ci próbki zmierzonej przed i po procesie tarcia (wymiary oprawki nie
ulegaj zmianie)
∆∆∆∆
Z
L
=
H
p
-
H
k
.
(8.9)
14. Obliczy intensywno zu ycia
I
ZL
[
µm/km] badanego materiału polimerowego wg wzoru
L
Z
I
L
ZL
∆∆∆∆
=
.
(8.10)
15. Wyniki pomiarów i oblicze umie ci w sprawozdaniu
16. Powtórzy czynno ci opisane w punktach od 4 do 15 dla kolejnych badanych materiałów.
17. Przeprowadzi obserwacje mikroskopowe powierzchni lizgowej wskazanego przez osob
prowadz c kompozytu polimerowego. Umie ci w sprawozdaniu rysunek przedstawiaj cy wy-
gl d powierzchni lizgowej.
18. Wnioski, które nale y zamie ci w sprawozdaniu powinny zawiera wyja nienie otrzymanych
wyników bada oraz opis zachodz cych procesów zu ywania.
Literatura
[1] Rymuza Z., Trybologia polimerów lizgowych. Warszawa, WNT, 1986.
[2] Belyj V.A., Sviridenok A.I., Petrokovec M.I., Savkin V.G., Trenie polimerov. Moskva, Izd.
Nauka, 1972.
[3] Capanidis D., Wieleba W., Ziemia ski K., Polimerowe ło yska lizgowe. Praca zbiorowa „Tribo-
logia i tribotechnika”. Red. nauk. Marian Szczerek, Marek Wi niewski. Radom: Instytut Techno-
logii Eksploatacji, 2000, s. 683-699.
[4] Lawrowski Z., Tribologia. Tarcie, zu ywanie, smarowanie. Warszawa, PWN, 1993.
[5] Ł czy ski B., Niemetalowe elementy maszyn. Warszawa, WNT, 1988.
[6] Wieleba W., Analiza procesów tribologicznych zachodz cych podczas współpracy kompozytów
PTFE ze stal . Wrocław, Oficyna Wydawnicza Politechniki Wrocławskiej, 2002.
[7] uchowska D., Polimery konstrukcyjne. Przetwórstwo i wła ciwo ci. Wydawnictwo Politechniki
Wrocławskiej, Wrocław, 2000.
Wyszukiwarka
Podobne podstrony:
badania tarcia i zużycia komp polimer
badanie w łaściwości materiałów kompozytowych
Kompozyty polimerowe w motoryzacji
Badanie własności cieplnych tworzyw polimerowych, sprawozdania
Polimery i Kompozyty Polimerowe, MBM PWR, Materiałoznawstwo, Materiały pomocnicze
Kompozyty polimerowe, Studia, AiR, SEMESTR II, TSiIW, materiały
Kompozyty polimerowe 2, Studia, AiR, SEMESTR II, TSiIW, materiały
Kompozyty polimerowe w mostownictwie
Badanie własności mechanicznych tworzyw polimerowych, sprawozdania
nanonapelniacze kompozytów polimerowych
2 Badanie tarcia statycznego mate (2)
MEW13 Kompozyty polimerowe 04 05 2011 na strone
BADANIA KOROZYJNE ALUMINIOWYCH KOMPOZYTÓW ZBROJONYCH SIC WYKORZYSTYWANYCH DO PRODUKCJI TARCZ HAMULCO
14 Rozwój recyklingu kompozytów polimerowych do zastosowań konstrukcyjnych
18 Przewodzące kompozyty polimerowe eko noszą zachowanie recyklingu poliwęglanu pokruszony mikrocząs
więcej podobnych podstron