
ROZDZIAŁ 8
POMIAR TRWAŁOŚCI WARSTWY GRANICZNEJ
OLEJOWI SMARÓW
8.1. Wstęp
Podstawowym celem stosowania smarowania jest zmniejszenie wartości
współczynnika tarcia i wyeliminowanie lub zmniejszenie zużywania się po-
wierzchni elementów węzła łożyskowego. Dodatkowo smarowanie ułatwia
odprowadzenie ciepła tarcia, a także odprowadzenie zanieczyszczeń
(głównie produktów zużycia) z obszarów styku. Większość typowych
środków smarnych (oleje i smary plastyczne) zapewnia także okresową
ochronę antykorozyjną węzłów tarcia podczas ich bezruchu. Smarowanie
polega na wprowadzeniu między powierzchnie współpracujących
elementów węda łożyskowego substancji smarnych i zastąpieniu
zewnętrznego tarcia suchego, wewnętrznym tarciem w środku smarnym.
Radykalne zmniejszenie wartości współczynnika tarcia ślizgowego oraz
zużycia można osiągnąć jedynie w przypadku tarcia płynnego, które
zapewnia brak bezpośredniego styku powierzchni elementów węzła
łożyskowego, w wyniku czego eliminuje się procesy zużycia adhezyjne- go i
cieplnego. Zużywanie ścierne może zachodzić podczas występowania tarcia
płynnego jedynie wtedy, gdy w środku smarnym znajdują się twarde cząstki.
Zmiany wartości parametrów współpracy między elementami węzła
łożyskowego poniżej wartości dopuszczalnych lub nieodpowiedni dobór i
ukształtowanie cech konstrukcyjnych elementów maszyn uniemożliwiają
powstanie lub powodują zaburzenia istniejącego już tarcia płynnego w węźle
łożyskowym. Objawia się to nieciągłością przepływu substancji smarującej
w warstwie nośnej, czego konsekwencją jest zanikanie tarcia płynnego i
powstawanie tarcia mieszanego, które powoduje intensywne zużycie
elementów węzła łożyskowego. W tym przypadku jedyną warstwą
rozdzielającą powierzchnie współpracujących elementów jest silnie
związana z nią warstewka substancji smarującej, nazywana warstwą
graniczną. Ten rodzaj smarowania nazywany jest smarowaniem granicznym
[3]. Odprowadzenie ciepła za pomocą płynnego środka smarnego odbywa
się dzięki przepływowi ciepła ze stref tarcia do ścianek chłodzących ele-
mentów obudowy węzła łożyskowego lub chłodnicy. Intensywność
chłodzenia zależy od ciepła właściwego i gęstości płynnego środka
smarnego oraz od natężenia jego przepływu. Właściwy dobór sposobu
smarowania wpływa decydująco zarówno na sprawność układów
mechanicznych (wartość współczynnika tarcia), jak i na ich trwałość
(intensywność zużywania), a także na niezawodność działania.

8.2. Ogólna charakterystyka warstwy granicznej
i tarcia granicznego
Cząsteczki cieczy smarującej w zasięgu działania pola sił
powierzchniowych ciała stałego zmniejszają swoją ruchliwość. Działanie
pola elektrostatycznego powoduje polaryzację i związaną z nią orientację
cząsteczek - równolegle do linii działania sił. Orientacja cząsteczek
powoduje zwiększenie przestrzennego ich uporządkowania i zagęszczenia
ich w jednostce objętości. Powoduje to z kolei zwiększeni lepkości i
gęstości cieczy w strefie przypowierzchniowej. Wysoki stopień
uporządkowania
powoduje
również
zwiększenie
oddziaływań
międzycząsteczkowych i powstanie ciała quasi-krystalicznego.
Wynika z tego, że cząsteczki cieczy, znajdujące się w pobliżu
powierzchni ciała stałego mają inne własności niż w pozostałej objętości
cieczy. Tworzą one oddzielną fazę przypowierzchniową zwaną warstwą
graniczną. Warstwą graniczną nazywa się przypowierzchniową,
uporządkowaną, kilku- do kilkudziesięciocząsteczkową warstewkę cieczy
o grubości około 0,25 μm, znajdującą się w zasięgu pola sił
powierzchniowych ciała stałego.
Tarcie występujące w tej warstwie nazywa się tarciem granicznym.
Celowe
tworzenie
warstwy
granicznej
na
powierzchniach
współpracujących elementów celem obniżenia współczynnika tarcia,
zapobieganiu zużycia i zacierania nazywa się smarowaniem granicznym
[3].
8.2.1. Modele warstwy granicznej
Badania warstw granicznych mają na celu poznanie zasad ich
tworzenia. Trwałość warstw granicznych jest ściśle związana z ich budową.
Rozważania nad budową warstwy granicznej stanowią podstawę do
opracowania jej modeli. Modele warstwy granicznej tworzone są na
podstawie informacji uzyskanych z badań. Pierwsze modele warstwy
granicznej były bardzo uproszczone i opierały się na przesłankach, że
warstwa graniczna tworzy się na powierzchni metalu i ma ona inne
własności niż ciecz w pozostałej części objętości. W modelach
wyodrębniano tylko warstwę przyścienną z zaznaczeniem odrębności jej
cech. Przykładem może być tu model warstwy granicznej przedstawiony
przez Wooga (rys. 8.1) lub model warstwy granicznej zaproponowany
przez Blooma (rys. 8.2).
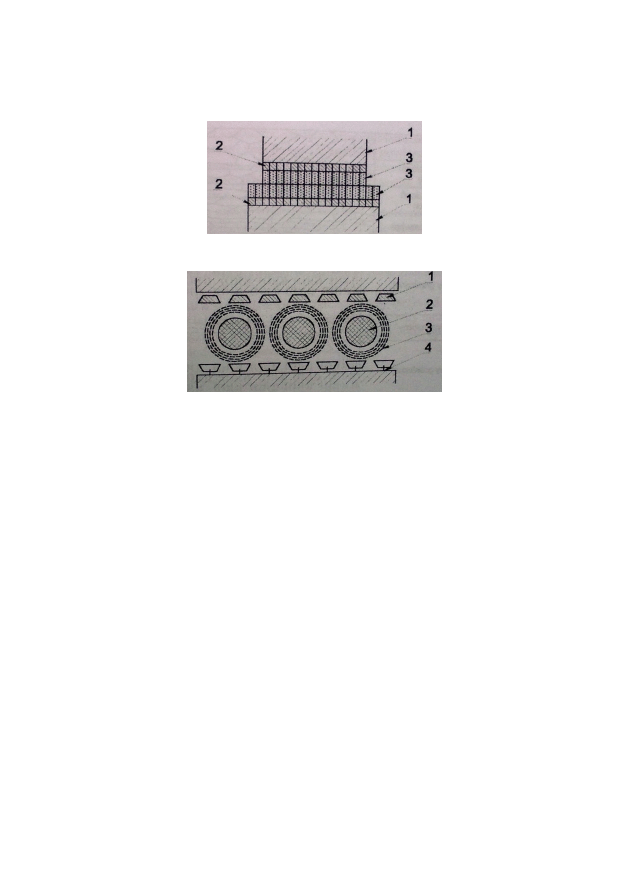
Rys. 8.1. Model warstwy granicznej wg Wooga: 1 - metal, 2 - warstwy
cząstek polarnych, 3 - cząstki niepolanie
Rys. 8.2. Model warstwy granicznej wg Blooma:
1- związane i zorientowane cząsteczki, 2 - koloidalne agregaty cząsteczek smaru,
3 - sprężysta błona solwatacyjna działająca buforowo, 4 - siły walencyjne ciała
stałego
Istnieje wiele modeli warstwy granicznej. Dla celów niniejszego opracowa-
nia wybrano model przedstawiony na rysunku 8.3. Przedstawia on model war-
stwy wierzchniej dwóch stykających się ze sobą powierzchni elementów
maszyn rozdzielonych warstwą oleju oraz usytuowanie warstwy granicznej.
Jeżeli warunki pracy węzła łożyskowego umożliwiają rozdzielenie powierzchni
ślizgowych elementów klinem smarnym, to film olejowy składa się z trzech
warstw [6]:
- warstwy granicznej oleju na powierzchni pierwszego elementu,
- warstwy granicznej oleju na powierzchni drugiego elementu,
- warstwy pośredniej między warstwami granicznymi, która stanowi obszar
występowania zjawisk hydrodynamicznych.
Wymaga się, aby warstwa graniczna miała możliwie największą trwałość
odporność na przerwanie. Analizując tworzenie warstwy granicznej należy
uwzględnić:
- rodzaj i budowę cząsteczek substancji smarującej,
- rodzaj i własności powierzchni elementów węzła łożyskowego,
- warunki sorpcji (temperatura, ciśnienie, czas kontaktu, itd.).
W samym procesie sorpcji możemy wyróżnić kilka podstawowych etapów:
- przyciąganie cząsteczek do ciała stałego,
- rozlokowanie ich na powierzchni,
- związanie cząsteczek z podłożem.
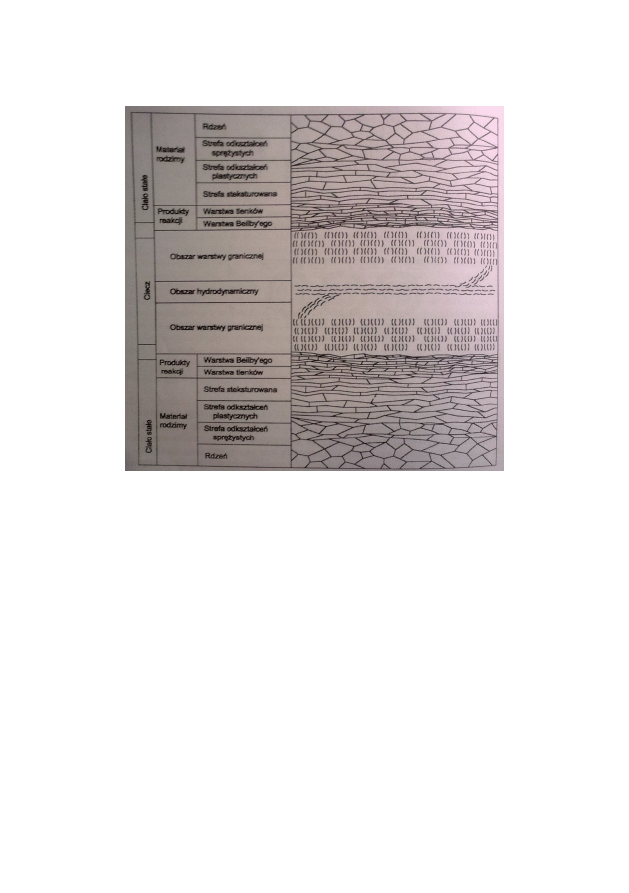
Rys. 8.3. Model warstwy wierzchniej elementów węzła ślizgowego
oraz warstwy granicznej smaru
Podczas procesu tworzenia warstwy granicznej we wszystkich jego
etapach zasadniczą rolę odgrywają wzajemne oddziaływania pomiędzy
adsorbującymi cząsteczkami a powierzchnią ciała stałego. Oddziaływania te
powinny być możliwie bardzo intensywne.
8.2.2. Własności warstwy granicznej
Warstwa graniczna jest odrębną fazą cieczy smarującej, tworzącą się w strefie
przyściennej ciała stałego, różniącą się własnościami i składem od „objętościowej"
części cieczy. Różnica ta wynika ze zwiększonego stężenia cząstek
polarnych spowodowanego oddziaływaniem pola sił powierzchni ciała
stałego. Oddziaływanie tego pola jest najsilniejsze tuż przy powierzchni i
maleje ono gwałtownie (wykładniczo) wraz ze wzrostem odległości od powierzchni.
Dlatego też cząsteczki znajdujące się najbliżej powierzchni podlegają uporządkowaniu
przestrzennemu, orientacji oraz unieruchomieniu (związaniu). W miarę oddalania się
od powierzchni stopień uporządkowania zmniejsza się, a cząsteczki są bardziej
ruchliwe.
Rozpatrując zatem własności warstwy granicznej należy zauważyć, że jej
własności zmieniają się w zależności od odległości od powierzchni przylegania.
Wysoki stopień uporządkowania, orientacja cząsteczek oraz ich powiązanie z
podłożem nadają zaabsorbowanej cieczy cechy ciała quasi-krystalicznego.
W warstwach cząsteczek położonych dalej od powierzchni lub też przy stosunkowo
słabym jej oddziaływaniu występuje jedynie znaczne zwiększenie lepkości i gęstości.
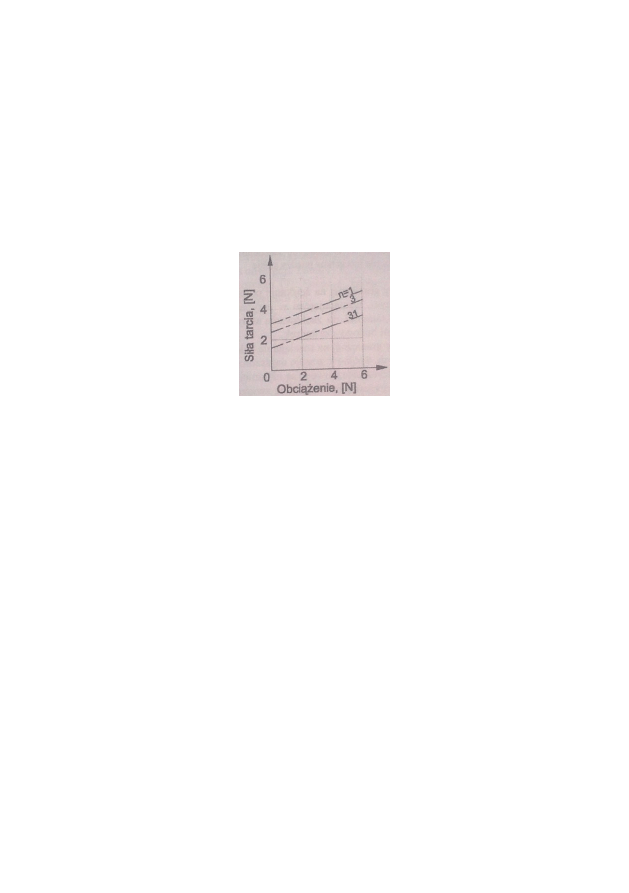
Na rysunku 8.4 przedstawiono zależność siły tarcia od obciążenia warstwy
granicznej oraz od grubości. Jak widać największe opory tarcia występują w war-
stwach najcieńszych. Można to tłumaczyć zwiększonym oporem uporządkowanych
cząsteczek do ich przemieszczania.
Rys. 8.4. Zależność siły tarcia od obciążenia pomiędzy powierzchniami smarowanymi parafiną:
n - liczba warstewek w warstwie smarnej
Oddzielnym, ważnym zagadnieniem jest trwałość warstwy granicznej. Trwałość
warstwy granicznej zależy nie tylko od jej grubości, ale przede wszystkim od sposobu
związania adsorbowanych cząsteczek z podłożem i pomiędzy sobą. Związanie z
podłożem ma zasadnicze znaczenie podczas działania sił ścinających. Natomiast
międzycząsteczkowe powiązania boczne spełniają główną rolę przy działaniu sił
normalnych do powierzchni podłoża, niezależnie od tego czy warstwa jest złożona z
cząsteczek pałeczkowych (łańcuchowych), czy też z płytkowych występujących
głównie w oleju.
Warstwa graniczna przeciwstawia się zarówno ściskaniu, jak i rozrywaniu. Jeżeli
cząsteczki nie są związane z podłożem, to przy działaniu sił ściskających istnieje
tendencja do „wyciśnięcia" ich spomiędzy smarowanych elementów,
W cząsteczkach związanych z podłożem, a więc nie mogących się swobodnie
przemieszczać, siły ściskające wywołują głównie zmiany w samych cząsteczkach,
polegające na zmianach kątów i wzajemnego ich ułożenia. Istnieje również
możliwość rozsuwania się cząsteczek uporządkowanych w warstwie gra-
nicznej i wciskanie się między nie cząsteczek z dalszych warstw, w
wyniku czego następuje wzrost „upakowania" (rys. 8.5).
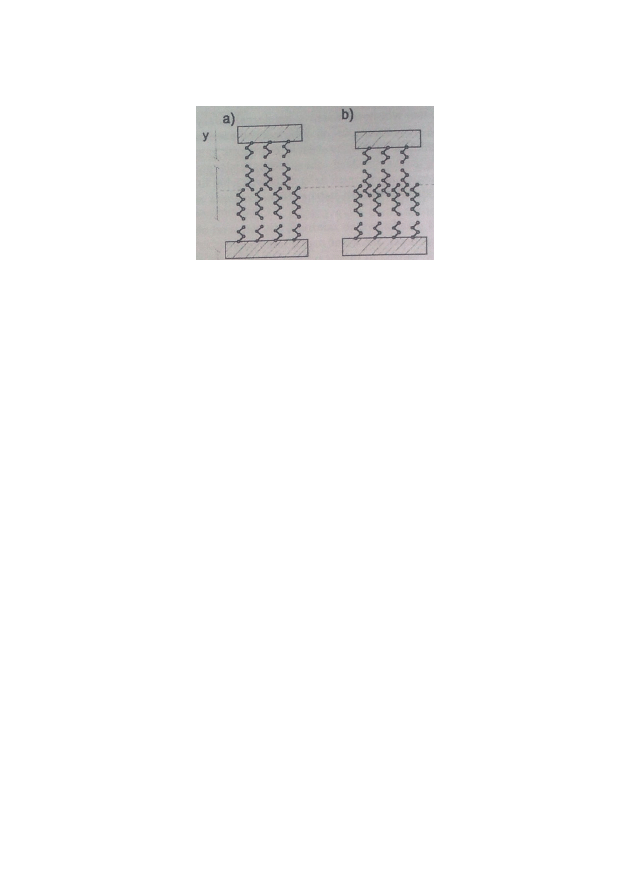
Rys. 8.5. Model zjawiska „upakowania” cząsteczek w warstwie granicznej przy
ściskaniu: a) uginaniu się łańcuchów – początkowa faza, b) wchodzenie
łańcuchów między siebie
Odporność warstwy granicznej na ściskanie polega między innymi na od-
działywaniu odpychającym, występującym w przypadku znacznego zbliżenia
cząsteczek oraz przy skłonności do zachowania stałych kątów pomiędzy po-
szczególnymi elementami budowy cząsteczek.
Odporność warstwy granicznej na rozciąganie zależy głównie od wielkości sił
międzycząsteczkowych. Spójność zostaje naruszona w tych miejscach, gdzie siły
oddziaływania międzycząsteczkowego są najmniejsze. Ze względu na to, że atomy
pierwiastków tworzących cząsteczkę są związane między sobą silnymi wiązaniami
kowalentnymi, natomiast cząsteczki słabymi siłami międzycząsteczkowymi, utrata
spójności (rozrywanie) występuje między warstwami cząsteczek. Jeżeli zaadsorbowane
cząsteczki są związane z podłożem silnym
wiązaniem chemicznym, a wiązanie to jest
silniejsze od sił spójności występujących w podłożu, to podczas działania sił
rozciągających na warstwę graniczna następuje wyrywanie cząsteczek podłoża.
W wielu skojarzeniach elementów maszyn występuje cykliczne ściskanie
i rozciąganie warstwy granicznej, wywołujące powstawanie tego zjawiska.
8.2.3. Metody pomiaru trwałości warstwy granicznej
Smarność jest własnością substancji smarującej charakteryzującą jej zachowanie w
warunkach tarcia granicznego. Określa ona zdolność do wytworzenia trwałej warstwy
granicznej w wyniku adsorpcji (chemisorpcji) na powierzchni ciał stałych
[1, 3, 5], Zdolność ta dla danej substancji smarującej jest różna w odniesieniu do
różnych rodzajów ciał stałych. Miarą smarności jest trwałość warstwy granicznej, a
więc trwałość związania substancji smarującej z podłożem. Trwałość tę można
określać zarówno w czasie tworzenia warstwy granicznej (z efektów
towarzyszących, np. z ciepła sorpcji), jak też w czasie jego niszczenia (np. z
ilości energii, jaką trzeba włożyć, aby przerwać warstwę graniczną).
O trwałości warstwy granicznej można również pośrednio wnioskować ze
zjawisk związanych ze smarnością, jak procesów zużycia, skłonności do za-
cierania itp. Smarność jako podatność do adsorpcji można badać zarówno w
warunkach statycznych, jak i dynamicznych.
8.2.3.1. Pomiary trwałości warstwy granicznej oparte na
efektach towarzyszących jej tworzeniu
Graniczna warstwa oleju jest tym trwalsza, im silniej tworzące ją
cząsteczki związane są z podłożem. Z kolei im siły wiązań cząsteczek z
podłożem są większe, tym większa ilość energii wydziela się w procesie ich
wiązania. Mierząc efekty cieplne towarzyszące sorpcji, możemy
wnioskować o trwałości powstającej warstwy granicznej.
Do badań wpływu różnych substancji na tworzenie warstwy granicznej
stosuje się pomiary ciepła adsorpcji. Pomiary te wykonywane są za pomocą
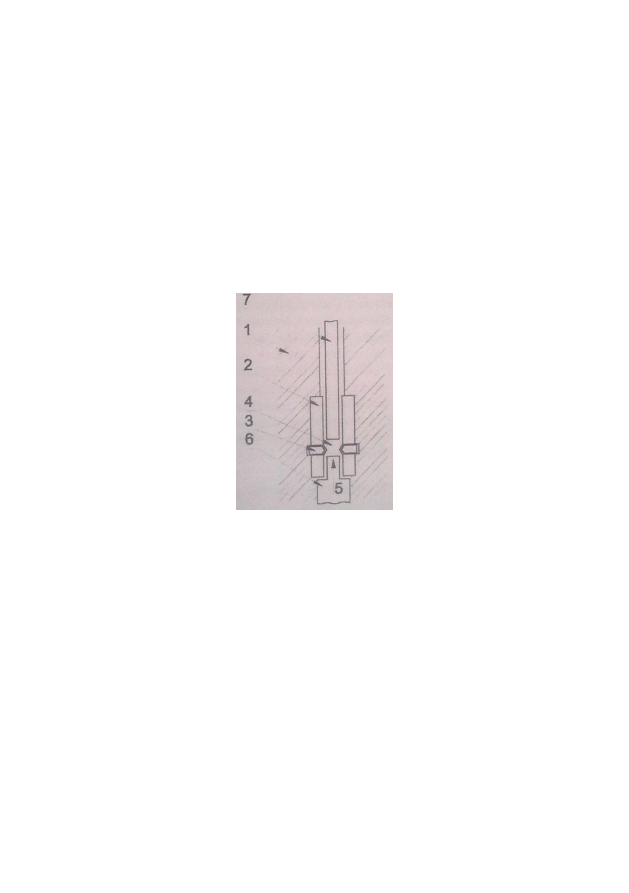
mikrokalorymetru przepływowego [3]. Schemat komory pomiarowej
mikrokalorymetru przedstawiono na rysunku 8.6.
Rys. 8.6. Komora pomiarowa mikrokalorymetru: l - blok metalowy, 2 - komora z
teflonu (PTFE), 3 - termistor, 4 - adsorbent, 5 - przepuszczalna siatka, 6 -
rura wylotowa, 7 - rura wlotowa
Zasada pomiaru jest następująca. Przez sproszkowany adsorbent
(żelazo lub jego tlenki), umieszczony na przepuszczalnej gazie, przesącza
się ze stałą prędkością około 0,10 ml/min roztwór substancji zdolnych do
sorpcji. Efekt cieplny jaki występuje podczas sorpcji mierzy się za pomocą
termistorów i rejestruje.
Pomiar efektu cieplnego sorpcji realizowany może być dwoma metodami.
Pierwsza polega na przesączaniu przez adsorbent roztworu o znanym
stężeniu przez określony czas i mierzeniu całkowitej ilości wydzielonego
ciepła. Druga metoda, zwana metodą impulsową polega na przepuszczaniu
przez adsorbent jedynie cieczy nośnej. Po zarejestrowaniu wyników
pomiarów dotyczących cieczy nośnej, dodaje się do cieczy nośnej
określoną ilość substancji zdolnej do sorpcji. Jej zaadsorbowanie na
powierzchni adsorbenta powoduje wydzielenie określonej ilości ciepła, co
jest zarejestrowane na wykresie (rys. 8.7) w postaci „pola dodatniego"
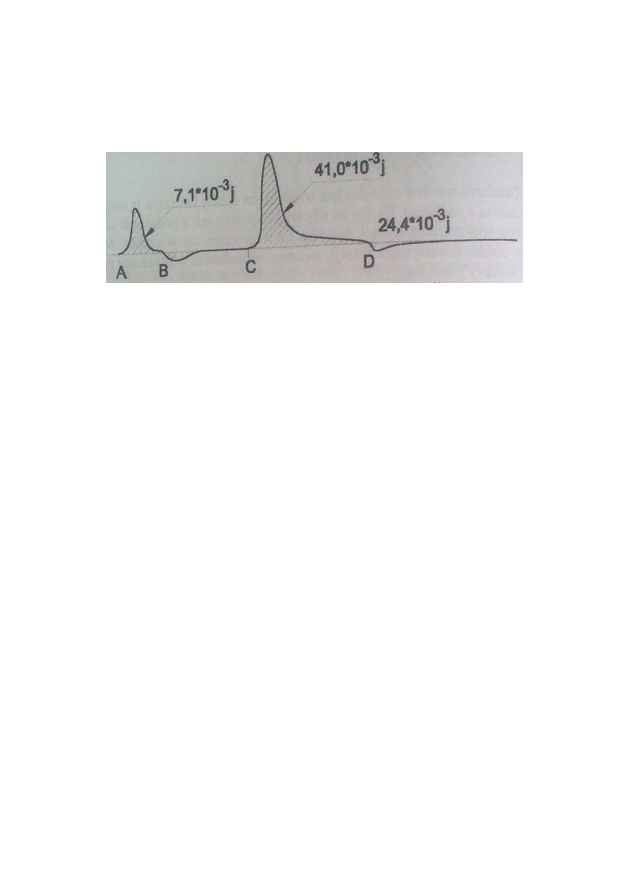
(w odniesieniu do linii zarejestrowanej dla cieczy nośnej). W przypadku
desorpcji następuje pochłanianie ciepła i pojawia się na wykresie „pole
ujemne".
Wartość efektu cieplnego podczas sorpcji zależy nie tylko od rodzaju
substancji adsorbowanej, ale również i od rodzaju adsorbenta.
Z krzywych efektów cieplnych można wnioskować o sposobie ułożenia
cząstek na powierzchni adsorbenta. Małe efekty cieplne związane są z małą
gęstością upakowania i płaskim ułożeniem cząsteczek, natomiast duże
efekty cieplne są wynikiem dużej gęstości upakowania oraz pionowego
ułożenia cząsteczek.
Adsorpcja różnych związków na powierzchniach metali zmienia w
zasadniczy sposób elektryczne przewodnictwo „naskórkowe" metali. Ze
względu na to, że pomiary elektryczne są dokładne, szybkie i stosunkowo
łatwe w realizacji, badania tego rodzaju mogą być wygodnym źródłem
informacji o procesach sorpcyjnych na powierzchniach metali.
8.2.3.2. Pomiary trwałości warstwy granicznej oparte na
efektach towarzyszących jej niszczeniu
Graniczna warstwa oleju jest trwała, dopóki jej odporność na
przerwanie jest większa lub równa oddziaływaniom niszczącym. Z chwilą
przerwania warstwy granicznej następuje zużywanie warstwy wierzchniej
elementu z reguły poprzez dekohezję.
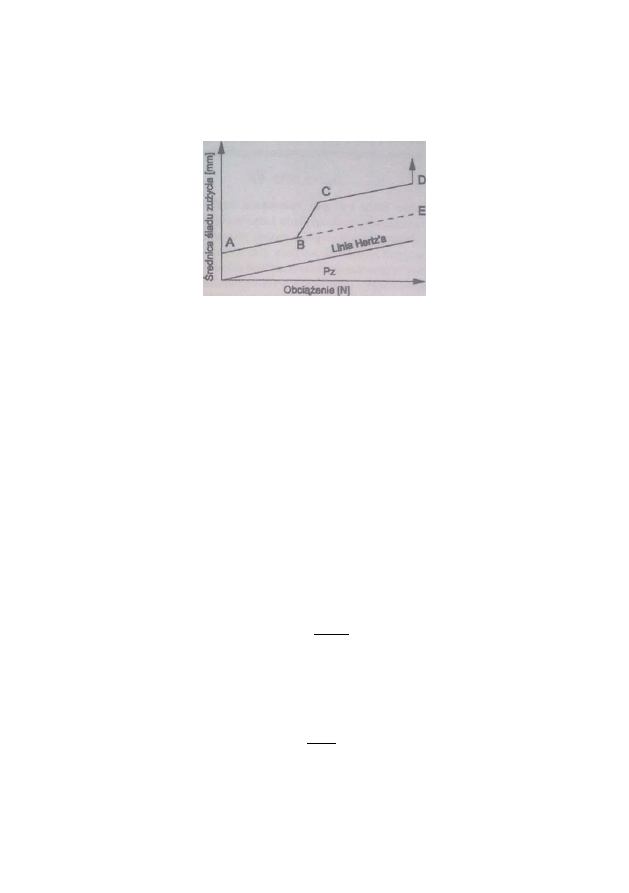
W przypadku współpracy elementów maszyn, których geometria styku
powoduje zwiększenie powierzchni tarcia w miarę zużywania się elementów
(np. styk dwóch kul, kuli lub trzpienia stożkowego z płaską obracającą się
tarczo), po przerwaniu warstwy granicznej następuje gwałtowne zużycie
tych elementów i wzrost powierzchni tarcia.
Odporność na zacieranie i zużywanie jest uzależnione od trwałości war-
stwy granicznej oleju i może być wykorzystywana jako jej miara. Do
wyznaczania tak pojętej trwałości warstwy granicznej oleju służą różnego
rodzaju maszyny tarciowe, np. aparat czterokulowy. W większości krajów
metoda pomiarów za pomocą aparatu czterokulowego została
znormalizowana. W pomiarach znormalizowanych, prowadzonych za
pomocą aparatu czterokulowego, własności przeciwzużyciowe oleju, a więc
Rys. 8.7. Wykres efektów cieplnych towarzyszących sorpcji:
A, C - początek wydzielania ciepła w wyniku adsorpcji,
B, D - początek pochłaniania ciepła w wyniku desorpcji
i pośrednio jego własności smarne charakteryzuje się wartością średnicy
śladu zużycia kul oraz tzw. obciążeniem zespawania (rys. 8.8.).
W metodzie znormalizowanej rozróżnia się następujące rodzaje obciążeń
w aparacie czterokulowym [3,4, 8]:
a)
obciążenie nadane P [kG], tj. obciążenie przyłożone do
współpracujących elementów,
b)
obciążenie rzeczywiste kulek P
rz
[kG], tj. obciążenie występujące
między górną kulą a trzema dolnymi, obliczone wg rozkładu sił w
układzie regularnego czworościanu:
P
r z
= 0,408 ·P
(8.1)
c)
obciążenie zespawania P
z
[kG], tj. największe obciążenie, przy którym
w czasie pracy aparatu następuje zespawanie górnej kuli z zespołem
trzech dolnych kul,
d)
zużycie właściwe P
wł
[kG/mm
2
] (zwane również granicznym
obciążeniem zużycia), tj. obciążenie przypadające na zwiększoną w
wyniku zużycia powierzchnię styku kul:
(8.2)
gdzie:
d - średnica [mm] śladu zużycia kuli dla danego obciążenia P,
0,52 - współczynnik przeliczeniowy,
e)
obciążenie skorygowane P, [kG] obliczone ze wzoru:
(8.3)
Rys. 8.8. Przebieg zużywania elementów tarcia aparatu czterokulowego w funkcji
obciążenia: ABE - linia kompensacyjna, B - największe
obciążenie niezacierąjące, BC - początek zacierania, CD -
intensywne zużywanie, D - zespawanie, P
z
- obciążenie zacierania

gdzie:
Dh - średnica [mm] odkształcenia sprężystego kulki wg Hertza
pod danym obciążeniem statycznym obliczona ze wzoru:
√
(8.4)
Miarą smarności może być czas zużywania, czyli czas jaki musi upłynąć
przy danym obciążeniu, aby średnica śladu zużycia osiągnęła wartość 1 mm.
Za pomocą aparatu czterokulowego można prowadzić wiele innych
pomiarów charakteryzujących odporność warstwy granicznej na jej
przerwanie. Jeżeli aparat czterokulowy wyposażony jest w urządzenie, które
umożliwia zwiększanie obciążenia w sposób ciągły, to w miarę wydłużania
drogi i czasu tarcia powoduje się szczególne spiętrzenie efektów cieplnych
w obszarach tarcia, stwarzające szczególnie niesprzyjające warunki pracy
oleju. Na warunki takie odporne są tylko niektóre oleje charakteryzujące się
dużą smarnością. Ocenę smarności oleju uzyskuje się również, wykonując
pomiary z zastosowaniem zmiennej prędkości obrotowej kulek. Aparat
czterokulowy w standardowym wykonaniu ma stałą prędkość obrotową
(1450 obr./min.). W takim przypadku czynnikiem powodującym niszczenie
warstwy granicznej jest wzrost obciążenia i związany z nim wzrost
temperatury. Interesujące są konstrukcyjne wersje aparatu czterokulowego,
które umożliwiają pracę przy bardzo nieznacznych prędkościach
obrotowych, np. 1 obr./min. Zostają wówczas wyeliminowane efekty
hydrodynamiczne, a ponadto zachodzi dobry odpływ ciepła.
Aparat czterokulowy może być również wyposażony w urządzenie do
podgrzewania miseczki z kulami lub też do jej chłodzenia. Umożliwia to
wykonywanie pomiarów trwałości warstwy granicznej w różnych
temperaturach.
W aparatach czterokulowych wyposażonych w komplety kulek,
wykonanych z różnych materiałów (metali i tworzyw polimerowych)
możliwa jest ocena wpływu własności materiałów skojarzonych na trwałość
warstwy granicznej.
8.3. Wybrana metoda badań
Badania
laboratoryjne
przeprowadzane
za
pomocą
aparatu
czterokulowego dotyczą oceny własności smarnych olejów i smarów
zgodnie z zaleceniami Polskiej Normy [8].
13.1. Opis stanowiska badawczego
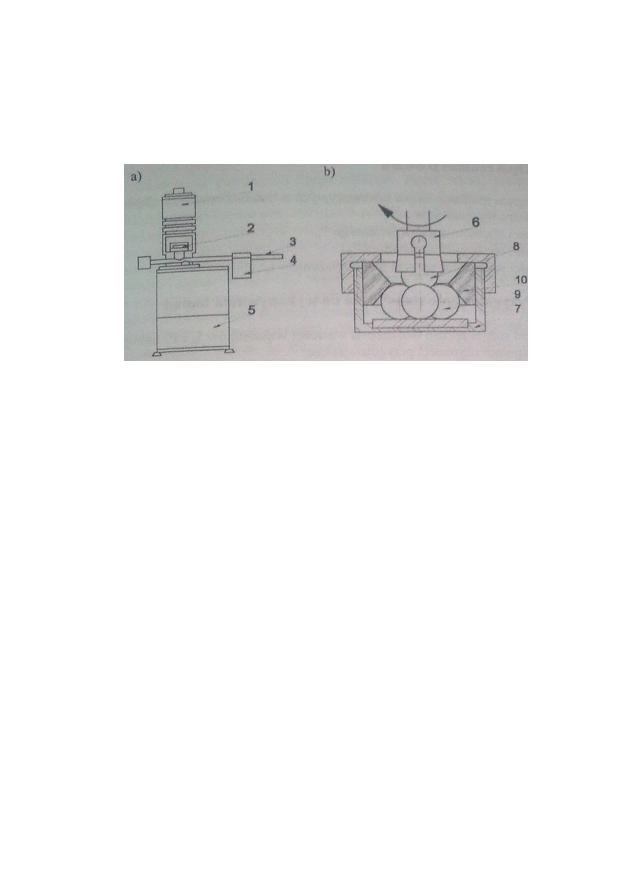
Stanowisko laboratoryjne przeznaczone do badań trwałości warstwy granicznej
olejów i smarów przedstawiono na rysunku 8.9.
Rys. 8.9. Schemat stanowiska do badania trwałości warstwy granicznej olejów i
smarów: a) aparat czterokulowy, b) uchwyty badanych kul; 1 - silnik
elektryczny, 2 - zespół mocujący kulki, 3 - ramię układu obciążającego,
4 - obciążnik, S - podstawa aparatu czterokulowego, 6 - uchwyt kulki
górnej, 7 - uchwyt kulek dolnych, 8 - ruchoma kulka górna, 9 -
nieruchome kulki dolne, 10 - pierścień dociskowy
Wyposażone jest ono w [4, 8, 9, 10]:
-
aparat czterokulowy,
-
kulki stalowe, wykonane ze stali łożyskowej w „0” klasie dokładności, o
średnicy 1/2" i tolerancji grupy selekcyjnej 0,8 μm,
-
sekundomierz, umożliwiający odczyt czasu z dokładnością do 0,1 s,
-
mikroskop pomiarowy wyposażony w skalę, umożliwiającą wykonanie
pomiaru średnic skaz z dokładnością do 0,01 mm,
-
benzynę ekstrakcyjną o własnościach zgodnych z zaleceniami normy,
-
naczynia do przechowywania i nabierania substancji smarujących,
-
instrukcję obsługi stanowiska.
Jak widać na rysunku 8.9, silnik elektryczny 1 połączony jest z wałem
napędzającym uchwyt 6 kulki górnej 8. Zespół obciążający wraz z
obciążnikami 4, którego położenie jest regulowane 3 względem punktu
podparcia dźwigni obciążającej umożliwia zmianę nacisku na kulki dolne
9. Elementami badawczymi są trzy kule unieruchomione w uchwycie
dolnym, umieszczone w miseczce 7 zawierającej badaną substancję
smarującą, dociskane do czwartej kulki zamocowanej w uchwycie
obrotowym. Siła docisku wytwarzana jest za pomocą zespołu
obciążającego. Obciążenie nadane P, działające na układ czterech badanych

kulek może zawierać się od 0 do 800 kG. Kulka górna obraca się z
prędkością n = 1450± 50 obr./min.
Badanie trwałości warstwy granicznej olejów i smarów polega na pomiarze
średnic śladów zużycia powstałych na powierzchniach trzech badanych
nieruchomych kulek dla poszczególnych wartości obciążenia nadanego P.
8.3.2.
Opis realizacji badań
Program realizacji badań laboratoryjnych własności smarnych
olejów i smarów zawiera wyznaczenie:
-
wartości obciążenia niezacierającego P
n
,
-
wartości obciążenia zespawania P
z
,
-
wartości wskaźnika zużycia pod obciążeniem I
h
.
8.3.3.
Przygotowanie stanowiska do wykonywania badań
Przed rozpoczęciem oznaczania wartości wskaźników I
h
i P
z
należy
wykonać następujące czynności przygotowawcze:
1. Do każdego biegu testowego wybrać cztery nowe kulki. Kulki,
uchwyty mocujące kulek, końcówkę wrzeciona maszyny czterokulowej
oraz wszystkie elementy stykające się z badanym środkiem smarnym umyć
w rozpuszczalniku celem usunięcia z wymienionych elementów śladów
olejów, smarów lub substancji ochronnych. Wybór rozpuszczalnika zależy
od rodzaju substancji.
2.
Umyte elementy wysuszyć w strumieniu powietrza. Umytych i
wysuszonych elementów nie należy dotykać rękami.
3.
Sprawdzić wizualnie stan powierzchni kulek i stan powierzchni
uchwytu utrzymującego kulki.
4.
Trzy kulki umieścić w uchwycie dolnym, natomiast kulkę czwartą
wraz z jen uchwytem zamocować we wrzecionie aparatu.
5.
Uchwyt kulek dolnych napełnić badanym środkiem smarnym w ilości
8 ± 2 cm
3
o temperaturze 20 ± 5°C, tak, aby nie powstały w nim pęcherzyki
powietrza. W przypadku badania smarów plastycznych napełnić uchwyt
kulek dolnych środkiem smarnym przed umieszczeniem w nim kulek. Po
zamocowaniu dolnych kulek usunąć nadmiar wyciśniętego smaru.
6.
Uchwyt umieścić w aparacie i obciążyć węzeł obciążeniem nadanym
P = 80 kG, unikając gwałtownych zmian obciążenia, które mogą
spowodować deformacje powierzchni kulek. Obciążenie nadane
P [kG] - obciążenie węzła tarcia nadane przez układ obciążający aparatu
czterokulowego [8].
7.
Sprawdzić prawidłowość współpracy elementów węzła tarcia przez
pokręcenie uchwytem kulek dolnych.
8.3.4. Sposób wykonania badań
W celu realizacji oznaczenia wartości wskaźników I
h
i P, należy:

1.
Wykonać czynności przygotowawcze podane w punkcie 8.3.3.
2.
Uruchomić silnik napędowy aparatu czterokulowego na czas 10 ± 0,2 s,
przy czym nie brać pod uwagę czasu biegu od włączenia silnika do osią-
gnięcia prędkości obrotowej 1450 ± 50 obr./min. i wyłączenia silnika do
zatrzymania aparatu.
3.
Po zakończeniu pierwszego biegu odciążyć węzeł tarcia, zdemontować
uchwyty kulek, kulki dolne umyć w rozpuszczalniku i osuszyć.
4.
Zmierzyć mikroskopem pomiarowym średnice powstałych skaz w
kierunku równoległym i prostopadłym do śladów tarcia.
5.
W przypadku, gdy krawędzie skaz są zakryte wytartym materiałem,
należy je przed pomiarem oczyścić.
6.
Obliczyć i zapisać w tabeli 8.1 wartość średnią średnicy skaz d i
porównać ją z wartością skompensowaną średnicy skaz d
3
. Średnia
średnica skaz d [mm] - średnia arytmetyczna wyników pomiarów
średnic
śladów
zużycia
ciernego
(skaz),
wykonanych
w
kierunku równoległym i [8].
Skompensowana średnica skaz d
s
[mm] - wartość znormalizowana
średniej
średnicy
skaz
powstałych
na
powierzchni
kulek
nieruchomych obciążonych
siłą
P
w
obecności
czynnika
smarującego, powstałych w biegu, podczas którego nie nastąpi zatarcie
lub zespawanie badanych kulek [8].
7.
Jeżeli średnia wartość średnicy skaz d przy obciążeniu nadanym P = 80
kG nie przewyższa wartości skompensowanej średnicy skaz d
s
więcej niż
o 5%, należy wykonać bieg przy kolejnym wyższym obciążeniu
nadanym.
8.
Jeżeli średnia wartość średnicy skaz d przy obciążeniu nadanym P = 80
kG przewyższa więcej niż 5% wartości skompensowanej średnicy skaz d
s
,
następny bieg badawczy przeprowadzić przy kolejnym niższym
obciążeniu nadanym.
9.
Kontynuować biegi, aż do wyznaczenia największego obciążenia
niezacierającego P
n
, stosując w każdym biegu zestaw nowych kulek.
Największe obciążenie niezacierające P
n
- największe obciążenie
nadane P, przy którym średnia średnica skaz d nie przewyższa więcej
niż 5% skompensowanej średnicy skaz d
s
[8].
10.
Po wyznaczeniu obciążenia niezacierającego P
n
, wykonać kolejno biegi
przy rosnących obciążeniach zgodnie z tabelą 8.1, aż do zespawania
kulek i natychmiast wstrzymać bieg silnika. Objawy zespawania kulek:
zwiększony hałas w węźle tarcia z równoczesnym wydobywaniem się
dymu, gwałtowny wzrost momentu tarcia i zadziałanie wyłącznika
bezpieczeństwa.
11.
Powtórzyć bieg przy obciążeniu, przy którym nastąpiło zespawanie.
Jeżeli przy powtórnym biegu zespawanie nie nastąpi, przeprowadzić
następny bieg przy kolejnym wyższym obciążeniu nadanym. Za
obciążenie zespawania P
z
przyjąć obciążenie, przy którym dwukrotnie
stwierdzono zespawanie kulek.
12.
Wykonać 10 biegów dla kolejnych obciążeń poprzedzających obciążenie
zespawania P
z
, pomijając wartości obciążeń niższych od wyznaczonej
wartości obciążenia niezacierającego P
n
.
13.
Jeżeli dla danego środka smarnego nie wystąpi zespawanie kulek,
wówczas za obciążenie zespawania P
z
należy przyjąć obciążenie nadane,
dla którego średnia wartość średnicy skaz d powstałych na nieruchomych
kulkach osiągnie wartość 4 mm.
14.
Jeżeli przy najwyższym obciążeniu nadanym P = 800 kG nie nastąpiło ze-
spawanie kulek i średnia wartość średnicy skaz d nie osiągnęła wartości 4
mm, należy przyjąć: obciążenie zespawania - powyżej 800 kG, a wskaź-
nik zużycia pod obciążeniem obliczyć przyjmując, że obciążenie zespa-
wania P
z
= 800 kG.
15.
Wypełnić tabele pomiarową.
8.3.5. Obliczenie wartości obciążenia skorygowanego P
s
i
wskaźnika zużycia pod obciążeniem I
h
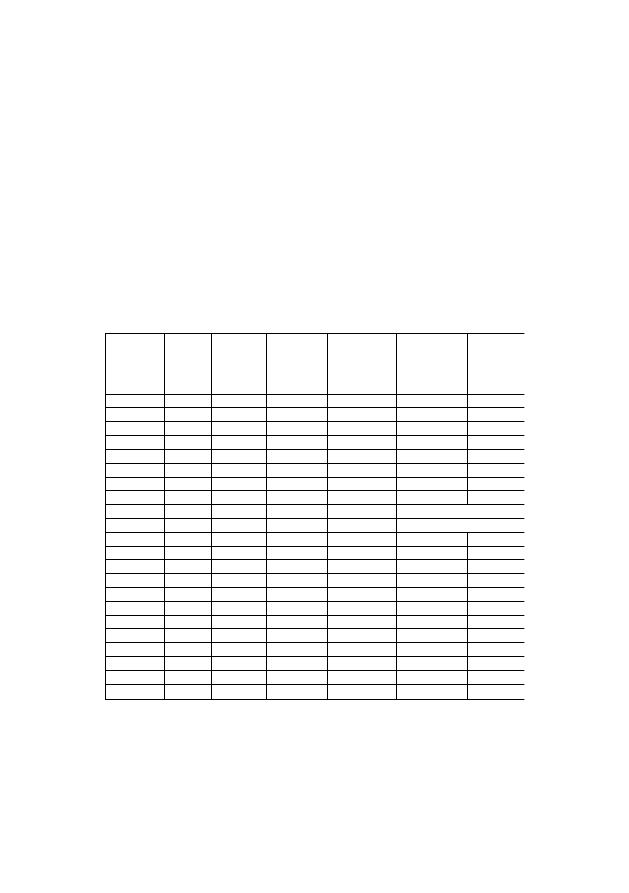
Tabela 8.1. Tabela pomiarowa [8]
Obciążenie
nadane
P[kG]
Średnia
średnica
skaz d [mm]
Skompen-
sowana
średnica
skaz
d
s
[mml
Iloczyn
P·D
h
[kGmm]
Obciążenie
skorygowane P
s
[kG]
Obciążenie
zespawania
P
z
[kG]
Wskaźnik
zużycia pod
obciążeniem
I
h
[kG]
6
0,95
8
1,40
10
0,21
1,88
13
0,23
2,67
16
0.25
3,52
20
0,27
4,74
24
0,28
6,05
32
031
8,87
40
0,33
11,96
50
0,36
16,10
63
039
21,86
80
0.42
30,08
100
0,46
40,5
126
0,50
552
160
0,54
75,8
200
0,59
102,2
250
137,5
315
187,1
400
258
500
347
620
462
800
649
1. Obciążenie skorygowane Ps [kG] obliczyć dla poszczególnych biegów
aparatu w zakresie obciążeń między największym obciążeniem
niezacierającym i obciążeniem zespawania P
z
wg wzoru:
(8.5)
gdzie:
P - obciążenie nadane w danym biegu [kG],
D
h
- średnica skaz Hertza [mm]
√
(8.6)
2. Wskaźnik zużycia pod obciążeniem I
h
[kG] obliczyć wg wzoru:
(
)
(8.7)
gdzie:
P
s1
- suma obciążeń skorygowanych P
s
[kG] dla kolejnych obciążeń
nadanych nie większych niż 315 kG, a większych od największego
obciążenia niezacierającego P
n
,
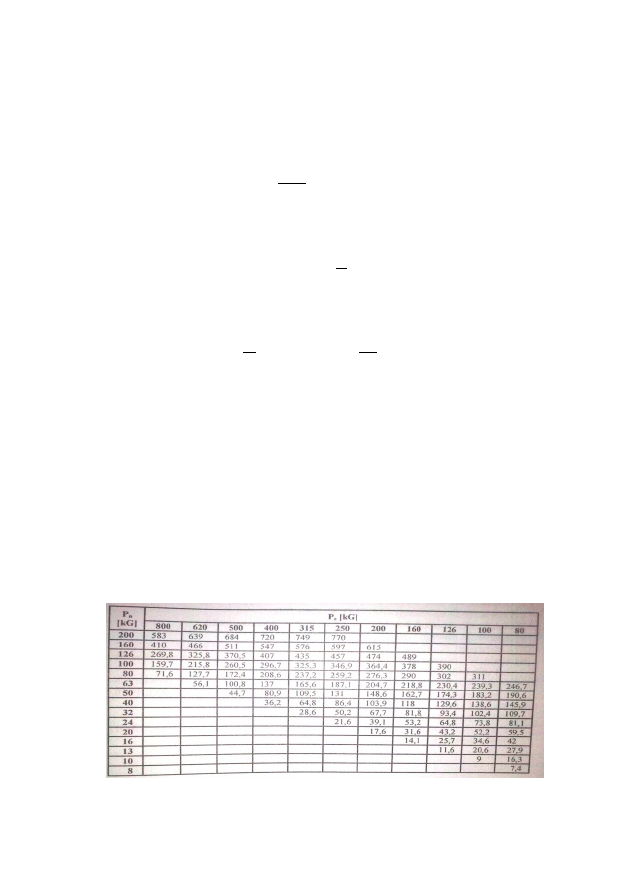
P
s2
- suma obciążeń skorygowanych P
s
[kG] dla obciążeń nadanych
nie większych od największego obciążenia niezacierającego P
n
,
uzupełniających liczbę obciążeń skorygowanych P
s
, do dziesięciu,
wymaganych do obliczenia wskaźnika zużycia pod obciążeniem I
h
,
obliczona z pomiarów lub odczytana z tabeli 8.2 na podstawie
wyznaczonych w danym badaniu wartości P
n
i P
z
,
P
s3
- średnia arytmetyczna obciążeń skorygowanych P
s
[kG] dla ob-
ciążeń nadanych większych od 315 kG.
Tabela 8.2. Suma obciążeń skorygowanych P
s2
[kG] w zależności od wartości
największego obciążenia niezacierającego P
n
oraz obciążenia zespawania
P
z
[8]

8.3.6. Wynik oznaczania wartości wskaźnika zużycia pod
obciążeniem I
h
i obciążenia zespawania P
z
Za wynik oznaczania obciążenia niezacierającego P
n
należy przyjąć
wartość największego obciążenia nadanego P, przy którym średnia
wartość średnicy skaz d nie przewyższa więcej niż 5% wartości
skompensowanej średnicy skaz d
s
.
Za wynik oznaczania obciążenia zespawania P
z
należy przyjąć
wartość obciążenia nadanego P, przy którym co najmniej w dwóch
biegach stwierdzono zespawanie kulek.
Za wynik oznaczania wskaźnika zużycia pod obciążeniem I
h
należy
przyjąć średnią arytmetyczną wyników co najmniej dwóch oznaczeń nie
różniących się między sobą więcej niż 10 kG.
8.4. Zasady opracowania wyników badań
Opracowanie wyników badań powinno zawierać:
a)
cel badań,
b)
rysunek i opis stanowiska badawczego,
c)
charakterystykę badanego środka smarnego,
d)
tabelę z wynikami badań,
e)
wynik końcowy oznaczania wartości wskaźnika zużycia pod
obciążeniem I
h
i obciążenia zespawania P
z
,
f)
ocenę wyników badań i wnioski końcowe.
Literatura
[1]
Bowden F.P., Tabor D.: Wprowadzenie do trybologii. WNT,
Warszawa 1980.
[2]
Grądkowski M.: Ocena przydatności eksploatacyjnej olejów
smarowych. Problemy Eksploatacji 2/95 (15), Radom 1995.
[3]
Hebda ML, Wachal A.: Trybologia. WNT, Warszawa 1980.
[4]
Instrukcja obsługi Aparatu czterokulowego T-02.
[5]
Lawrowski Z.: Technika smarowania. PWN, Warszawa 1987.
[6]
Mróz W.: Uwagi do tarcia granicznego. Zagadnienia Eksploatacji
Maszyn 3-4 (63-64), 1985.
[7]
Mróz W.: Właściwości warstw granicznych smaru a energia
powierzchniowa warstw wierzchnich. Zagadnienia Eksploatacji
Maszyn 1 (73), 1988.
[8]
PN-76/C-04147. Badanie własności smarnych olejów i smarów.
[9]
PN-83/M-86452. Łożyska toczne. Kulki.
[10] Pytko S.: Podstawy tribologii i techniki smarowniczej. Skrypt AGH
w Krakowie, Kraków 1984.

[11]
Szczerek M.: Badania tribologicznych własności materiałów. Tribologia
- Teoria i praktyka. VII Krajowe Sympozjum Eksploatacji Urządzeń
Technicznych, Radom-Kozubnik 1993.
[12]Wiślicki B., Zawadzki A., Lizis A.: Tribologiczno-silnikowe badania
skuteczności niektórych specjalnych środków smarowych. Tribologia -
Teoria i praktyka. VII Krajowe Sympozjum Eksploatacji Urządzeń
Technicznych, Radom-Kozubnik 1993.
Wyszukiwarka
Podobne podstrony:
Metody pomiaru trwałości warstwy granicznej olejów i smarów’’
Pomiar trwałości warstwy granicznej olejó i smarów
Pomiar trwałość warstwy granicznej
pomiar trwałości warstwy granicznej olejów i smarów sprawko
Metody?dan warstw granicznych środków smarnych
Pomiar grubości warstw i ścianek
A - Błędy graniczne narzędzi pomiarowych, Lab A d, Sprawozdanie
Dopuszczalne granice błędu pomiaru
POMIAR GRUBOŚCI WARSTW I SCIANEK
10 Pomiar mikrotwardosci azotowanej warstwy powierzchniowej
A - Błędy graniczne narzędzi pomiarowych, M1, Rafał Nowakowski
A - Błędy graniczne narzędzi pomiarowych, CWICZ2
Pomiary grubości warstw i ścianek, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1
grubosc warstwy izolacji granice sso
Błędy graniczne przyrządów pomiarowych, Informatyka, Podstawy miernictwa, Laboratorium
POMIAR GRUBOSCI WARSTW I SCIANEK, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
więcej podobnych podstron