
Instytut Fizyki Politechniki Wrocławskiej
Laboratorium Fizyki Cienkich Warstw
Ćwiczenie 1
Technologia otrzymywania cienkich warstw
metodą naparowania próżniowego
Opracował: dr inż. T.Wiktorczyk
Wrocław, 01.02.2004
1
1. Cel ćwiczenia:
1) Wprowadzenie w fizyczne metody otrzymywania cienkich warstw.
2) Zapoznanie się z technologią otrzymywania cienkich warstw metodą naparowania w
wysokiej próżni.
3)
Zapoznanie się z budową aparatur próżniowych oraz ich oprzyrządowaniem służącym do
prowadzenia procesu naparowywania cienkich warstw oraz jego monitorowania.
4) Przygotowanie podłoży do naparowania cienkich warstw.
5) Naparowanie cienkich warstw lub struktur cienkowarstwowych do celów optycznych lub
dla mikroelektroniki.
2. Wstęp
W technologii cienkich warstw wyróżnia się trzy grupy metod ich otrzymywania:
(a) Metody fizyczne nanoszenia cienkich warstw.
(b) Chemiczne metody osadzania warstw.
(c) Metody cieplno-mechaniczne otrzymywania warstw.
Otrzymywanie cienkich warstw metodą naparowania próżniowego należy do grupy fizycznych
metod wytwarzania pokryć cienkowarstwowych. Metoda ta wymaga zastosowania odpowiedniej
komory, z której przez odpompowanie uzyskuje się odpowiednio niską koncentrację cząsteczek
powietrza. Jest to aktualnie jedna z najbardziej rozpowszechnionych technologii wytwarzania
cienkich warstw, a jej rozwój następował w ciągu ostatnich 50lat [1-9].
Naparowanie próżniowe cienkich warstw prowadzi się z reguły przy ciśnieniach rzędu 10
-5
Tr
(≈10
-3
Pa) lub niższych. Proces termicznego naparowania próżniowego prowadzi się w specjalnie
wykonanych komorach próżniowych. Na rys.1 pokazano schematycznie taką aparaturę do
naparowywania cienkich warstw.
Rys.1 Schematyczne przedstawienie aparatury do naparowywania cienkich warstw: 1-podłoża, 2-klosz próżniowy,
4-cząsteczki gazu uwolnione z wewnętrznych powierzchni aparatury (desorpcja), 5-połączenie aparatury z
układem pompującym, 6-strumień wsteczny gazu od układu pompującego, 7-przegroda oddzielająca aparaturę
od układu pompującego, 8-źródło par, 9-cząsteczki gazu uwolnione ze źródła par, 10-materiał kondensujący na
ściankach aparatury, 11- uchwyt podłoży.
Według tej technologii wyróżnić można trzy etapy procesu otrzymywania cienkiej warstwy [5]:
(a) wytworzenie atomowego strumienia par,
(b) przelot atomów (cząsteczek) od źródła par do podłoża,
(c) kondensacja pary na powierzchni podłoża i utworzenie cienkiej warstwy.
2
2.1 Podstawy fizyczne naparowania próżniowego
Z teorii kinetycznej gazów wiadomo, że oddziaływanie między cząsteczkami rozciąga się poza
właściwe rozmiary cząsteczek, czy atomów. W pierwszym przybliżeniu można uważać, że
zderzenia dwóch cząsteczek nastąpi wówczas, gdy ich środki znajdują się w odległości mniejszej
niż d
0
(d
0
jest efektywną średnicą molekuł). Przekrój czynny cząsteczek przy zderzeniach
wzajemnych (patrz rys.2) określony jest relacją:
Średnia droga swobodna cząsteczek gazu (tj. średnia droga przebyta przez cząsteczki gazu
między zderzeniami) zdefiniowana jest równaniem (2a):
n
A
cz
⋅
=
1
λ
(2a)
w który n oznacza koncentrację cząsteczek gazu . Uwzględniając fakt, że prędkości cząsteczek
gazu podlegają rozkładowi Maxwella, równanie (2a) można zapisać w postaci [8,9]:
n
d
2
0
2
1
π
λ
⋅
=
(2b)
Oznaczając ciśnienie gazu przez p, zaś ich masę cząsteczkową przez M wówczas średnią drogę
swobodną cząsteczek gazu wyrazić można następująco:
p
d
v
M
sk
⋅
⋅
⋅
⋅
=
2
0
2
2
3
π
λ
(2c)
W równaniu tym
sk
v
jest średnią prędkością kwadratową cząsteczek gazu. Jak widać ze wzorów
(2b) i (2c) średnia droga swobodna cząsteczek gazu jest odwrotnie proporcjonalna do
koncentracji oraz ciśnienia gazu. Na rys.3 zilustrowano schematycznie ruch bezładny cząsteczek
w zamkniętej komorze w przypadku, gdy koncentracja cząsteczek jest mała (dla λ>d, gdzie d
rozmiar komory) oraz dla dużej koncentracji cząsteczek (dla λ<d). Na rys. 3c oznaczono
poszczególne odcinki dróg przebytych przez cząsteczkę gazu na skutek zderzeń.
W tabeli I przedstawiono wartości średniej drogi swobodnej cząsteczek powietrza dla różnych
wartości ciśnienia.
Tabela I Wartości średniej drogi swobodnej cząsteczek powietrza oraz czasów tworzenia się monoatomowej
warstwy gazów przy różnych ciśnieniach, w temperaturze 25
o
C.
Ciśnienie [Tr]
760 Tr
10
-1
Tr
10
-3
Tr
10
-5
Tr
10
-7
Tr
10
-9
Tr
Ciśnienie [Pa]
1.01∙10
5
Pa
13.3 Pa
0.133 Pa
1.33∙10
-3
Pa
1.33∙10
-5
Pa
1.33∙10
-7
Pa
Średnia droga
swobodna, λ
0.72μm
0.55mm
5.5cm
5.5m
550m
55km
Czas tworzenia się
monoatomowej warstwy
gazów
2.5ns
19 μs
1.9ms
0.19s
19s
1900s
3
2
0
4
1
)
2
(
d
A
cz
⋅
⋅
=
π
(1)
Rys.2 Ilustracja pojęcia przekroju czynnego cząsteczek
(d
0
oznacza efektywną średnicę molekuł).
Rys.3 Ilustracja ruchu bezładnego cząsteczek [8] - dla małej koncentracji cząsteczek gazu (a), dla dużej koncentracji
cząsteczek (b) oraz zagadnienie średniej drogi swobodnej cząsteczek gazu (np. jest nią suma długości odcinków od 5 do
18 podzielona przez 13) (c).
Oznaczając przez d odległość źródło par – podłoża należy dążyć do tego aby λ >d lub λ >>d. Jak
już wspomniano, naparowanie próżniowe prowadzi się z reguły przy ciśnieniach mniejszych niż
10
-3
Pa (≈10
-5
Tr). Wówczas cząsteczki odparowywanego materiału poruszają się po liniach prostych
między źródłem a podłożem, gdyż prawdopodobieństwo ich zderzenia z gazem resztkowym jest
znikomo małe.
Cząsteczki gazów resztkowych mogą mieć jednak istotny wpływ na proces tworzenia się warstwy
na danym podłożu. Wartości czasów tworzenia się monoatomowej warstwy gazów na powierzchni
podłoży przedstawiono w Tabeli I. Jak widać, przy ciśnieniu powietrza rzędu 10
-4
Pa (≈10
-6
Tr) -
10
-7
Pa (≈10
-9
Tr) wartości tych czasów są rzędu sekund i są porównywalne z czasami naparowania
warstwy.
Oznaczmy przez N
g
ilość cząsteczek gazów w komorze próżniowej uderzających na jednostkę
powierzchni podłoża w jednostce czasu. Niech N
e
oznacza natomiast ilość atomów materiału
odparowywanego uderzających na jednostkę powierzchni podłoża w jednostce czasu. Jednostką
N
g
i N
e
jest: [m
-2
s
-1
]. Można pokazać, że:
g
g
g
g
T
M
p
C
N
⋅
=
(3)
e
e
e
e
T
M
p
C
N
⋅
=
(4)
przy czym w układzie SI C=8.33·10
22
[kg
-½
·
m
-1
·
K
½
·
mol
-½
·
s], M
g
, M
e
masa cząsteczkowa gazu oraz
materiału odparowywanego [kg/mol], T oznacza temperaturę w [K] zaś p
g
-ciśnienie gazu (wyrażone
w [Pa]), p
e
-ciśnienie par materiału odparowywanego. Przyjmuje się p
e
=10
-2
Tr (≈1Pa).
Proces naparowywania cienkiej warstwy należy prowadzić tak, aby stosunek
g
g
e
g
e
p
p
p
N
N
1
≈
≈
(5)
był jak największy, czyli:
1
> >
g
e
N
N
. Przy ciśnieniu p
g
=10
-3
Pa (10
-5
Tr) stosunek ten wynosi 10
3
, zaś
przy p
g
=10
-7
Pa (10
-9
Tr) wynosi już 10
7
. Widać stąd, że obniżenie ciśnienia w komorze próżniowej
zdecydowanie poprawia warunki tworzenia warstwy.
4
3. Wybór i przygotowanie podłoży do naparowania
3.1 Wybór podłoży
Właściwości fizyczne cienkich warstw silnie zależą od rodzaju podłoży, na których kondensują.
Do dokładnych pomiarów optycznych wskazane jest stosowanie jako podłoży szkieł
bezabsorpcyjnych lub monokryształów o gładkich i płaskich powierzchniach.
Nierówności powierzchniowe h powinne być małe w porównaniu z długością fal świetlnych
λ
0
(h<0.01
λ
0
), a płaskość ich powierzchni lepsza niż 0.2
λ
0
na średnicy 50mm.
Do wyznaczania stałych optycznych n i k w wybranym przedziale widma podłoże powinno być wolne
od absorpcji a jego współczynnik załamania powinien różnić się znacznie od współczynnika
załamania badanej warstwy.
Podłoża stosowane do badań właściwości elektrycznych warstw powinne się charakteryzować
dobrą przewodnością cieplną, małą przenikalnością dielektryczną dużą rezystywnością i
współczynnikiem rozszerzalności termicznej zbliżonym do współczynnika rozszerzalności cieplnej
warstwy.
Ponadto podłoża powinny być odporne chemicznie w oddziaływaniu z materiałem warstw i
odczynników chemicznych stosowanych przy obróbce warstw oraz wytrzymywać temperatury do
900K.
3.2 Przygotowanie podłoży do naparowania cienkich warstw
W technologii naparowania próżniowego adhezja osadzanych warstw silnie zależy od czystości
podłoży. Ze względu na grubość wytwarzanych warstw, która z reguły mieści się w przedziale 1-
1000nm bardzo istotny jest wpływ nawet najdrobniejszych pyłów oraz pary wodnej i różnych
zanieczyszczeń znajdujących się w otaczającej nas atmosferze. Często nie oczyszczona
powierzchnia podłoży pokryta jest warstwą tłuszczy o grubości kilku warstw monoatomowych. W
związku z tym należy zapewnić staranne oczyszczenie podłoży przed naparowaniem cienkich
warstw. Na ogół stosuje się jedną lub kilka metod czyszczenia podłoży. Wybrane metody
omówiono niżej.
3.2.1 Czyszczenie chemiczne
Istnieje wiele sposobów oczyszczania podłoży metodą chemiczną zarówno w skali
laboratoryjnej, jak również do celów przemysłowych. Niżej omówiona zostanie metoda
opracowana w Instytucie Fizyki Politechniki Wrocławskiej. Czyszczenie podłoży (szkło ,
kwarc) prowadzi się w czterech etapach:
(a)
Polerowanie powierzchni płytek za pomocą proszku polerskiego (tlenek ceru)
stosowanego powszechnie do polerowania powierzchni szkła w warsztatach optycznych.
(b) Płukanie płytek w wodzie bieżącej.
(c) Mycie płytek w 15% roztworze kwasu octowego. Mycie prowadzi się przy użyciu
szczypców chirurgicznych za pomocą ścierki batystowej.
(d) Mycie płytek w alkoholu izopropylowym.
(e)
Płukanie płytek podłożowych w czystym alkoholu.
(f) Szybkie osuszenie powierzchni czyszczonych płytek. Dla płytek o niezbyt dużych
gabarytach stosuje się odwirowanie mokrych płytek na wirówce o dużym przyśpieszeniu
kątowym.
3.2.2 Czyszczenie za pomocą ultradźwięków
Czyszczenie to prowadzi się w specjalnej płuczce ultradźwiękowej, w której umieszcza się
podłoża zanurzając je w wodzie destylowanej, alkoholu lub acetonie. Oddziaływanie fali
5
ultradźwiękowej z cieczą wywołuje zjawisko kawitacji (proces tworzenia się pęcherzyków
powietrza) [5]. Drgające pęcherzyki gazowe wchodzą w rezonans mechaniczny z drganiami
cieczy w polu ultradźwięków. Takie intensywne oddziaływanie pęcherzyków powietrza z
podłożem powoduje rozrywanie warstw tłuszczy znajdujących się na powierzchni podłoży. Pod
wpływem drgań o wysokiej częstotliwości pęcherzyków powietrza doprowadza się więc do
erozji zanieczyszczeń na powierzchni podłoży. Proces czyszczenia ultradźwiękami nie
powinien być zbytnio przedłużany, gdyż może to doprowadzić do pogorszenia się czystości
podłoży na skutek intensywnej adsorpcji zanieczyszczeń na oczyszczonych powierzchniach
płytek.
3.2.3 Czyszczenie fizyczne
Proces czyszczenia fizycznego podłoży polega na bombardowaniu ich za pomocą wiązki jonów.
Czyszczenie fizyczne realizuje się w komorze próżniowej, przy ciśnieniu rzędu 1-10Pa (~0.01-
0.1Tr). Większość produkowanych aparatur do naparowywania cienkich warstw wyposażona
jest w urządzenia do czyszczenia jonowego. Urządzenia te są dość prostej konstrukcji, gdyż
zbudowane są z elektrod do tzw. wyładowania jarzeniowego umieszczonych pod kloszem
aparatury oraz zasilacza wysokonapięciowego. Na skutek przyłożonego do w/w elektrod
napięcia rzędu od kilkuset do kilku tysięcy woltów następuje jonizacja gazów resztkowych
znajdujących się pod kloszem próżniowym. Powstające jony intensywnie bombardują
powierzchnie podłoży powodując ich oczyszczanie z różnych zanieczyszczeń. Czyszczenie
fizyczne prowadzi się na ogół w czasie od kilku do kilkudziesięciu minut. Na skutek
bombardowania jonami następuje rozbicie złożonych związków chemicznych wchodzących w
skład zanieczyszczeń na składniki bardziej lotne, które odparowują i są odpompowywane.
Niektóre składniki nielotne powstające z węglowodorów reagują z aktywnym zjonizowanym
tlenem powodując powstawanie CO. Należy zwrócić uwagę, że w czasie czyszczenia
fizycznego podłoży jednocześnie następuje oczyszczanie jonami ścian komory próżniowej oraz
wszystkich detali wewnątrz aparatury , które objęte są wyładowaniem jarzeniowym. Jeśli na
podłożach lub innych elementach aparatury znajdują się warstwy materiałów ulegających
łatwemu rozpyleniu (np. złota, srebra , miedzi) wówczas czyszczenie fizyczne odnosi
odwrotny skutek – może powodować zanieczyszczenie podłoży wymienionymi materiałami.
4. Źródła par
Źródła par (wyparowniki) stosowane w technologii cienkich warstw powinne spełniać następujące
wymagania ogólne:
•
Muszą dostarczać dostateczną ilość ciepła w trakcie naparowywania
•
Powinny utrzymywać materiał odparowywany
•
Ciśnienie par pochodzących od materiału źródła powinno być zaniedbywanie niskie
•
Materiał źródła nie może tworzyć stopów niskotopliwych z materiałem odparowywanym
•
Materiał źródła nie powinien reagować chemicznie z materiałem odparowywanym
Wybór rodzaju źródła w technologii cienkich warstw zależy przede wszystkim od fazy, jaką
przyjmuje materiał odparowywany. Ponadto uwarunkowany jest spełnieniem wyżej wymienionych
wymagań. W praktyce najczęściej stosuje się źródła z nagrzewaniem oporowym oraz działa
elektronowe, które omówiono niżej.
4.1 Źródła par z nagrzewaniem oporowym.
Stosuje się dwa rodzaje źródeł z nagrzewaniem oporowym:
(a) Źródła par (grzejniki) z nagrzewaniem bezpośrednim.
(b) Źródła par z nagrzewaniem pośrednim (tygle).
6
Powszechnie stosuje się trzy rodzaje materiałów na grzejniki oporowe: wolfram, tantal i
molibden w postaci drutu lub blachy (taśmy). Podstawowe właściwości tych materiałów
przedstawiono w tabeli II. Materiały te ukształtowane są w postaci różnego rodzaju łódek,
spiral i koszyków.
Tabela II Materiały stosowane na źródła z grzaniem oporowym.
Temperatura
topnienia
Temperatura
przy ciśnieniu par
p=10
-6
Tr (p≈10
-4
Pa)
Temperatura
parowania
tzn. przy ciśnieniu par
p=10
-2
Tr (p≈1Pa)
Wolfram
3380
o
C
2410
o
C
3230
o
C
Molibden
2610
o
C
1820
o
C
3520
o
C
Tantal
3000
o
C
2240
o
C
3060
o
C
W przypadku, gdy zachodzi konieczność odparowania większej ilości materiału, albo gdy
materiał odparowywany reaguje z materiałem grzejnika, stosuje się tygle z grzaniem
pośrednim. Takie tygle najczęściej wykonuje się z:
•
Trudnotopliwych tlenków (ThO
2
, BeO, ZrO
2
i Al
2
O
3
)
•
Azotków (AlN, ZrN, BN)
•
Węgla (grafitu)
•
Wolframu, molibdenu i tantalu
4.1
Wyrzutnie elektronowe.
Wyrzutnie elektronowe (działa elektronowe) stosuje się jako źródła par większości
materiałów wysokotopliwych oraz do odparowania materiałów, które łatwo wchodzą w reakcję
chemiczną z odparownikiem w wysokich temperaturach. Wyróżnia się dwa rodzaje konstrukcji
wyrzutni elektronowych przedstawione na rys.4:
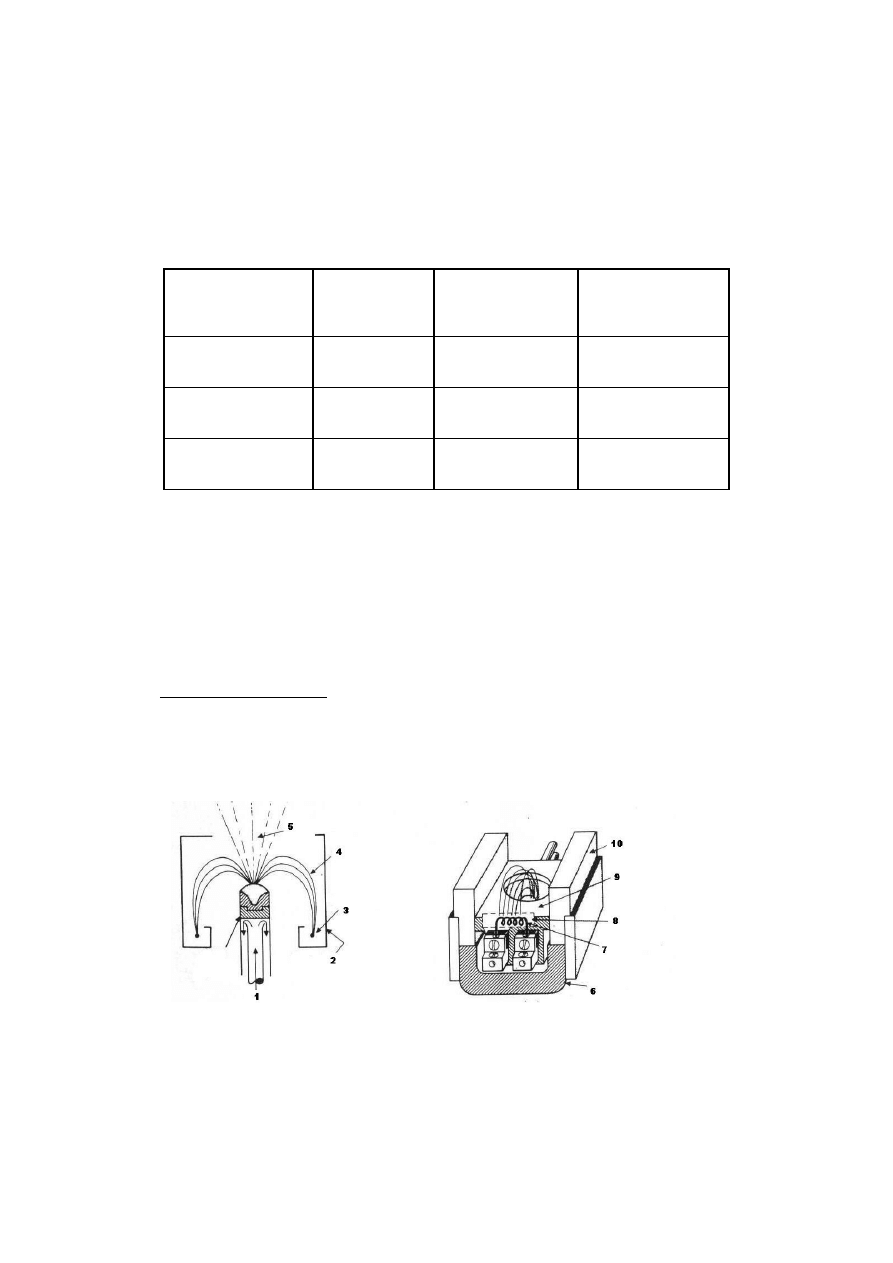
Rys.4 Podstawowe konstrukcje wyrzutni elektronowych stosowanych do naparowywania cienkich warstw:
(a)
z odchylaniem elektrostatycznym (1- chłodzenie wodne tygla , 2- elektroda skupiająca elektrony, 3- katoda
pierścieniowa, 4- tory elektronów, 5- pary materiału pochodzące z tygla),
(b) z odchylaniem za pomocą pola magnetycznego (6- magnes, 7- katoda, 8- osłona, 9- tygiel miedziany chłodzony wodą,
10-nabiegunniki).
7
(1) Wyrzutnie z elektrostatycznym odchylaniem wiązki elektronowej,
(2) Wyrzutnie z odchylaniem wiązki elektronowej za pomocą pola magnetycznego.
Metody naparowania działem elektronowym charakteryzują się dużą możliwością skupienia wiązki
elektronów. W metodzie tej ciepło dostarczane jest bezpośrednio do materiału tygla, zaś tygiel
jest chłodzony wodą. Wskutek tego minimalizuje się oddziaływanie materiału odparowywanego z
tyglem. Niestety wadą tej metody jest konieczność stosowania zasilaczy wysokonapięciowych o
dużej mocy. Typowe parametry układów wyrzutni elektronowych to: napięcie przyśpieszające
2-20kV, moc wiązki elektronowej 2-10kW a prąd anodowy wiązki elektronowej do 0.5A.
W tabeli III przedstawiono temperatury topnienia, temperatury parowania oraz rodzaje źródeł
parowania dla wybranych materiałów stosowanych w technologii cienkich warstw.
Tabela III Podstawowe właściwości wybranych materiałów stosowanych do naparowania cienkich warstw
Materiał
Temperatura
topnienia [
o
C]
Temperatura parowania
[
o
C]
tzn. dla ciśnienia par
p=10
-2
Tr(=1.33Pa)
Rodzaj źródła parowania
metale
Aluminium
Al
659
1220
Spirala W, Tygiel C, BN
Chrom
Cr
1900
1400
Koszyczek W
Cyna
Sn
232
1250
Łódka W, Ta, Tygiel C, Al
2
O
3
Ind
In
156
950
Łódka W, Mo Tygiel Mo, C
Nikiel
Ni
1450
1530
Łódka W, Tygiel Al
2
O
3
Ołów
Pb
328
715
Łódka W, Mo
Platyna
Pt
1770
2100
Spirala W, Działo elektronowe
Srebro
Ag
961
1130
Łódka Mo,Ta, Łódka W, Mo
Złoto
Au
1063
1400
Łódka W, Mo, Tygiel Mo, C
Wolfram
W
3380
3230
Działo elektronowe
tlenki
Tlenek glinu
Al
2
O
3
2030
1800
Działo elektronowe
Tlenek ceru
CeO
2
1950
Działo elektronowe
Tlenek krzemu
SiO
1025
Łódka W, Mo
Dwutlenek krzemu
SiO
2
1730
1250
Działo elektronowe
Tlenek magnezu
MgO
2800
1560
Działo elektronowe
siarczki
Siarczek cynku
ZnS
1830
1000
Czółenko Mo
Siarczek kadmu
CdS
1750
670
Czółenko W, Ta, Mo
Siarczek ołowiu
PbS
1112
675
Łódka Mo ,Tygiel kwarcowy
fluorki
Fluorek magnezu
MgF
2
1263
1130
Czółenko Ta
Fluorek wapnia
CaF
2
1418
1300
Czółenko Ta, Mo
Fluorek lantanu
La F
3
1300
Czółenko Ta
5. Monitorowanie grubości warstw w trakcie naparowania
W celu kontroli grubości cienkich warstw w czasie ich naparowania w praktyce stosuje się
najczęściej dwa rodzaje monitorów grubości cienkich warstw:
(a) optyczny monitor grubości cienkich warstw
Zasada działania monitora optycznego oparta jest na zjawisku interferencji zachodzącym
w układzie powietrze (próżnia) - cienka warstwa naparowywana - podłoże. Współczynniki
8
transmisji (T) oraz odbicia (R) wiązki światła padającej na taki układ przedstawione mogą
być jako zależności funkcyjne w następującej postaci:
R=R(λ, n
0
, n
1
, n
2
,
α
, d
1
), T=T(λ, n
0
, n
1
, n
2
,
α
, d
1
) (6)
gdzie: n
0
, n
1
, n
2
są współczynnikami załamania odpowiednio powietrza (próżni), warstwy i
podłoża,
α
jest kątem padania wiązki światła, d
1
grubością warstwy, zaś λ długością fali.
Przy ustalonych wartościach λ, n
0
, n
1
, n
2
, oraz
α
współczynniki R i T są oscylującą funkcją
grubości naparowywanej warstwy, co zilustrowano na rys.5. Współczynniki te osiągają
wartości ekstremalne przy warunku
4
1
1
λ
m
d
n
=
(7)
gdzie m=1,2,3,4... (patrz rys.5).
Mierząc więc w trakcie naparowania warstwy współczynnik transmisji lub odbicia można
określić w punktach ekstremalnych R lub T grubość optyczną warstwy: n
1
d
1
=
λ
4
1
,
λ
2
1
,
λ
4
3
,
λ
,
λ
4
5
,... Metoda ta przydatna jest do monitorowania grubości warstw, które
dla danej długości fali nie wykazują absorpcji światła, lub też absorpcja światła jest
nieznaczna (warstwy dielektryczne oraz warstwy półprzewodnikowe).
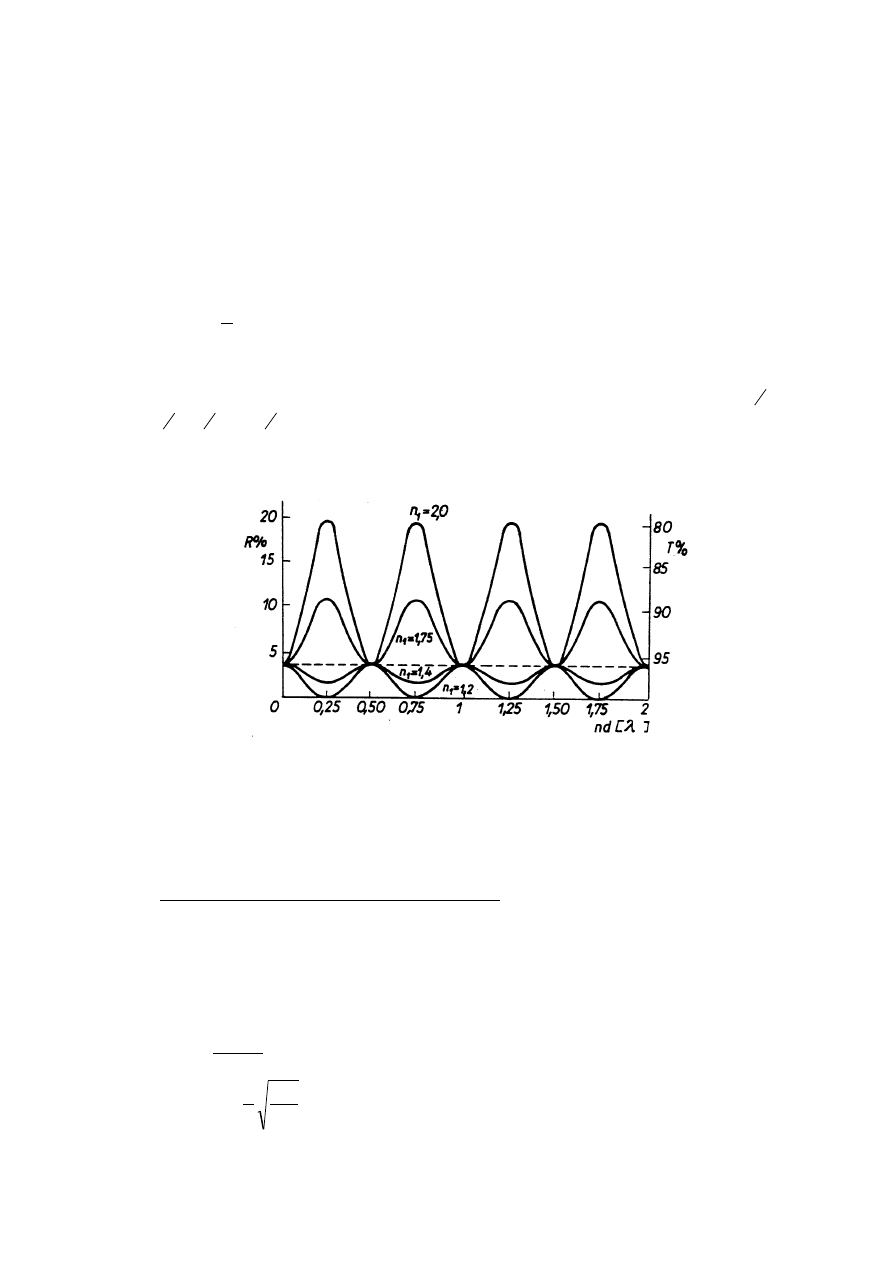
Rys.5 Zależność energetycznego współczynnika odbicia (R) i transmisji (T) dla układu próżnia - warstwa –
podłoże w zależności od grubości optycznej warstwy n
1
d
1
wyrażonej ułamkiem długości fali
λ .
Prezentowane krzywe dotyczą warstw o różnych wartościach współczynnika załamania n
1
. (n
1
=1.2,
n
1
= 1.4, n
1
=1.75, n
1
=2.0). Założono, że podłożem jest szkło o współczynniku załamania n
2
=1.5.
(b) piezokwarcowy monitor grubości cienkich warstw
Metoda ta wykorzystuje odwrotny efekt piezoelektryczny występujący w niektórych
kryształach (np. w krysztale kwarcu). Efekt ten polega na tym, że zmienne pole
elektryczne przyłożone do płytki piezokwarcowej wywołuje drgania mechaniczne tej
płytki, które przy pewnej częstotliwości osiągają rezonans. Zmieniając masę płytki
kwarcowej (poprzez naparowanie warstwy o masie dm) uzyskujemy zmianę wartości
częstotliwości rezonansowej o df [3,7]:
dm
m
S
N
df
kw
2
ρ
−
=
(8)
gdzie
kw
G
N
ρ
2
1
=
(9)
9

G- moduł sztywności kwarcu, ρ
kw
- gęstość kwarcu, S- powierzchnia płytki kwarcowej, m-
masa płytki kwarcowej.
Mierząc w trakcie naparowania warstwy zmianę częstotliwości rezonansowej piezokwarcu
monitorować można jej grubość. Można bowiem przyjąć, że jeśli gęstość naparowywanej
warstwy wynosi ρ
x
, wówczas naparowując na całej powierzchni kwarcu warstwę o grubości
d
x
jej masa dm:
x
x
Sd
dm
ρ
=
.
Płytkę piezokwarcu umieszcza się w aparaturze próżniowej w specjalnej głowicy
chłodzonej wodą w celu wyeliminowania wpływu temperatury otoczenia na jej
częstotliwość rezonansową. Odpowiednie układy elektroniczne mierzą zmianę jej
częstotliwości rezonansowej przeliczając ją bezpośrednio na aktualną grubość warstwy.
6. Przebieg ćwiczenia:
(a) Zapoznanie się z aparaturami próżniowymi do naparowywania cienkich warstw.
(b) Wybór źródła (źródeł) do naparowania cienkich warstw. Przygotowanie materiału do
naparowania oraz umieszczenie go w tyglu lub innym wyparowniku.
(c) Przygotowanie podłoży do naparowania cienkich warstw. W zależności od aktualnego
programu ćwiczenia podłożami są płytki dielektryczne (szkło, kwarc) lub płytki
półprzewodnikowe ( np. krzem).
(d) Czyszczenie chemiczne podłoży lub czyszczenie podłoży za pomocą ultradźwięków.
(e) Zamocowanie podłoży w aparaturze próżniowej.
(f)
Czyszczenie fizyczne podłoży w aparaturze próżniowej poprzez bombardowanie jonami.
(g) Odpompowanie układu do poziomu próżni wysokiej.
(h) Otrzymanie cienkiej warstwy (lub pokrycia wielowarstwowego) metodą naparowania
próżniowego.
(i) Zapowietrzenie układu próżniowego. Wyjęcie próbek oraz wstępna kontrola jakości
uzyskanych pokryć.
Literatura
[1] H. Bach, D. Krause, Thin Films on Glass, Springer-Verlag, Berlin 1997, rozdział 3.
[2] J.L. Vossen, W. Kern, Thin Film Processes II, Acad.Press, Inc. 1991.
[3] L.I. Maissel, R. Glang, Handbook of Thin Film Technology, Mc.Graw Hill Book Co. 1970, rozdział 1
i 11 oraz tłum. w jęz. rosyjskim: Technologija Tonkich Plenok – Sprawocznik, tom I, Sow. Radio,
Moskwa 1977.
[4] K.L. Chopra, Thin Film Technology, Mc Graw Hill Book Co., NY 1969, rozdział II i III.
[5] W. Romanowski, Cienkie Warstwy Metaliczne, PWN, Warszawa 1974, str.5-35.
[6] T. Burakowski, T. Wierzchoń, Inżynieria Powierzchni Metali, WNT 1995.
[7] Ćwiczenia Laboratoryjne z Fizyki Cienkich Warstw (praca zbiorowa pod red. C.Wesołowskiej),
Wrocław 1975, ćw.1.
[8] J. Groszkowski, Technologia Wysokiej Próżni, WNT, Warszawa 1978, rozdział 1 i 2.
[9] A. Hałas, Technologia Wysokiej Próżni, PWN, Warszawa 1980 str.1-22.
10
Document Outline
Wyszukiwarka
Podobne podstrony:
instr ćw 3
instr cw 13
Instr cw ParRozl
instr cw 03
Instr cw WymCiep
instr ćw 3
instr ćw 3
Instr cw WymCiep
Instr cw ParRozl
CW 2 instr
Instr lab elektronika Cw 2
Cw 5 instr 2012
CW 1 instr
Mechatronika ćw 5, I,II, I, MET, geometryczna, LAB, INSTR
Mechatronika ćw 8, I,II, I, MET, geometryczna, LAB, INSTR
CW 2 instr
Mechatronika ćw 1, I,II, I, MET, geometryczna, LAB, INSTR
CW 3 instr id 121823 Nieznany
więcej podobnych podstron