1
Projekt konstrukcji przewodów odprowadzających i
doprowadzających dym wędzarniczy (kanałów kominów)
Opracował Barszczewski Mieczysław Tś i śC II rok
2
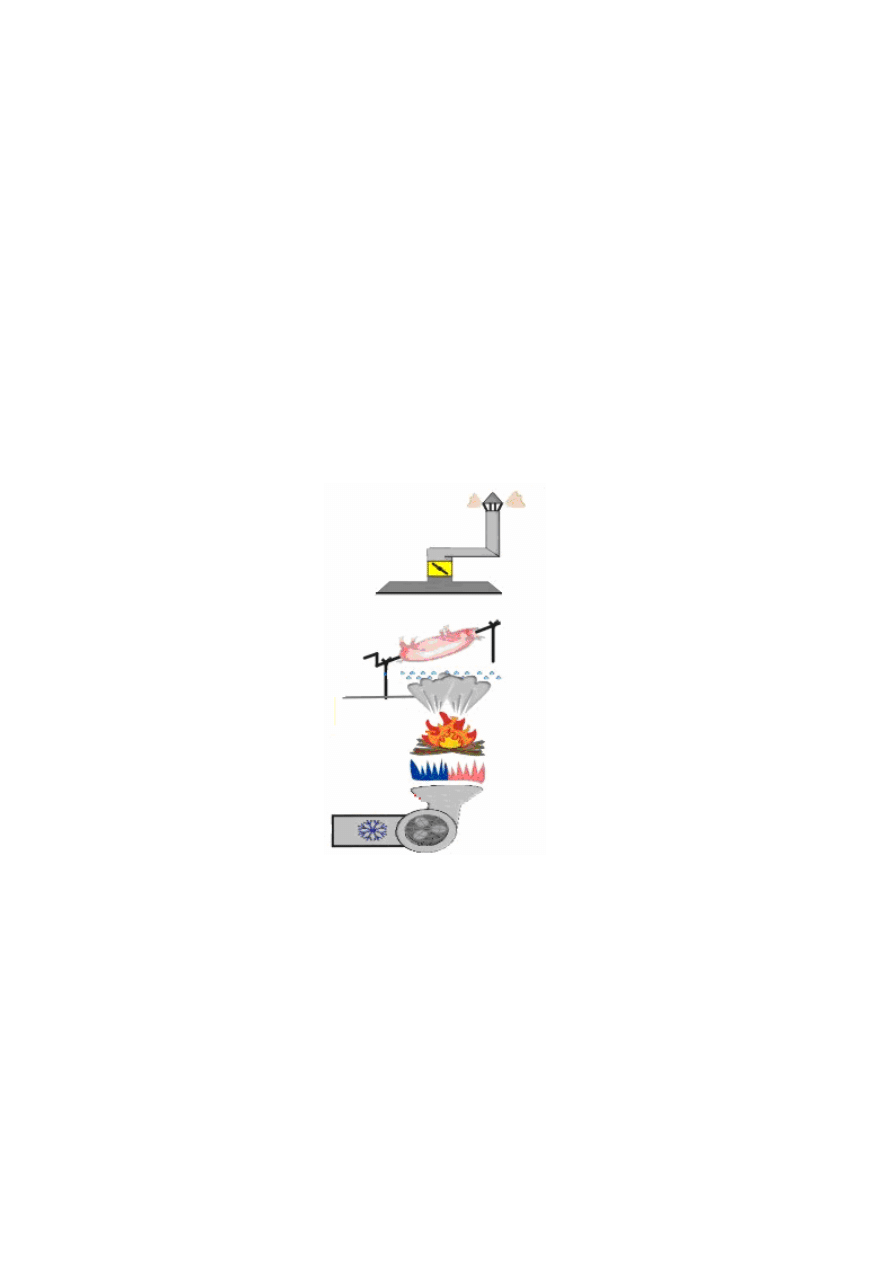
Założenia konstrukcyjne
Projekt konstrukcji przewodów odprowadzających i doprowadzających dym wędzarniczy (kanałów,
kominów) pozwalają poddawać produkty procesom osadzania, suszenia, wędzenia, wędzenia z
parzeniem, wędzenia zimnego.
Konstrukcja pozwala wyprodukować wyroby najwyższej jakości w znacznie krótszym czasie i przy
mniejszym nakładzie pracy niż stosując tradycyjne metody. Równocześnie uzyskuje się wędliny o
jednolitej i trwałej barwie, bez śladów zabrudzeń, co wpływa korzystnie na sprzedaż.
Przeznaczenie.
Konstrukcja przeznaczona jest dla komory wędzarniczo – parzelniczej, o pojemności jednego lub
dwóch wózków wędzarniczych (około 600 kg produktu), zakres temperatur od 16°C do 100°C.
Cała konstrukcja urządzenia jest wykonana ze stali nierdzewnej i kwasoodpornej.
Parametry techniczne:
Moc komory.
Moc potrzebna do ogrzania komory.
Media używane w procesie technologicznym.
Woda - ciśnienie wodociągowe ( 3-4 bar)
Powietrze - ciśnienie (5 bar)
Zużycie powietrza w komorze wózkowej. - 3,5 ( l/min.)
Typ komory
Długość
[mm]
Szerokość
[mm]
Wysokość
[mm]
Waga
[kg]
I - wózkowa
1260-1290
1450-1500
2565-2750
600-900
II - wózkowa
2325-3390
1470-1700
2360-2750
750-1100
Rodzaj komory
Moc zainstalowana
kW
Pobór energii, pary do ogrzania
komory
I - wózkowa
30.5
27 kWh
II - wózkowa
58,0
51 kWh
Rodzaj komory
Moc zainstalowana
kW
Pobór pary do ogrzania komory
I - wózkowa
3.5
50 kg/h – ciśnienie pary 0,1 do 0,2 MPa
35 kg/h – ciśnienie pary 0,6 do 0,8 MPa
II - wózkowa
5,5
100 kg/h – ciśnienie pary 0,1 do 0,8 Mpa
70 kg/h – ciśnienie pary 0,6 do 0,8 MPa
3
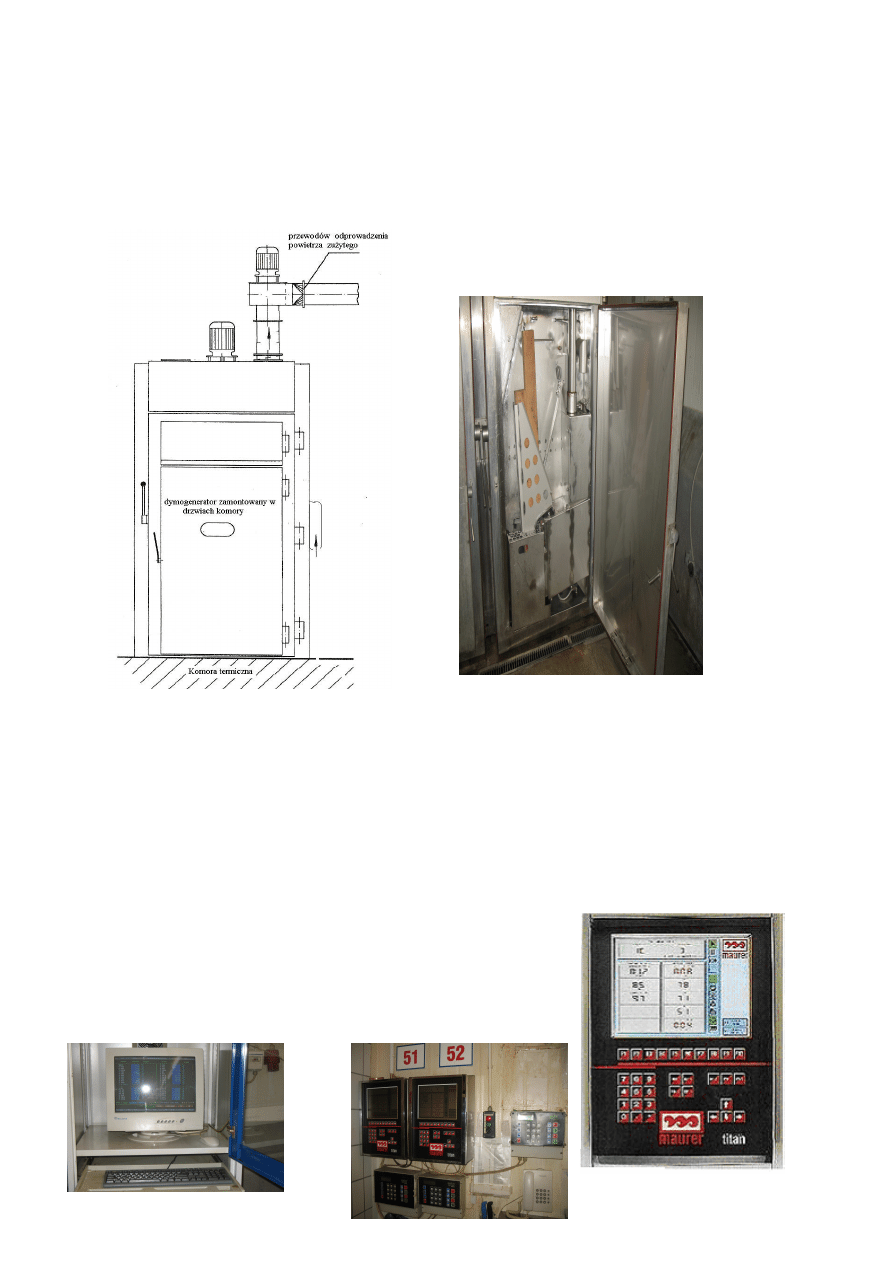
Budowa
W skład zespołu komory wchodzą:
•
komora termiczna
•
dymogenerator zamontowany w drzwiach komory.
•
przewodów odprowadzenia powietrza zużytego
•
zespół sterowania mikroprocesorem
Zespół Komory wędzarniczej
Pomieszczenie komory z dymogeneratorem.
Sterowanie
Urządzenie sterujące cyklem i odczytujące parametry, zamontowane obok komory wędzarniczej i
wyposażone jest w sterownik mikroprocesorowy z możliwością rejestracji procesów.
To urządzenie pozwala na ustawienie oprogramowania komory na określoną temperaturę, nawilżenie i
czas. Mikroprocesorowy sterownik kontroluje i prowadzi cały proces technologiczny w komorze.
Steruje klapami i działaniem dymogeneratora oraz pozostałymi procesami potrzebnymi do
przeprowadzenia cyklu termicznego. Istnieje możliwość zaprogramowania między innymi:
•
temperatury w produkcie (batonie)
•
temperatury w komorze
•
wilgotność w komorze
•
czas pracy komory
•
czas pracy dymogeneratora
•
wielkość produkowanego dymu
4
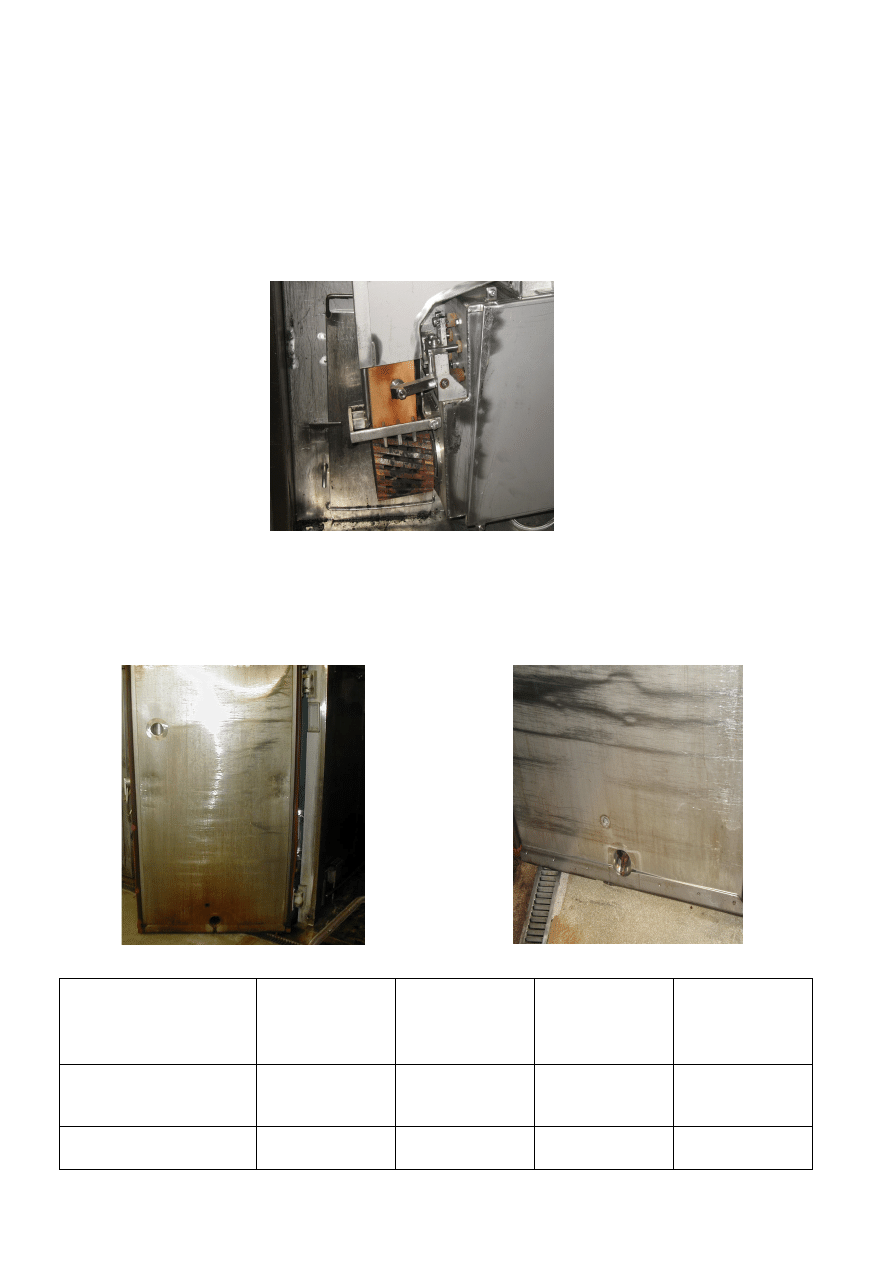
Dymogenerator montowany w drzwiach komory.
Cały dymogenerator jest schowany we wnęce drzwi o grubości 280 mm szerokości 1200 mm i
wysokości 1175 mm.
Dymogenerator jest zbudowany ze stali nierdzewnej.
Wyposażony jest w
czujnik kontrolujący temperaturę wytwarzania dymu, a w przypadku zapalenia się klocków ogniem
automatycznie uruchamia system gaszenia. Pracą dymogeneratora steruje mikroprocesor
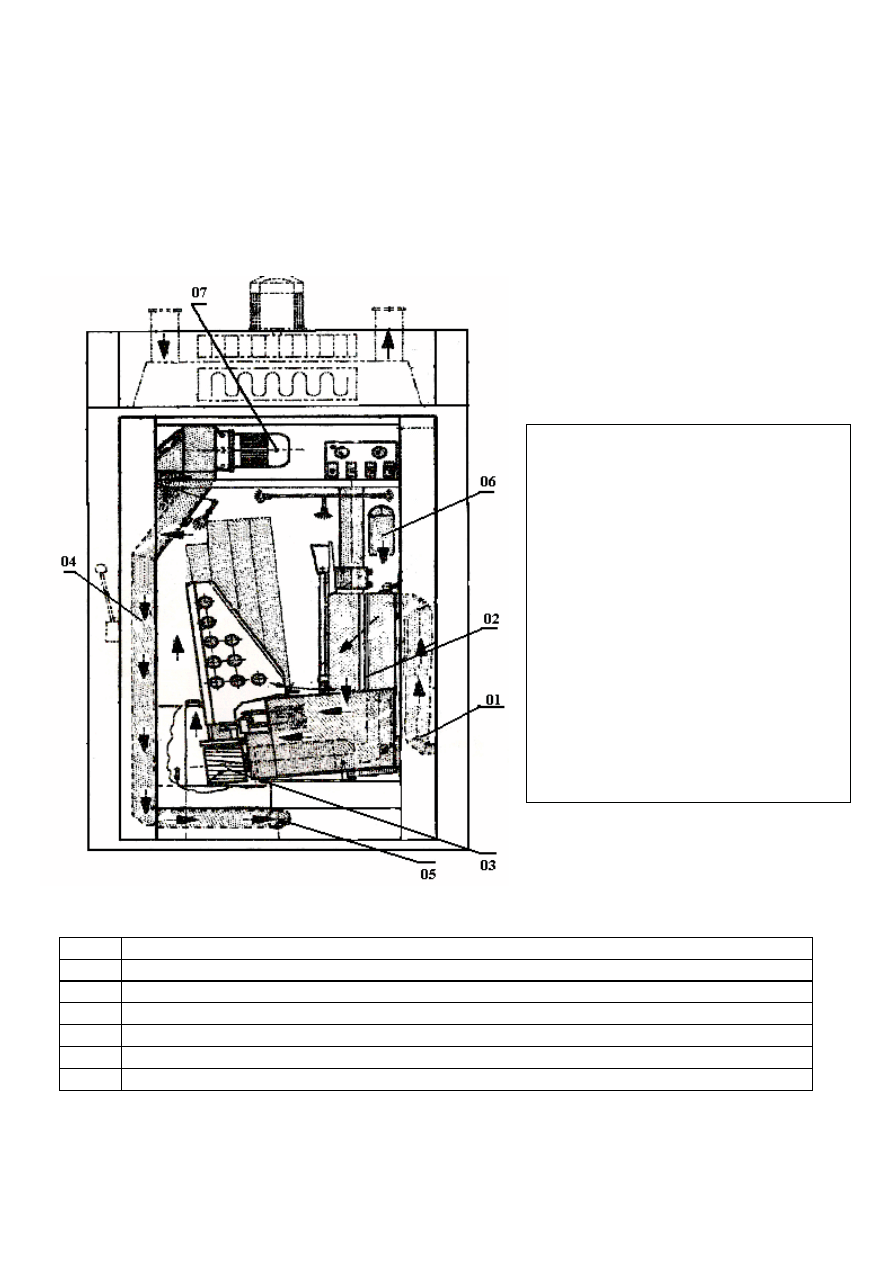
Szkic obiegu dymu w komże dymogeneratora
01
Wlot świeżego powietrza do dymogeneratora
02
Filtr powietrza
03
Urządzenie cierne generujące dym wędzarniczy
04
Przewód odprowadzający dym z komory dymogeneratora do komory wędzarniczej
05
Otwór wpustowy dymu do komory wędzarniczej
06
Otwór wlotu dymu wędzarniczego z komory do dymogeneratora do wtórnego obiegu
07
Silnik do wymuszania obiegu dymu wędzarniczego
Przewód doprowadzający dym
wędzarniczy do komory posiada
kształt
prostokąta i wymiary 110/90 mm; oraz
grubości blachy kwasoodpornej 2 mm.
Odcinek górny o długości 450 mm jest
zespawany ze środkowy pod katem 135
o
.
Odcinek środkowy o długości 1550 mm
jest zespawany z dolnym pod katem 95
o
.
Dolny odcinek o długości 734 mm, ma
na końcu otwór skierowany do wewnątrz
komory wędzarniczej o ø 85 mm
5
Wytwarzanie dymu:
Powietrze zasysane jest z boku komory (01), przechodzi przez filtr (02) i dostaje się do wnętrza
komory z dymogeneratorem.
Wytwarzanie dymu odbywa się poprzez tarcie urządzenia ciernego o klocek drewniany (03),
szerokości 80 mm, grubości 95 mm, oraz długości 150 mm. Następnie dym wędzarniczy zostaje
wtłoczony z dymogeneratora do przewodu (04) o przekroju prostokąta 100/150 mm i grubości blachy
2 mm, zrobionego ze stali kwasoodpornej, za pomocą podciśnienia wytwarzanego przez silnik (07).
Przewód (04) ma wylot w dolnej części drzwi (05) o
ø 85 mm
i łączy się z leżącym na podłodze
kanałem w środku komory wędzarniczej, Połączenie przewodu z kanałem następuje w momencie
przytknięcia obu części w czasie zamknięcia drzwi komory wędzarniczej.
System cierny z klockiem drewnianym do produkcji dymu.
Dym wędzarniczy potrzebny do procesu technologicznego w cyklu zamkniętym, jest doprowadzany
do komory dolnym otworem w wewnętrznych drzwiach do kanału leżącego centralnie na całej
długości podłogi komory.
Drzwi komory widok wewnętrzny
Widok otworu doprowadzającego dym
Otwór
Ilość
[szt]
Odległość od
dolnej
krawędzi drzwi
[mm]
Odległość od
zewnętrznej
krawędzi drzwi
[mm]
Średnica
[mm]
Doprowadzający dym
do komory
wędzarniczej
1
60
731
ø 85
Odprowadzający dym
do wtórnego obiegu
1
1800
300
ø 85
6
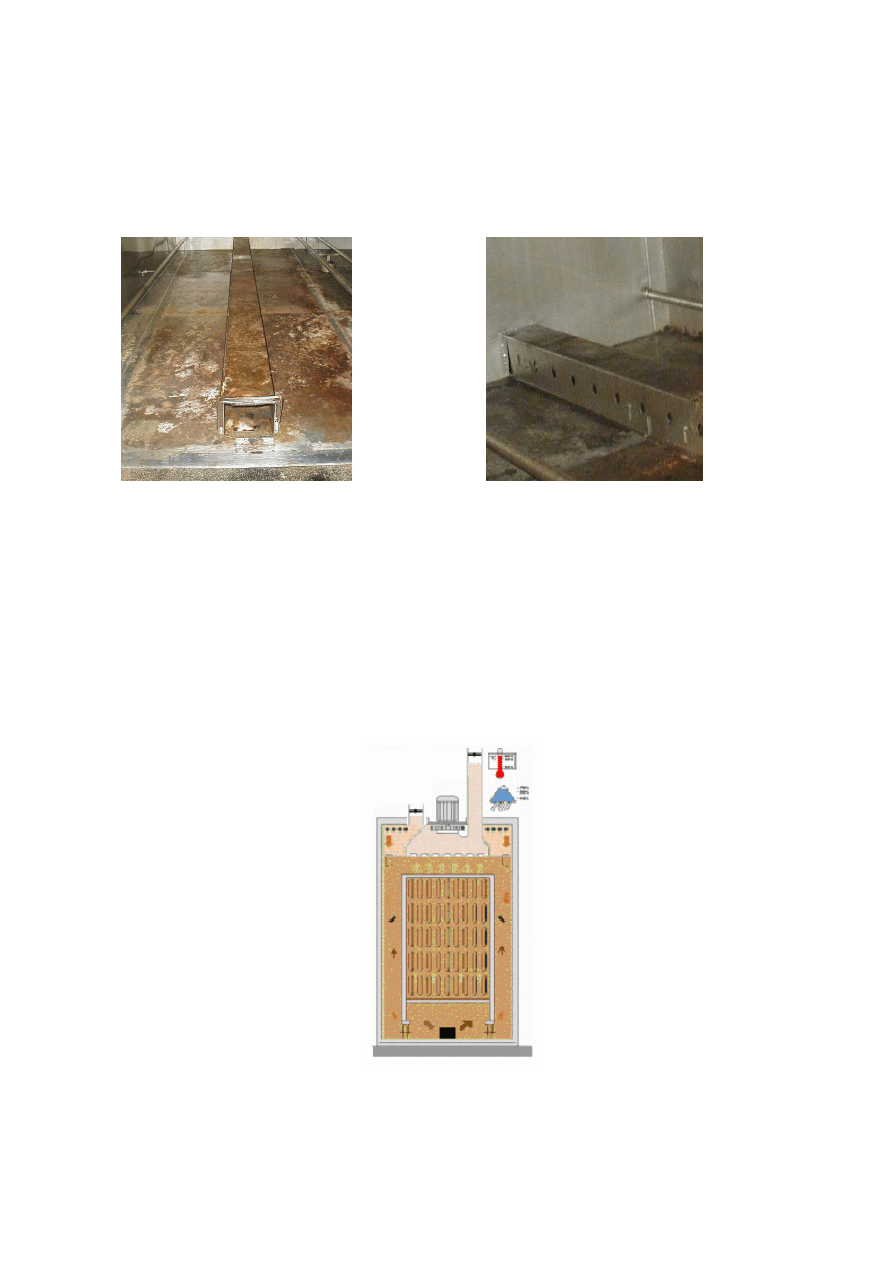
Rozprowadzanie dymu wędzarniczego po komorze.
Kanał o kształcie prostokąta i wymiarach 150/100 mm; oraz grubości blachy 2 mm, posiada na bokach
umieszczone, co 112 mm, i ø 35 mm otwory za pomocą, których dym wydostaje się równomiernie na
całej długości komory i wędruje do góry. Z uwagi na osadzanie się dymu w czasie procesu wędzenia
na wszystkie elementy znajdujące się w środku komory, kanał musi być tak skonstruowany, aby był
łatwo dostępny, w celu rozłożenia i umycia.
Kanał dymowy leżący na podłodze komory.
Widok boczny kanału z widocznymi otworami.
Szkic cyrkulacji dymu wędzarniczego w komorze.
Na dachu komory zamontowane są także klapy świeżego powietrza wraz z siłownikami
pneumatycznymi;
•
wlotowa ø 100 mm
•
wylotowa ø 150 mm
Szkic cyrkulacji dymu wędzenia
7
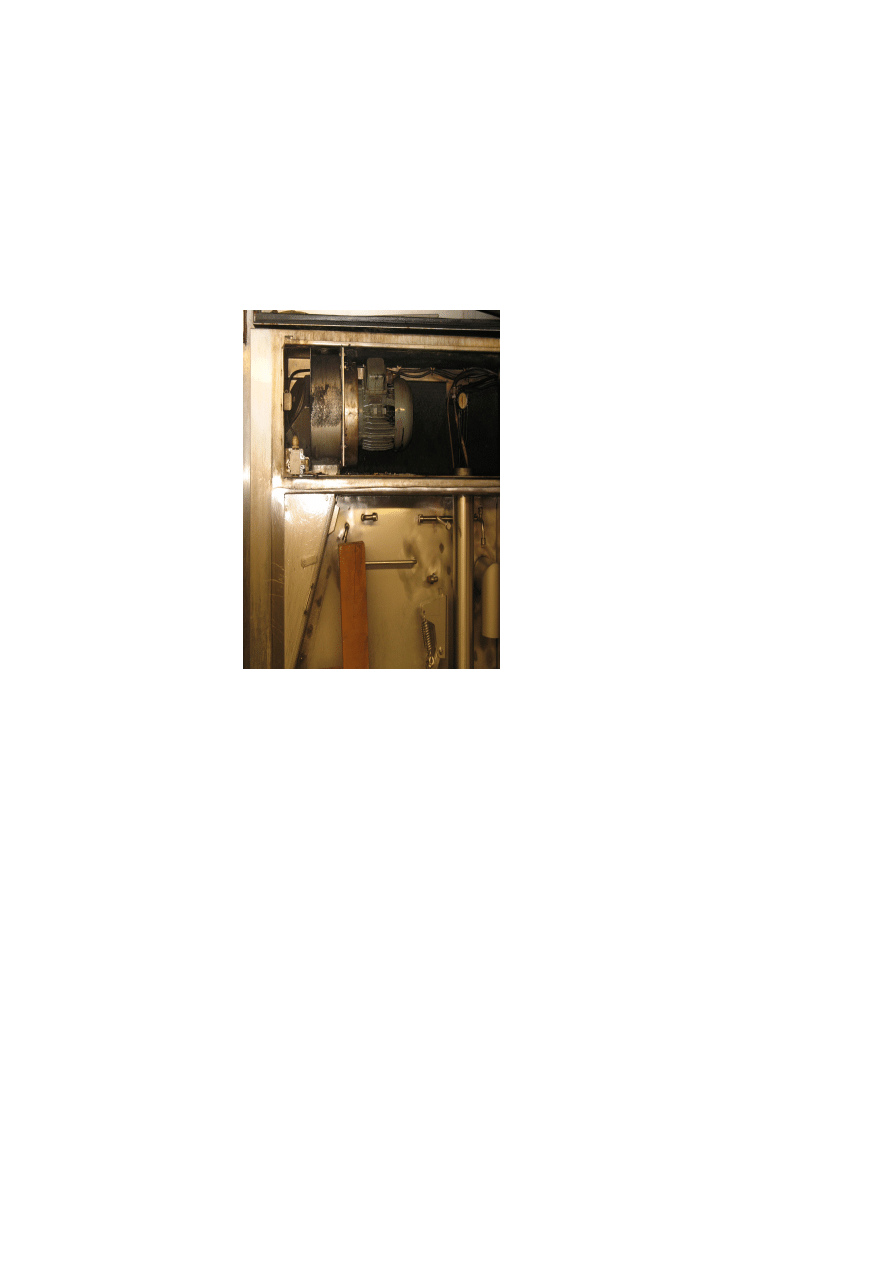
Dodatkowy, wymuszany ruch powietrza;
W górnej, wewnętrznej części drzwi umieszczony jest drugi otwór ( patrz drzwi komory widok
wewnętrzny). Przy pomocy, którego zasysany jest dym z komory wędzarniczej do wtórnego obiegu.
Wentylator umieszczony w drzwiach nad komorą dymogeneratora, z silnikiem dwubiegowy, o mocy
1,1 kW – 1400 obr/min., 380 V. Wymusza dodatkowy, ciągły ruch dymu pomiędzy komorą
wędzarniczą a dymogeneratorem. Wytwarza w pomieszczeniu dymogeneratora podciśnienie, które
powoduje ciągły obieg dymu i zmniejsza stratę temperatury
Silnik nad komorą dymogeneratora.
Odprowadzenie i usunięcie dymu w cyklu zamkniętym;
Dzięki zastosowaniu środków technicznych, poprzez wytwarzanie dymu bezogniowego, unika się
wynikającej ze miany temperatury zmianę objętości dymu, a co za tym idzie emisji spalin.
Wytworzony dym wędzarniczy, doprowadzony jest do komory wędzarniczej i następnie zawracany
do dymogeneratora. W ten sposób uzyskuje się pożądane stężenie składników dymu przy niedużym
zużyciu drewna. Poprzez dopasowany cierniowy dymogenerator zamknięty w drzwiach i zamknięty
cykl wędzenia, atmosfera dymu zostaje na tyle czysta, że po otwarciu komory, wszystkie
parametry czystości gazu nie przekraczają norm. Nie jest więc konieczne dodatkowe urządzenie
oczyszczające dym, i powstające emisje spalin mogą być odprowadzone do atmosfery.

8
Pozostające odpadki i resztki:
W czasie całego procesu technologicznego pozostają znikome ilości odpadków, które dają się z
łatwością usunąć, czy to w sposób tradycyjnego mycia urządzenia, czy też poprzez wykorzystanie do
tego celu systemu myjącego zamontowanego w każdej komorze wędzarniczej jako standard.
•
ś
cieki po kondensowaniu
•
ś
cieki po czyszczeniu
•
popiół drzewny znikoma ilość.
•
smółka
Wnioski
Poziom i proporcje składników dymu oraz ich właściwości zależą od wielu czynników między
innymi:
•
gatunku wykorzystanego drewna i jego składu
•
wilgotności drewna
•
metod oraz warunków wytwarzania dymu
Przedstawione ww. rozwiązanie jest jedne z najnowszych i pro ekologiczne. Z uwagi na znikomą ilość
odpadków, możemy stwierdzić, że jest mało uciążliwe dla środowiska, pracodawców, jak i
pracowników obsługujących komorę wędzarniczą. Z wyprodukowanych wyrobów przy użyciu
przedstawionej technologii powinni być zadowoleni również klienci, którzy mogą wyczuwać smak
wędlin robionych w tradycyjny sposób.
Wyszukiwarka
Podobne podstrony:
Projekt konstrukcji przewodów odprowadzających i doprawad
Projekt konstrukcji przewodów odprowadzających i doprawad
Projekt konstrukcji przewodów odprowadzających i
1 PROCES PROJEKTOWO KONSTRUKCYJNY
PN EN 1990 2004 AC Podstawy projektowania konstrukcji poprawka
Projekt konstrukcje drewniane Polak Szlachetko Wywrot
Projekt 1 Konstrukcje Betonowe
PN EN 1990 2004 A1 Podstawy projektowania konstrukcji zmiana
Projekt konstrukcje metalowe
Zeszyt 3 Projektowanie konstrukcji murowych wg EC6
bibek spiral nie dla psa kielbasa, Akademia Morska, semestr 3, Projektowanie i konstrukcja Uządzeń (
Projekt konstrukcji otworu wiertniczego
Projekt Konstrukcji Nawierzchni Drogowej
projekt konstrukcji 31 05 Model
Ogólne podstawy projektowania i konstruowania elementów maszyn, Uczelnia, Metalurgia
Projektowanie i Konstrukcja Urządzeń, Wykłady
więcej podobnych podstron