
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
1
Multivariate Control and Model-Based SPC
T
2
, evolutionary operation, regression
chart.
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
2
Multivariate Control
t =
(x - µ
0
)
s
x
=
(x - µ
0
)
s
2
n
~ t(n-1)
α' = 1 - (1 - α)
p
P{all in control} = (1 -
α)
p
Often, many variables must be controlled at the same time.
Controlling p independent parameters with parallel charts:
If the parameters are correlated, the type I (false alarms)
and type II (missed alarms) rates change.
We need is a single comparison test for many variables. In
one dimension, this test is based on the student t statistic:
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
3
Monitoring Multiple Un-correlated
Variables
IR Charts
CD
-3
-2
-1
0
1
2
3
1
50
100
150
200
Avg=-0.2
LCL=-2.9
UCL=2.5
CD
Thi
ck
-3
-2
-1
0
1
2
3
50
100
150
200
Avg=0.1
LCL=-3.2
UCL=3.3
Thick
A
ngl
e
-3
-2
-1
0
1
2
3
1
50
100
150
200
Avg=-0.1
LCL=-3.1
UCL=3.0
Angle
X-
m
iss
-3
-2
-1
0
1
2
3
1
50
100
150
200
Avg=0.0
LCL=-3.0
UCL=3.0
X-miss
Y-
M
iss
-3
-2
-1
0
1
2
3
1
50
100
150
200
Avg=-0.1
LCL=-3.0
UCL=2.9
Y-Miss
Re
fl
-3
-2
-1
0
1
2
3
1
50
100
150
200
Avg=0.0
LCL=-2.9
UCL=3.0
Refl
Type I Error vs Number of Variables
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0
5
10 15 20 25 30 35 40 45 50
type I, 3sigma
type I, 0.05
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
4
Multivariate Control (cont.)
T
2
= n ( x - x)' S
-1
(x - x)
T
α, p, n - 1
2
=
p(n - 1)
n - p F
α, p, n - p
with x =
x
1
x
2
...
x
p
, x =
x
1
x
2
...
x
p
S is the covariance matrix, x are the means for the last
sample and x the global means. We get an alarm when the
T
2
exceeds a critical value (set by the F-statistic).
To compare p mean values to an equal number of targets we
use the T
2
statistic:
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
5
Example: Center and left temps are correlated
600
602
604
606
608
610
100
80
60
40
20
0
600
602
604
606
608
610
left
center
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
6
Examining the two Variables Together
Correlations
Variable
Cent Temp
Left Temp
Cent Temp
1.0000
0.6094
Left Temp
0.6094
1.0000
602
602.5
603
603.5
604
604.5
605
605.5
606
606.5
607
607.5
608
601
603
605
607
609
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
7
Example (cont.)
α = 0.05
Since left and center are correlated, with estimated
σ =1.15,
ρ=0.61, their deviation from the target 605 can be
determined by a single plot:
100
80
60
40
20
0
0
10
20
30
T
2
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
8
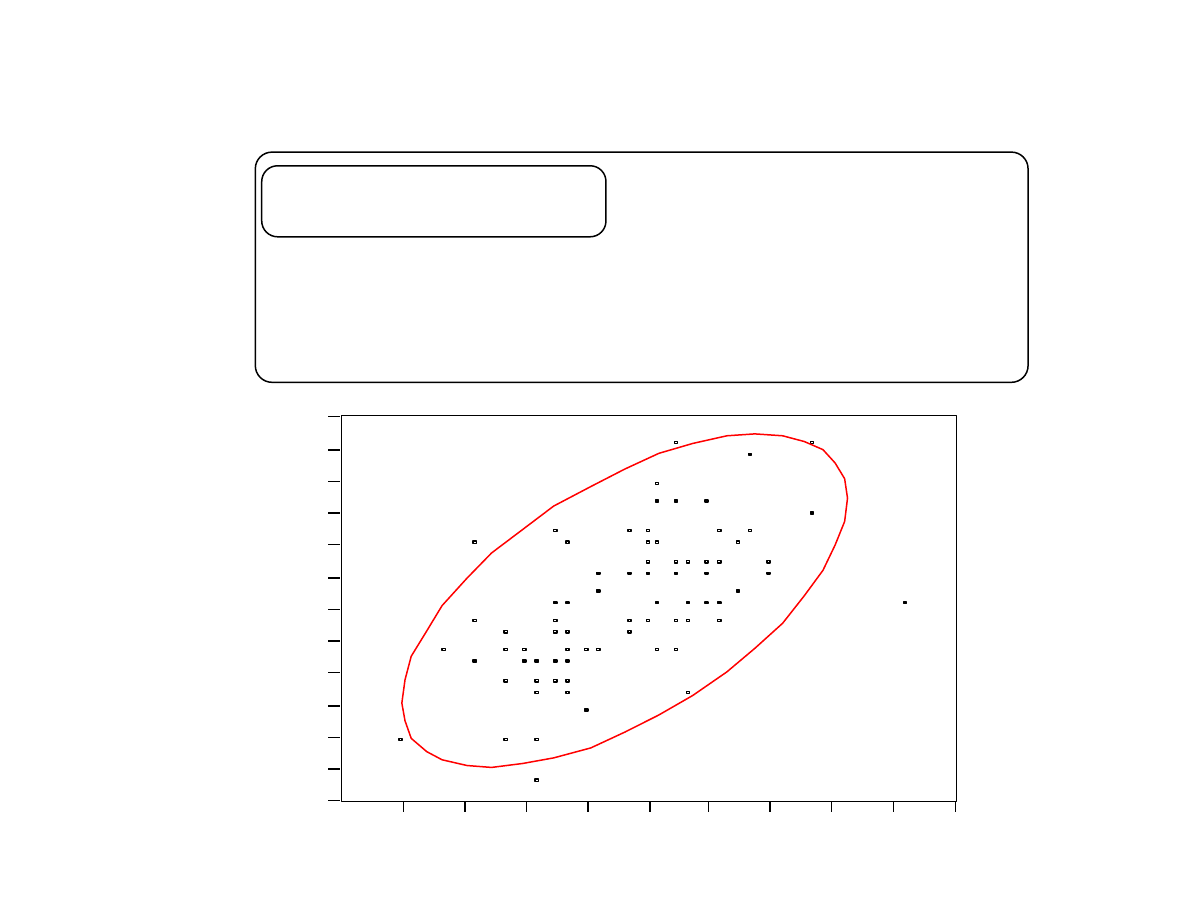
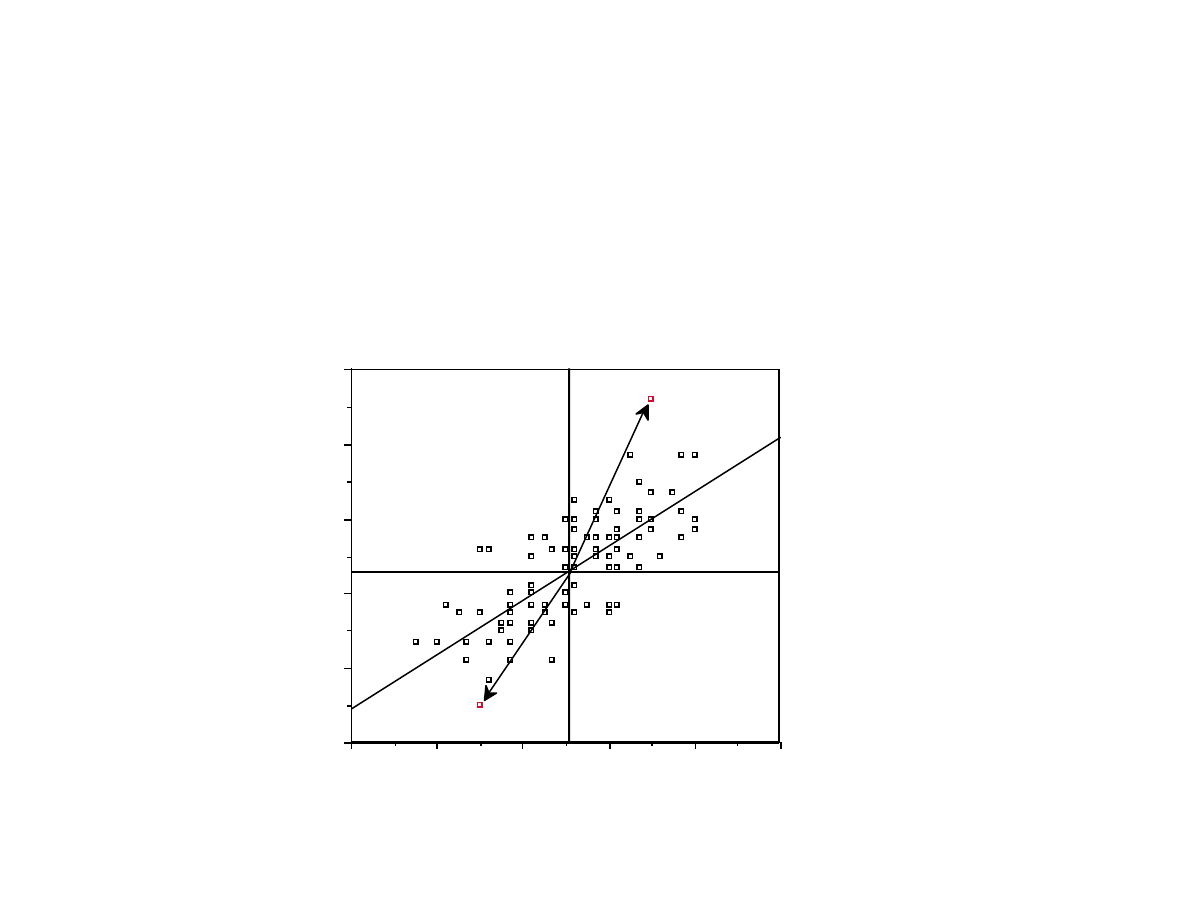
Example (cont.)
For two parameters, another graphical
representation is possible:
610
608
606
604
602
600
600
602
604
606
608
610
center
left
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
9
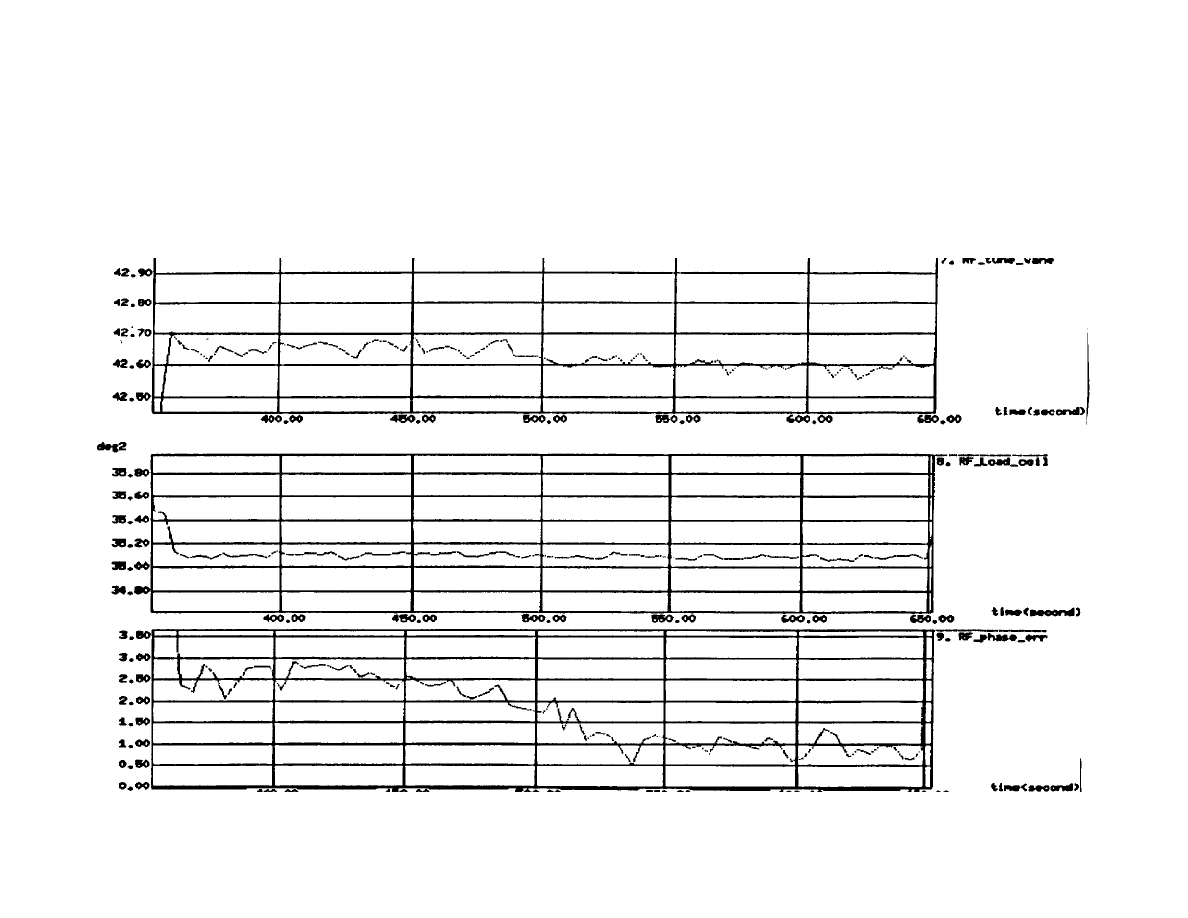
Example - Multivariate Control of Plasma Etch
Haifang's Screen Dump
Five strongly correlated parameters* can be collected during
the process:
*
Tune vane, load coil, phase error, plasma imp. and peak-to-peak voltage.
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
10
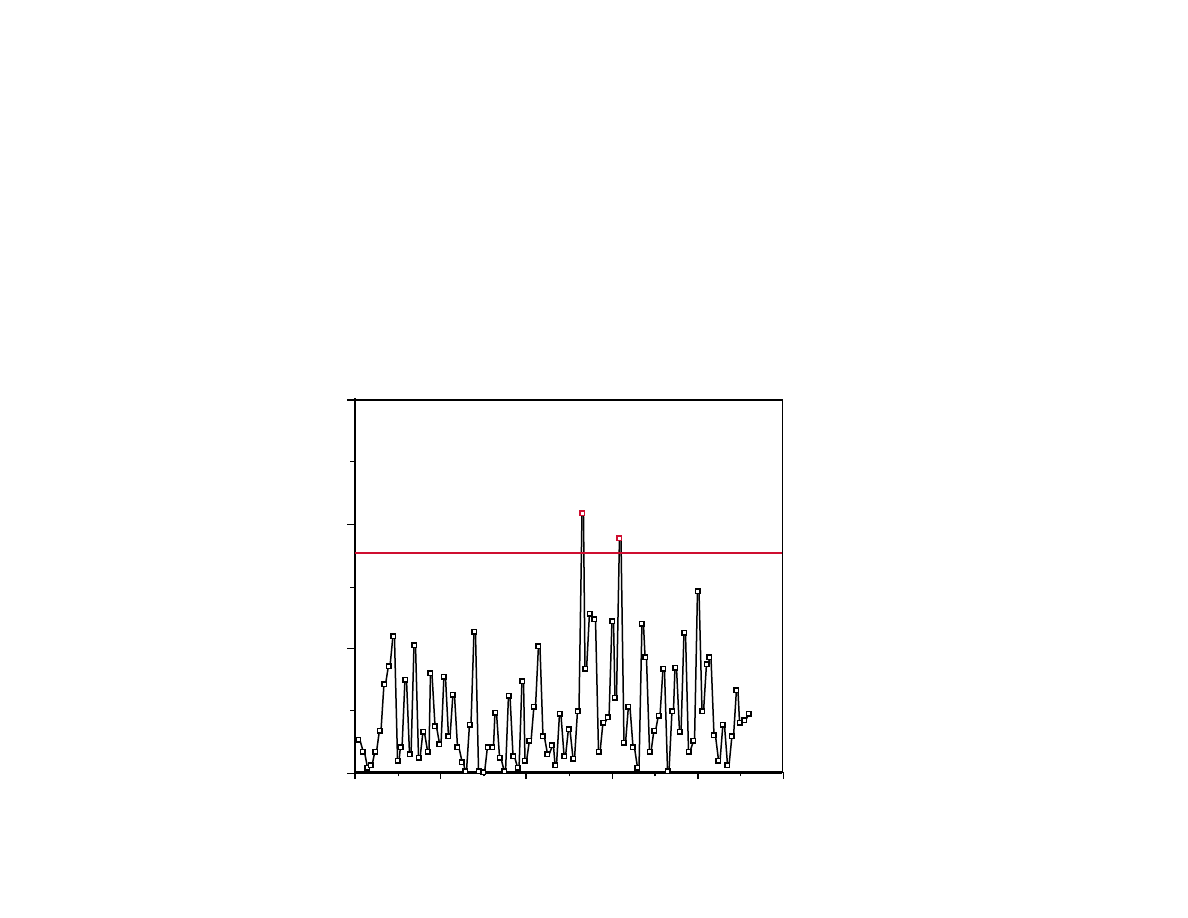
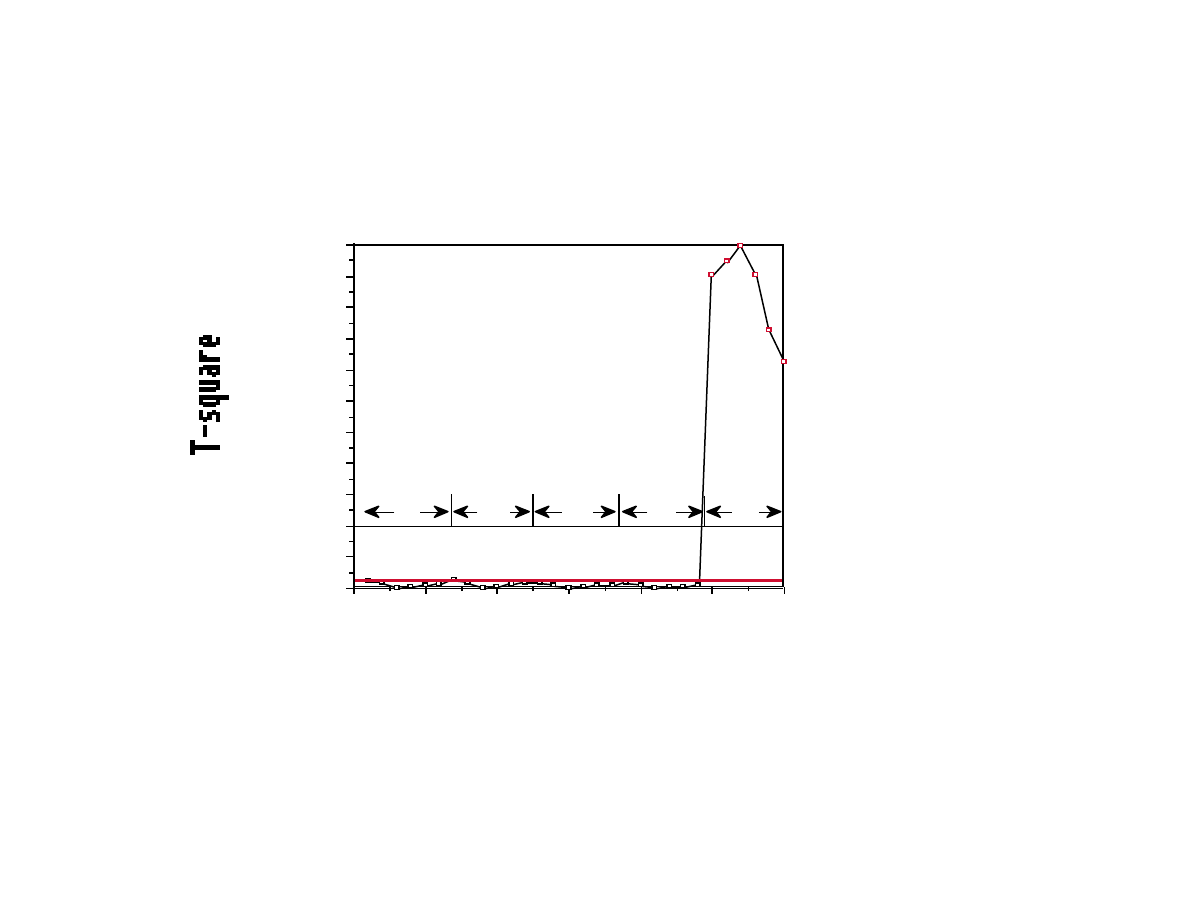
Example - Multivariate SPC of Plasma Etch (cont.)
The first 24 samples were recorded during the etching of 4
"clean" wafers. The last 6 are out of control and they were
recorded during the etching of a "dirty" wafer.
30
25
20
15
10
5
0
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
UCL 55.00
1
2
3
4
5
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
11
Evolutionary Operation - An SPC/DOE Application
y = f (x
1
, x
2
) + e
and assume the following approximate model:
y - a x
1
+ b x
2
+ c x
1
x
2
If we knew a, b, and c, we would know how to change the
process in order to bring y closer to the specifications.
Of course this model will only be applicable for a narrow
range of the input parameters.
A process can be optimized on-line, by inducing small
changes and accepting the ones that improve its quality.
EVOP can be seen as an on-line application of designed
experiments.
Example: Assume a two-parameter process:
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
12
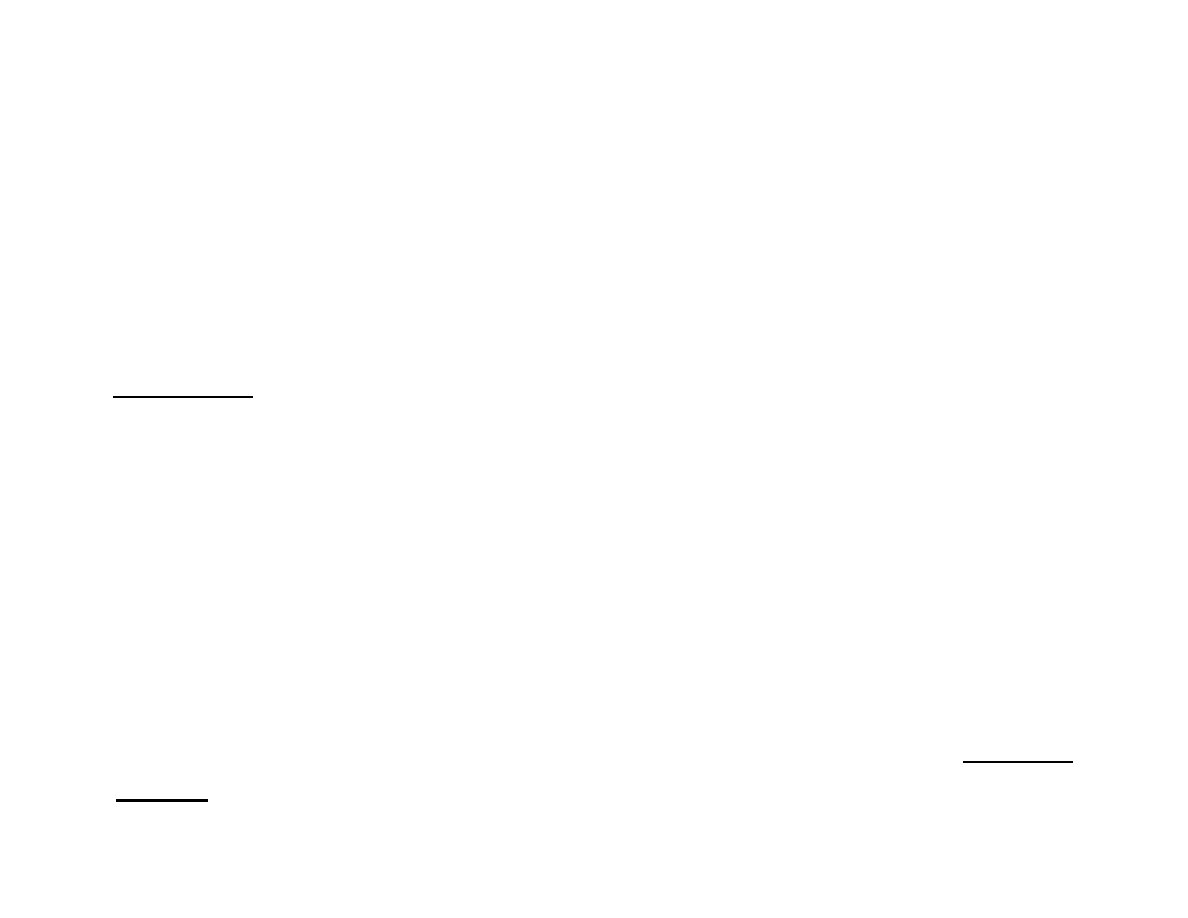
Evolutionary Operation (cont.)
design a 2
2
factorial experiment
x
2
x
1
y
5
y
3
y
2
y
4
y
1
L
H
L
H
+1
-1
+1
-1
(Note that x
1
and x
2
are scaled so that they take the
values -1, +1, at the edges of the experiment).
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
13
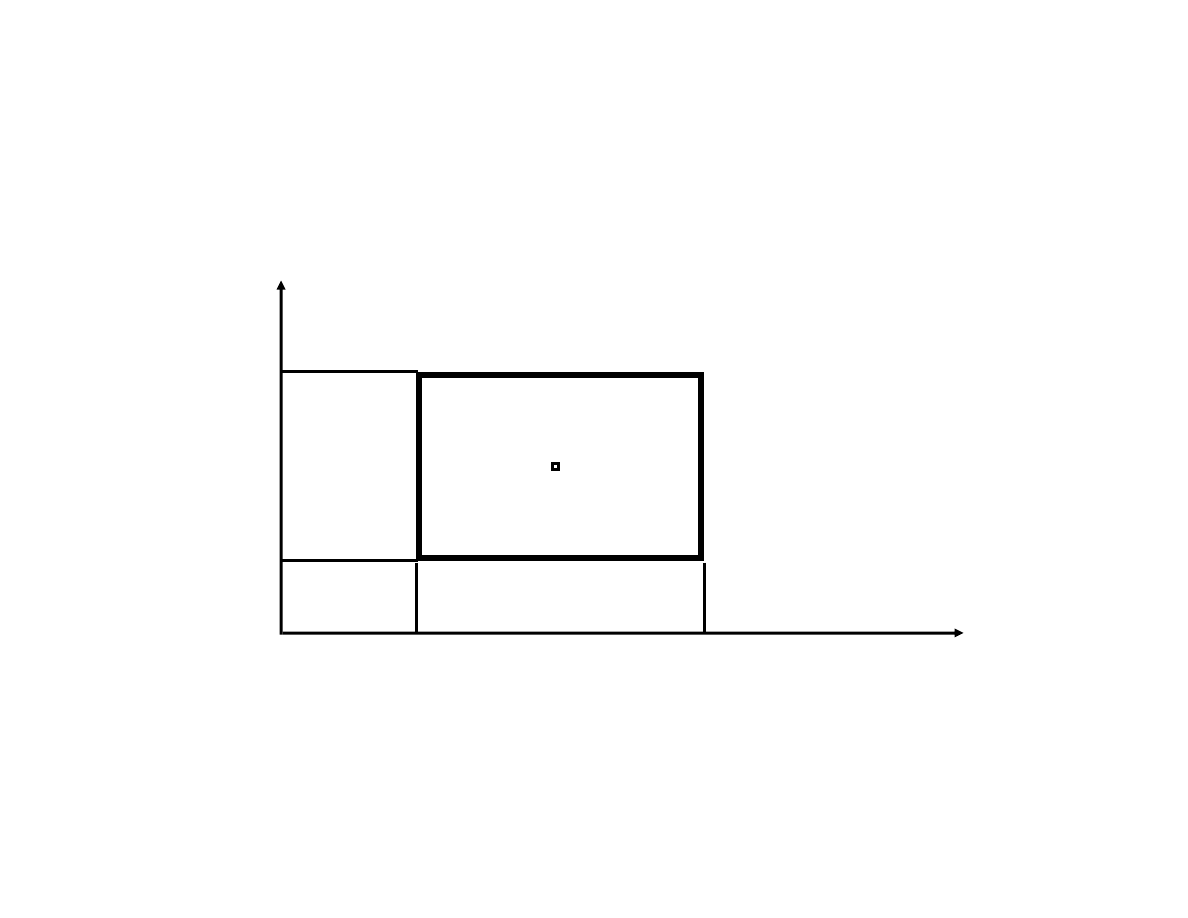
Evolutionary Operation (cont.)
x
2
x
1
The process terminates when I find a box whose corners are
no better than its center.
Once the effects are known, choose the best corner of the
box and start a new experiment around it:
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
14
Evolutionary Operation (cont.)
The values of a, b and c (or the respective "effects" and
"interactions") can be estimated:
This calculation is repeated for n-cycles until one of the
effects emerges as a significant factor.
a = Eff
x1
= 1
2
[(y
3
+y
4
) - (y
2
+y
5
)]
b = Eff
x2
= 1
2
[(y
3
+y
5
) - (y
2
+y
4
)]
c = Int
x1x2
= 1
2
[y
2
+y
3
- (y
4
+y
5
)]
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
15
Evolutionary Operation (cont.)
+/-
+/-
N ( 0,
σ
2
n
n - 1
)
2
n
s
1.78
n
s
To decide whether an effect is significant, we need a good
estimate of the process sigma.
The sigma of the process can be estimated from the
difference of the last average and the new value at each of
the experimental points. This value is distributed as:
The 95% confidence interval of each effect is:
and of the change-in-mean effect is:
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
16
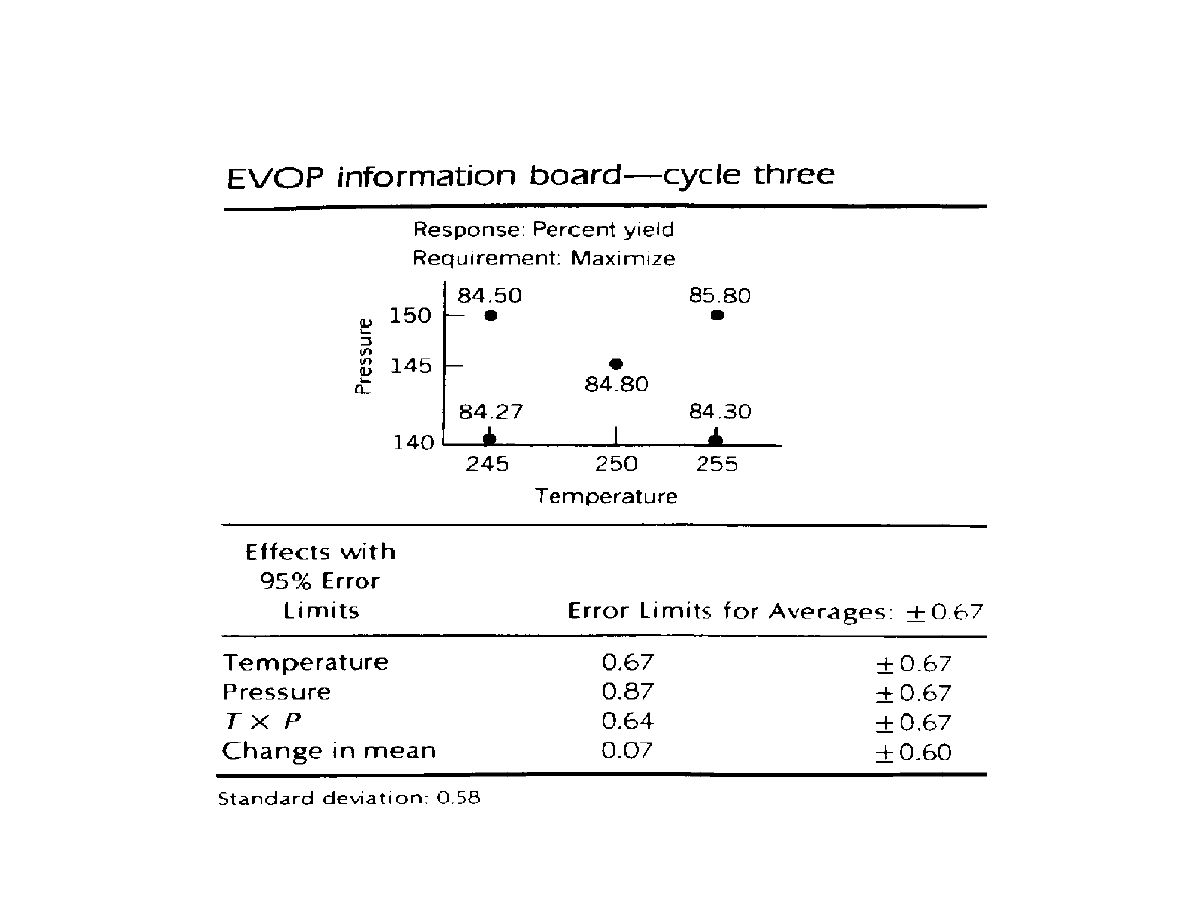
Example - Use EVOP on a cleaning solution
conc. effect =
1
2
[(y
3
+y
4
) - (y
2
+y
5
)] = -0.025
temp. effect =
1
2
[(y
3
+y
5
) - (y
2
+y
4
)] = -3.800
interaction =
1
2
[y
2
+y
3
- (y
4
+y
5
)] = 4.825
chng in mean =
1
5
[y
2
+y
3
+y
4
+y
5
- 4y
1
] = -0.540
The yield from the first 4 cycles of a chem. process is shown
below. The variables are % conc. (x
1
) at 30 (L), 31 (M), 32 (H)
and temp. (x
2
) at 140 (L), 142 (M), 144 F (H).
Cycle Y
1 M-M
Y
2 L-L
Y
3 H-H
Y
4 H-L
Y
5 L-H
1
60.7
69.8
60.2
64.2
57.5
2
69.1
62.8
62.5
64.6
58.3
3
66.6
69.1
69.0
62.3
61.1
4
60.5
69.8
64.5
61.0
60.1
avg Y
64.2
67.9
64.1
63.0
59.3
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
17
Example - EVOP on a cleaning solution (cont.)
+/- 2
σ / n = +/- 2.787
Take range of ( y
i
j
- y
i
j-1
) for i = 1,2,3,4,5
ave rage for j = 2,3,4 R
D
= 7.53
and
R
D
d
2
=
σ n/(n-1) , i.e. σ =2.787
So, temperature and interaction are significant. Their signs
dictate moving to point 2 (L-L).
The 95% confidence limits for concentration, temperature
and their interaction are:
We use the range of consecutive differences in order to
estimate the sigma of the process:
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
18
EVOP Monitoring in the Fab
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
19
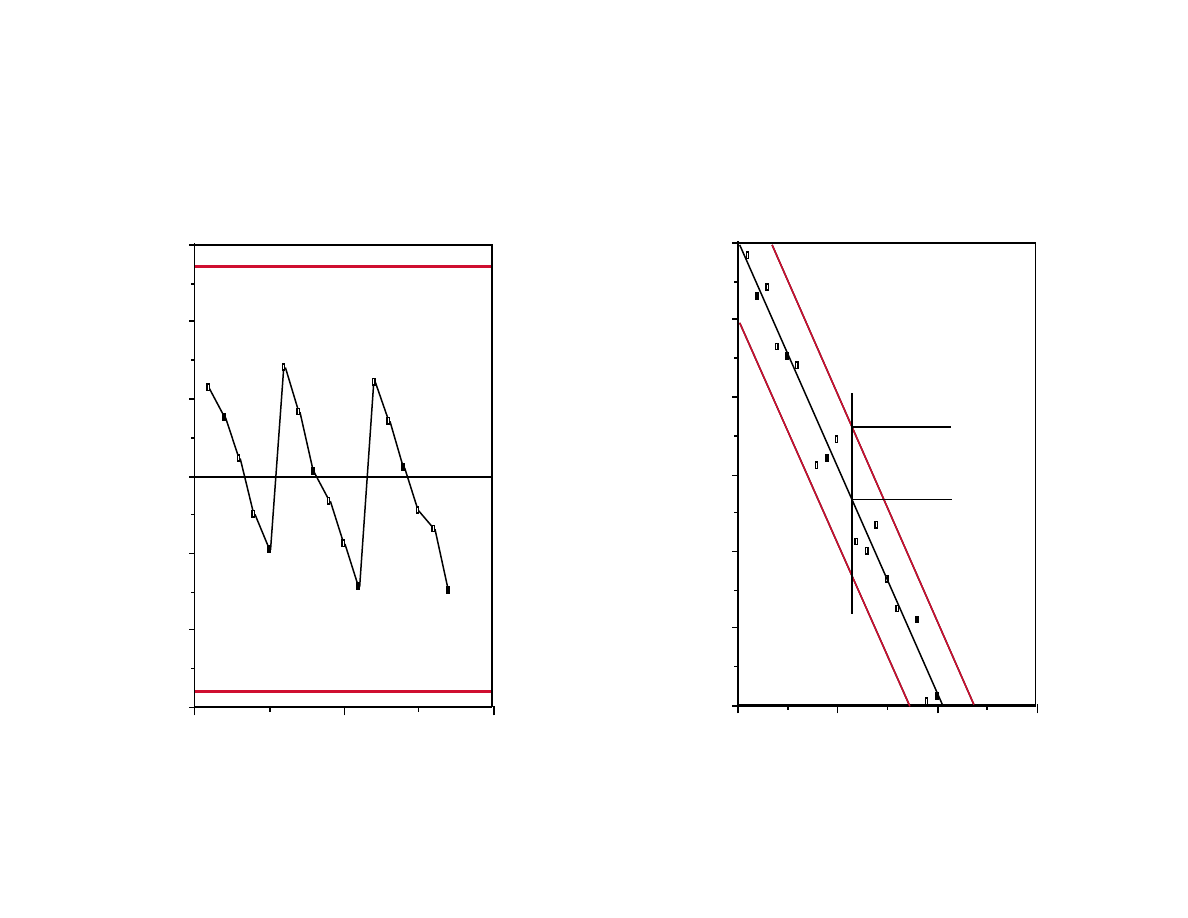
Regression Chart - Model Based SPC
In typical SPC, we try to establish that certain process
responses stay on target.
What happens if there is one assignable cause that we know
and we can quantify?
If, for example, the deposition rate of poly is a function of the
time since the last tube cleaning, it will never be "in control".
In cases like this, we build a regression model of the
response vs the known effect, and we try to establish that the
regression model remains valid throughout the operation.
Limits around the regression line are set according to the
prediction error of the model.
A t-statistic is used to update the model whenever necessary.
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
20
Regression chart (cont.)
20
10
0
200
400
600
800
1000
1200
1400
Polysilicon Deposition Rate
Sample Count
LCL 245.51
797.24
UCL 1348.96
30
20
10
0
500
600
700
800
900
1000
1100
Regression Chart
# of runs after clean
2
σ

Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
21
Regression Chart (cont.)
• The regression chart can be generalized for complex
equipment models.
• An empirical model is built to describe the changing
aspects of the process.
• The difference between prediction and observation
can be used as the control statistic
• If the control statistic becomes consistently different
than zero, its value can be used to update the model.
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
22
Model Test and Adaptation
LPCVD Model
ln(Ro) = A + B ln (P) + C(1/T) + D (1/Q)
After substitution, the equation used is:
Y = A + Bx
B
+ Cx
C
+ Dx
D
Control Limits: Y +/- (t * s)
Cumulative
t =
(Y
i
-y
i
)
s
y
Σ
i=1
n
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
23
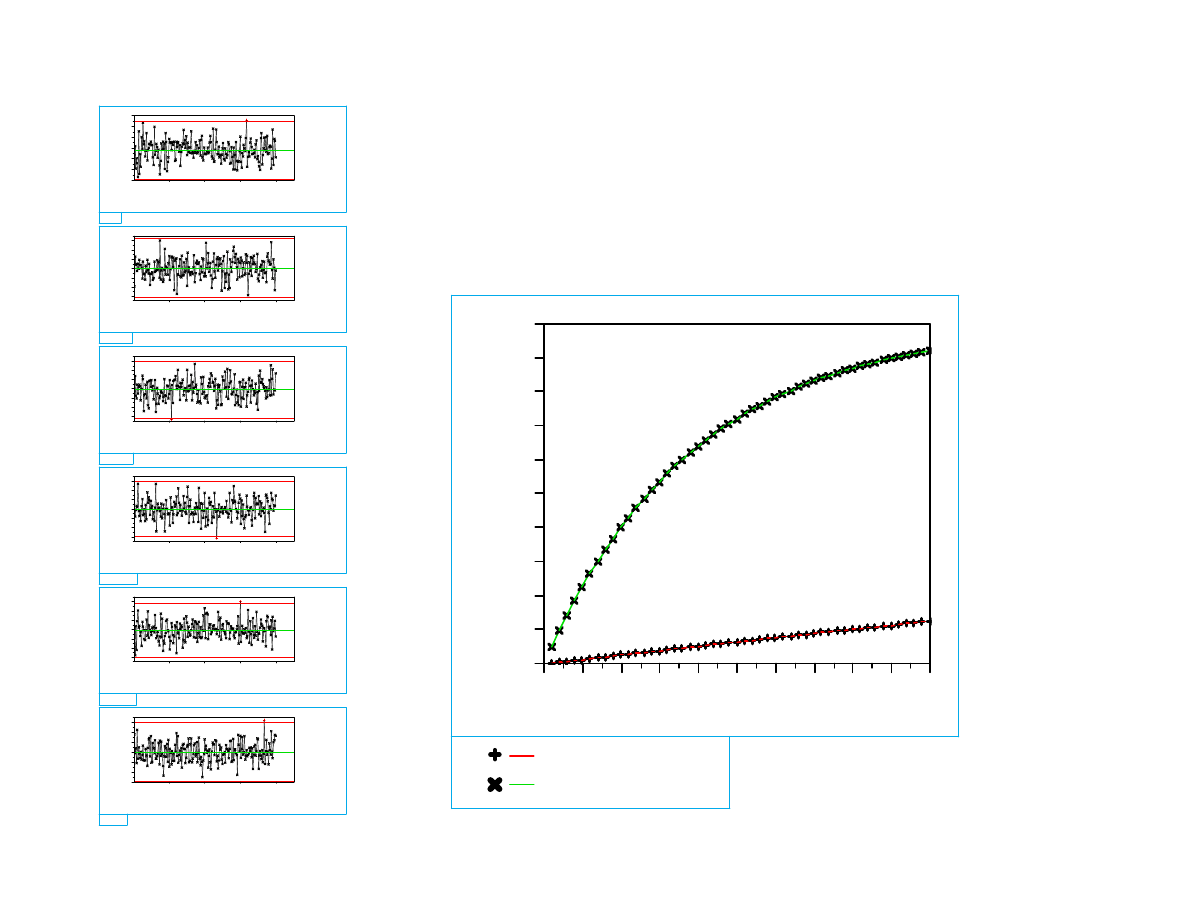
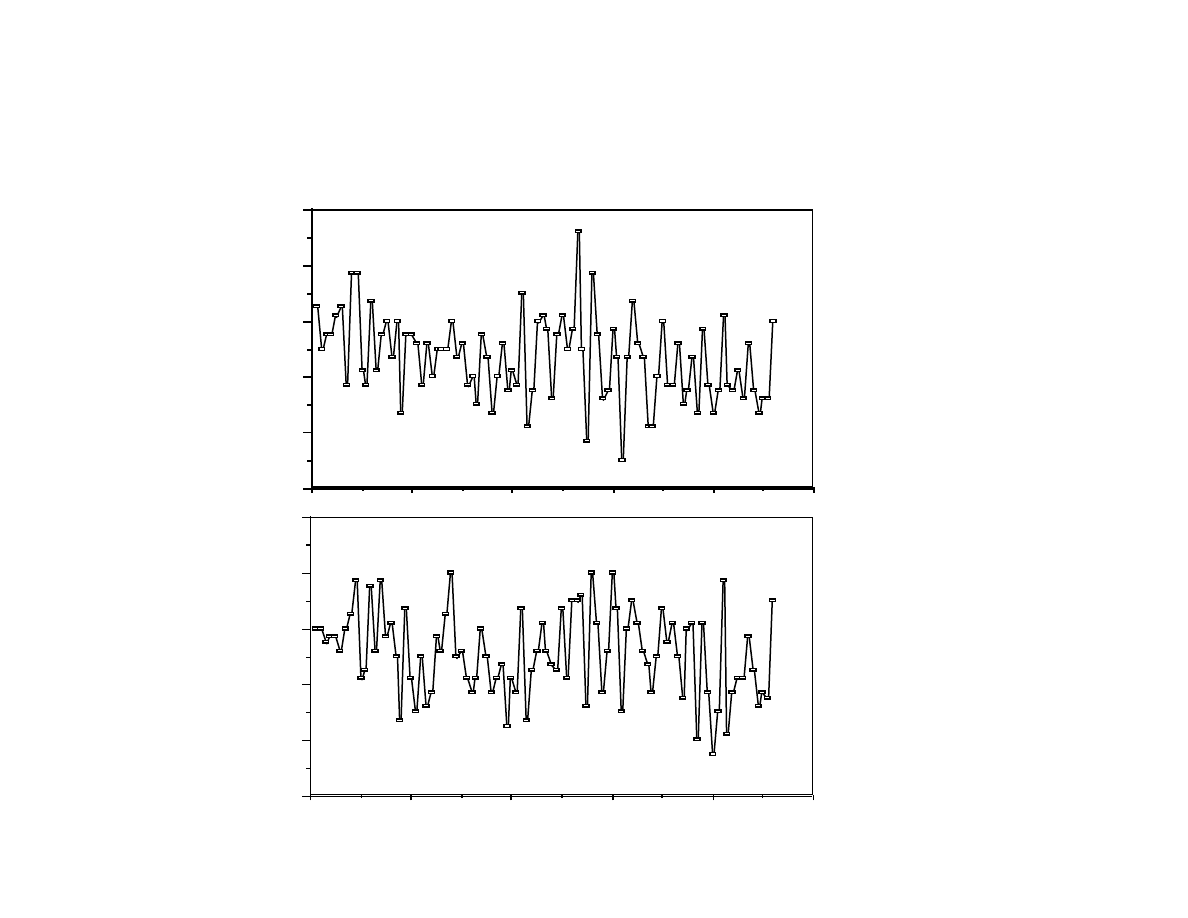
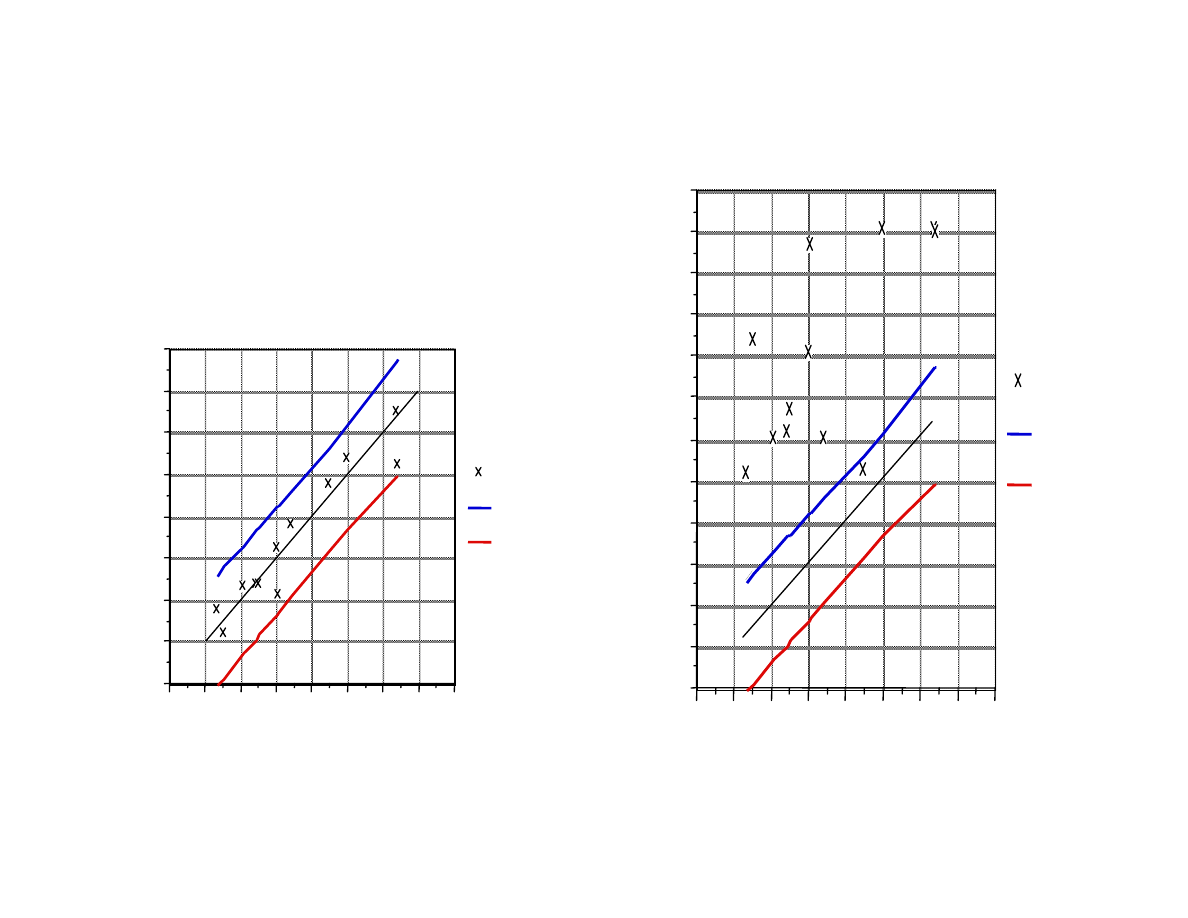
Regression Chart (Example)
5.6
5.5
5.4
5.3
5.2
5.1
5.0
4.9
4.8
4.8
4.9
5.0
5.1
5.2
5.3
5.4
5.5
5.6
5.7
5.8
5.9
6.0
Actual
Rate
UCL
LCL
Model Rate [ln(Å/min)]
A
c
tual Rate [ln(Å/min)]
5.6
5.5
5.4
5.3
5.2
5.1
5.0
4.9
4.8
4.8
4.9
5.0
5.1
5.2
5.3
5.4
5.5
5.6
Actual
Rate
UCL
LCL
Model Rate [ln(Å/min)]
A
c
tual Rate [ln(Å/min)]
Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
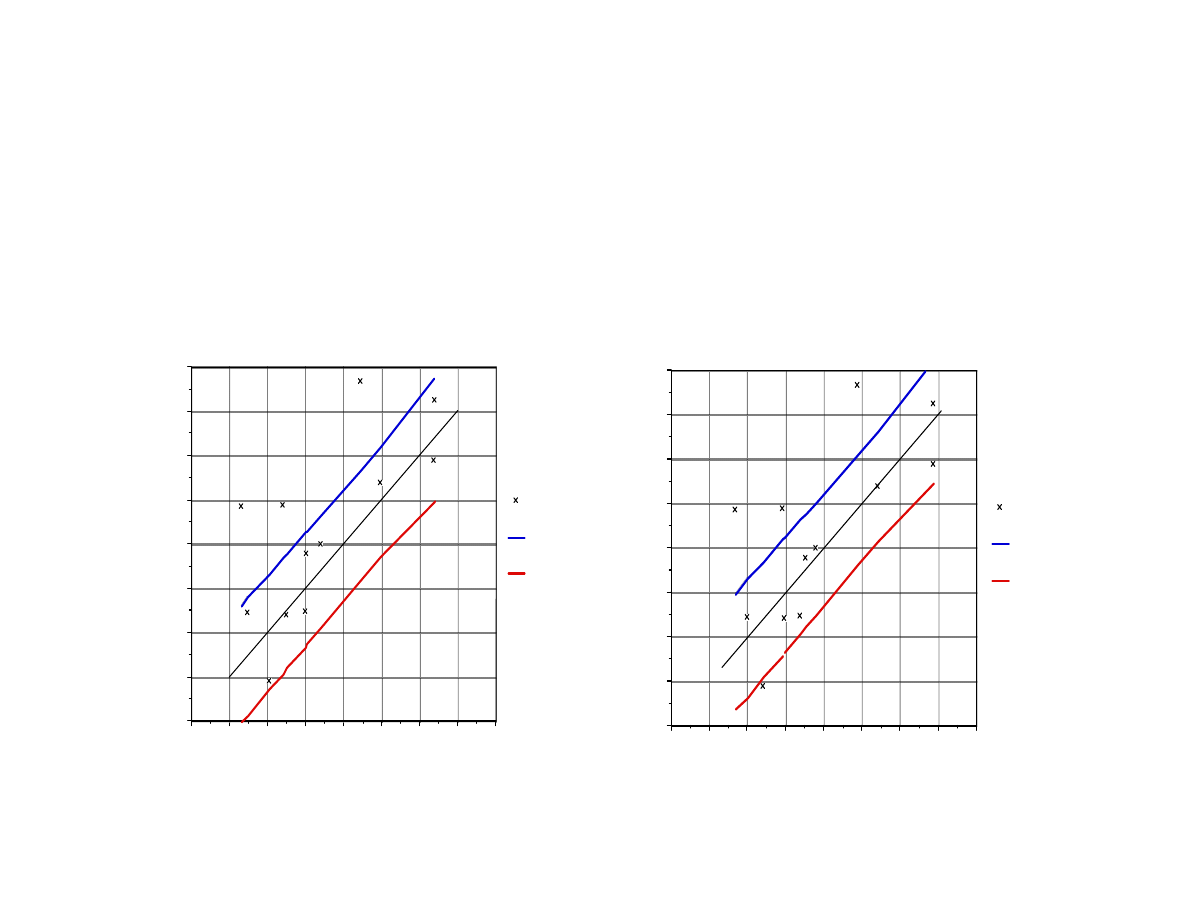
24
Regression Chart (Example)
5.6
5.5
5.4
5.3
5.2
5.1
5.0
4.9
4.8
4.8
4.9
5.0
5.1
5.2
5.3
5.4
5.5
5.6
Actual Rate
UCL
LCL
Model Rate [ln(Å/min)]
Ac
tua
l Ra
te
[ln(Å/min)]
5.6
5.5
5.4
5.3
5.2
5.1
5.0
4.9
4.8
4.8
4.9
5.0
5.1
5.2
5.3
5.4
5.5
5.6
Actual Rate
Revised UCL
Revised LCL
Revised Model Rate [ln(Å/min)]
Actual Rate [ln(Å/min)]
Outdated Model
Updated Model

Lecture 15: Multivariate and Model-based SPC
Spanos
EE290H F05
25
Summary so far...
As we move from classical, human operator oriented
techniques, to more automated CIM based approaches:
• We need to increase sensitivity (reduce type II error), without
increasing type I error. (CUSUM, EWMA).
• We need to distinguish between abrupt and gradual
changes. (Choice of EWMA shape).
• We need to accommodate multiple sensor readings (T
2
chart).
• We need to accommodate multiple recipes and products in
each process (EVOP, model-based SPC).
Wyszukiwarka
Podobne podstrony:
lecture 14 CUSUM and EWMA id 26 Nieznany
Lecture10 Medieval women and private sphere
Financial Institutions and Econ Nieznany
2013 01 15 ustawa o srodkach pr Nieznany
15 torbielowatosc nerek 2012 1 Nieznany (2)
105 15 Czynniki cyrkulacyjne ks Nieznany (2)
2 15 4 kanaly ze szczelinami (v Nieznany
15 Komplement Iid 16030 Nieznany (2)
Biogas Situation and Developmen Nieznany
15 XII materialoznawstwoid 1625 Nieznany (2)
cw 15 formularz id 121556 Nieznany
15 bole glowyid 16115 Nieznany (2)
15 Weather and enviroment
AM2 15 Rownania rozniczkowe rze Nieznany (2)
lecture 17 Sensors and Metrology part 1
Overview Of Gsm, Gprs, And Umts Nieznany
lecture 11 attribute charts id Nieznany
więcej podobnych podstron