
I
1
DIAGNOSTYKA
Motto
Nauczcie się rozumieć mowę maszyn, a one same powiedzą o swoim samopoczuciu i
dolegliwościach
Czym jest diagnostyka?
– w medycynie diagnostyka to nauka o sposobach rozpoznawania chorób na podstawie
charakterystycznych objawów.
– w technice diagnostyka to nauka zajmująca się ocena stanu technicznego obiektu na
podstawie wybranych parametrów diagnostycznych, przy znajomości kryteriów oceny ich
stanu.
W technice wyróżnia się następujące rodzaje diagnostyki:
– diagnostykę funkcjonalną – zadaniem jej jest określenie (ocena) stopnia zakłócenia
funkcji mechanizmu czyli ocena poprawności funkcjonowania (wypełniania założonych
funkcji), np.: zmniejszenia mocy, zwiększenie zużycia paliwa, zwiększenie drogi
hamowania, zwiększenie niedokładności wykonania itp.,
– diagnostykę techniczną – zadaniem jej jest ocena stanu zużycia elementów i par
kinematycznych obiektu (parametrów struktury).
Podstawowe pytanie, na które ma odpowiedzieć diagnostyka:
1. Jaki obiekt, zespół, element diagnozować?
chodzi
o wybór przedmiotu diagnozowania i dotyczy złożonych obiektów oraz systemów.
2. Jaki parametr mierzyć?
chodzi o określenie takiego parametru (symptomu), który zawiera najwięcej informacji o
stanie obiektu.
3. Jak wnioskować o stanie obiektu, zespołu, elementu?
chodzi o określenie wartości granicznych parametrów oceniających stan w jakim znajduje
się obiekt .
4. Jak długo obiekt, zespół, element może wypełniać swoje funkcje?
chodzi o prognozowanie przyszłych stanów obiektu, terminów obsług lub kolejnych
procesów diagnostycznych.
Aktualna metoda obsługiwania:
planowo-
zapobiegawczych obsług
% elementów, które nie przekroczyły
wartości dopuszczalnych zużyć:
I
2
Lokomotywy ST44
71,5 %
Lokomotywy ST43
53,0 %
Lokomotywy SM42
79,0 %
Metoda planowo-zapobiegawcza z diagnozowaniem
(quasi-dynamiczna)
Metoda obsług według stanu technicznego
(dynamiczna)
Naprawa zgodnie
z założeniami metody
planowo-zapobiegawczych
obsług
lepsze
rozwiązanie
najlepsze
rozwiązanie
I
3
10
20
30
40
50
60
1
2
3
4
5
6
7
Czas [lata]
L
iczba
u
szko
d
ze
ń
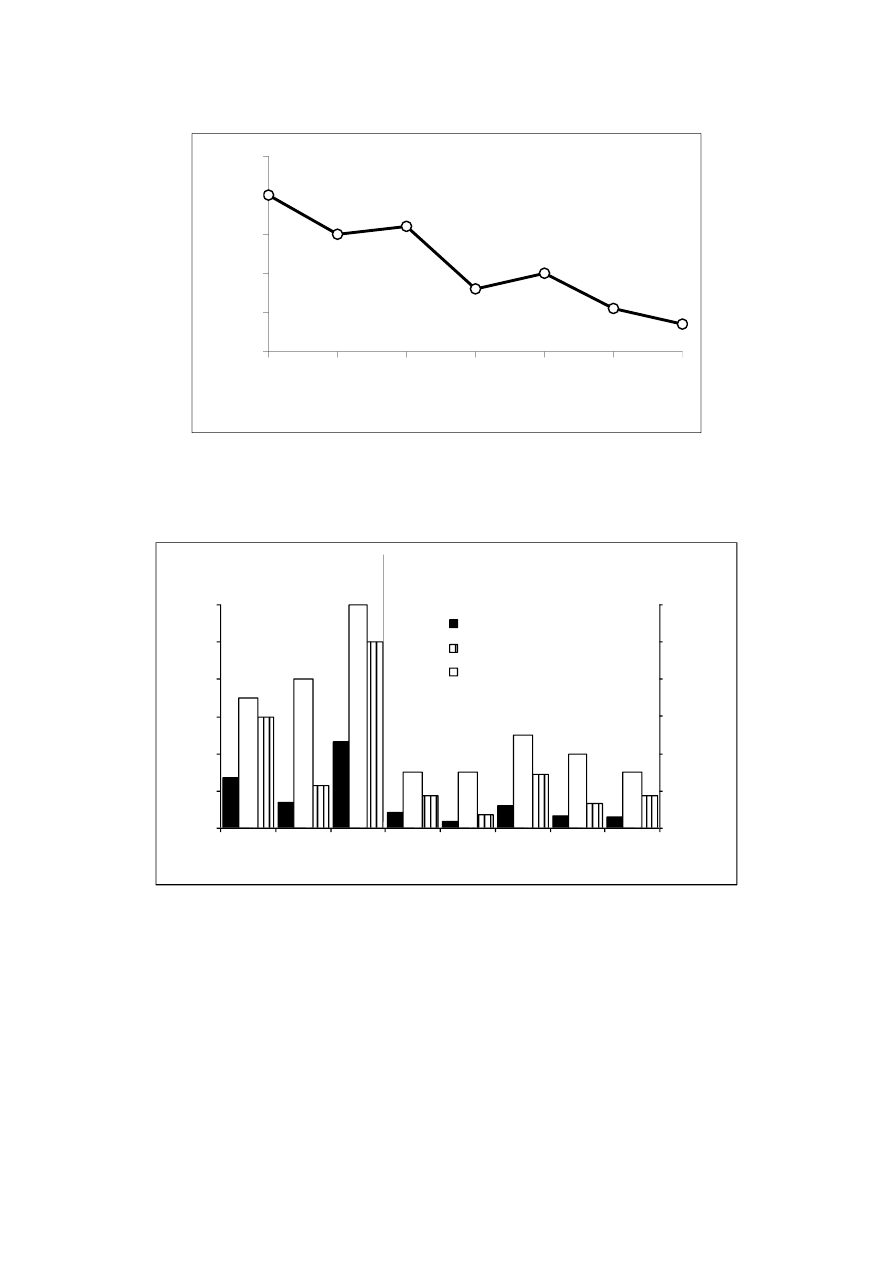
Zmniejszenie liczby uszkodzeń w rafinerii w wyniku wprowadzenia diagnostyki
0
100
200
300
400
500
600
Sil. 24
Sil. 48
Sil. 54
Sil. 28
Sil. 49
Sil. 128
Sil. 157
Sil. 229
L
ic
zb
a u
sz
ko
d
ze
ń
i p
os
to
jó
w
0
0.0002
0.0004
0.0006
0.0008
0.001
0.0012
L
ic
zb
a u
sz
ko
d
ze
ń
/p
rz
eb
ie
g
Liczba postojów
Liczba uszkodzeń
Liczba uszk./przeb.
Zestawienie liczby uszkodzeń, postojów oraz liczby uszkodzeń silników spalinowych nie
diagnozowanych oraz diagnozowanych w odniesieniu do przebiegu pojazdu
Silniki
nie diagnozowane
Silniki
diagnozowane
Obserwowane silniki
I
4
DIAGNOSTYKA W SYSTEMIE EKSPLOATACJI
Diagnostyka w systemie eksploatacji
W diagnostyce technicznej jak w każdej nowej dziedzinie wiedzy, istotną rolę odgrywają
używane pojęcia i modele myślowe. Mają one bezpośredni wpływ na badania naukowe i
działalność praktyczną w tej dziedzinie.
Diagnostyka techniczna jest jedn
ą z nauk o eksploatacji urządzeń technicznych i jest
częścią systemu eksploatacji. System eksploatacji urządzeń składa się z podsystemów użytku i
obsługi urządzeń (rys.1).
W każdym podsystemie występuje zespół realizacji i zespół kierowania. Kierowanie
wy
rażające się oddziaływaniem na zespół realizacji przez pewną politykę (użytku lub obsługi),
jest możliwe tylko wówczas, gdy istnieje sprzężenie zwrotne zapewniające dopływ informacji o
stanie zespołu realizacji do zespołu kierowania.
Zadaniem diagnostyki
technicznej jest zapewnienie dopływu informacji o obiekcie
eksploatowanym.
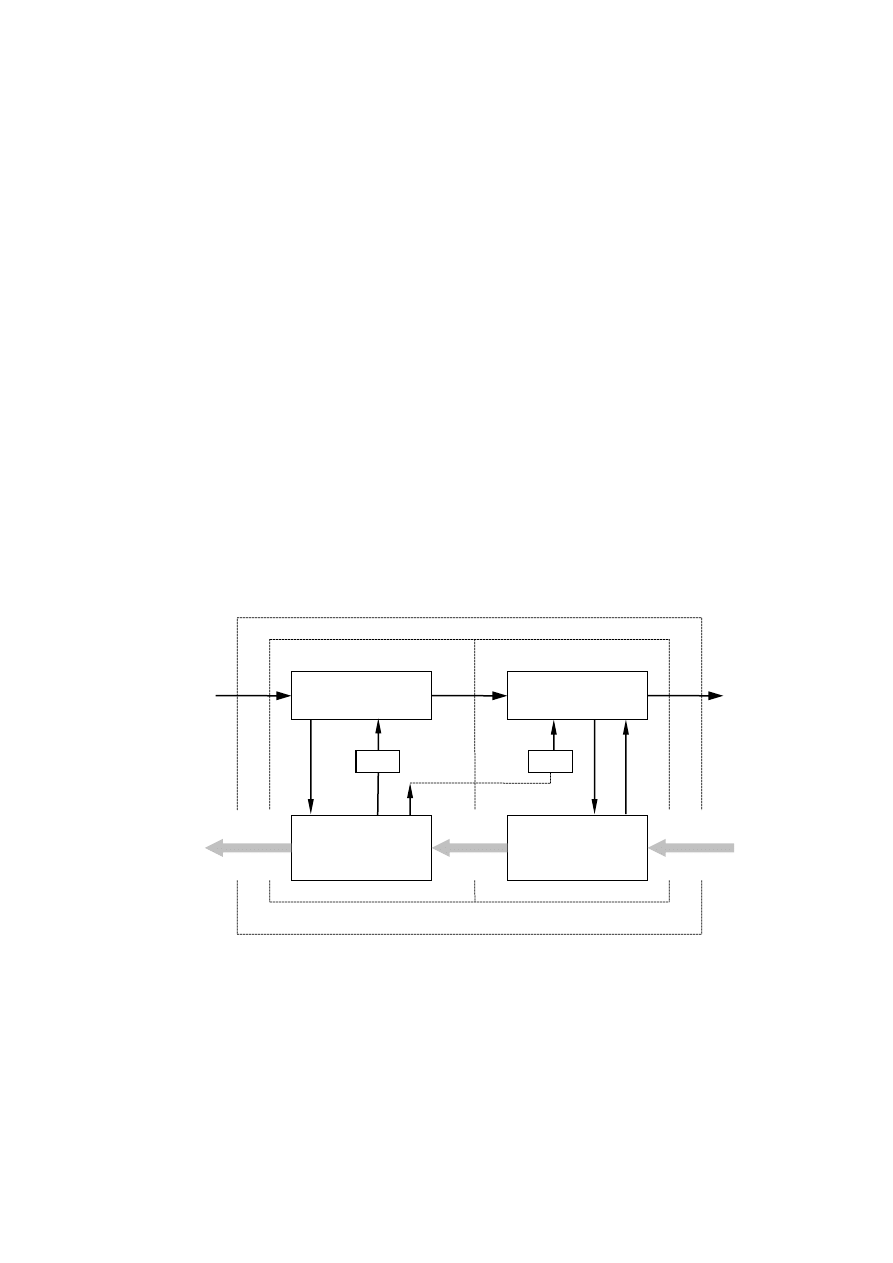
Rys. 1. Model systemu eksploatacji urządzenia
SD - system diagnostyczny, - - -
polityka użytku, polityka obsługi,
I -
strumień informacji.
Diagnostyka jest proce
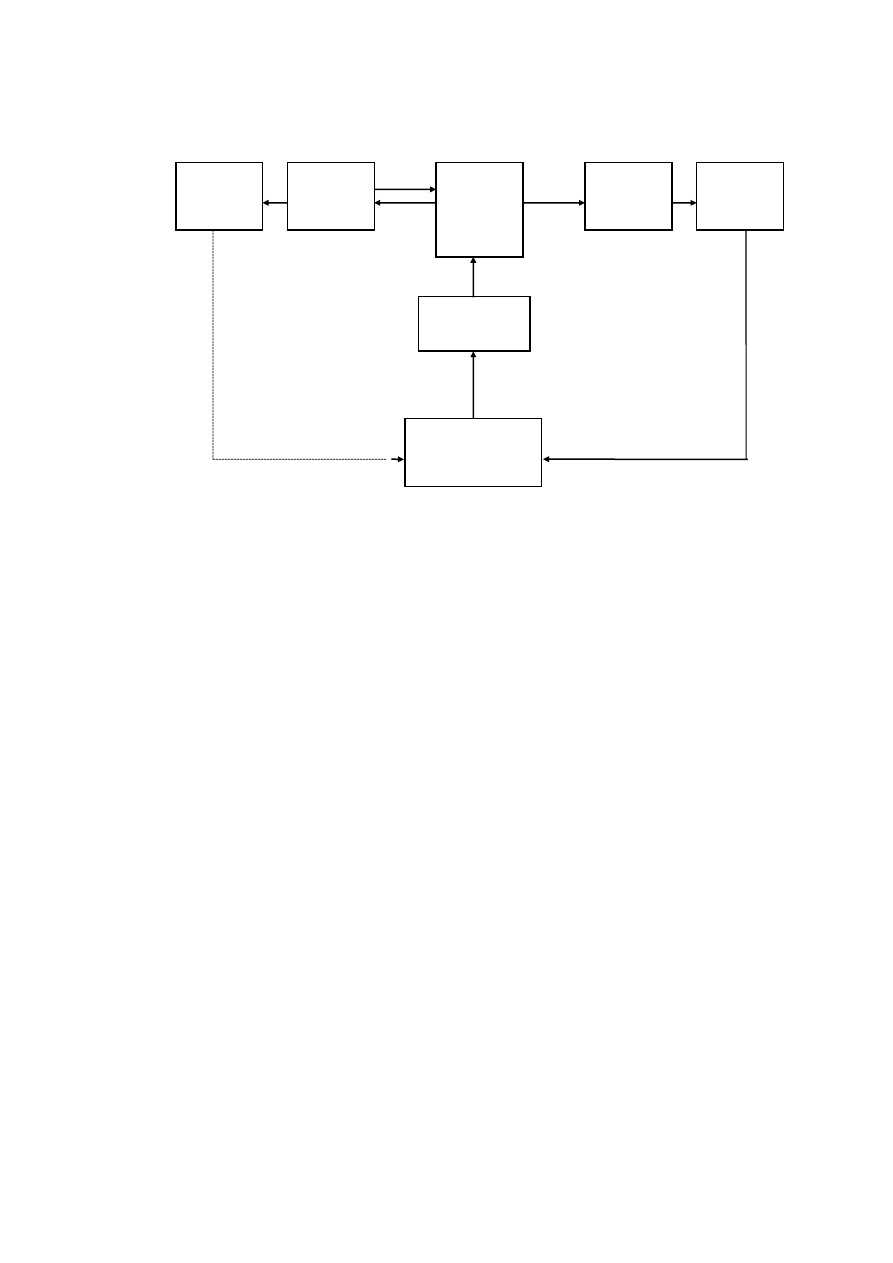
sem informacyjnym, zapewniającym przepływ informacji w
następującym łańcuchu diagnostycznym:
Kierownik
użytku
Kierownik
obsługi
Urządzenie
użytkowane
(obiekt diagnozowany)
Urządzenie
obsługi
(obiektu użytkowania)
S D
Podsystem użytku
Podsystem o
bsługi
Potencjał
Potencjał
Potencjał
operacyjny
obsługowy
zaopatrzeniowy
System eksploatacji
X
Y
I
I
S D
I
5
ŁD = <DG, UD, OD>
gdzie:
OD - obiekt diagnozowany,
UD -
urządzenie diagnostyczne,
DG -
diagnozer (człowiek lub układ techniczny).
Celem diagnostyki technicznej jest informowanie o stanie obiektu diagnozowanego. W
zależności od tego, kto ma być o tym informowany, łańcuch diagnostyczny może być włączony
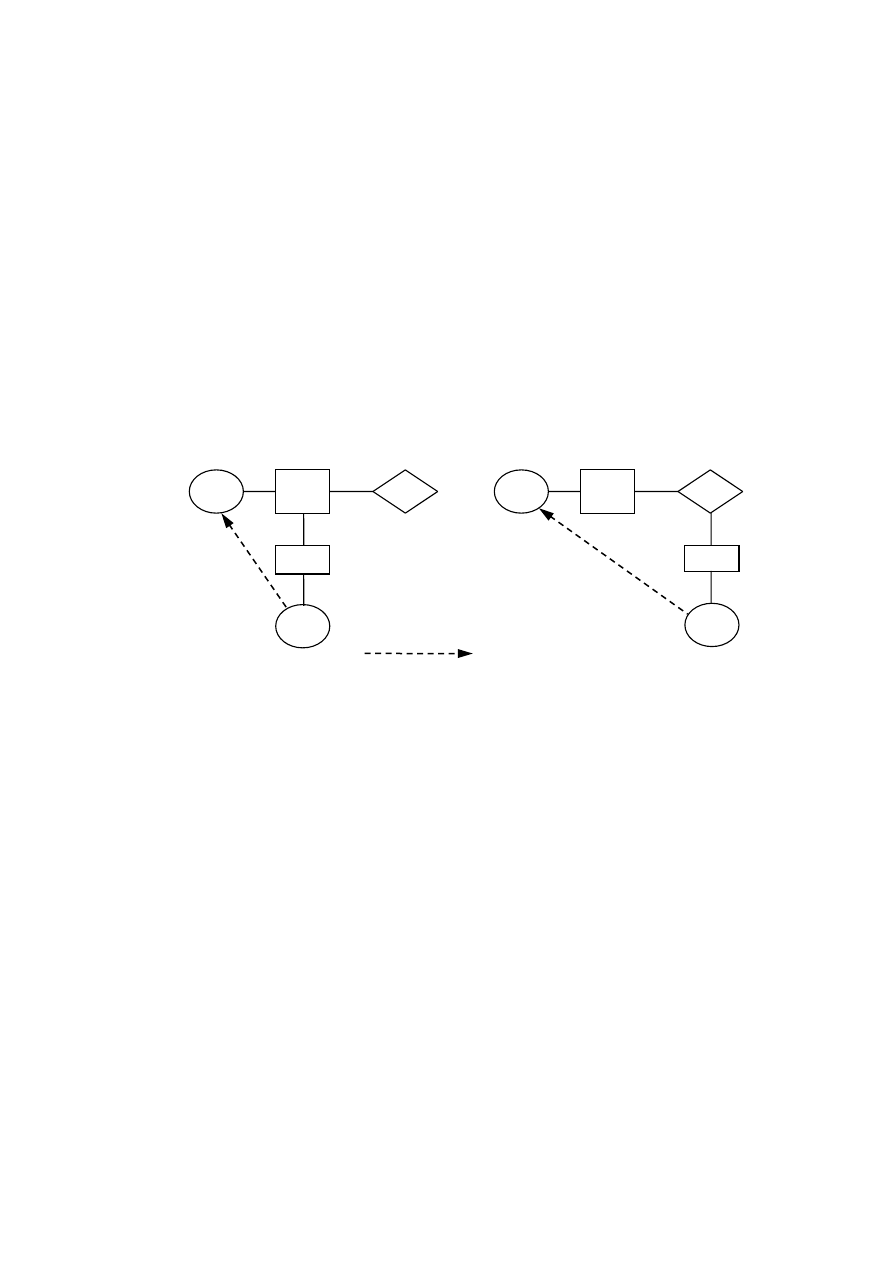
w system eksploatacji w różny sposób (rys. 2).
Rys. 2. Sprzężenie łańcucha diagnostycznego z łańcuchem
użytkowania a) i łańcuchem obsługiwania b).
UŻ - użytkownik, OD - obiekt diagnozowany; użytkowany lub obsługiwany,
P - przedmiot operacyjny, OB -
obsługujący, UO - urządzenie obsługowe.
W pierwszym przypadku diagnostyka prowadzona jes
t dla potrzeb użytkowania obiektu
(zespół realizacji) i określa jego stan a priori zdatny. Jest to kontrola stanu w toku użytkowania
(ciągła lub dyskretna) lub bezpośrednia poprzedzająca użytkowanie, w czasie przygotowania
obiektu. Kontrola taka ma na celu
wyłączenie z użytkowania obiektu niezdatnego.
W drugim przypadku diagnostyka prowadzona jest dla potrzeb obiektu (zwykle
niezdatnego) w postaci lokalizacji uszko
dzenia (lub możliwości jego powstania) i ma na celu
umożliwienie doprowadzenia obiektu do stanu zdatności.
Równolegle z procesem eksploatacji obiektu diagnozowanego (użytkowanego lub
obsługiwanego urządzenia) realizowany jest proces diagnostyczny w systemie diagnostycznym.
Zgodnie z przyjętym modelem systemu eksploatacji strumień może przepływać w łańcuchu
diagnostyki użytkowej:
OD
U D
Strumień
informacji
diagnostycznej
UŻ
P
DG
UO
U D
OB
OD
DG
a)
b)

I
6
ŁU = <DG, UD, ODU>
lub w łańcuchu diagnostyki obsługowej:
ŁO = <DG, UD, ODO>
gdzie:
ODU -
obiekt diagnozowany w stanie użytkowania,
ODO -
obiekt diagnozowany w stanie obsługiwania.
Wymagania stawiane procesowi di
agnostycznemu w obydwu przypadkach są różne, gdyż
realizacja przebiega w różnych sytuacjach diagnostycznych.
Sytuacje diagnostyczne
Sytuację diagnostyczną można określić jako:
SDG = <UZD, DG, UD, OD>
gdzie:
UZD -
użytkownik diagnozy.
W zależności od warunków, w jakich występuje zapotrzebowanie na diagnozy, powstają
różne sytuacje diagnostyczne. Sytuacje te można podzielić na kilka klas, np.:
ESDG - eksploatacyjne sytuacje diagnostyczne,
PSDG - projektowe sytuacje diagnostyczne,
PESDG - projektowo-eksploatacyjne sytuacje diagnostyczne.
Pierwsza z nich obejmuje sytuacje, w których zapotrzebowanie na diagnozy występuje w
trakcie eksploatacji obiektu, a więc wówczas, gdy system eksploatacji działa (występuje
przepływ potencjału operacyjnego lub obsługowego). W tej klasie postać urządzenia
diagnostycz
nego UD i diagnozera DG jest już ustalona (przez producenta diagnozowanego
obiektu) i sytuacje diagno
styczne, które mogą wystąpić, są następujące:
1)
ESDG = <UZ, DG, UD, ODU>

I
7
użytkownik oczekuje na diagnozę o stanie zdatnego (a priori) obiektu, w trakcie
użytkowania;
2)
ESDG = <OB, DG, UD, ODO>
obsługujący oczekuje na diagnozę dotyczącą lokalizacji uszkodzenia w trakcie naprawy
niezdatnego obiektu;
3)
ESDG = <{OB, UZ}, DG, UD, {ODU, ODO}>
zarówno obsługujący jak i użytkownik (często jest to ten sam człowiek), niezależnie od
stanu obiektu oczekuje na diagnozy określające realizacje prac profilaktycznych.
Następna klasa sytuacji diagnostycznych dotyczy okresu projektowania systemu
eksploatacji. W klasie tej
ustalony jest jedynie użytkownik diagnoz, który jest reprezentowany
przez projektanta (zespół projektantów), natomiast pozostałe składowe sytuacji diagnostycznej
mo
gą się zmieniać, w zależności od tego, która z nich jest elementem projektowanym.
Najczęściej spotykana jest sytuacja diagnostyczna typu:
PSDG = <UZD, PDG, PUD, OD>
występująca w okresie, gdy zaprojektowany jest już obiekt diagnozowania, ustalony użytkownik
diagnoz (UZD), a projektuje się urządzenie diagnostyczne (PUD) i diagnozera (PDG), np. w
postaci instrukcji umożliwiającej stawianie diagnozy.
Łatwo zauważyć, że jeśli projektowanie procesu diagnostycznego rozpocznie się wcześniej
(gdy obiekt jest w fazie projektowania), to wystąpią sytuacje diagnostyczne typu:
1)
PSDG = <UZD, PDG, PUD, POD>
2)
PSDG = <UZD, DG, PUD, POD>
które umożliwiają opracowanie procesu diagnostycznego. Istnieje bowiem wówczas w toku
projektowania obiektu możliwość uwzględnienia wymagań i ograniczeń powstających przy
projektowaniu urządzenia diagnostycznego i ewentualnych wymagań diagnozera.
Natomiast sytuacja diagnostyczna typu:
3)
PSDG = <UZD, PDG, UD, OD>

I
8
ma stosunkowo niewielki wpływ na optymalizacje procesu diagnostycznego. Obejmuje ona
projektowanie diagnozera (np. w postaci układu automatycznie generującego diagnozy w
oparciu o dane dostarczone przez urządzenie diagnostyczne) wówczas, gdy wszystkie
pozo
stałe elementy ((obiekt, urządzenia diagnostyczne) są już zaprojektowane).
Pozostałe teoretycznie możliwe sytuacje diagnostyczne, np.:
4)
PSDG = <UZD, DG, PUD, OD>
(ustalony obiekt i diagnozer)
5)
PSDG = <UZD, PDG, UD, POD>
(ustalone urządzenie diagnostyczne)
6)
PSDG = <UZD, DG, UD, POD>
(projektuje się obiekt przy ustalonym systemie diagnostycznym)
Oddzielną klasę stanowią projektowo-eksploatacyjne sytuacje diagnostyczne PESDG,
powstające w okresie eksploatacji obiektu, gdy zachodzi potrzeba wprowadzenia zmian do
istniejącego systemu diagnostycznego (np. modernizacja urządzeń kontrolno-pomiarowych).
System diagnostyczny
Proces diagnostyczny realizowany jest przez system diagnostyczny. System ten dostarcza
diagnoz ich użytkownikowi (systemowi użytkującemu diagnozy). Działalność systemu
dia
gnostycznego jest możliwa jedynie wówczas, gdy istnieje (w obiekcie diagnozowanym)
sys
tem zabezpieczający działanie diagnostyczne, poprzez dostarczanie informacji o obiekcie,
niezbędnych do oceny jego stanu.
Każdy obiekt charakteryzują pod względem technicznym pewne wielkości fizyczne, zwane
cechami obiektu. Jednak liczność zbioru wszystkich cech obiektu jest zbyt duża, aby zbiór ten
mógł być wykorzystany do jednoznacznego określenia stanu obiektu. Z tego względu
niezbędne jest przyjęcie kryterium Q zmniejszające dowolnie liczny zbiór cech Y do zbioru
W
obejmującego cechy obiektu charakteryzujące go np. pod względem niezawodnościowym z
punktu wi
dzenia przyjętego kryterium oceny. W wyniku tego powstaje model obiektu MOD, który
zapewnia działanie systemu diagnostycznego. Wyznaczony model obiektu przez zbiór cech
uznaje się za wystarczający dla określenia stanu obiektu, zgodnie z przyjętym kryterium
odwzorowania stanu Q.
I
9
Schemat funkcjonalny systemu diagnostycznego przedstawiono na rysunku 3. Jak wynika
z tego schematu, system diagnostyczny może otrzymywać tylko informacje o obiekcie, jakie
wskazuje model obiektu diagnozowane
go MOD, odwzorowujący obiekt rzeczywisty.
Rys. 3. Schemat funkcjonalny systemu diagnostycznego
X -
sygnały kontrolne, Y - zbiór cech obiektu, W - wybrany zbiór cech obiektu,
F -
zbiór kryteriów diagnozowania, S - strategia działania,
Q
– kryteria odwzorowania stanu.
Dobór kryterium odwzorowania stanu Q ma zasadniczy wpływ prawidłowe działanie
sys
temu diagnostycznego i przebieg procesu decyzyjnego (eksploatacji). Dobór ten jest
uwarunkowany wymaganiami, jakie stawian
e są systemowi diagnostycznemu przez system
wyższego rzędu, tj. system, do którego przepływa potencjał operacyjny wytwarzany przez
użytkowane urządzenie.
Zbiór cech Y, wybrany ze względu na utworzone kryterium odwzorowania stanu, tworzy
strumień informacji o obiekcie, umożliwiający wypracowanie przez system diagnostyczny
diagnoz dotyczących zdatności (niezdatności) obiektu do wykonywania zadań zgodnie z
przeznaczeniem.
System diagnostyczny pobiera informacje o stanie obiektu poprzez pomiar wartości
wybranyc
h wielkości (cech stanu
sygnałów diagnostycznych, parametrów) i porównując je z
danym wzorcem (normą, przedziałem wartości dopuszczalnych) i podaje wynik sprawdzenia.
Zbiór wyników sprawdzeń, dotyczących wszystkich cech należących do zbioru Y pozwala
wypra
cować wiarygodną diagnozę stanu obiektu, zgodną z wiernością jego odwzorowania
przez kryterium Q.
Użytkownik diagnoz (UŻD) może określać zbiór kryteriów F, którymi kieruje się diagnozer
przy opracowywaniu diagnozy. Kryteria te najczęściej określają:
zbiór rozróżnialnych stanów obiektu,
zbiór przedziałów wartości dopuszczalnych dla poszczególnych cech (lub zbiór
wzor
ców),
UŻD
OD
MOD
SD
UD DG
cechy
obiektu
cechy
stanu
diagno-
styczne
X
Q
S
F
X
W
Y
W
decyzje
cechy

I
10
relacje między przedziałami wartości cech a rozróżnialnymi stanami,
wymagania dotyczące dokładności kontroli stanu,
wskaźniki, ze względu na które należy optymalizować kontrolę stanu,
System diagnostyczny tworzą dwa zasadnicze podzespoły:
urządzenie diagnostyczne, zwane tez aparaturą diagnostyczną (UD),
diagnozer (DG), w nowoczesnych rozwiązaniach systemu diagno-stycznego
występujący najczęściej w postaci układu logicznego.
Podstawowym zadaniem urządzenia diagnostycznego jest:
pomiar wartości sprawdzanych cech obiektu,
porównanie (lub umożliwienie porównania) otrzymanego wyniku pomiaru z wzorcem
(przedziałem wartości dopuszczalnych, normą, zobrazowaniem wzorcowym itp.) i
określenie wyniku sprawdzenia zgodnie przyjętą skalą ocen (np. w normie, zdatny,
niezdatny, itp.).
Ponadto w wielu przypadkach, kiedy metoda realizacji zadania diagnostycznego tego
wymaga, urz
ądzenie diagnostyczne wytwarza zbiór odpowiedniych unormowanych pobudzeń
(sygnałów kontrolnych) X, wprowadzonych do diagnozowanego obiektu (zgodnie z
wymaga
niami określonymi przez sprawdzenie).
Podstawowym zadaniem diagnozera jest:
opracowanie diagnozy o obiekcie na podstawie otrzymanych od urz
ądzenia
diagnostycznego wyników sprawdzeń oraz relacji między nimi a stanami obiektu
(określonymi w kryterium F),
określenie zbioru Y wartości wzorcowych.
W najprostszym przypadku, kiedy system diagnostyczny jest niezautomatyzowany,
urz
ądzenie diagnostyczne składa się zwykle ze zbioru przyrządów kontrolno-pomiarowych i
zbio
ru wzorców dostarczonych przez diagnozera. Diagnozerem jest wówczas człowiek,
obsługujący aparaturę diagnostyczną, który dokonuje porównania otrzymanego wyniku pomiaru
z wzorcem
(przez co uzyskuje wynik sprawdzenia), a następnie na podstawie otrzymanych
wy
ników opracowuje diagnozę.
W miarę postępu automatyzacji systemu diagnostycznego, urządzenie diagnostyczne
przejmuje coraz więcej funkcji wykonywanych przez człowieka. Urządzenie samo określa
wartości cech (komutacja przyrządów pomiarowych), generuje w miarę potrzeb odpowiednie
pobudzenia, porównuje otrzymana wartość z wzorcem przechowywanym w pamięci, podaje
tylko wynik sprawdzenia. Natomiast zautomatyzowany diagnozer na podstawie otrzymanych
wyników wypracowuje zgodnie z zaprogramowanymi relacjami diagnozę, steruje ponadto
działaniem urządzenia diagnostycznego (np. polecając powtórny pomiar, przerwanie
wykonywanych sprawdzeń itp.).
I
11
W technicznej realizacji automatycznego systemu diagnostycznego po
dział na urządzenie
diagnostyczne i diagnozera jest umowne.
Wyboru strategii S ze zbioru różnych strategii dokonuje się w czasie projektowania
systemu diagnostycznego. Potrzeba wyboru strategii stwarza problem de
cyzyjny, który należy
r
ozwiązać w sposób optymalny. Rozwiązanie tego problemu, jak również opracowanie
kryterium optymalizacji jest podstawowym zagadnieniem diagnostyki technicznej.
Pojęcie
„łańcuch
diagnostycznego”,
„sytuacji
diagnostycznej”
oraz
„systemu
diagnostycznego” odgrywają istotną role w praktycznej i teoretycznej działalności
diagnostycznej. Ułatwiają one w szczególności prawidłowe opracowanie modelu systemu
diagnostycznego.
I
12
DIAGNOSTYKA TECHNICZNA
Termin diagnostyka
pochodzi z języka greckiego, gdzie diagnosis oznacza
roz
poznanie, rozróżnianie, osądzanie, a diagnostike techne oznacza sztukę
rozróżniania, stawiania diagnozy.
W obrębie nauk eksploatacyjnych ukształtowana już dziedzina wiedzy
diagnostyka techniczna
zajmuje się oceną stanu technicznego maszyn
poprzez ba
danie własności procesów roboczych i towarzyszących pracy
maszyny, a także poprzez badanie własności wytworów maszyny.
Podstawowe określenia związane z diagnostyką:
diagnostyka techniczna to dziedzina wiedzy, dotycz
ąca metod i środków
okre
ślania stanu technicznego maszyn,
diagnozowanie
to zespół działań, związanych z określeniem obecnego i
przy
szłego stanu maszyny,
a)
diagnozowanie użytkowe określa przydatność maszyny do użytkowania,
b)
diagnozowanie obsługowe określa niezbędne działania obsługowe dla
przy
wrócenia stanu zdatności,
c) diagnozowanie projektowe
służy decyzjom projektowym,
d) diagnozowanie produkcyjne
generuje decyzje o jakości produkcji,
e) diagnozowanie likwidacyjne
związane jest z decyzjami dotyczącymi
likwidacji maszyny,
diagnoza to decyzja o stanie maszyny (wynik procesu diagnozowania).
Do podstawowych
zagadnień diagnostyki technicznej należy zaliczyć:
badanie, identyfikacja i klasyfikacja rozwijających się uszkodzeń oraz ich
symp
tomów (symptom to zorientowana uszkodzeniowo miara sygnału
diagnostyczne
go), dyskryminant i syndromów;
opracowanie metod i środków do badania i selekcji symptomów,
dys
kryminant i syndromów diagnostycznych;
wypracowanie decyzji diagnostycznych o stanie obiektu (na podstawie
sympto
mów), i wynikających z niego możliwości wykorzystywania lub
rodzaju i zakresie koniecznych czynności profilaktycznych.
I
13
Realizacja tych zadań wymaga znajomości cech stanu struktury obiektu
oraz
dia
gnostycznie
zorientowanych
parametrów
procesów
wyjściowych (symptomów), odwzorowujących cechy stanu.
W metodologii badań diagnostycznych rozróżnia się następujące fazy
badania ocenowego:
kontrola stanu obiektu,
ocenę stanu i jego konsekwencje,
lokalizację i separację uszkodzeń powstałych w obiekcie,
wnioskowanie o przyszłych stanach obiektu.
Te zadania realizowane są w następujących formach działania
diagnostycznego:
diagnozowanie (jako proces określania stanu obiektu w chwili t
o
),
dozorowanie (jako proces odnawiania diagnoz),
genezowanie (jako proces odtwarzania historii
życia obiektu w chwili t
g
),
prognozowanie (jako proces określania przyszłych stanów obiektu w chwili t
p
).
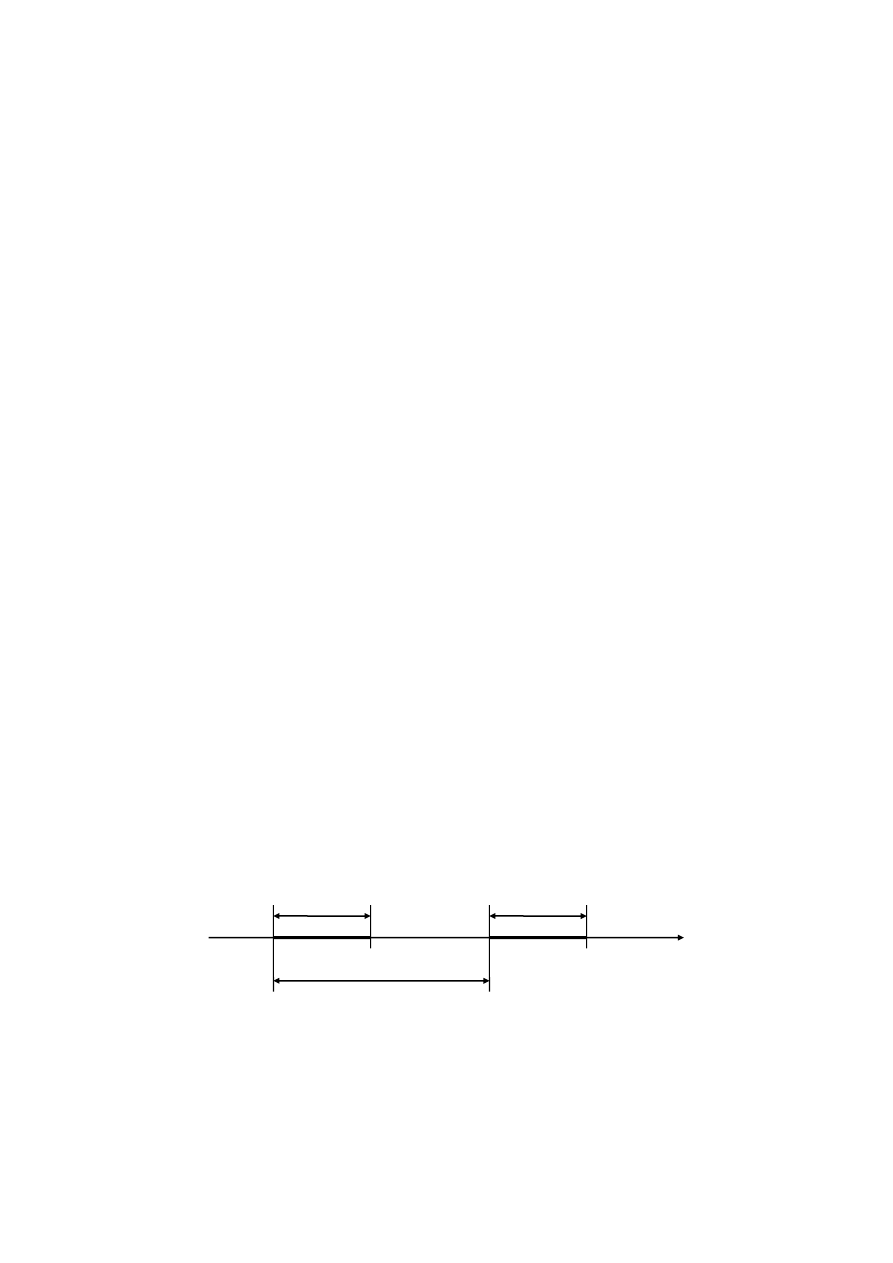
Przedstawione formy działania diagnostycznego (rys. 1) realizowane są w
czasie ciągłej lub dyskretnej obserwacji stanu obiektu.
Rys. 1. Sche
mat podstawowych działań w diagnostyce technicznej
Diagnozowanie
– jest to określenie stanu w chwili t
0
, to jest w chwili, w kt
órej
przeprowadzane jest badanie obiektu.
Określenie stanu odbywa się w oparciu o wyniki sprawdzeń (pomiarów) i
nazywane jest di
agnozą. Dla stawiania diagnoz stanów niezbędna jest
znajomość relacji wzajemnego odwzorowania między wynikami sprawdzeń
(objawami), a stanami obiektu, to jest R ({s},{u}).
t
o
t
p
t
x1
t
x2
t
x3
t
x4
t
x..
t
xn
Prognoza
Diagnoza
Dozorowanie
Horyzont
prognozy
t
Poczatek
eksploatacji
Czas
eksploatacji
]\[p
]
uy[
Genezowanie
Horyzont genzy t
g
I
14
Diagnozowanie jest to działanie, dla którego jest słuszna następująca
implikacja (w
yrażenie):
R({s},{u})
[S(t
0
)
I
t0
(U(t
0
))]
gdzie:
S
– zbiór wyników sprawdzeń (zbiór objawów),
{s}
– zbiorów wyników sprawdzeń,
{u}
– zbiór stanów obiektu,
S(t
0
)
– zbiór wyników sprawdzeń uzyskanych w chwili t
0
,
I
t0
(U(t
0
))
– diagnoza stanu w chwili t
0
dos
tarczona użytkownikowi w tej samej
chwili.
Wyrażenie to należy czytać następująco: jeżeli znana jest relacja R ({s},
{u}), i je
śli znane są objawy S(t
0
) występujące w chwili t
0
, wówczas można
po
stawić diagnozę stanu w tej samej chwili I
t0
(U(t
0
)).
Dozorowanie
– jest to ciągła lub dyskretna bieżąca obserwacja stanu obiektu.
Dozorowanie polega na ciągłym lub dyskretnym odnawianiu diagnozy lub
inaczej: dozorowanie polega na generowaniu diagnoz chwilowych. Celem
do
zorowania jest dostarczenie informacji o każdej zmianie stanu obiektu z
dosta
tecznie małą zwłoką.
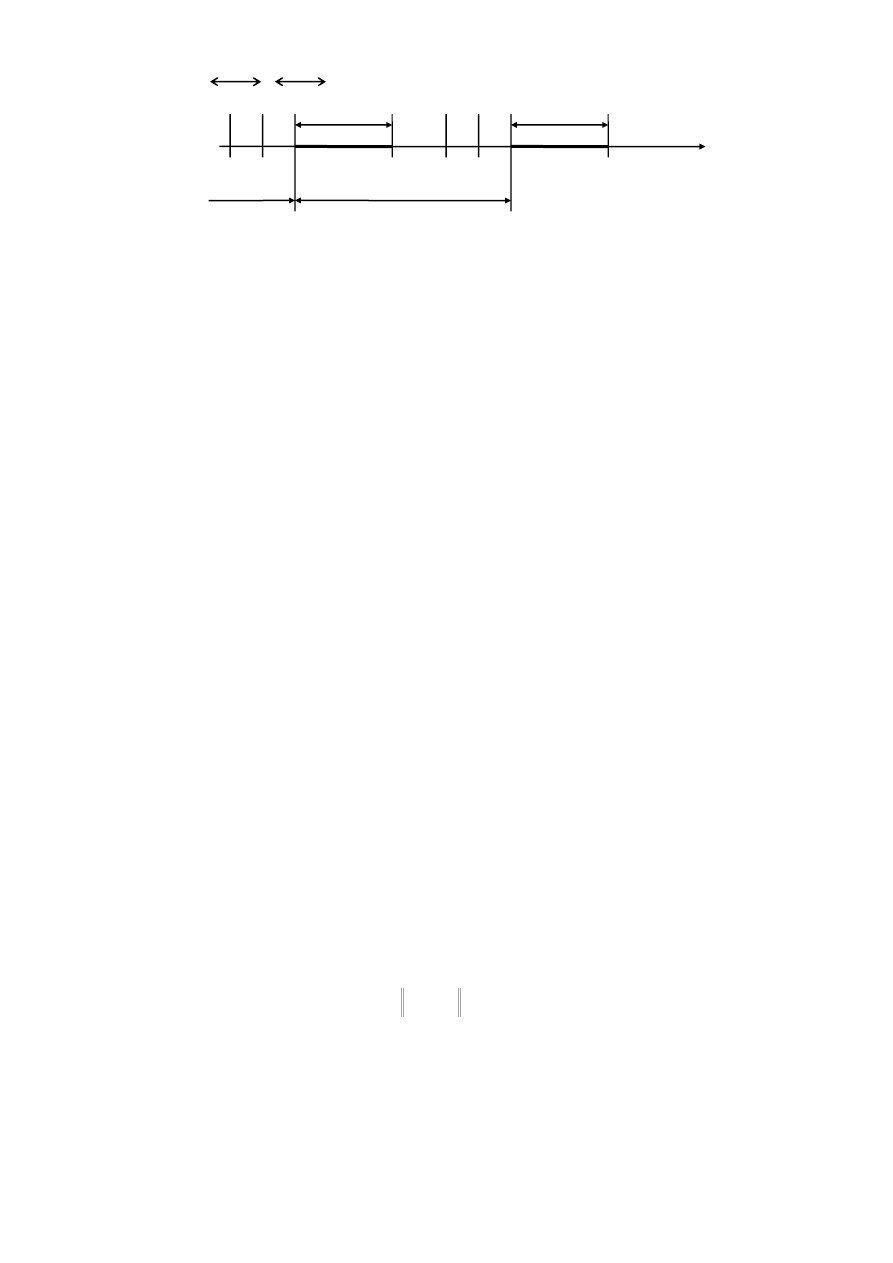
Wszystkie sprawdzenia potrzebne dla postawienia diagnozy chwilowej w
trakcie dozorowania mogą być realizowane w ten sposób, że wyniki otrzymuje
się w tej samej chwili t
0
. Taki sposób dozorowania nazwiemy dozorowaniem
równoległym obiektu. Schemat dozorowania równoległego przedstawia rysunek
2.
Rys. 2. Schemat dozorowania równoległego
T
t
t’
o
t’’
o
s
1
, s
2
, s
3
, ....
s
1
, s
2
, s
3
, ....

I
15
Dozorowanie równoległe jest to działanie, dla którego jest słuszna
następująca implikacja:
R({s},{u})
d
o
T
t
[S(t
0
)
I
t0+
(U(t
0
))]
oraz nierówność:
T
T+T
gdzie:
Td – czas dozorowania,
T
– okres dozorowania (powtarzania się operacji dozorujących),
T
– zwłoka dostarczenia informacji o zmianie stanu (czas między chwilą
zmiany stanu a chwilą dostarczenia informacji o tym użytkownikowi),
t
– zwłoka dostarczenia diagnozy użytkownikowi (jest to suma czasu
potrzeb
nego na wygenerowanie diagnozy na podstawie objawów
oraz czasu po
trzebnego na przesłanie jej użytkownikowi),
I
t0+
(U(t
0
))
– diagnoza chwilowa stanu w chwili t
0
dostarczana
użytkownikowi w chwili t
0
+ t.
W tym przypadku diagnoza chwilowa wynika ze zbioru S objawów
uzyskanych tylko w chwili t
0
.
Jeżeli sprawdzenie potrzebne dla postawienia diagnozy chwilowej realizuje
się w taki sposób, że ich wyniki otrzymuje się niejednocześnie (np. kolejno), to
taki sposób dozorowania nazwiemy dozorowaniem sekwencyjnym. W tym
przypadku diagnozę chwilową opracowuje się na podstawie wyników S(tj)
uzyskanych w chwilach tj poprzedzających chwilę t
0
oraz wyników S(t
0
)
uzyskanych w chwili t
0
.
Istnieje tu możliwość, że w chwili t
0
wyniki S(tj) są już nieaktualne (wartości
od
powiednich parametrów uległy zmianie). Wpływa to na wiarygodność
diagnozy chwilowej. Schemat dozorowania sekwencyjnego przedstawia
rysunek 3.
I
16
Rys. 3. Schemat dozorowania sekwencyjnego
Dla dozorowania sekwencyjnego słuszna jest następująca implikacja:
R({s},{u})
o
t
j
t
d
o
T
t
[S(t
j
)
S(t
0
)
I
t0
(U(t
0
))]
oraz nierówności:
Q
T
T
T
gdzie:
{S(tj)} – zbiór wyników sprawdzeń uzyskanych w chwili t
j
poprzedza
jących t
0
,
Q
– czas realizacji cyklu sprawdzeń.
Genezowanie
– jest to określenie stanów, które zaistniały w chwili lub w
chwilach t
g
poprz
edzających chwilę t
0
badania obiektu.
Inaczej o genezowaniu można powiedzieć, że jest to odtwarzanie historii
życia obiektu.
Genezę opracowuje się na podstawie:
– diagnozy dla chwili t
0
, to jest na podstawie znajomości I(U(t
0
)),
– znajomości przynajmniej niektórych stanów I(U(t
x
)) w chwilach
po
przedzających t
0
; t
x
< t
0
; t
x
,
– znajomości obciążeń
o
j
t
t
obiektu w czasie poprzedzającym chwilę t
0
; tj <
t
0
,
–
znajomości
prawdopodobieństw
zmian
stanów
t
j
.
macierzy
prawdopodo
bieństw przejść
u
P
g
.
Dla genezowania wyrażenie przyjmuje następującą postać:
T
t
t’
jo
s
4
, s
5
s
1
, s
2
s
3
s
4
, s
5
s
1
, s
2
s
3
t’
j1
t’
j2
t’’
jo
t’,
j1
t’’
j2
Q
{S(t
j
)}
{S(t
o
)}
I
17
[I(U(t
0
)), I(U(t
x
)),
o
j
t
t
,
u
P
g
]
I(U(t
0
))
przy czym:
g
x
t
t
gdzie:
{U(t
x
)}
– zbiór stanów istniejących w chwilach t
x
poprzedzających chwilę t
0
,
in
formacje o tych stanach bywają niekiedy dostępne, np. w
postaci za
pisów w dokumentacji eksploatacyjnej obiektu,
o
j
t
t
– obciążenie działające na obiekt w chwilach t
j
poprzedzających
chwilę t
0
,
u
P
g
– macierz prawdopodobieństw przejść stanów.
Genezowanie dotyczy głównie pierwotnych stanów uszkodzeniowych i ma
szcze
gólne znaczenie w przypadku uszkodzeń zależnych. Wiarygodność
genezy zależy w dużym stopniu od znajomości poprzednich stanów i obciążeń
obiektu.
Jest t
o rodzaj badania o najsłabiej opracowanych podstawach, choć w wielu
przy
padkach prawidłowa geneza ma bardzo duże znaczenie. Genezowanie
powinno właściwie prawie zawsze towarzyszyć diagnozowaniu. Nabiera ono
szczególnego znaczenia, gdy nastąpiło bardzo rozległe zniszczenie obiektu (np.
katastrofa samolotu, statku, pojazdu mechanicz
nego), a można się przy tym
spodziewać, że przyczyną było uszkodzenie któregoś elementu, niekorzystny
układ stanów funkcjonalnych lub niekorzystny układ obciążeń nie przewidziany
p
rzez konstruktora. Prawidłowa geneza może mieć decydujący wpływ na
właściwą naprawę, na zmianę konstrukcji, zmianę procesu technologicznego
lub zmianę obciążeń.
Prognozowanie
– jest to określenie stanów obiektu, które zaistnieją w
przyszłości, w chwilach następujących po chwili t
0
.
Określenie przyszłych stanów (prognozowania) dokonuje się na podstawie:
– diagnozy dla chwili t
0
,
I
18
– znajomość przynajmniej niektórych stanów I(U(t
x
))
w
chwilach
poprzedzaj
ących t
0
,
– oczekiwanych obciążeń
p
o
t
t
obiektu w przedziale od chwili t
0
do chwili t
g
,
której dotyczy prognoza,
– znajomości macierzy prawdopodobieństw przejść.
Dla prognozowania możemy napisać następującą implikację
[I(U(t
0
)), I(U(t
x
)),
p
o
t
t
,
u
P
p
]
I(U(t
p
))
przy czym:
t
x
< t
0
; t
p
> t
0
Prognoza jest tym bardziej wiarygodna, im dokładniejsza jest informacja (na
których się opiera) oraz im krótszy jest okres prognozowania T
p
= t
p
- t
o
.
Zauważmy, że wszystkie cztery rodzaje badania są ze sobą ściśle związane i
że każde z nich zawiera diagnozowanie jako przynajmniej jeden z elementów.
Stąd zapewne bierze się zwyczaj nazwania całej problematyki badania stanu
diagnostyką techniczną.
Maszyna jako obiekt diagnostyki
Termin maszyna
stosuje się do urządzeń, zawierających mechanizm lub
zespół mechanizmów, służący do przetwarzania energii lub wykonania
określonej pracy mechanicznej. Maszyna jest przetwornicą energii pobierającą
lub wytwarzającą energię mechaniczną. Cechą charakterystyczną dla
funkcjonującej maszyny jest ruch. Na ogół każda maszyna składa się z
pewnych elementów (części, podzespołów), podział ten jest jednak względny,
uzależniony od różnych potrzeb, np. technologicznych, ekonomicznych,
konstrukcyjnych
Można stosować zamiennie dla maszyny określenie obiekt techniczny,
który przedstawia dowolne urządzenie charakteryzuje się pewnymi cechami, a
mianowicie:
ma określone przeznaczenie (zbiór zastosowań);
ulega uszkodzeniom i wymaga obsługiwań;
I
19
może być celowo wykorzystane przez człowieka;
przechodzi w swoim istnie
niu cztery kolejne fazy: wartościowania,
konstruowania, wytwarzania i eksploatacji;
może być ulepszane;
może szkodzić człowiekowi i środowisku.
Każde urządzenie, a także grupa urządzeń, może być również rozpatrywane
jako system
. W systemie uwzględnia się istnienie składających się nań
elementów i zachodzących między nimi powiązań. Uwzględnianie wpływu tych
powiązań na własność obiektu i jego stan ma często bardzo istotne znaczenie i
nazywane jest podej
ściem systemowym.
W ujęciu potrzeb diagnostyki technicznej, maszynę i związane z nią sposoby
jej opisu w ujęciu cybernetycznym przedstawia rysunek 4.
Rys. 4. Model maszyny w diagnostyce technicznej
Obiektem nazywa się dowolny prosty lub złożony układ, stanowiący
przedmiot rozważań podczas rozwiązywania określonego problemu (w naszym
przypadku diagnozowanie
ocena stanu).
W myśl ogólnej teorii systemów, systemy działaniowe są to systemy
otwarte z przepływem masy, energii i informacji, a więc są to układy
trans
formujące energię z nieodłączną jej dyssypacją wewnętrzną i
ze
wnętrzną. Tak więc wejściowy strumień masy (materiału), energii i
infor
macji jest przetworzony na dwa strumienie wyjściowe, energię
użyteczną w postaci innej pożądanej jej formy lub też produktu
będącego celem projektowania danej maszyny oraz energię
dyssypowaną, częściowo eksportowaną do środowiska lub
metasystemu, a częściowo akumulowaną w obiekcie jako efekt
różnych procesów zużyciowych, zachodzących podczas pracy.
MASZYNA
(statyka
dynamika
zużycia)
zasilanie
sterowanie
zakłócenia
obciążenia
produkt
sygnały
diagnostycz
ne
czynniki
wymuszające
własności
początkowe
uszkodzenia
SYGNAŁY
WEJŚCIOWE
OBIEKT
RZECZYWISTY
SYGNAŁY
WYJŚCIOWE
I
20
Zaawansowanie
procesów
zużyciowych
determinuje
jakość
funkcjonowania ka
żdego obiektu technicznego i nosi nazwę jego
stanu technicznego
. Stan techniczny można określić obserwując
funkcjonowanie obiektu, tzn. jego wyjście główne przekształconej
energii (lub produktu) oraz wyjście dyssypacyjne, gdzie obserwuje się
różnego typu procesy resztkowe (towarzyszące), jak drgania, hałas,
temperatura, produkty zużycia itd. Obserwacja tych wyjść daje
możliwość diagnozowania stanu technicznego obiektu (rys. 5).
MASZYNA
STATYKA I DYNAMIKA
X(t,
,r)
STAN TECHNICZNY
procesy robocze
badania wytworu
monitorowanie
parametrów
procesu
badania
sprawnościowe
procesy resztkowe
procesy
tribowibroakustyczne
drgania, hałas
pulsacja ciśnienia
procesy cieplne
produkt zużycia
procesy elektromagn.
ultradźwięki
inne
zwrotne
energia
rozpro-
szona
sprężenie
destrukcyjne
zakłócenia
zasilanie
(energia, materiał)
sterowanie
energia użyteczna (wytwór)
I
21
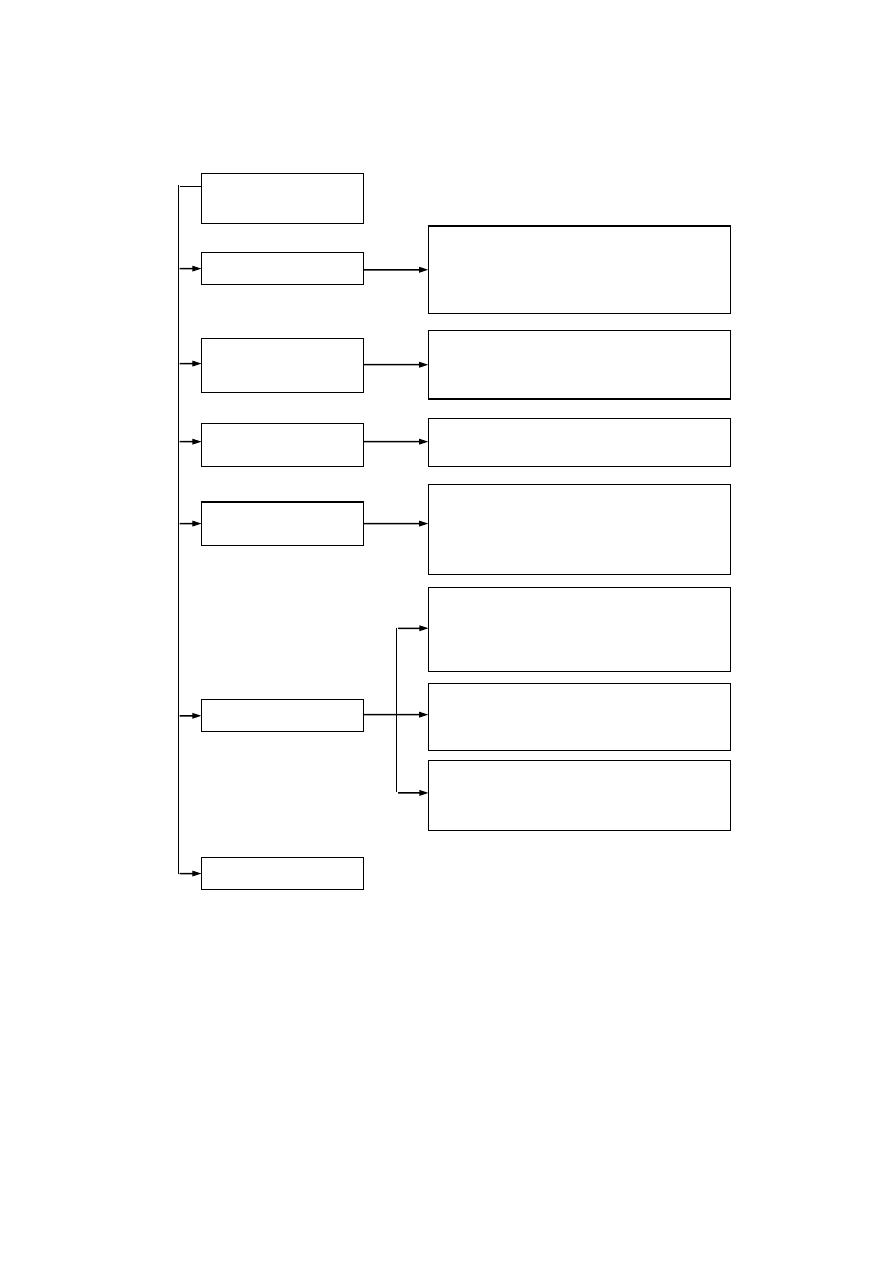
Rys. 5. Maszyna j
ako system przetwarzania energii i jej możliwości
diagnozowania
Procesy robocze
Przetwarzanie
energii chemicznej w
ciepło lub pracę
mechaniczną
Przetwarzanie
energii
mechanicznej w
energię elektryczną
Przetwarzanie
energii elektrycznej
w pracę
mecha
niczną
Przetwarzanie
energii kinetycznej w
ciepło
Przenoszenie
energii
Zwiększenie energii
Inne
Podciśnienie,
parametry
pulsacji
ciśnienia,
ciśnienie
sprężania,
maksymalne ciśnienie spalania, szybkość
narastania
ciśnienia,
temperatura
spalania,
współczynnik
nadmiaru
powietrza, skład spalin, zadymienie
spalin,
prędkość
obrotowa,
moc
efektywna, moment obrotowy, moment
strat wewnętrznych, jednostkowe zużycie
pali
wa, godzinowe zużycie paliwa i inne.
Gęstość elektrolitu, napięcie, pojemność,
wskaźnik samowyładowania, rezystancja
wewnętrzna,
sprawność,
rezystancja
uzwojeń i izolacji, spadek napięcia,
na
pięcie i natężenie prądu, czas
osiągnięcia wartości prądu ustalonego,
stała czasowa, napięcie na okładkach
kondensatora, rezystancja kondensatora,
parametry impulsów i inne.
Spadki napięć, natężenie poboru prądu,
moment
obrotowy,
moc,
prędkość
obro
towa, napięcie i inne.
Droga hamowania, siła hamowania, czas
uruchomie
nia
hamulców,
opóźnienie
ha
mowania,
kątowe
opóźnienie
hamowania i inne.
Współczynnik poślizgu, moment (moc) na
wyjściu,
moment
strat,
sprawność
me
chaniczna, siła napędowa i inne.
Moment (moc) na wyjściu, ciśnienie,
wy
dajność, moment strat, parametry
puls
acji ciśnienia czynnika i inne.
Parametry charakteryzujące proces
I
22
Rys. 6. Klasyfikacja procesów roboczych obiektów technicznych
Rys. 7. Klasyfikacja procesów towarzyszących obiektów technicznych
Procesy
towa
rzyszące
Termiczne
Elektryczne
generowane przy
tarciu
Egzoemisja
elektro
nów
Starzenia środków
smarnych
Wibroakustyczne
Inne
Temperatura,
zmiany
temperatury,
przebieg czasowy temperatury, obrazy
roz
kładu temperatur, czas nagrzewania
się zespołów i inne.
Chwilowa
różnica
potencjałów
elektrycz
nych, czas trwania impulsów,
częstotliwość, amplituda i inne.
Gęstość elektronów, intensywność emisji
elektronów i inne.
Lepkość, zmiana lepkości, temperatura
zapłonu, gęstość, indeks wiskozowy,
indukcyjność,
poziom
koncentracji
pro
duktów zużycia: Fe, Al., Pb, Cu i inne.
Miary w dziedzinie częstotliwości: gęstość
widmowa mocy, częstotliwość Rice'a,
współczynnik harmoniczności i inne.
Parametry charakteryzujące proces
Miary
w
dziedzinie
czasu:
funkcja
korelacji, unormowana funkcja korelacji,
czas korelacji i inne.
Miary
dziedzinie
amplitud:
wartość
średnia,
skuteczna,
szczytowa,
współczynnik
kształtu,
szczytu,
impulsywność,
funkcja
gęstości
prawdopodobie
ństwa i inne
I
23
Proces
diagnostyczny
(diagnozowanie)
wykorzystuje
dwie
charakterystyczne cechy maszyny:
maszyna posiada określoną strukturę, która determinuje jej stan,
maszyna podczas funkcjonowania generuje procesy wyjściowe (sygnały).
Procesy wyjściowe (sygnały) są odzwierciedleniem aktualnego stanu maszyny,
zna
jąc relacje pomiędzy stanem a sygnałem w postaci R{x,s}, można
wnioskować o bieżącym stanie maszyny (postawić diagnozę). Istotę
diagnozowania przedstawiono na rysunku 8.
Rys. 8. Ilustracja sposobu postępowania podczas diagnozowania maszyny
Diagnostyka w czasie istnienia obiektu
Określenie okres istnienia obiektu stosuje się zwykle do okresu
rozpoczynaj
ącego się z chwilą sformułowania wymagań (warunków
technicz
nych), które spełnić powinien nowo projektowany obiekt, a kończącego
się wraz z nim likwidacją (złomowaniem, rozbiórka i utylizacją).
W ujęciu systemowym nowoczesne sposoby kreowania „jakości” maszyn
na wszystkich etapach jej istnienia pokazano na rysunku 9 z zaznaczeniem
kosztów związanych z realizacją określonego przedsięwzięcia.
Procesy
dynamiczne
maszyny
Przetwornik
proces
sygnał
Symptomy
stanu
maszyny
Rozpoznanie
stanu maszyny
X = A
1
S
OBIEK
T
BADA
Ń
(maszyna)
Informacja
o stanie
maszyny
Niezależne
cechy
stanu
Decyzja
Znane S
Stałe warunki badań (zasilanie, sterowanie, zakłócenia)
Nieznane X
Cel diagnozowania
I
24
Z rysunku widać, że zależnie od typu posiadanego modelu systemu istnieje
mo
żliwość sterowania jego cechami użytkowymi w sensie węższym (na
określonym etapie) lub w sensie szerszym, w całym cyklu życia. Z rysunku
wynika również, że istnieje możliwość sterowania jakością systemu
działaniowego w różnych zakresach (ścieżka A, B lub C). Sterowanie cechami
użytkowymi obiektu (jakość, bezpieczeństwo, efektywność) w całym cyklu
istn
ienia jest możliwe przy wykorzystaniu informacji diagnostycznej,
przetworzonej na decyzje projektowe, produkcyjne i eksploatacyjne.
Rys. 9. Cykle i etapy istnienia systemu działaniowego
Rozpo
z-
nanie
potrzeby
Plano
wa-
nie
systemu
Badani
e
systemu
Projekt
o-
wanie
systemu
Produkc
ja
i/lub
konstrukcja
Ocena
ewolucji
systemu
Użytko
wa-nie
systemu
i wsparcie
logistyczne
Model
holistyc
zny
systemu
działani
a
Wycofa
nie
z
eksplo-
atacji,
kasacja
i/lub
odzysk
UŻYTKOWNIK
WYTWÓRCA
UŻYTKOWNIK
1
2
3
4
5
6
7
Pętla sprzężenia zwrotnego dla korekty działania (doskonalenia systemu)
Diagnostyka!
System eksploatacji
Powstawanie
Kasacja
0
ścieżka B
ścieżka C
ścieżka A (zawiera wszystkie etapy)
2
4
6
8
16
18
20
Koszt
Inwestycja
Eksploatacja i konserwacja
Wycofanie
z użycia
program w czasie [lata]
ko
szt
y
I
25
Każda maszyna przechodzi cztery fazy swego istnienia (rys. 10):
wartościowanie (C), konstruowanie (K), wytwarzanie (W) i eksploatacja
(E).
Coraz większe wymagania stawiane maszynom określiły szereg kryteriów,
które są badane na każdym z etapów.
W każdym z etapów istnienia obiektów (C
K
W
E) występują działania
diagno
styczne o różnym charakterze, odpowiednie do zadań, jakie maja być
zrealizowane, przy czym zaangażowanie diagnostyki jest zauważalne wyraźnie
w każdym z tych etapów.
Uwzględnienie przedstawionych kryteriów stawianych obiektom w
po
szczególnych fazach ich istnienia: C
K
W
E, daje podstawę oceny
spe
łnienia potrzeb, a także wytycza kierunki rozwoju wiedzy i badań diagnostyki
technicznej.
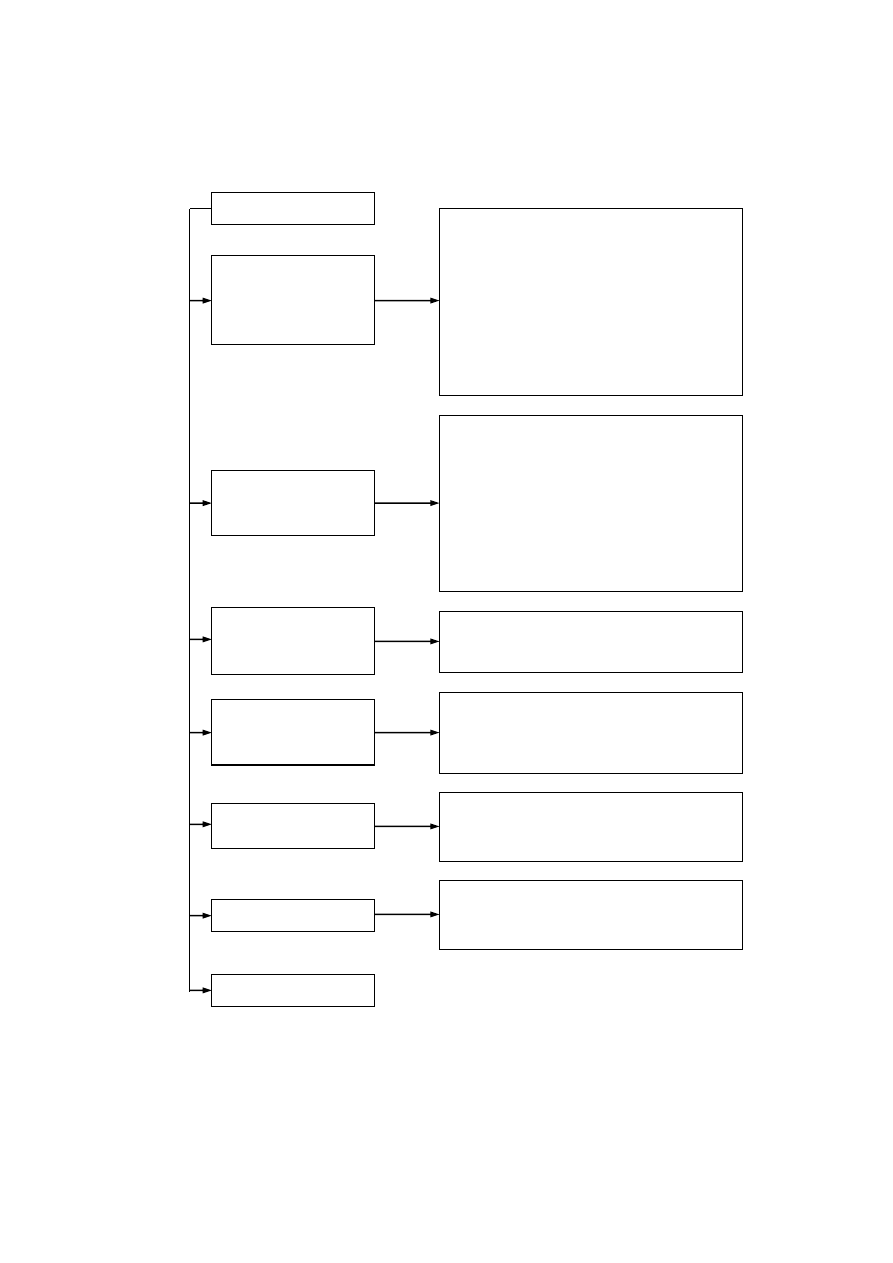
Rys. 10. Fazy istnienia maszyny w diagnostyce technicznej
Rozwijająca się dynamicznie nowa dyscyplina wiedzy dotycząca eksploatacji
ma
szyn i urządzeń technicznych budowana jest na podstawach nauk
eksploatacyjnych, do których jako główne zaliczamy: systemy eksploatacji,
niezawodność, tribologię, diagnostykę techniczną i bezpieczeństwo
maszyn (rys. 11).
FAZY ISTNIENIA MASZYNY
Diagnostyka
kontrolna
(wytwarzania)
Diagnostyka
eksploatacyjna
Diagnostyka
konstrukcyjna
Diagnostyka
heurystyczna
Kontrola
procesu
wytwarzania
Ocena bieżąca
obiektu
eksploatowane
go
Ocena
konstrukcji
(prototypu)
Ocena
rozwi
ązań
projektowych
Eksploatacja
(wyrób-proces)
Wytwarzanie
Konstruowanie
Wartościowanie
D
z
ie
d
z
in
a
z
a
s
to
s
o
w
a
n
ia
N
a
z
w
a
d
ia
g
n
o
s
ty
k
i
C
e
l
d
ia
g
n
o
s
ty
k
i
I
26
Rys. 11. Miejsce diagnostyki technicznej w nauce o eksploatacji
Trybologia
nauka zajmująca się zjawiskami zachodzącymi między
po
wierzchniami trącymi elementów maszyn i urządzeń; obejmuje zagadnienia
tarcia, zużycia i smarowania. Diagnostyka stosowana jest jako narzędzie do
oceny procesów tarcia i zużycia elementów i par kinematycznych.
Niezawodność
zajmuje się oceną procesów uszkadzania obiektów ich
przyczyn i skutków. Diagnostyka stosowana jest do wykrywania powstających
uszkodzeń,
uszkodzonych
elementów
(zespołów)
jak
również
do
prognozowania przyszłych stanów niezawodnościowych.
Bezpieczeństwo
zajmuje się zmniejszeniem ryzyka lub uniknięcie awarii i
wypad
ków oraz stanów obiektów przyczyniający się do złagodzenia następstw
wypadku. Diagnostyka w bezpieczeństwie ma na celu wykrycie potencjalnych
uszkodzeń, które mogą spowodować awarię lub wypadek.
Eksploatacja
nauka zajmująca się ogólną teorią działania, stosowania i
efektywnego wykorzystania maszyn. Diagnostyka w nauce o eksploatacji ma za
zadanie ocenę stanu maszyny oraz prognozę przyszłych jej stanów w celu
TRIBOLOGIA
fizyka techniczna
procesy tarcia i zużycia
BEZPIECZEŃSTWO
ogólna teoria działania
zagrożenia, ryzyko
NIEZAWODNOŚĆ
ogólna teoria urządzenia
teoria systemów
EKSPLOATACJA
ogólna teoria działania
prakseologia
DIAGNOSTYKA
TECHNICZNA
geneza
ocena stanu
prognoza
geneza
ocena stanu
prognoza
I
27
właściwego wykorzystania do zadań (spełniania funkcji w systemie eksploatacji)
oraz racjonalnego sterowania tymi zadaniami.
Na rysunku 12
przedstawiono obszar badań i podstawowe problemy
diagnostyki technicznej.
MASZYNA
Statyka
i dynamika
Stan
techniczny
Zasilanie
Sterowanie
Zakłócenia
Jakie charakte-
rystyki sto
sować
Charakterystyki
stanu
Proces dia-
gnostyczny
Zagadnienia konstrukcji, wytwarzania i
eksploatacji maszyn
Zagadnienia pomiaru i przetwarzania
sygnałów
Zakłócenia
pomiarowe
Przetworniki
i miejsca
odbioru sygnału
Przetwarzanie
sygna
łów
Miary sygna
łów
(mierzalne
symptomy)
PROBLEMY
Jak mierzyć?
Gdzie
mierzyć?
Jak
przetwarzać w
symptomy
Jakie miary?
Jakie
symptomy?
ZWIĄZKI
Model diagnostyczny:
probabilistyczny
zdeterminowany
Wnioskowanie
diagnostyczne
(rozpoznanie stanu)
Kryteria efektyw
ności
ekonomicznej
Opłacalne?
Do:
eksploatacji
naprawy
likwidacji
Zagadnienia
podejmowania decyzji
wnioskowanie
Jakie związki?
Jak szukać związków?
Jaki model
diagnostyczny?
Jaka technika
wnioskowania?
Jakie kryteria?
Adaptacyjne
poprawienie
modelu
ZADANIE
DIAGNOSTYCZNE

I
28
Rys. 12. Obszar badań i podstawowe problemy diagnostyki technicznej

I
29
ISTOTA DIAGNOSTYKI TECHNICZNEJ
Definicja diagnostyki technicznej
Diagnostyka techniczna jest to dział nauki o eksploatacji technicznej, zajmujący się problemami
związanymi z rozpoznawaniem stanu technicznego obiektów bez ich demontażu lub
częściowego demontażu, nie naruszającego zasadniczych funkcjonalnych połączeń
elementów.
Badania diagnostyczne polegają na określeniu stanu maszyny bądź podczas eksploatacji, lub
podczas dokonywania kontroli technicznej gotowego wyrobu w zakładzie produkcyjnym. W
wyniku badania diagnostyczne
go otrzymuje się informacje o wewnętrznych cechach
badanej maszyny. Wynikiem badania diagnostycznego jest diagnoza, która stanowi
podstawę co do dalszego użytkowania obiektu lub zakresu naprawy.
Diagnostyka jako metoda pomiaru musi spełniać dwa warunki:
P
owtarzalność – polega na tym, by proces diagnostyczny można było powtarzać dowolną
liczbę razy, tzn. aby cechowała go standardowość tak jak np. funkcjonowanie prasy
wytłaczającej jednakowe części. Aby ten warunek mógł być spełniony, proces diagnostyczny
po
winien być ściśle i szczegółowo określony przez dokładne i wyraźnie podanie następujących
po sobie czynności.
Jednoznaczność – odnosi się do obiektywności diagnozy i polega na tym, by ponowne
badania diagnostyczne maszyn znajdujących się w takim samym stanie prowadziły do
analogicznych wyników. Diagnoza powinna zależeć od stanu maszyny a nie od subiektywnej
oceny osoby badającej i pozostałych warunków zewnętrznych, w których znajduje się obiekt.
Obiektem badań diagnostycznych może być każde urządzenie technicz-ne spełniające następujące
warunki.
może znajdować się w dwóch różnych, wzajemnie wykluczających się stanach, to znaczy
może być zdatne (zdolne do wykonania pracy) lub niezdatne (niezdolne do wykonania
pracy),
składa się z elementów mogących również znajdować się w co najmniej dwóch różnych
stanach.
Jednym z podstawowych zadań diagnostyki technicznej jest zmniejszenie nieokreśloności
obiektu i ustalenie stanu, w jakim znajduje się obiekt. Miarą nieokreśloności w teorii informacji
jest entropia zdefi
niowana następująco:

I
30
gdzie:
k
– liczba prawdopodobnych stanów W obiektu,
pi – prawdopodobieństwo wystąpienia stanu i,
a
– podstawa logarytmu.
ENtropia ma następujące własności:
osiąga wartość zero, kiedy jeden ze stanów obiektu jest pewny a inne niemożliwe, tzn.
kiedy stan techniczny obiektu jest zdeterminowany,
przy danej liczbie stanów osiąga maksimum, kiedy te stany są równoprawdopodobne a
przy zwiększaniu liczby stanów – zwiększa się,
ma cechy addytywności, tzn. jeśli kilka niezależnych systemów połączyć w jedną całość,
to ich entropie sumują się.
W procesie diagnozowania poprzez pomiar wartości parametrów S określa się stany W. Jeśli
zostanie wykonane sprawdzenie któregokolwiek z parametrów S
j
, to nieokreśloność zbioru W
zmniejszy się i wyniesie E(W/S). Wielkość ta jest entropią względną, której wartość jest
mniejsza od wartości E(W), ponieważ uzyskano pewną ilość informacji o zbiorze W.
S
/
W
E
W
E
I
w
s
Do zasadniczych zadań diagnostyki technicznej zalicza się:
ustalenie, klasyfikowanie i b
adanie niezdatności obiektów oraz symptomów tych
niezdatności,
opracowanie metod i aparatury do mierzenia wartości parametrów diagnostycznych,
ocena stanu technicznego obiektów na podstawie zmierzonych wartości parametrów
diagnostycznych oraz przez porównanie ich z wyznaczonymi wcześniej wartościami
dopuszczalnymi,
ustalenie charakteru i zakresu czynności profilaktycznych lub prognozowanie zakresu
dalszej poprawnej pracy.
Struktura obiektu a sygnał diagnostyczny
Podczas realizacji zadań diagnostyki są wykorzystywane dwie charakterystyczne cechy urządzeń
technicznych. Pierwszą z nich jest struktura urządzenia, wyznaczająca jego właściwości użytkowe.
Drugą natomiast cechą urządzeń jest to, że podczas ich funkcjonowania realizowane są różnorodne
procesy fizyczne i chemiczne nazywane procesami wyjściowymi (sygnałami).
Strukturę urządzenia stanowi zbiór tworzących go elementów konstrukcyjnych,
uporządkowanych i wzajemnie powiązanych w ściśle określony sposób w celu wypełniania
k
i
i
a
i
p
log
p
)
W
(
E
1

I
31
założonych funkcji. Jest ona charakteryzowana rozmieszczeniem, kształtem i wymiarami
elementów.
Struktura urządzenia wyznacza całokształt jego właściwości techniczno-eksploatacyjnych
założonych podczas konstruowania, określa stopień przydatności obiektu do wypełniania
zadań. Może ona być opisana zbiorem mierzalnych, takich jak wymiary wzajemnego ich
położenia, luzy między współpracującymi elementami, zużycia, parametry opisujące deformacje
kształtu (np. owalność, stożkowatość, falistość), charakteryzujące stan powierzchni,
sprężystość elementów itp. Zbiór ten nazywany jest zbiorem parametrów struktury i
oznaczamy:
U{u
i
} i=1,2,…..,n
Podczas eksploatacji następuje zmiana wartości parametrów struktury związana z
pogorszeniem stanu technicznego urządzenia.
Ocena stanu urządzania polega to na tym, że mierzy się pewne procesy generowane przez
dane urządzenie (sygnały) i na tej podstawie uzyskuje się informacje o stanie urządzenia i jego
elementów, co można zapisać:
Z
E
,
U
S
gdzie:
S
– wektor parametrów sygnału,
U
– wektor parametrów stanu (struktury),
E
– wektor parametrów sterowania,
Z
– zakłócenia.
Niewiadomymi w tym równaniu są parametry struktury (stanu), natomiast znane parametry
sygnału. Wobec tego rozwiązanie zadania diagnostycznego będzie polegać na
rozwiązaniu równania:
Z
E
,
S
U
przeważnie podczas pomiarów E = const, staramy się prowadzić je tak, aby wpływ zakłóceń był
jak najmniejszy i stały Z = min i Z = const, wówczas równanie to przyjmie postać:
S
U
przy założeniu że: E = const, Z = min i Z = const.
I
32
Równanie to mówi o tym, że aby ocenić stan techniczny urządzenia należy znać wektor
parametrów sygnałów generowanych przez urządzenie, przy zachowaniu określonych
warunków pomiarów.
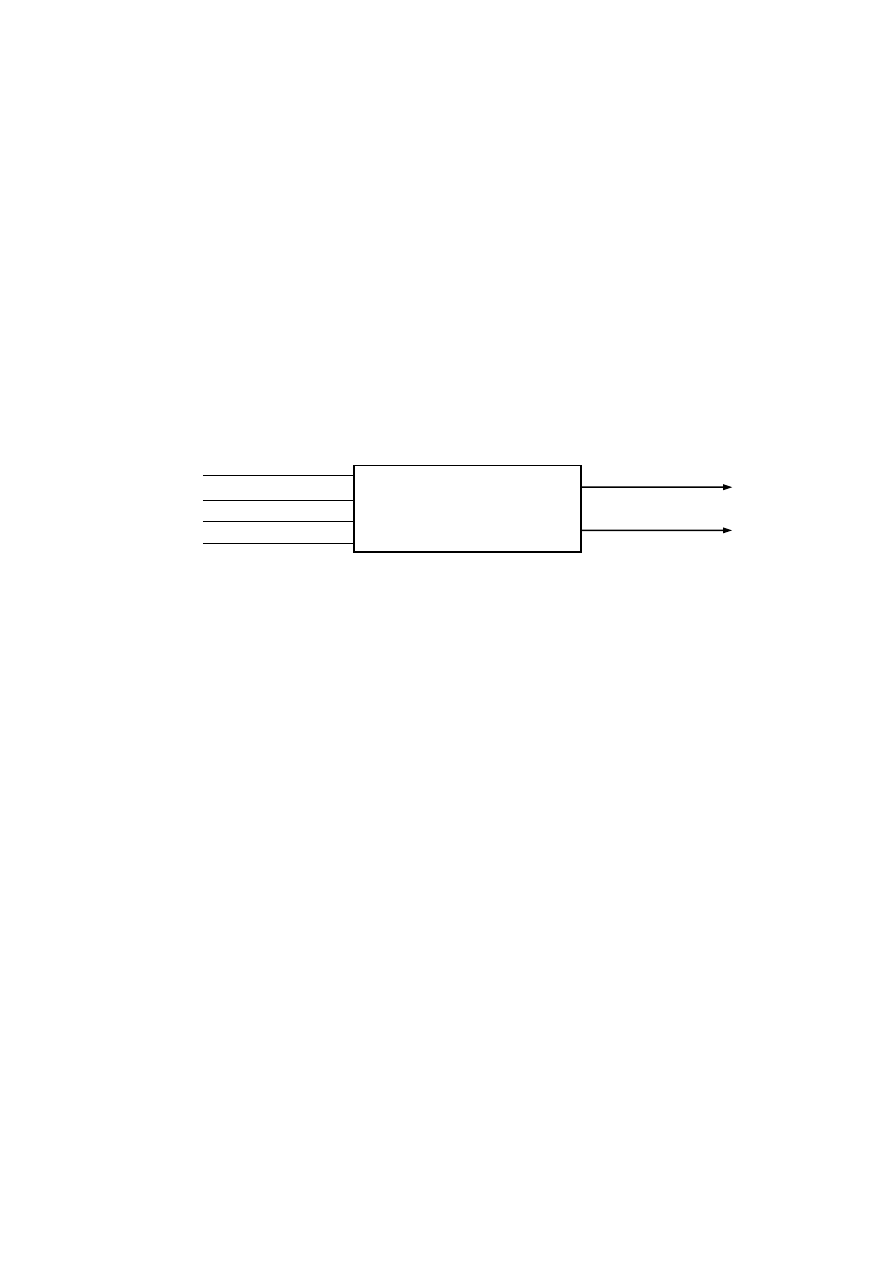
Na rysunku 1 przedstawiono istotę podstawowego równania diagno-stycznego i założeń z
tym związanych.
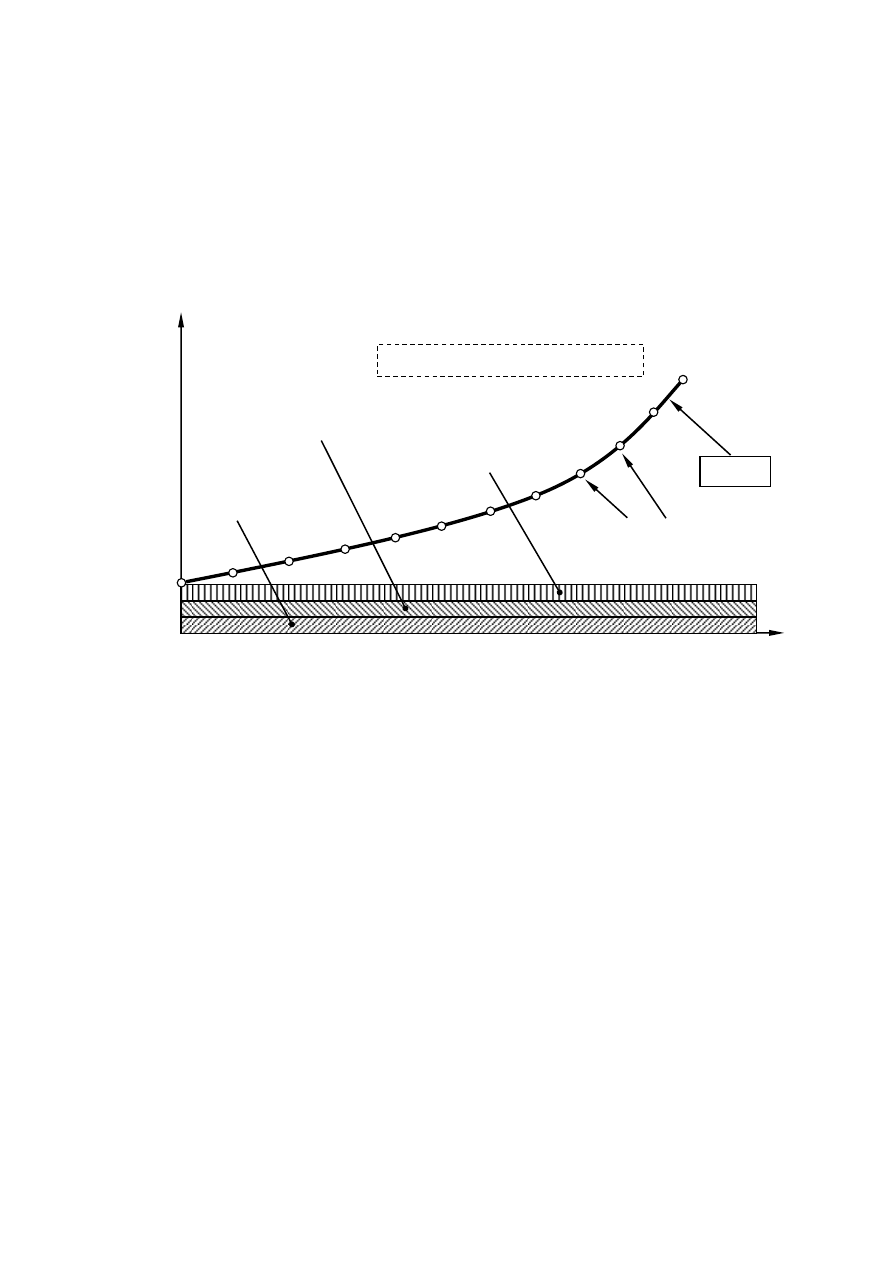
Rys. 1. Istota podstawowego równania diagnostyki technicznej
Sygnały generowane przez urządzenie mechaniczne dzielą się na dwie grupy:
robocze (użytkowe) – wynikające bezpośrednio z realizacji użytkowych funkcji
urządzenia (spalania paliwa w silniku, przemiany energetyczne, wymiana ciepła, tarcie w
elementach ciernych),
towarzyszące – powstające jako wtórny efekt zasadniczych procesów roboczych
(szumy, drgania, zjawiska świetlne, zapachy, procesy cieplne).
Procesy te można opisać wielkościami mierzalnymi, które nazywano parametrami
wyjściowymi (sygnałami). Zatem procesy wyjściowe mogą być scharakteryzowane zbiorem
parametrów wyjściowych:
S = {s
j
}; j=1,2,…..,n
Przebieg pro
cesów wyjściowych jest uzależniony m.in. od stanu technicznego urządzenia.
Wobec tego wartości parametrów wyjściowych będą się zmieniać wraz z jego zmianą.
Ponieważ stan techniczny urządzenia zależy od wartości parametrów struktury, a z kolei ich
zmiany
powodują zmiany wartości parametrów wyjściowych, to parametry wyjściowe
odzwierciedlają charakter współpracy elementów urządzenia, tzn. jego stan techniczny.
S
i
S
i
=
(U)
poziom
znamionowy
sygnału S
o
poziom sygnału
wynikający z zadanego
wektora sterownia E
poziom sygnału
wynikający z danego
poziomu zakłóceń Z
kolejne obserwacje
diagnostyczne sygnału S
i
Symp
to
m
d
ia
g
n
o
st
yczn
y
Miara starzenia obiektu
E = const Z = min, Z = const
I
33
Podczas pracy urządzenia mechanicznego w efekcie współdziałania wejścia wewnętrznego i
zewnętrznego generowane są w nim dwa rodzaje procesów: robocze oraz towarzyszące,
które mogą być wykorzystywane jako parametry diagnostyczne (rys. 2).
Pierwszy rodzaj procesów odzwierciedlają główny proces roboczy są: moc, prędkość
obrotowa, zużycie paliwa itp. Parametry tych procesów zawierają informacje o ogólnym stanie
technicznym urządzenie. Wykorzystywane są do diagnozowania ogólnego obiektu
technicznego.
Drugi rodzaj procesów generowanych w urządzeniu mechanicznym to procesy
towarzyszące będące najczęściej wtórnym efektem procesu roboczego zalicza się do nich:
drgania, hałas, procesy cieplne, procesy zużycia. Procesy te zawierają informacje
szczegółowe o stanie elementów, zespołów urządzenia, dlatego wykorzystywane są w
diagnozowaniu szczegółowym oraz w lokalizacji uszkodzeń obiektu technicznego.
Rys. 2. Schemat procesów zachodzących w urządzeniach mechanicznych
Wejście wewnętrzne – jest to zbiór wielkości wymuszających, będących atrybutem istnienia
urządzenia i reprezentujących jego strukturę (kształt, sposób wykonania, dokładność, itp.).
Wejście zewnętrzne – charakteryzuje warunki pracy w systemie (obciążenie, prędkość, itp.).
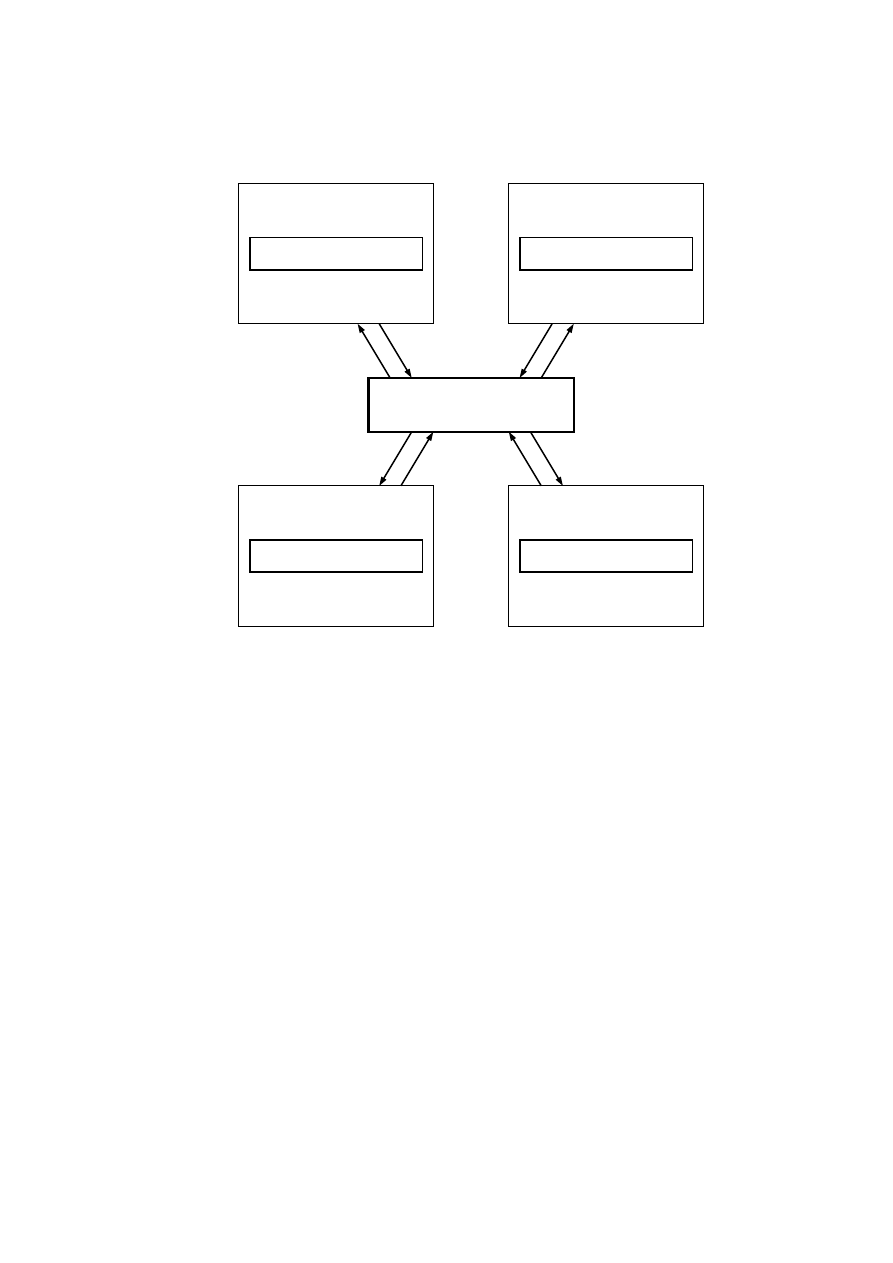
Wzajemny związek parametrów struktury i wyjściowy przedstawiony na rysunku 3 pozwala
trak
tować parametry wyjściowe jako parametry stanu.
Wejście
wewnętrzne
Wejście
zewnętrzne
Realizowany
proces
Drgania
Hałas
Procesy
cieplne
Procesy
zużycia
Procesy robocze
Procesy
towarzyszące
I
34
Rys. 3. Modelowe przedstawienie związków między parametrami struktury
i parametrami wyjściowymi
Parametr wyjściowy może być uznany za diagnostyczny parametr stanu technicznego
obiektu,
jeżeli charakteryzują go następujące cechy:
jednoznaczność
każdej wartości parametru struktury odpowiada tylko jedna, określona
wartość parametru wyjściowego),
dostateczna szerokość pola zmian (wrażliwość)
możliwie duża względna zmiana
wartości parametru wyjściowego przy niewielkiej zmianie wartości parametru struktury,
łatwość pozyskania parametru.
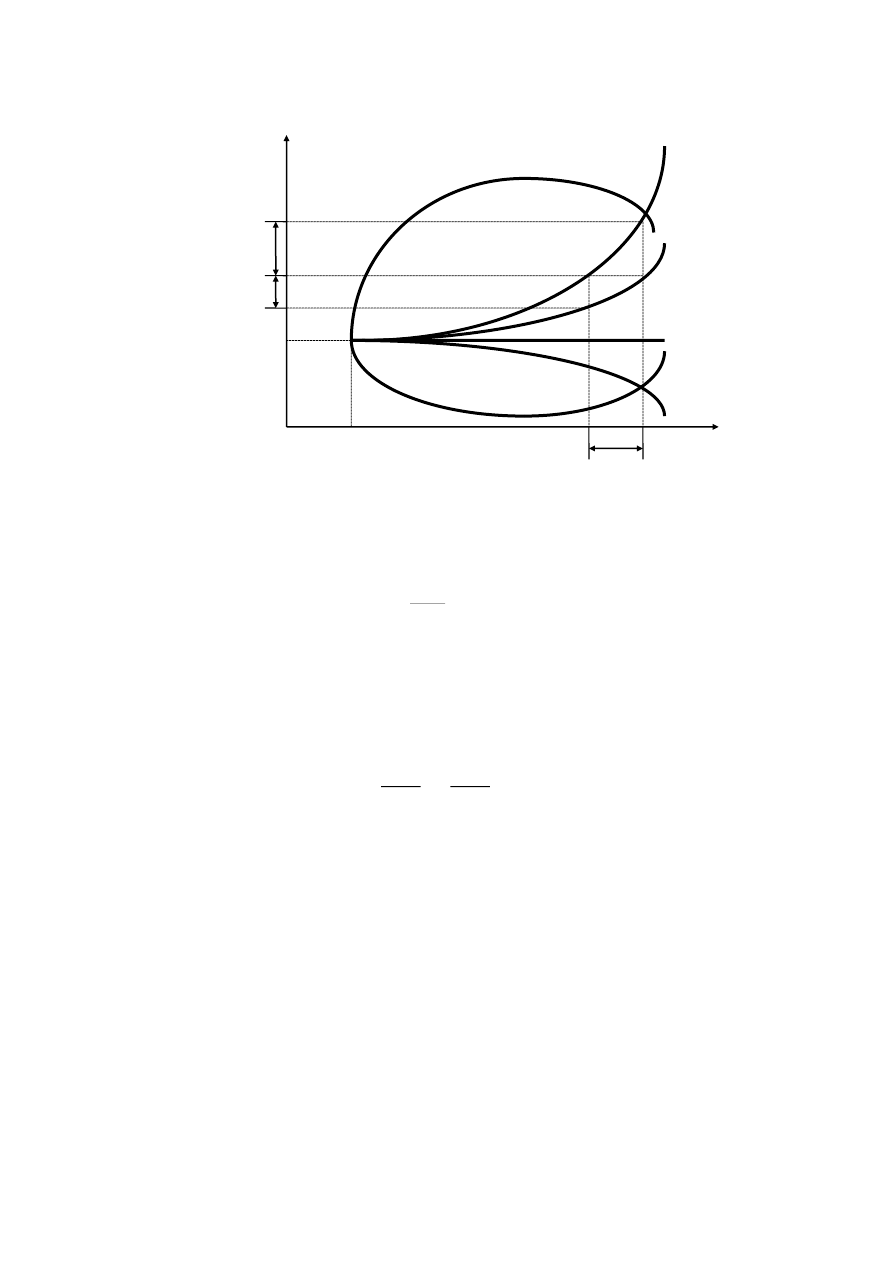
Warunek ostatni nie wymaga dodatkowych wyjaśnień. Dwa pierwsze zostaną omówione na
podstawie przykładowych przebiegów przedstawionych na rysunku 4.
Param
etr wyjściowy s1 (prosta równoległa do osi u
i
) nie może być uznany za
diagnostyczny parametr stanu technicznego, ponieważ s1=f(u
1
)=const. w całym zakresie zmian
parametru u
i
. Zależności s
j
= f(u
i
) przedstawione za pomocą krzywych 2 oraz 3 nie spełniają
war
unku jednoznaczności, ponieważ mają ekstremum.
Parametry s2 i s3 mogą być uznane za parametry diagnostyczne, w przypadku braku
innych, pod warunkiem, że podczas kolejnych diagnostycznych badań stanu technicznego
obiektu będą dane wyniki badań poprzednich.
Zbiór U
parametrów
struktury
Struktura
urządzenia
Urządzenie
w nieznanym
stanie
technicznym
Procesy
wyjściowe
Zbiór S
parametrów
wyjściowych
Eksploatator
urządzenia
Diagnostyczne
badanie
stanu technicznego
określa
posiada
funkcjo-
nując
powoduje
interwencja
związki
pomiędzy U i S
(wnioski
o stanie
technicznym)
I
35
Rys. 4. Możliwe zmiany parametrów diagnostycznych
Parametry wyjściowe, przedstawione za pomocą krzywych 4, 5 i 6, spełniają warunek
jednoznaczności, ponieważ
0
i
j
u
s
przy czym dla 4 i 5 pochodna jest dodatnia a dla 6
– ujemna.
W celu wyjaśnienia warunku szerokości pola zmian (wrażliwości), można porównać
krzywe 4 i 5. Lepszy jest parametr wyjściowy s5, ponieważ:
s
u
s
u
i
i
5
4
tzn., że intensywność zmiany wartości parametru s5 jest większa niż intensywność zmiany
warto
ści parametru s4, przy tej samej zmianie wartości parametru ui .
Klasyfikacja stanów wykorzystywanych w badaniach diagnostycz-nych
Stan techniczny obiektu jest określany na podstawie zmierzonych wartości parametrów
diagnostycznych s
j
(sygnałów) z zależności:
j
i
s
u
Sj
Ui
ds
5
ds
4
Sj
o
Ui
o
du
i
1
2
3
4
5
6

I
36
Do tej oceny niezbędne jest znajomość wartości dopuszczalnych i granicznych parametrów
struktury i odpowiadających im parametrów wyjściowych (sygnałów).
Na skutek oddziaływania procesów wymuszających, starzenia, następują zmiany
parametrów struktury, powodujących pogorszenie stanu technicznego obiektu. Stopniowo
kumulujące się zmiany mogą doprowadzić do osiągnięcia granicznych wartości parametrów
struktury, przy których następuje zniszczenie elementu, zmiana lub pełna utrata właściwości
techniczno-
eksploatacyjnych urządzenia tak, że dalsza jego eksploatacja będzie niemożliwa lub
nieopłacalna.
Jeżeli nawet graniczne wartości parametrów struktury nie zostały osiągnięte, dalsza
eksploatacja urządzenia może być niewskazana lub niedopuszczalna ze względu na czynniki
techniczne, eksploatacyjne lub ekonomiczne. Na podstawie analizy tych czynników są ustalane
dopuszczalne wartości parametrów struktury, charakteryzujących taki stan techniczny obiektu,
przy którym jest możliwe jeszcze jego użytkowanie.
W związku z powyższym, w badaniach diagnostycznych wyróżnia się następujące klasy
stanów technicznych urządzeń:
sprawności technicznej,
niesprawności technicznej,
zdatności,
niezdatności.
W literaturze można znaleźć jeszcze zdefiniowane dwa stany techniczne obiektów, a
mianowicie:
stan dopuszczalny,
stan częściowej zdatności.
stan dopuszczalny
definiowany jest jak stan zagrożenia uszkodzenia obiektu.
stan częściowej zdatności
jest to taki stan obiektu, przy którym obiekt może
wykonywać swoje zadania w ograniczonym zakresie, np. mniejsza prędkość, mniejsza siła
pociągowa itp..
Dla uogólnionego obiektu diagnostyki, klasyfikację tą można wyjaśnić następująco:
stan sprawności technicznej – jeżeli żaden parametr struktury ze zbioru U, opisującego
stan techniczny obiektu, nie osiągnął wartości dopuszczalnej,
stan niesprawności technicznej – jest wtedy, gdy jakiś parametr ze zbioru U osiągnie i
przekroczy wartość dopuszczalną, obiekt może nadal wypełniać zasadnicze funkcje
I
37
robocze. Jednakże biorąc pod uwagę inne kryteria, obiekt będzie miał właściwości
techniczno-
eksploatacyjne nie w pełni odpowiadające założonym (np. zwiększone
zużycie paliwa),
stan zdatności – jest wtedy, gdy jakiś parametr ze zbioru U osiągnie i przekroczy
wartość dopuszczalną, natomiast nie osiągnął jeszcze wartości granicznej (obiekt może
być zdatny lecz niesprawny technicznie),
stan niezdatności – gdy któryś z parametrów ze zbiory U osiągnie wartość graniczną,
obiekt utraci swoje właściwości techniczno-eksploatacyjne i nie będzie mógł wypełniać
funkcji roboczych.
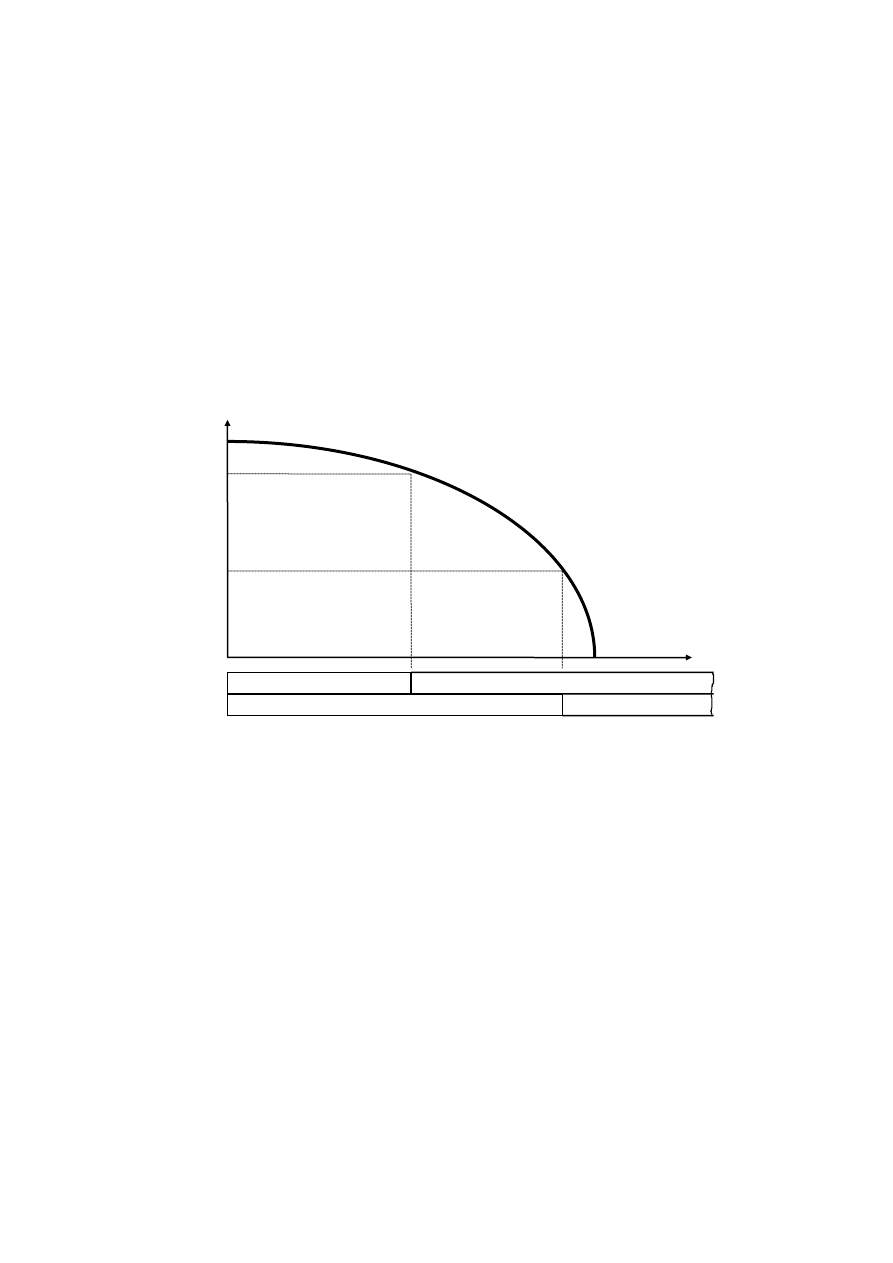
Na rysunku 5 przedstawiono klasyfikację podstawowych stanów technicz-nych obiektów.
Rys. 5. Graficzna ilustracja klasyfikacji stanów technicznych obiektów
W przypadku konkret
nych obiektów zaliczenie poszczególnych rzeczywistych stanów do
odpowiednich klas może być subiektywne. Wynika to stąd, że elementy struktury obiektu mają
różne przeznaczenie. Część z nich umożliwia wykonywanie zasadniczych funkcji roboczych
(np. silnik) a
inne spełniają rolę pomocniczą (wskaźniki). Na tej podstawie zbiór U można
podzielić na dwa podzbiory.
podzbiory zasadniczych parametrów struktury Uz, opisujących elementy zapewniających
wypełnianie podstawowych funkcji roboczych obiektu,
podzbiór drugorzędnych parametrów struktury Ud, opisujących elementy zapewniające
wygodę eksploatacji, estetykę itp.
Stan sprawności technicznej
Stan zdatności
Stan niesprawności technicznej
Stan niezdatności
Mira starzenia
U

I
38
Zaliczenie konkretnego parametru do jednego z podzbiorów może być subiektywne i zależne
od konkretnych potrzeb. Wprowadzony podział zbioru U na podzbiory Uz i Ud umożliwia
wyjaśnienie omawianej klasyfikacji stanów również dla konkretnych, złożonych obiektów.
Podziału zbioru U na ogół nie można dokonać w przypadku parametrów struktury
opisujących stan techniczny pary kinematycznej. Wobec tego klasyfikacja stanów technicznych
dowolnej pary kinematycznej może być przeprowadzona w sposób opisany powyżej.
Zaliczenie konkretnego stanu technicznego urządzenia, zespołu lub podzespołu do jednej z
wymienionych klas może odbywać się w inny sposób. Dla zespołu, podzespołu można wyróżnić
następujące stany:
stan sprawności technicznej – obiektu będzie wtedy, gdy zarówno parametry zasadnicze
jak i drugorzędne nie przekraczają swoich wartości dopuszczalnych,
stan niesprawności technicznej obiektu jest wtedy, gdy:
a) parame
try zasadnicze nie osiągnęły wartości dopuszczalnych, natomiast przynajmniej
jeden z parametrów drugorzędnych osiągnął wartość dopuszczalną lub graniczną,
b) przynajmniej jeden z parametrów zasadniczych osiągnął wartość dopuszczalną, a
parametry drugorzędne nie osiągnęły wartości dopuszczalnych, albo jeden z nich
osiągnął wartość dopuszczalną lub graniczną,
stan zdatności – jest wtedy, dopóki żaden z zasadniczych parametrów nie osiągnie
wartości granicznej. Parametry drugorzędne mogą w tym czasie osiągnąć wartości mniejsze
lub większe od dopuszczalnych, albo większe od granicznych,
stan niezdatności – jest wtedy, kiedy parametr zasadniczy przekroczy wartość graniczną a
parametry drugorzędne nie przekroczyły względnie przekroczyły wartość dopuszczalną lub
gra
niczną.
W tablicy 1 przedstawiono możliwe przyczyny zaliczenia konkretnego stanu obiektu do
odpowiedniej klasy stanów.
Z powyższego wynika (rys. 5), że:
klasa stanów sprawności technicznej stanowi podzbiór klasy stanów zdatności.
klasa stanów niesprawności technicznej zawiera podzbiór klasy stanów zdatności i zbioru
stanów niezdatności.
klasa stanów niezdatności jest natomiast podzbiorem klasy stanów niesprawności.
Tablica 1.
Klasy stanów technicznych i przyczyn ich osiągnięcia
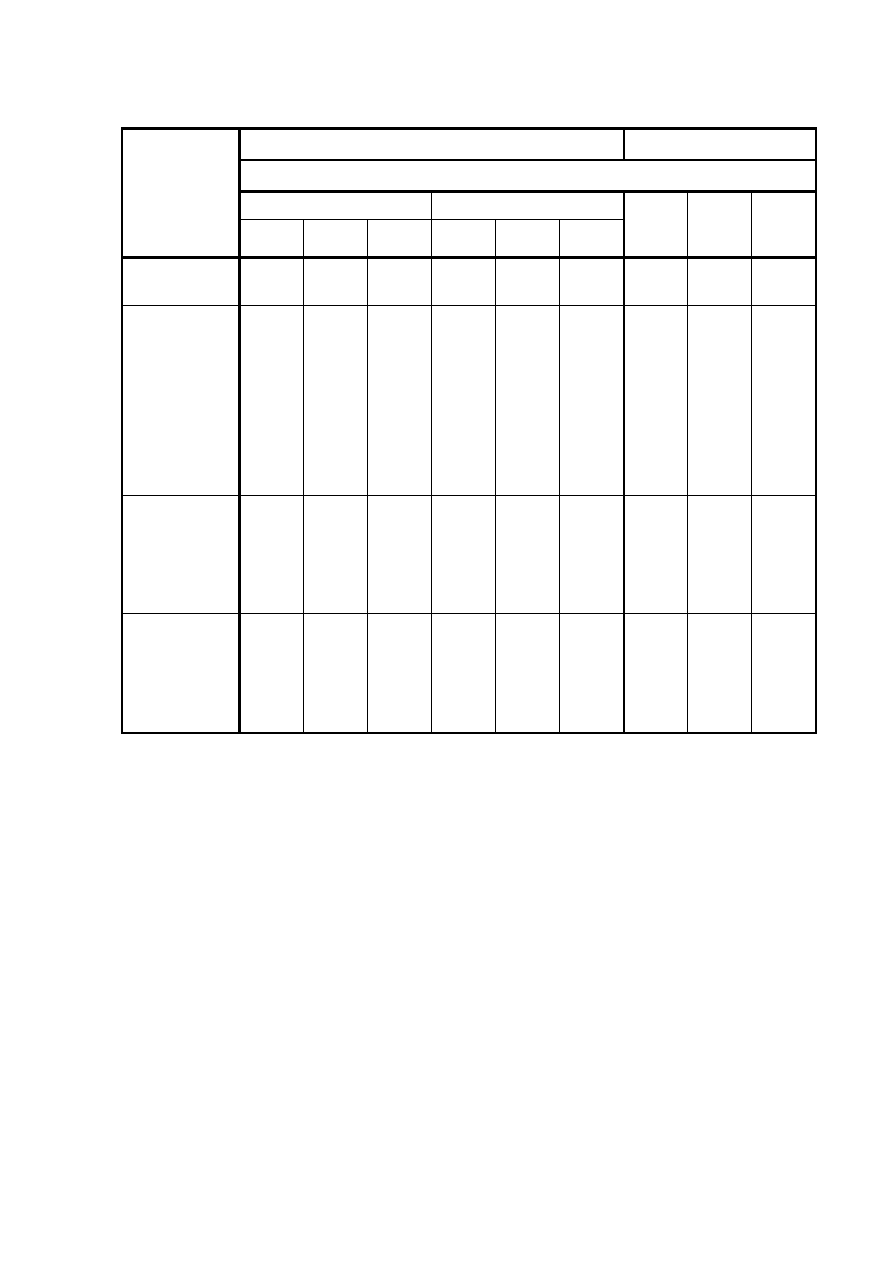
I
39
Klasy
stanów
techni-
cznych
Urządzenie, zespół, podzespół
Para kinematyczna
Parametry struktury
zasadnicze
drugorzędne
U<U
d
U
U
d
U
U
g
U<U
d
U
U
d
U
U
g
U<U
d
U
U
d
U
U
g
Sprawności
technicznej
1
0
0
1
0
0
1
0
0
Niesprawno-
ści
technicznej
1
1
0
0
0
0
0
1
1
1
0
0
0
0
0
0
0
1
0
0
1
0
0
1
0
0
1
0
0
1
0
0
-
-
-
1
0
-
-
-
0
1
-
-
-
Zdatności
1
1
1
0
0
0
0
0
0
1
0
0
0
1
0
0
0
1
0
-
-
1
-
-
0
-
-
Niezdatnści
0
0
0
0
0
0
1
1
1
1
0
0
0
1
0
0
0
1
0
-
-
0
-
-
1
-
-
1
– występowanie cechy,
0
–cecha nie występuje,
U
– parametr struktury,
U
d
– wartość dopuszczalna parametru struktury,
U
g
– wartość graniczna parametru struktury.
Klasyfikacja diagnostycznych parametrów stanu technicznego maszyn
Do oceny stanu technicznego maszyn, w większości przypadków, muszą być
wykorzystywane mierzaln
e wielkości pośrednie (fizyczne) – parametry diagnostyczne.
Charakteryzują one zazwyczaj procesy wyjściowe, zachodzące podczas pracy maszyn.
Tylko w nielicznych przypadkach są wykorzystywane jako parametry diagnostyczne inne
wielkości (np. geometryczne) możliwe do zmierzenia bez demontażu maszyny. Przeważnie
maszyny są obiektami złożonymi i ich stan techniczny jest uzależniony od stanu technicznego
elementów. W związku z tym, w celu zidentyfikowania (każdego) możliwego stanu maszyny jest
konieczne ustalenie
odpowiednio licznego zbioru parametrów diagnostycznych. Dlatego bardzo
I
40
istotnym problemem jest wszechstronna analiza funkcjonowania maszyn, w celu dokładnego
poznania ich procesów wyjściowych. Najogólniej są one dzielone na robocze i towarzyszące.
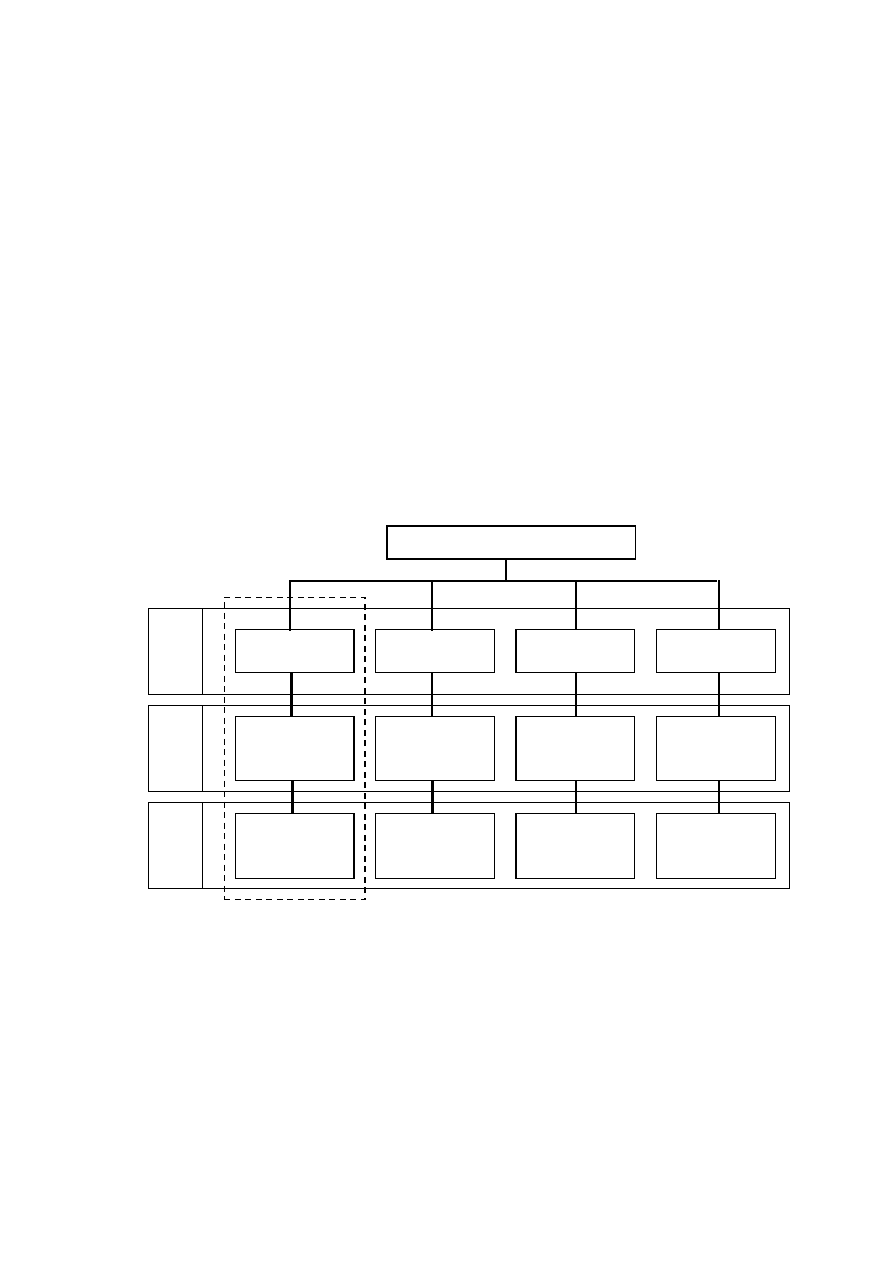
Podobni
e można podzielić parametry diagnostyczne (rys. 6).
Rys. 6. Klasyfikacja parametrów diagnostycznych wg
a) zasady powstawania, b) zawartości informacji.
Parametry diagnostyczne dzielą się na:
parametry roboczych procesów wyjściowych – (np. moc efektywna, moment obrotowy,
zużycie paliwa) opisują podstawowe funkcjonalne właściwości obiektów i zawierają
uogólnioną informacje o ich stanie. Mogą być wykorzystane podczas diagnozowania
ogólnego, czyli do oceny stanu technicznego obiektu w całości,
parametry towarzyszące procesów wyjściowych (np. temperatura, drgania, hałas)
zawierają szczegółowe informacje o stanie elementów diagnozowanego obiektu. Są to
parametry uniwersalne i mogą być stosowane do oceny różnych maszyn.
Diagnostycznymi
parametrami stanu technicznego maszyn mogą być także inne wielkości,
np.: wielkości geometryczne (jak wartości luzów, skoki jałowe elementów) możliwe do
zmierzenia bez demontażu obiektu.
Ta najprostsza klasyfikacja parametrów diagnostycznych nie odzwierciedla w pełni
zróżnicowania zjawisk wykorzystywanych dla realizacji celów diagnostyki technicznej maszyn.
Parametry
diagnostyczne
Parametry
procesów
wyjściowych
Inne
Parametry
procesów
roboczych
Parametry
procesów
towa
rzyszących
Parametry
geometryczne
Parametry
promieniowania
materiałów
rozczepialnych
Uogólnione
Szczegółowe
a)
b)
I
41
Na rysunku 7 przedstawiono klasyfikację symptomów diagnostycznych pozwalająca
wszechstronniej spojrzeć na to, które symptomy stanu technicznego obiektu są związane z
rodzajem wykorzystywanego zjawiska fizycznego.
Rys. 7. Klasyfikacja symptomów diagnostycznych w powiązaniu z występującymi zjawiskami
Parametry charakteryzujące efektywność pracy, mogą być wykorzystywane do oceny stanu
techniczne
go całego obiektu lub jego zespołów i układów. Przykładowo do tej grupy można
zaliczyć dla lokomotywy – moc i zużycie paliwa, dla układu hamulcowego – droga hamowania.
Parametry charakteryzujące szczelność, są wykorzystywane podczas diagnozowania
zamkniętych przestrzeni roboczych, takich jak układy chłodzenia, smarowania, zasilania,
zespoły hydrauliczne i pneumatyczne.
Stan cieplny
, określany za pomocą temperatury elementów oraz szybkości jej zmian jest
wykorzystywany głównie do oceny stanu technicznego zespołów, w których na skutek pracy
wydzielają się znaczne ilości ciepła.
Stan materiałów eksploatacyjnych, charakteryzowany np. ilością i składem zanieczyszczeń w
oleju oraz zmianą jego właściwości użytkowych, umożliwia ocenę intensywności oraz stopnia
zużycia niektórych elementów maszyn.
Parametry procesów wibroakustycznych, towarzyszących pracy wszystkich ruchomych
elementów mechanizmów, są wykorzystywane do ogólnej oceny ich stanu technicznego, jak
również do diagnozowania szczegółowego.
Wykorzystanie pr
zebiegów napięcia prądu do oceny stanu technicznego zespołów maszyn
jest możliwe w przypadku, gdy uszkodzenie jakiegoś elementu zmienia przebieg procesów
elektrycznych (prądy trybologiczne), lub maszyn elektrycznych.
Symptomy stanu
technicznego maszyn
Efektywność
pracy
Szczelność
Stan
cieplny
Stan
materiałów
eksploatacyjnych
Hałas
i drgania
Zjawiska
elektryczne
Inne

I
42
Wykorzystanie innych zjawisk np. wydzie
lanego przez materiały rozczepialne promieniowania
przenikliwego, wymaga na ogół specjalnego przygotowania obiektów do diagnozowania.
Diagnostyczne parametry stanu technicznego można również podzielić następująco:
a) według charakteru związków między nimi na:
niezależne
niezależnie od innych odzwierciedlają zmianę stanu technicznego konkretnego
elementu badanego obiektu,
zależne
zmianę stanu technicznego można określić dopiero za pomocą kilku parametrów.
b) według pojemności i charakteru informacji na:
szczegółowe
sygnalizujące zmianę stanu technicznego konkretnego elementu obiektu,
ogólne
charakteryzujące stan techniczny obiektu w całości.
Zasady wykorzystania parametrów diagnostycznych do oceny stanu technicznego
maszyn
Proces diagnozowania ob
iektu zawiera takie czynności jak testowe oddziaływanie na obiekt
(np. ustalenie określonej wartości prędkości obrotowej, obciążenia, itp.), pomiar parametrów
diagnostycznych, przetwarzanie uzyskanej informacji oraz postawienie diagnozy.
Stan techniczny ur
ządzenia można ocenić na podstawie zmierzonych wartości parametrów
diagnostycznych, pod warunkiem, że znane są związki pomiędzy parametrami struktury lub
rozróżnianymi stanami a parametrami diagnostycznymi. Charakter tych zależności i zawarte w
nich inform
acje wyznaczają metody dalszego postępowania przy stawianiu diagnozy.
W procesie diagnozowania złożonego obiektu z reguły wykorzystuje się znaną liczbę
parametrów diagnostycznych. Dlatego też w celu uzyskania określonej wiarygodności diagnozy
stosuje się metody syntezy i analizy podczas opracowania uzyskanych informacji.
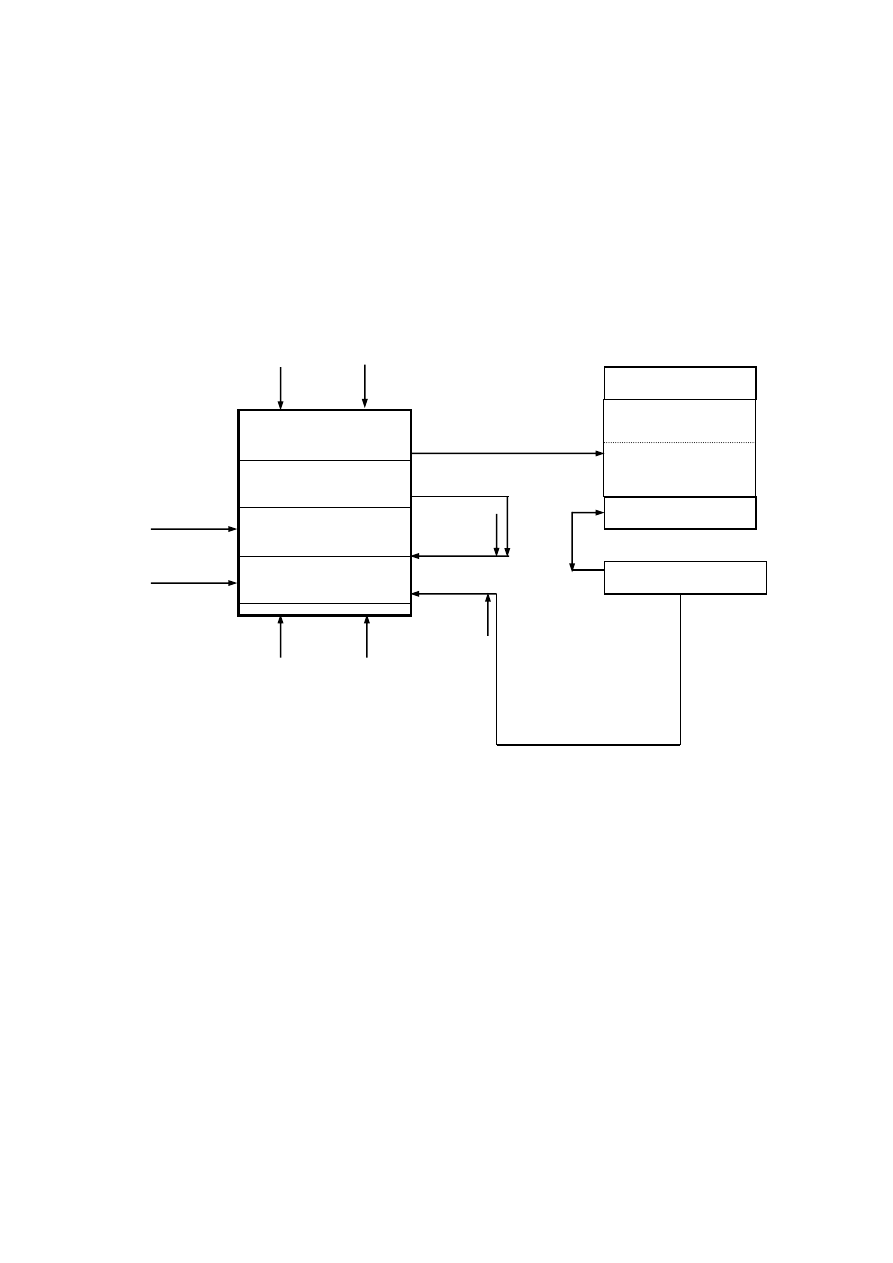
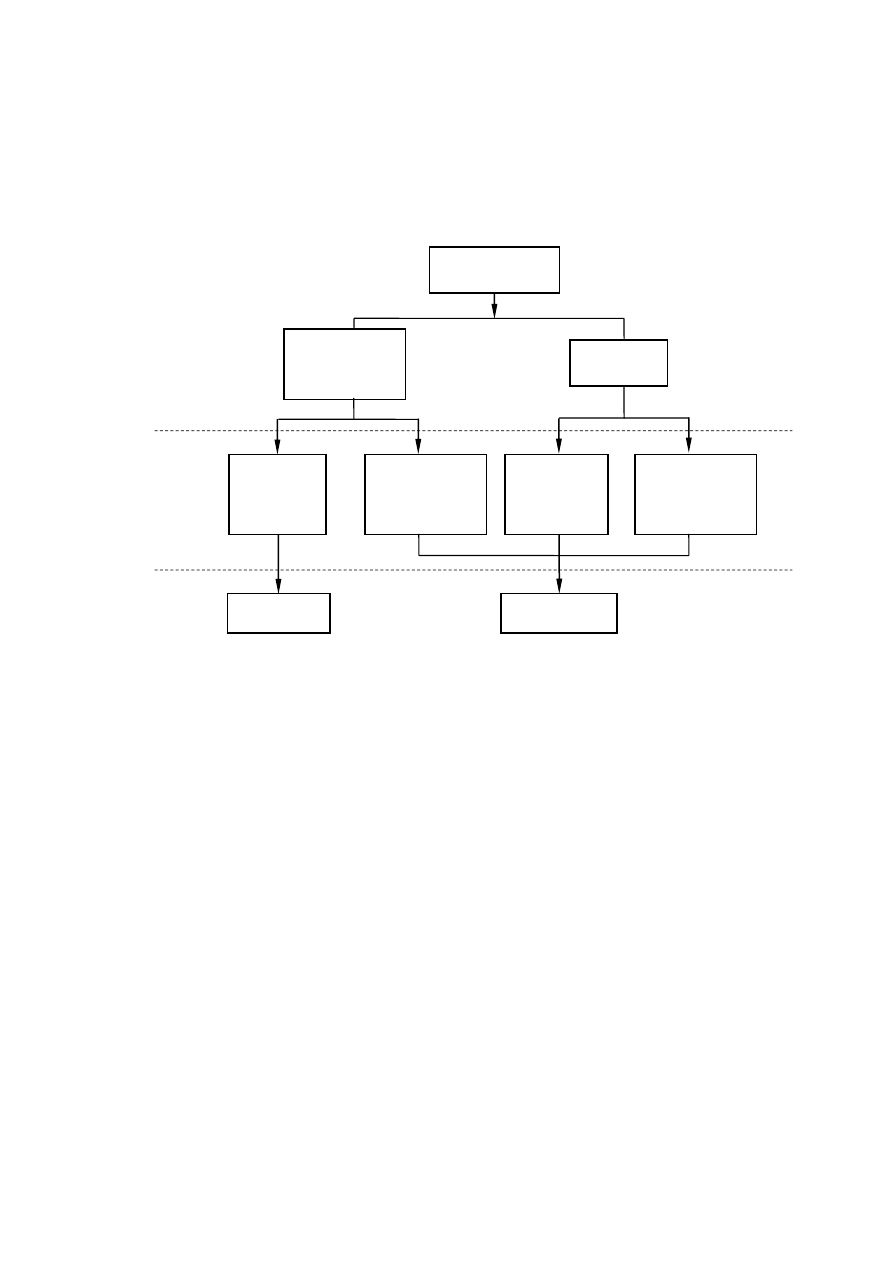
Diagnozowanie metodą syntezy informacji
Schemat diagnozowania metodą syntezy informacji przedstawiono na rysunku 8.
Diagnozowany obiekt jest poddawany oddziaływaniu testowemu. Przetworniki d
1
,d
2
,...,d
n
rejestrują sygnały, które zawierają informacje o wartościach parametrów struktury u
1
,u
2
,...,u
n
,
każdego elementu e
1
,e
2
,...,e
n
obiektu. Rejestrowanie wielkości s
1
,s
2
,...,s
n
z reguły
przetransformowane na sygnały elektryczne, zostają wzmocnione do wartości s'
1
,s'
2
,...,s'
n
i
skierowane do urządzenia progowego. Urządzenie progowe przepuszcza tylko te sygnały,
których wartości przekroczyły wartości dopuszczalne sd. Sygnały s"
1
,s"
2
,...,s"
n
docierają do
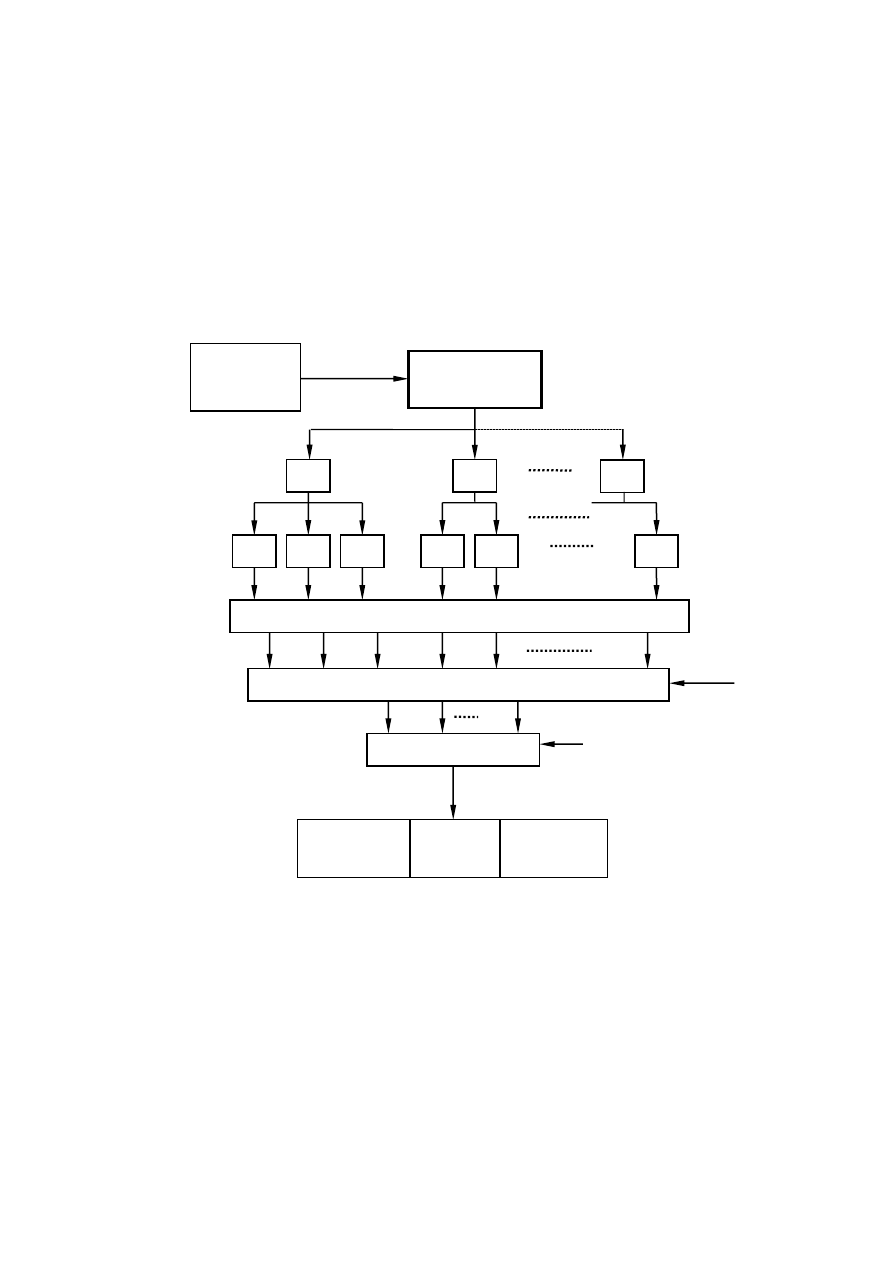
I
43
urządzenia logicznego, w którym następuje synteza informacji otrzymanych od szeregu
czujników i postawienie diagnozy.
Diagnozowanie metodą syntezy informacji wymaga stosowania znacznej ilości czujników i
urządzeń dodatkowych, utrudnia normowanie i nie zapewnia wystarczającej dokładności z
powodu dużej różnorodności wykorzystywanych parametrów diagnostycznych. Ponadto
konieczność przetwarzania dużej liczby sygnałów diagnostycznych, zmusza do stosowania
skomplikowanych urządzeń diagnostycznych. Czas diagnozowania jest stosunkowo długi.
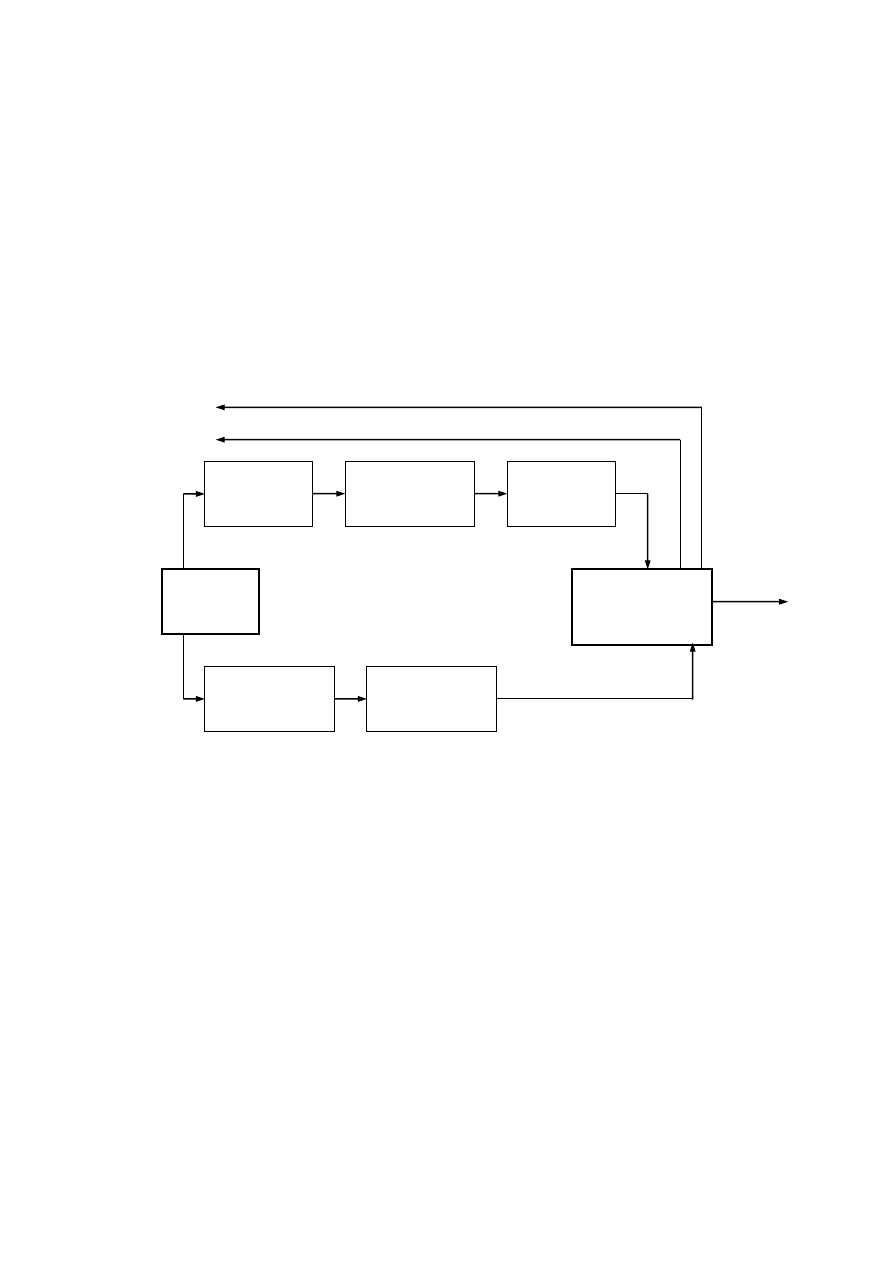
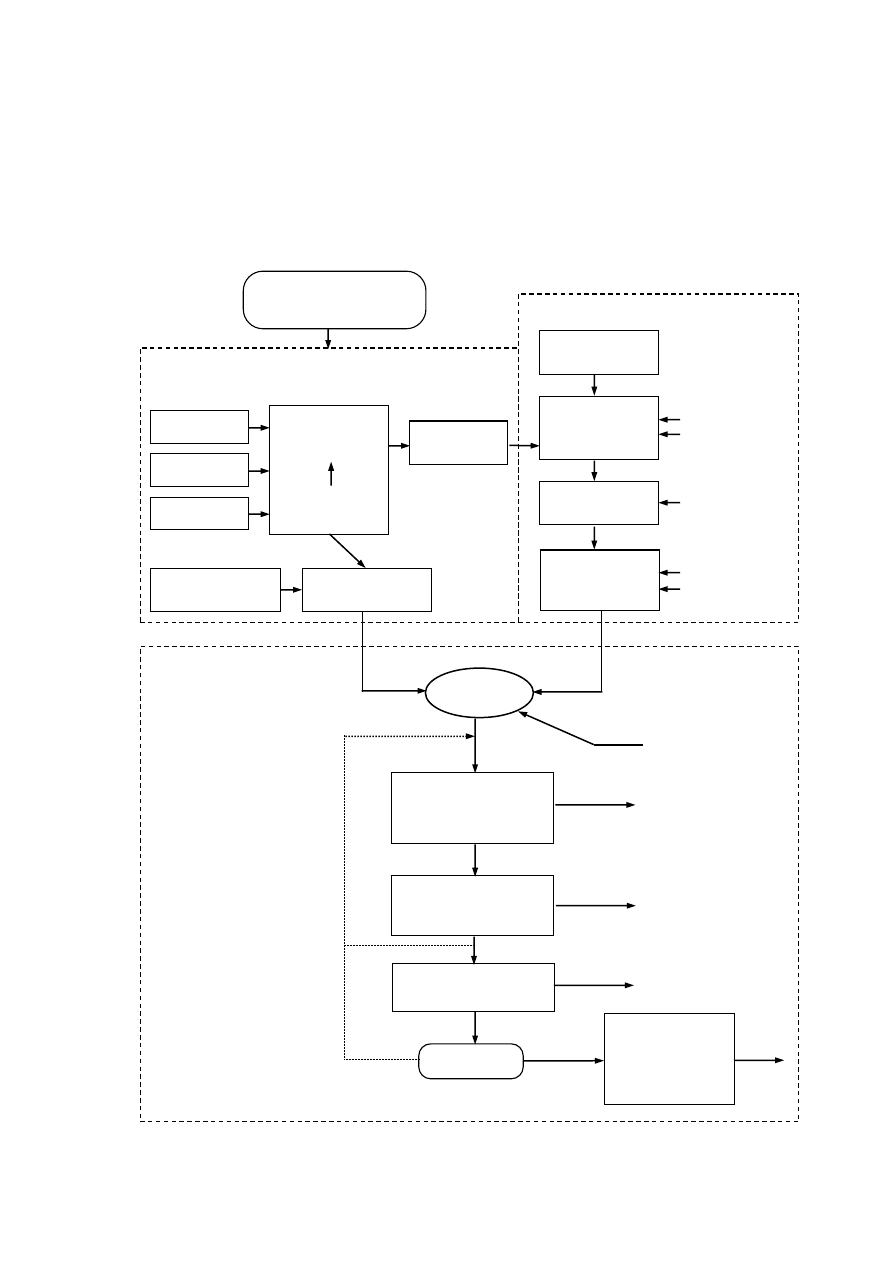
Rys. 8. Proces diagnozowania stanu technicznego urządzenia mechanicznego metodą syntezy
informacji
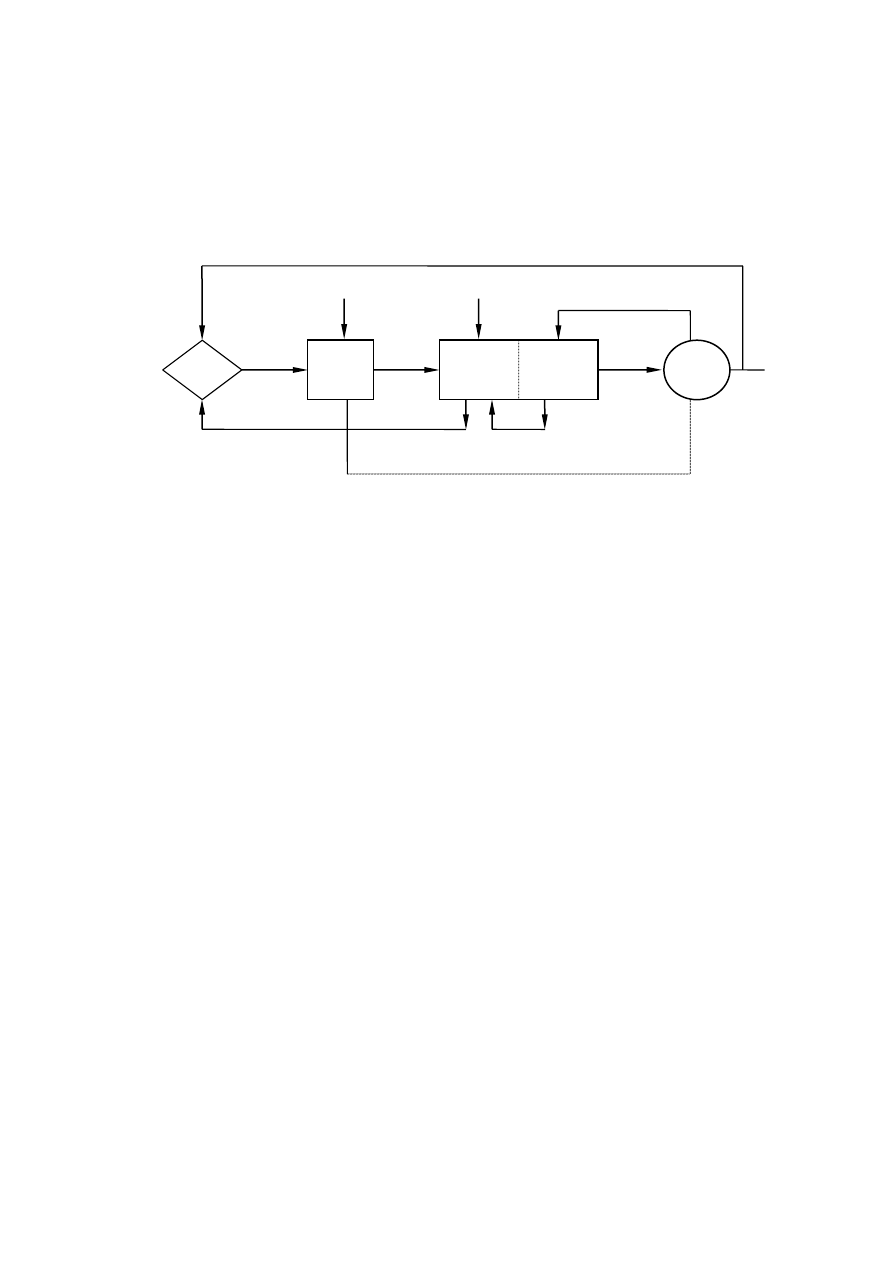
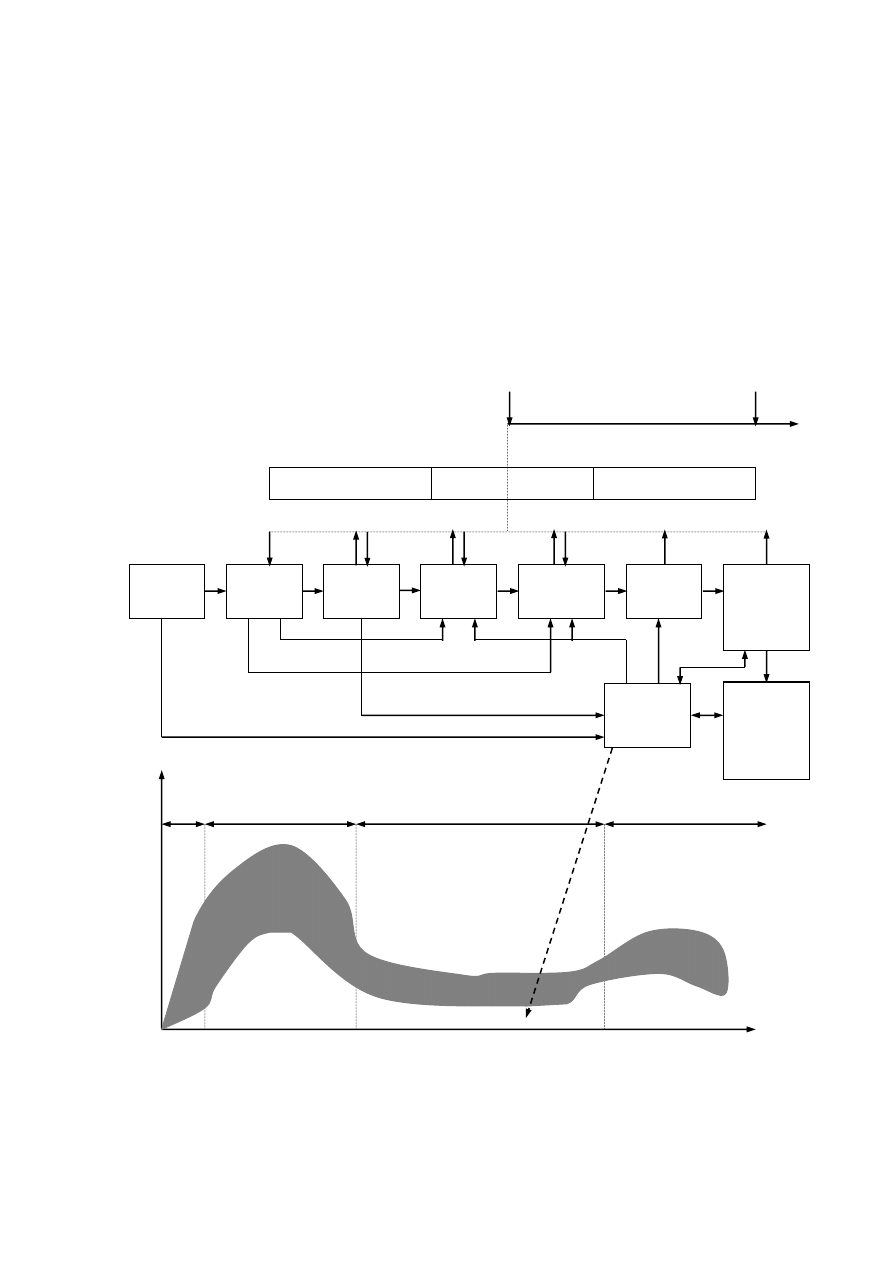
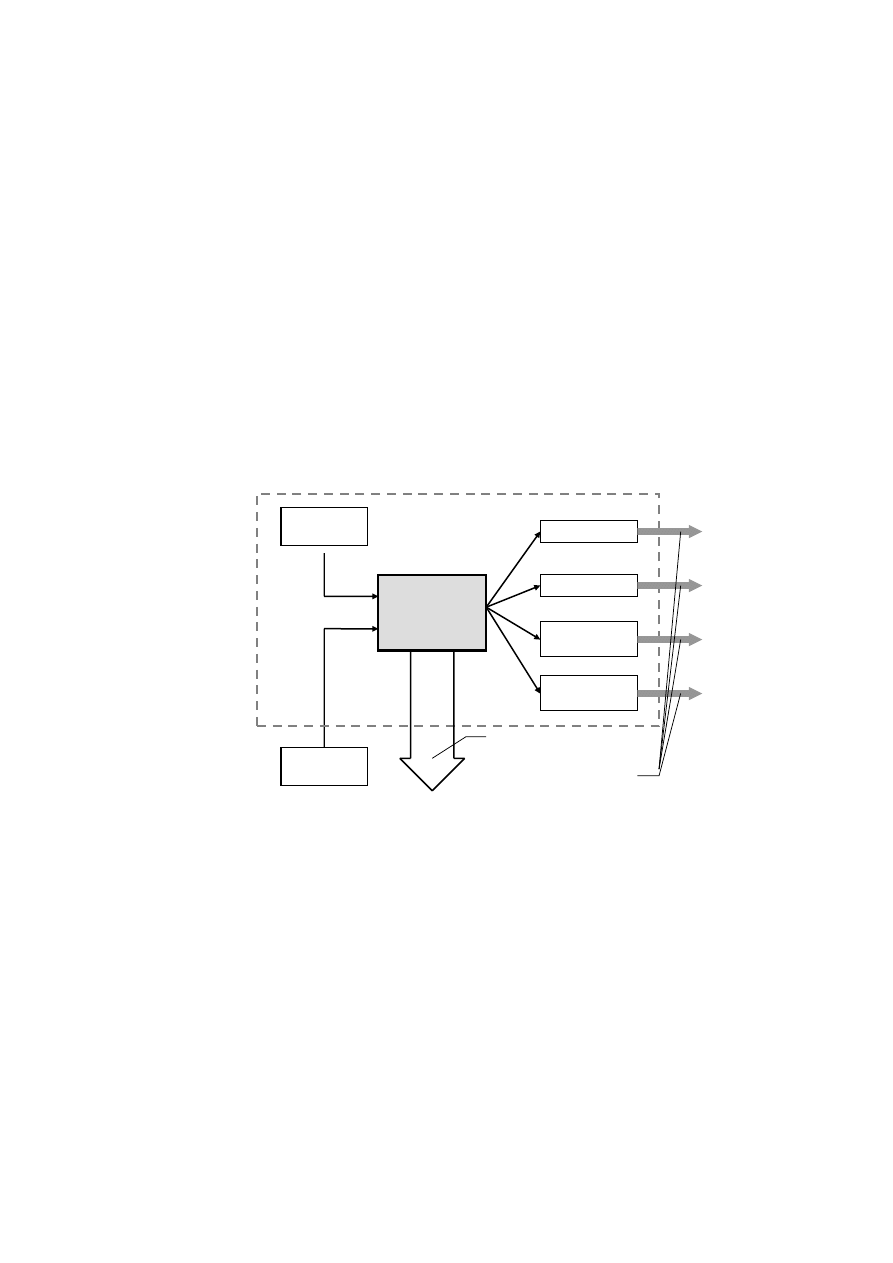
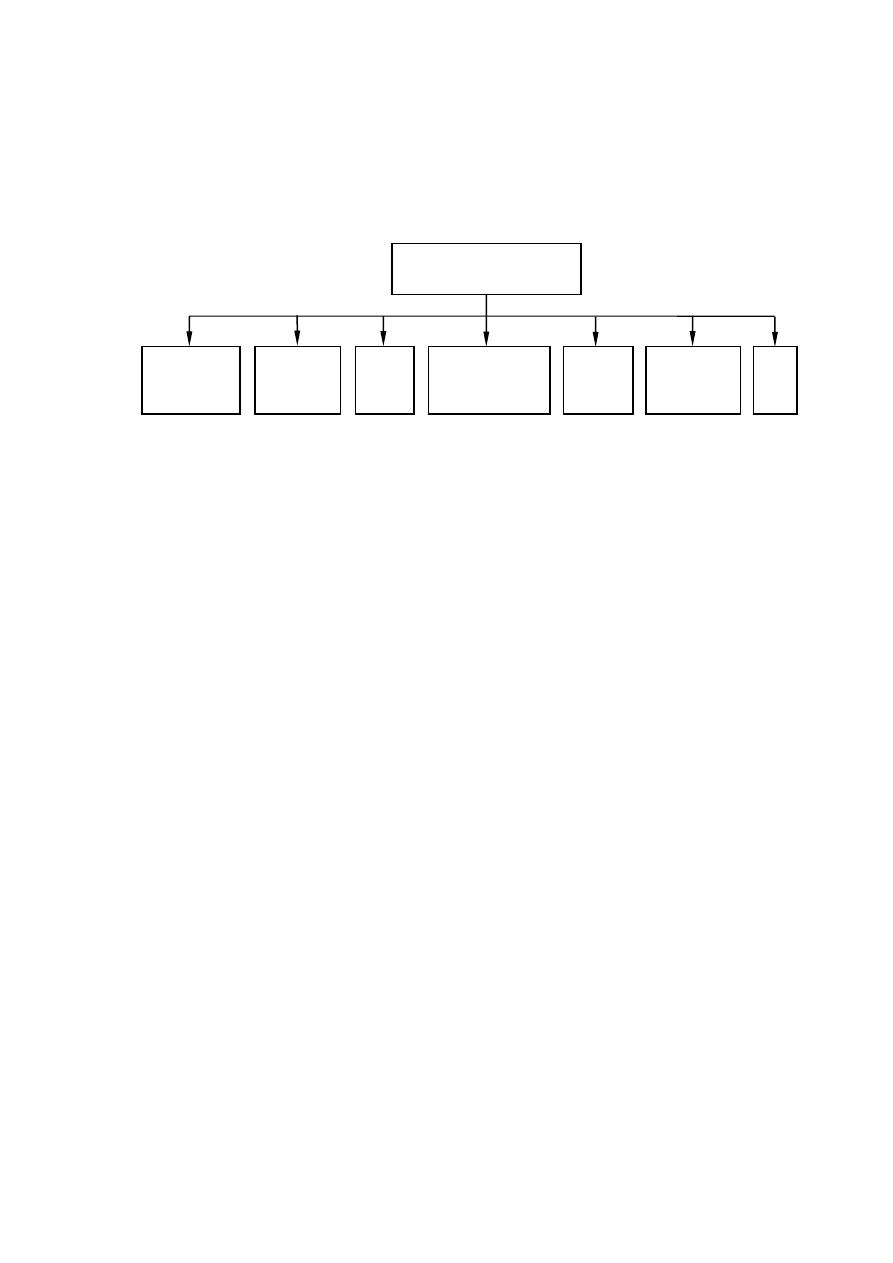
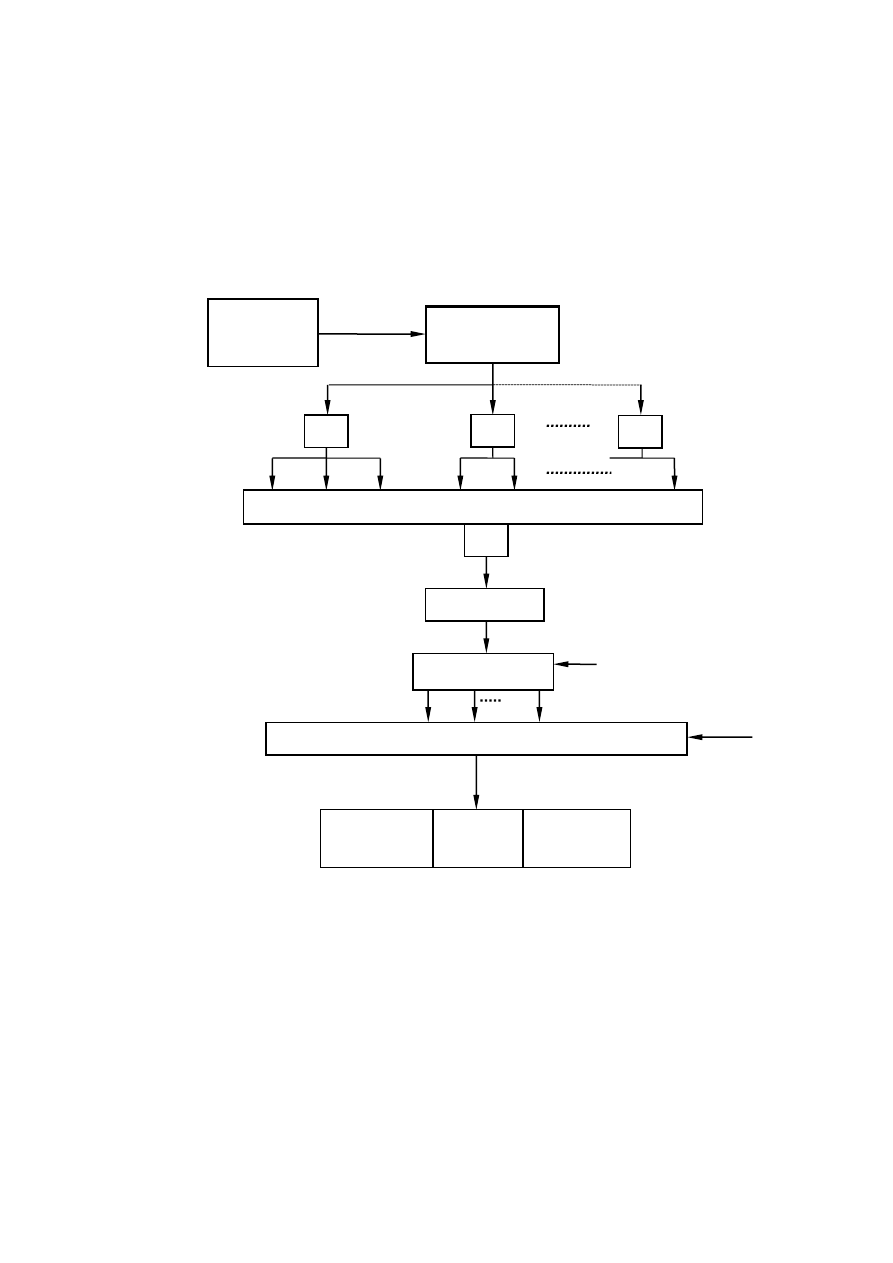
Diagnozowanie metoda analizy uogólnionej informacji.
Schemat diagnozowania metodą analizy informacji przedstawia rysunek 9.
Diagnozowanie tą metodą różni się od poprzedniej metody m.in. tym, że sygnały
charakteryzujące parametry struktury u
1
,u
2
,...,u
n
grupy elementów obiektu, rejestruje się za
Testowe
oddziaływanie
na obiekt
Obiekt
diagnozowany
e
1
d
1
d
2
d
3
d
4
d
5
d
n
s
g
>s’’>s
d
Obsługa
s’’>s
g
Naprawa
s’<s
d
Użytkowanie
u
1
u
2
u
3
u
4
u
5
u
n
Blok wzmocnienia sygnałów
s
1
s
2
s
3
s
4
s
5
s
n
Urządzenie progowe
s’
1
s’
2
s’
3
s’
4
s’
5
s’
n
s
d
s’’>s
d
s’’
1
s’’
2
s’’
n
Urządzenie logiczne
Synteza
informacji
Diagnoza
e
2
e
n
I
44
pomocą jednego przetwornika d (np. czujnika piezoelektrycznego). Po wzmocnieniu, sygnał s'
zawierający uogólnioną informację o stanie technicznym obiektu jest kierowany do analizatora,
w którym zostają wydzielone najbardziej charakterystyczne, użyteczne jego składowe.
Następnie sygnał w postaci składowych wydzielonych w analizatorze docierają do urządzenia
progo
wego, w którym porównane są ich wartości z wartościami dopuszczalnymi. Końcowy etap
diagnozowania to postawienie diagnozy.
Rys. 9. Proces diagnozowania stanu technicznego urządzenia mechanicznego metodą analizy
informacji
Istota metod syntezy i analizy informacji
Metod syntezy informacji
Metoda analizy informacji
duża liczba przetworników sygnału,
rozbudowany układ pomiarowy,
metod kosztowna,
niewielka ilość przetworników (1 lub 2),
prosty układ pomiarowy,
metoda wymagająca specjalisty,
Kodowanie informacji o stanie elementów
Wzmacniacz
s
s’
d
Analizator
s’’
1
s’’
2
s’’
n
Analiza
informacji
Testowe
oddziaływanie
na obiekt
Obiekt
diagnozowany
e
1
u
1
u
2
u
3
u
4
u
5
u
n
e
2
e
n
s
g
>s’’>s
d
Obsługa
s’’>s
g
Naprawa
s’<s
d
Użytkowanie
Urządzenie progowe
s
d
s’’>s
d
Diagnoza
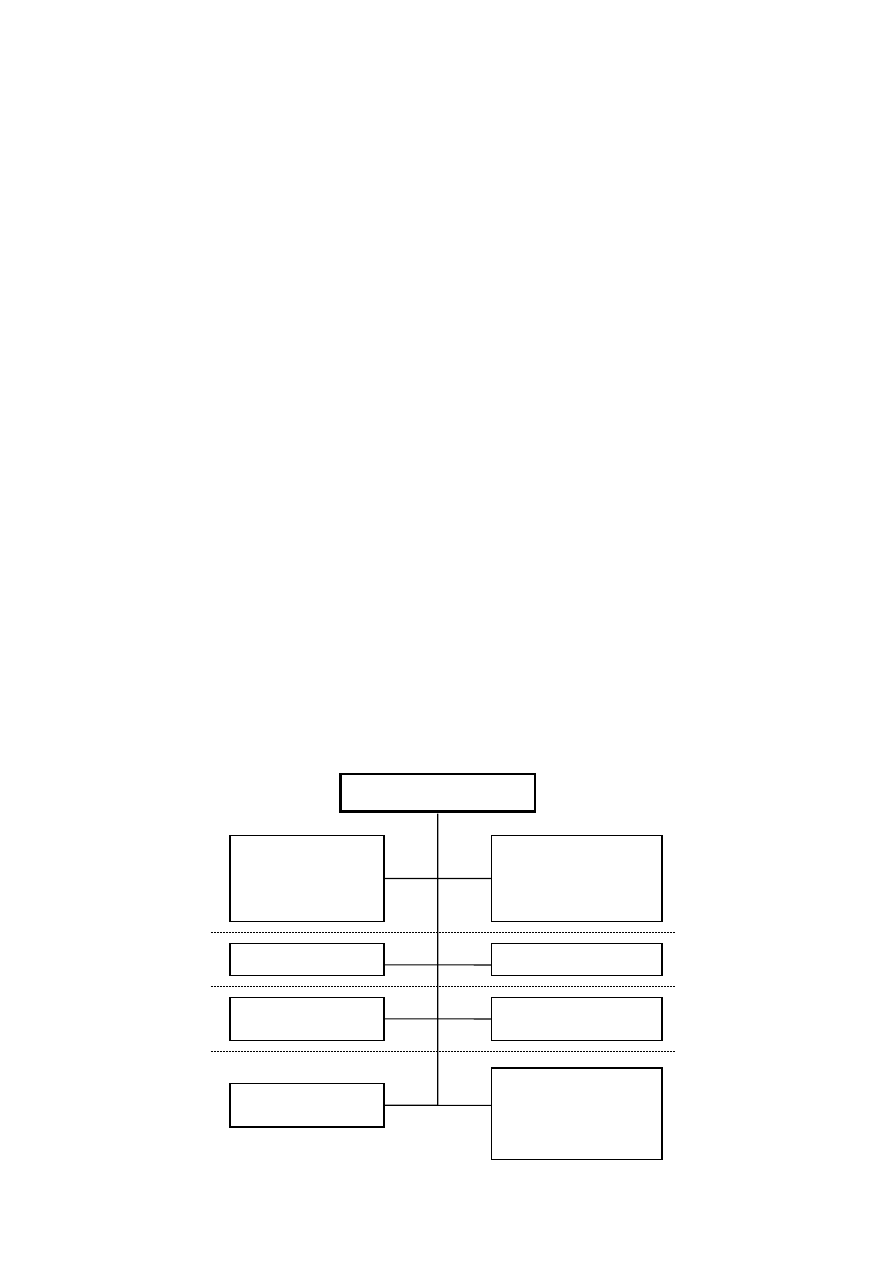
I
45
metoda inwazyjna,
metoda laboratoryjna,
metoda bardzo dokładna.
metoda nieinwazyjna,
metoda eksploatacyjna,
metoda dokładna.
Przy wyborze jednej z wymienionych metod
należy uwzględnić charakterystyczne
właściwości obiektu, jak również postawiony cel diagnozowania. Obie metody są
wykorzystywane do oceny stanu technicznego złożonych obiektów mechanicznych, przy czym
często zachodzi konieczność zastosowania ich kombinacji.
W badaniach stanu technicznego obiektów na ogół wyróżnia się dwie fazy:
kontrolę stanu (diagnozowanie ogólne),
lokalizację uszkodzeń (diagnozowanie szczegółowe).
Kontrola stanu
jest najbardziej ogólnym procesem badania stanu obiektu bez
rozróżniania stanu jego elementów. Celem badania jest stwierdzenie, czy obiekt jako całość
nadaje się do wypełniania założonych funkcji roboczych. Metody pomiarowe wykorzystywane
podczas diagnozowania ogólnego są przeznaczone głównie do kontroli zdatności obiektu.
Loka
lizację uszkodzeń wykonuje się po kontroli stanu w przypadku, gdy dała ona wynik
negatywny (obiekt stanie niezdatności). Lokalizację uszkodzeń umożliwiają szczegółowe
metody i środki diagnozowania.
Na rysunku 10 została przedstawiona klasyfikacja rodzajów diagnozowania obiektów
mechanicznych.
Rodzaj diagnozowania
Na podstawie
parametrów
procesów
roboczych
Na podstawie
parametrów procesów
towarzyszących,
geometrycznych i innych
Ogólne
Szczegółowe
Stanowiskowe
Za pomocą
urządzeń przenośnych
Stacjonarne
Ruchowe za pomocą
przyrządów organicznie
związanych z obiektem
lub urządzeń
przenośnych
d)
c)
b)
a)

I
46
Rys. 10. Klasyfikacja rodzajów diagnozowania obiektów mechanicznych
Przedstawiona na rysunku 10 klasyfikacja rodzajów diagnozowania obiektów
mechanicznych sporządzona jest wg:
a) parametrów diagnostycznych,
b) miejsca w procesie technologicznym,
c) rodzaje środków diagnozowania,
d) sposobu stosowania.
Stanowiskowe środki diagnostyczne są z reguły urządzeniami diagnostycznymi
stacjonarnymi i umożliwiają wykonywanie kontroli zdatności oraz lokalizację uszkodzeń.
Przenośne środki diagnostyczne są to przyrządy umożliwiające ocenę stanu elementów na
podstawie wyników pomiarów wartości parametrów sygnału wibroakustycznego, stanu
cieplnego, szczelności, itp.
Uzyskaniu negatywnego wyniku diagnozowania ogólnego następuje lokalizacja
uszkodzenia. Po zlokalizowaniu uszkodzenia następuje jego usunięcie. Usunięcie
uszkodzenia nie kończy procesu diagnozowania, następuje po nim ponowne badanie w celu
stwierdzenia poprawności wykonania naprawy. Jeżeli wynik jest pozytywny obiekt wraca do
eksploatacji, jeżeli nie, ponownie lokalizuje się nowe uszkodzenie, które mogło zaistnieć
podczas naprawy albo źle naprawione pierwsze.
Przedstawione fazy badania obiektu mechanicznego mogą być dokonywane przy
założeniu:
dwuwartościowej oceny stanu (rys. 11, 12),
trójwartościowej ocenie stanu. (rys. 13, 14).
Dwuwartościowa ocena stanu technicznego obiektu mechanicznego zakłada wartość
graniczną jako kryterium oceny stanu. Przy tej ocenie bada się tylko czy obiekt jest zdatny lub
niezdatny.
Przy zastosowaniu trójwartościowej oceny stanu rozróżnia się obiekt będący w
następujących stanach niesprawny i sprawny technicznie oraz zdatny i niezdatny technicznie.
Jest to diagnozowanie bardziej szczegółowe i daje więcej informacji o stanie obiektu.
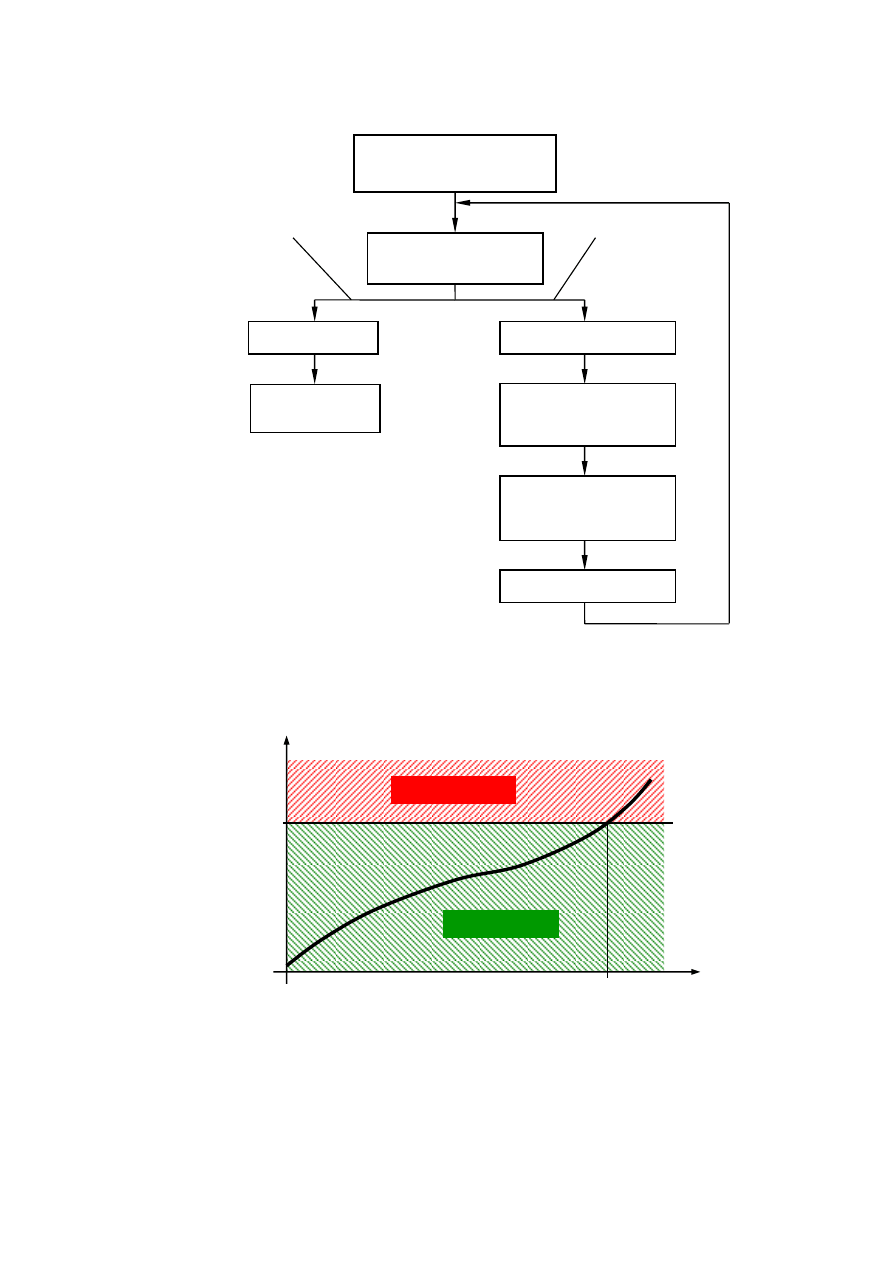
I
47
Rys. 11. Fazy badania stanu technicznego obiektu mechanicznego przy pomocy
dwuwartościowej ocenie stanu
Rys. 12. Zmiany parametru diagnostycznego na tle klasyfikacji dwustanowej
Nieznany stan techniczny
obiektu mechanicznego
Pozytywny wynik
sprawdzenia
Negatywny wynik
sprawdzenia
Kontrola stanu
(diagnozowanie ogólne)
Obiekt zdanty
Obiekt niezdanty
Koniec badania
stanu obiektu
Lokalizacja
niezdatności
(diagnozowanie
szczegółowe)
Stan niezdatności
obiektu (uszkodzenie
zlokalizowane)
Usuwanie uszkodzeń
S
g
S
Pa
ra
me
tr
d
ia
g
n
o
st
yczn
y
Czas eksploatacji
ZDATNY
NIEZDATNY
t
g
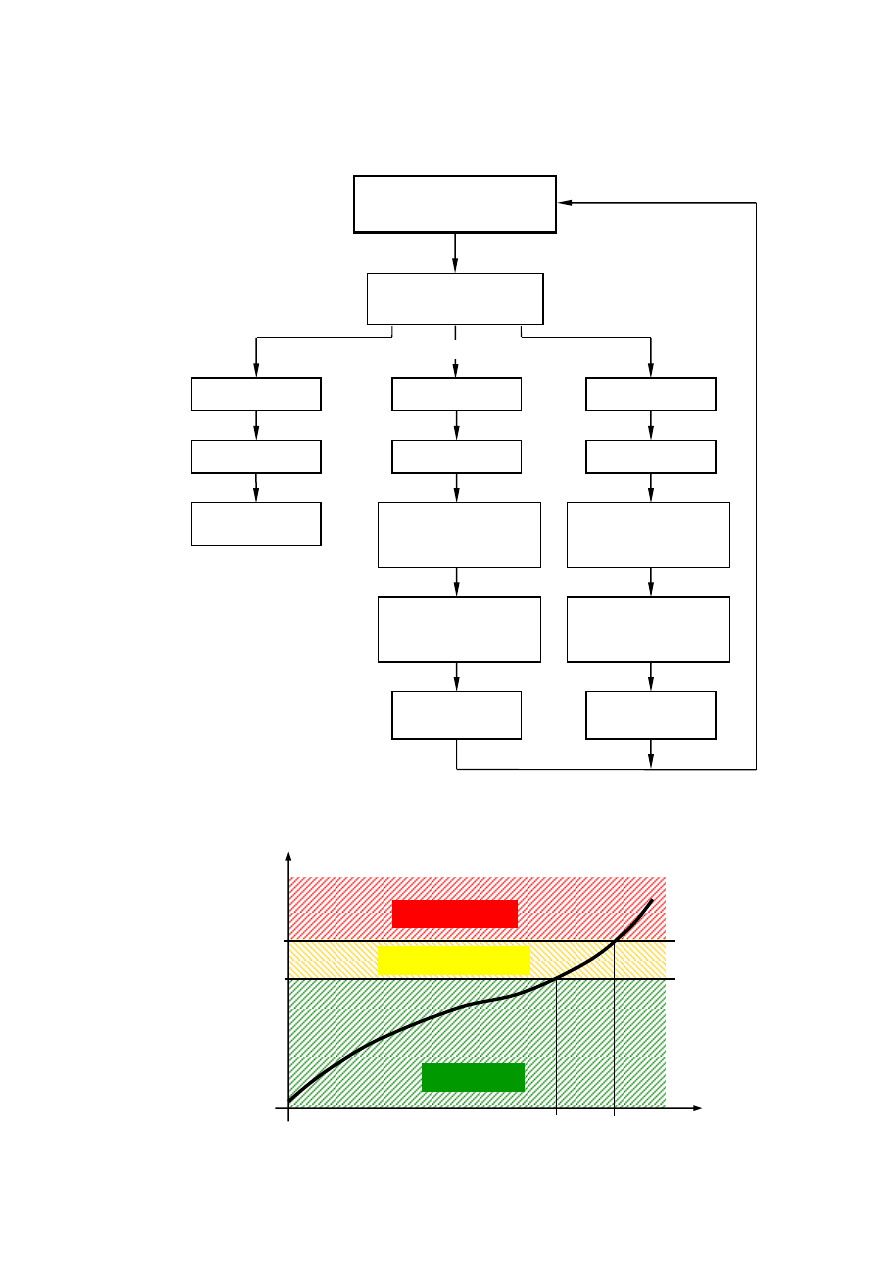
I
48
Rys. 13. Fazy badania stanu technicznego obiektu mechanicznego przy pomocy
trójwartościowej ocenie stanu
Obiekt sprawny
Obiekt niezdanty
Koniec badania
stanu obiektu
Lokalizacja niespraw-
ności (diagnozowanie
szczegółowe)
Stan zdatności
obiektu (niesprawność
zlokalizowana)
Usuwanie
niespraw
ności
S
d
< S < S
g
S < S
d
S > S
g
Obiekt zdanty
Lokalizacja uszkodzeń
(diagnozowanie
szczegółowe)
Stan niezdatności
obiektu (uszkodzenie
zlokalizowane)
Usuwanie
uszkodzeń
Nieznany stan techniczny
obiektu mechanicznego
Kontrola stanu
(diagnozo
wanie ogólne)
Wynik sprawdzenia
S
g
S
Pa
ra
me
tr
d
ia
g
n
o
st
yczn
y
Czas eksploatacji
NIEZDATNY
S
d
t
g
t
d
DOPUSZCZLNY
ZDATNY

I
49
Rys. 14. Zmiany parametru diagnostycznego na tle klasyfikacji trójstanowej
Określenie wartości cech charakteryzujących działanie urządzenia (stan techniczny) może
odbywać
się
w
różnych
etapach
życia
urządzenia.
W zależności od etapu na jakim diagnostyka znalazła zastosowanie wyróżnia się następujące
rodzaje diagnostyki:
emisyjna
– zadaniem jej jest zlokalizowanie uszkodzenia (stosowana w podsystemie
obsługiwania),
kontrolną – stosowana jest w zakładach produkcyjnych do oceny (stanu) jakości nowych
wyrobów (ocena zgodności wykonania maszyny z dokumentacją techniczną),
eksploatacyjną – ocenia stan techniczny urządzenia w czasie eksploatacji (ciągła lub
dyskretna obserwacja stanu maszyny
stosowana w podsystemie użytkowania),
procesów technologicznych – ocenia jakość procesu technologicznego (ocena jakości
wytwarzania elementów, zespołów maszyn na każdym etapie ich wytwarzania).
W diagnostyce
technicznej ze względu na sposób oceny stanu (pozyskania sygnałów)
wyróżnia się dwa rodzaje obiektów:
aktywne (czynne)
– są to takie obiekty, które podczas realizowania swoich funkcji (zadań)
generują procesy (robocze i towarzyszące) wykorzystywane do oceny ich stanu
technicznego np. silnik spalinowy, sprężarka itp,
pasywne (bierne)
– są to takie obiekty, które podczas realizowania swoich funkcji (zadań)
nie generują żadnych procesów np. konstrukcja stalowa w postaci mostu, wieży itp.
Diagnozowanie takich o
biektów polega na pobudzaniu np. do drgań, obciążaniu itp. i
pomiarze odpowiedzi obiektu na zadane wymuszenie.
Korzyści techniczne i aspekty ekonomiczne wynikają z stosowania badań
diagnostycznych urządzeń mechanicznych:
– znaczne skrócenie czasu potrzebnego na ocenę stanu technicznego urządzenia, wskutek
czego następuje obniżenie kosztów badań,
– uniknięcie konieczności demontażu poszczególnych zespołów badanego urządzenia, w
wyniku czego uzyskuje się dłuższy czas pracy urządzenia między naprawami,
– uzyskanie wzrostu niezawodności pracy urządzeń i zlikwidowanie strat wskutek
nieprzewidzianych przerw w pracy urządzeń,
– badania diagnostyczne usprawniają proces eksploatacji urządzeń.
I
50
SZACOWANIE WARTOŚCI GRANICZNYCH SYMPTOMÓW
Istotą wnioskowania diagnostycznego jest porównanie zmierzonej (na obiekcie) wartości
sympto
mu diagnostycznego z wartością graniczną S
g
i podjęcie na tej podstawie decyzji
eksploatacyjnej dotycz
ącej dalszego sposobu postępowania z obiektem. Wartość graniczna
symptomu
S
g
może być wyznaczona na podstawie norm, zaleceń, doświadczenia, bądź
nawet wyczucia. Jednak bierne po
sługiwanie się normami może w skrajnych przypadkach
doprowadzić do zbyt dużego poziomu zbędnych napraw, jeśli wartość graniczna symptomu jest
za niska, bądź do zbyt dużej ilości awarii, jeśli jest ona zbyt wysoka. Przedstawione zostań
możliwe sposoby wyznaczania wartości granicznej
S
g
rozgraniczającej klasy stanu zdatnego i
niezdatnego w klasyfikacji dwustanowej, opartej na regule wnioskowania słusznej dla
regresyjnego modelu diagnostycznego oraz modelu probabilistycznego.
Na rysunku 1 przedstawiono wzajemny związek pomiędzy zbiorem parametrów stanu a
parametrami diagnostycznymi.
Rys. 1. Związek pomiędzy stanem obiektu a parametrami diagnostycznymi
Na rysunku 2 przedstawiono istotę oceny dwustanowej. Ocena dwustanowa obiektów
technicznych jest najprostszą klasyfikacją stanów, zakład tylko dwa podstawowe stany: zdatny i
niezdatny. Klasyfi
kacja ta jest powszechnie stosowana w teorii niezawodności, w której za
podstawę oceny niezawodnościowej przyjmuje się zdarzenia 0, 1 (obiekt zdatny, obiekt
niezdatny).
Zbiór
właściwości
obiektu x
i
(stanu)
Zbiór
parametrów
diagnostycznych
s
i
(symptomów)
.
.
s
1
= f
1
(x
1
, x
2
,...,x
k
)
s
2
= f
2
(x
1
, x
2
,...,x
k
)
s
n
= f
n
(x
1
, x
2
,...,x
k
)
.
.
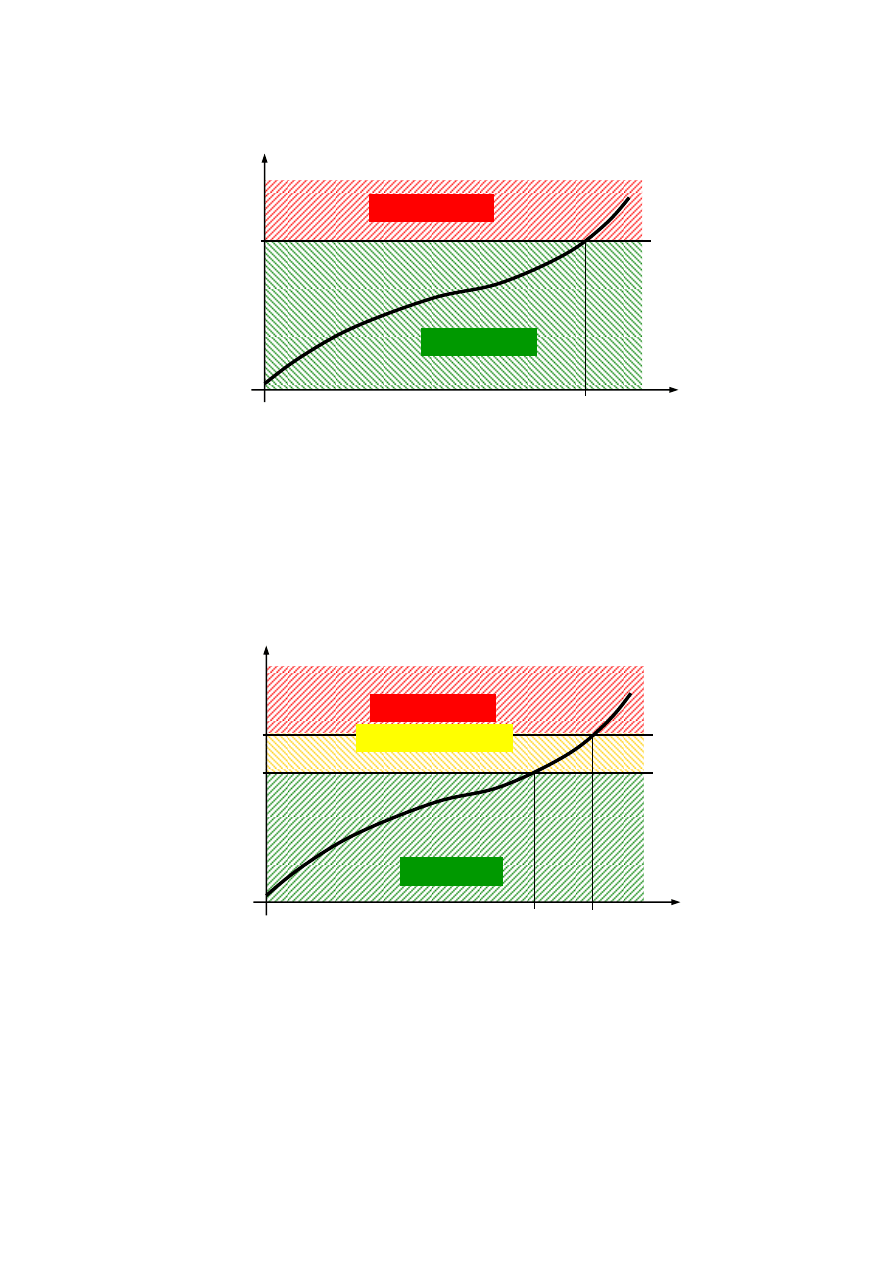
I
51
Rys. 2. Zmiany parametru diagnostycznego na tle klasyfikacji dwustanowej
Przyjmuje się również możliwość tworzenia klasyfikacji wielostanowej, np. trójstanowej
wprowadzo
nej przez analogię do świateł sygnalizacji ulicznej, np.: zdatny
zielone,
dopuszczalny
żółte, niezdatny
czerwone. Taka klasyfikacja stanu ułatwia planowanie prac
naprawczych, co należy zacząć z chwilą wejścia maszyny w stan dopuszczalny (żółte). Istotę
oceny trójstanowej przedstawiono na rysunku 3.
Rys. 3. Zmiany parametru diagnostycznego na tle klasyfikacji trójstanowej
S
g
S
Pa
ra
me
tr
d
ia
g
n
o
st
yczn
y
Czas eksploatacji
ZDATNY
NIEZDATNY
t
g
S
g
S
Pa
ra
me
tr
d
ia
g
n
o
st
yczn
y
Czas eksploatacji
NIEZDATNY
S
d
t
g
t
d
DOPUSZCZALN
Y
ZDATNY

I
52
I. Metoda uwzględniającą dopuszczalny poziom zbędnych napraw
Do oszacowania wartości granicznej tą metodą niezbędna jest znajomość współczynnika
gotowo
ści obserwowanych obiektów. Wartość współczynnika gotowości obserwowanych
obiektów można przyjąć (jeżeli jest dany i określony przez producenta), lub wyznaczyć w
oparciu o dane eksploatacyjne obser
wowanej grupy obiektów z zależności:
n
z
z
T
T
T
)
z
(
P
gdzie:
T
z
– średni czas zdatności obserwowanej grupy obiektów,
T
n
– średni czas niezdatności obserwowanej grupy obiektów.
Inny
sposób wyznaczenia współczynnik gotowości polega na bieżącym jego wyznaczaniu
dla eks
ploatowanej grupy obiektów wg zależności (zbiorowy wskaźnik stanu obiektów).
Najczęściej w praktyce przyjmuje się, że eksploatujemy grupę M maszyn o liczności kilkunastu
lub kilkudziesięciu obiektów tego samego typu. Pośród nich średnio liczba M
z
jest zdatna (w
ruchu) a reszta (M
M
z
) w re
moncie. Wynikające stąd oszacowanie gotowości (zdatności)
eksploatowanej grupy maszyn jest zbio
rowym wskaźnikiem stanu technicznego maszyn i
jakości ich obsługi i napraw w postaci:
M
M
)
z
(
P
z
gdzie:
M
z
– liczba zdatnych obiektów w danej chwili (dniu),
M
– liczba obiektów eksploatowanych (ilostan).
Do określenia wartości granicznej przyjmuje się jeszcze dopuszczalny poziom zbędnych
napraw A. Jest to współczynnik uwzględniający błędną decyzję o naprawie i wystąpi wtedy, gdy
parametr dia
gnostyczny S obiektu będącego w stanie zdatności przekroczy wartość graniczną
S
g
. Poziom ten wyni
ka z przyjętej polityki remontowo-eksploatacyjnej, współczynnik A może
wyno
sić, np. A = 0,05, co oznacza 5% możliwych zbędnych remontów.
Błędna decyzja o zbędnej naprawie zgodnie z regułą wnioskowania nastąpi wtedy, gdy
symptom S maszyny będącej w stanie zdatności (M
z
) przekroczy wartość S
g
(S > S
g
)
. Całkowite
prawdopodobie
ństwo
tego
zdarzenia
jest
iloczynem
współczynnika
gotowości
(prawdopodobieństwa zdatności) p(z) i prawdopodobieństwa przekroczenia wartości S
g
wstanie
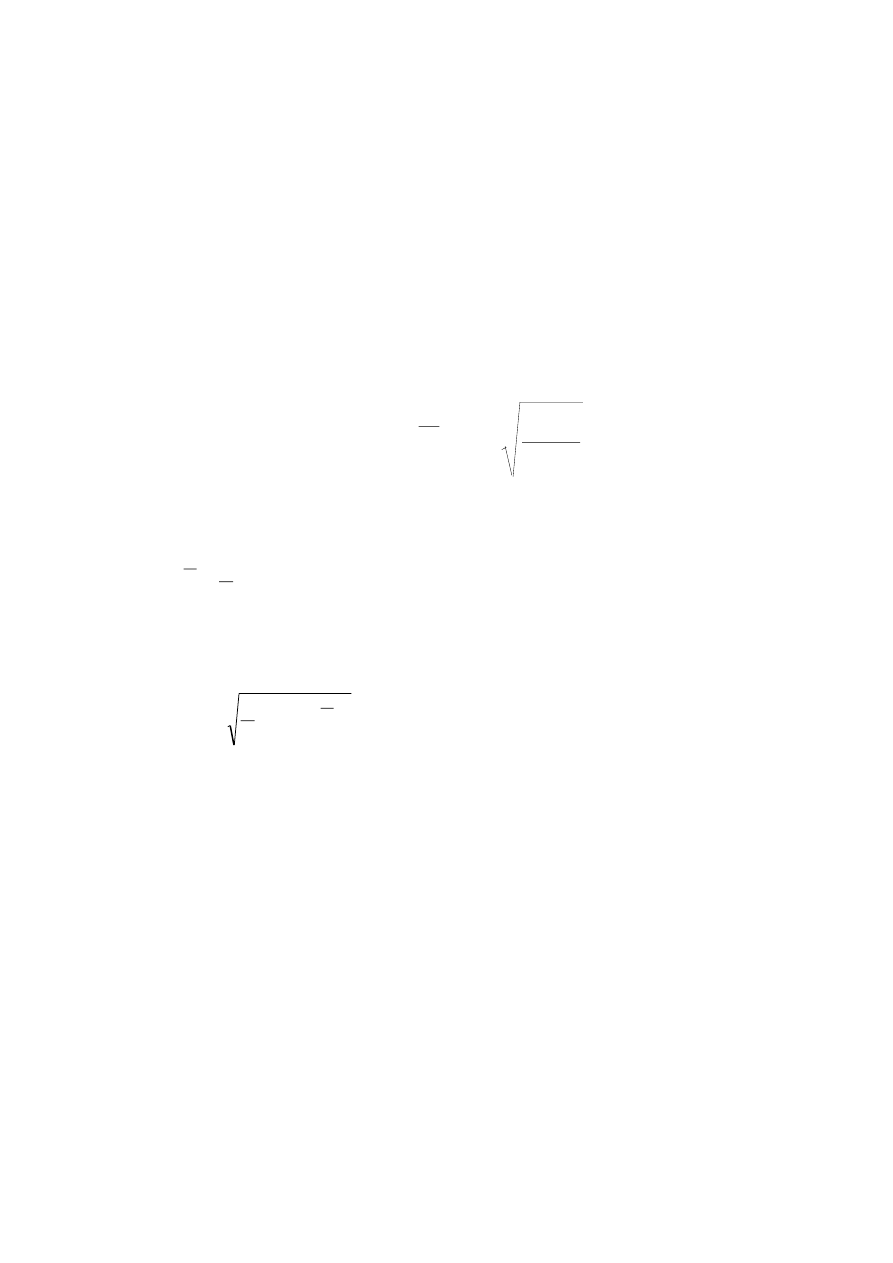
I
53
zdatnym P(S > S
g
). Przyrównując to do zadanego prawdopodobieństwa zbędnych remontów A,
mamy naczelną relację Neymana-Pearsona, na podstawie której możemy wyznaczyć
optymalną wartość graniczną symptomu S
g
minimalizującą prawdopodobieństwo wystąpienia
awarii:
A
S
S
P
z
P
g
Wartość graniczną symptomu diagnostycznego w tej metodzie
wyznacza się z zależności:
A
)
z
(
P
S
S
s
g
2
gdzie:
S
g
szukana wartość graniczna symptomu,
n
1
i
i
S
N
1
S
wartość średnia symptomu w obserwowanej grupie
maszyn (M
z
) z liczbą N obserwacji maszyn w różnych
stanach eksploatacyjnych,
N
1
i
2
i
s
S
S
N
1
odchylenie standardowe obserwacji,
P(z) = M
z
/M
ocena prawdopodobieństwa zdatności (gotowość)
obserwowanej grupy maszyn,
A
dopuszczalne
w danym zakładzie prawdopodobieństwo zbędnych
remontów (błędnych decyzji diagnostycznych), 0 < A << 1.
Jak wynika z powyższego wzoru, wartość graniczna S
g
wynika z własności obserwowanej
grupy maszyn, zależy ona od ich ogólnego stanu i jakości remontów (S,
s
, P(z)) oraz od
założonego poziomu zbędnych napraw
A << 1.
Mając oszacowaną wartość graniczną parametru diagnostycznego (symptomu) oraz jego
odchy
lenie standardowe można zaproponować trójklasowy podział stanu:
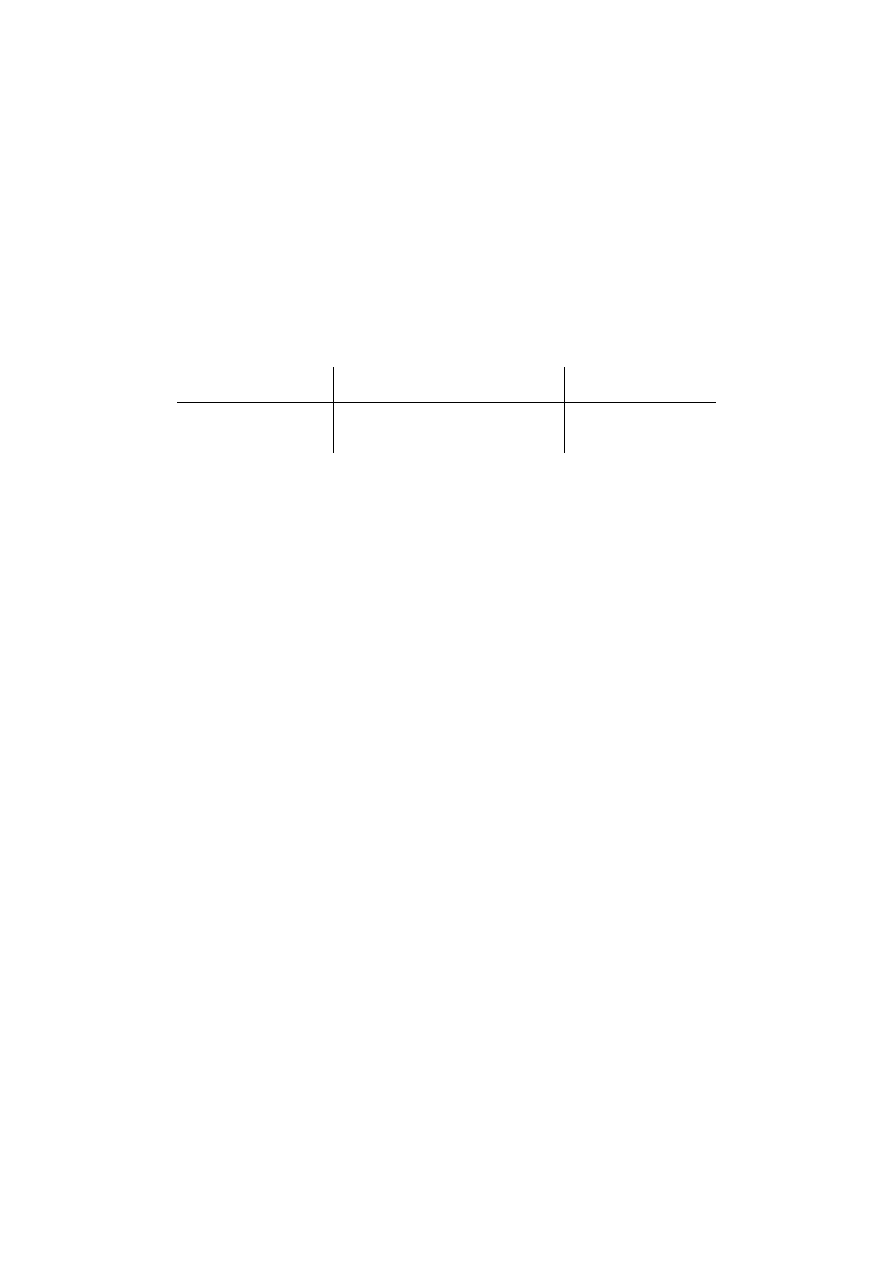
I
54
gdy:
s
g
s
s
stan zdatny,
gdy:
g
s
g
s
s
s
stan dopuszczalny,
gdy:
g
s
s
stan niezdatny.
Klasyfikacja stanów:
ZDATNY
DOPUSZCZALNY
NIEZDATNY
s
g
S
S
g
s
g
S
S
S
g
S
S
Współczynnik A będący dopuszczalnym poziomem zbędnych napraw może przyjąć
wartości np.: 0,01; 0,05; 0,1. Wartość tego współczynnika określa się jako funkcję kilku
parametrów i zależy od rodzaju i klasy obiektu. Np. w przypadku pojazdów (samochodowych,
kolejowych). Współczynnik A będący dopuszczalnym poziomem zbędnych napraw można
przyjąć jako funkcję czterech następujących parametrów:
n
a
,....
a
,
a
,
a
,
a
f
A
4
3
2
1
gdzie np.:
a
1
parametr charakteryzujący jakość wykonywanych napraw,
a
2
parametr charakteryzujący terminowość wykonywania przeglądów oraz regulacji,
a
3
parametr uwzględniający wymagania dotyczące bezpieczeństwa przewożonych
ludzi oraz ładunku,
a
4
parametr uwzględniający straty spowodowane zablokowaniem drogi, toru, itp. na
skutek awarii.
II. Metoda oparta o średnią wartość przed awaryjną symptomu
Wartość graniczną symptomu w tej metodzie wyznacza się w oparciu o znaną wartość
średnią przed awaryjną symptomu uzyskaną z:
− średniej krzywej stanu technicznego (krzywej życia),
− pomiaru wartości symptomu przed uszkodzeniem (awarią) lub w momencie uszkadzania,
− pomiarów wartości symptomu przed naprawą główną obiektów wyeksploatowanych.
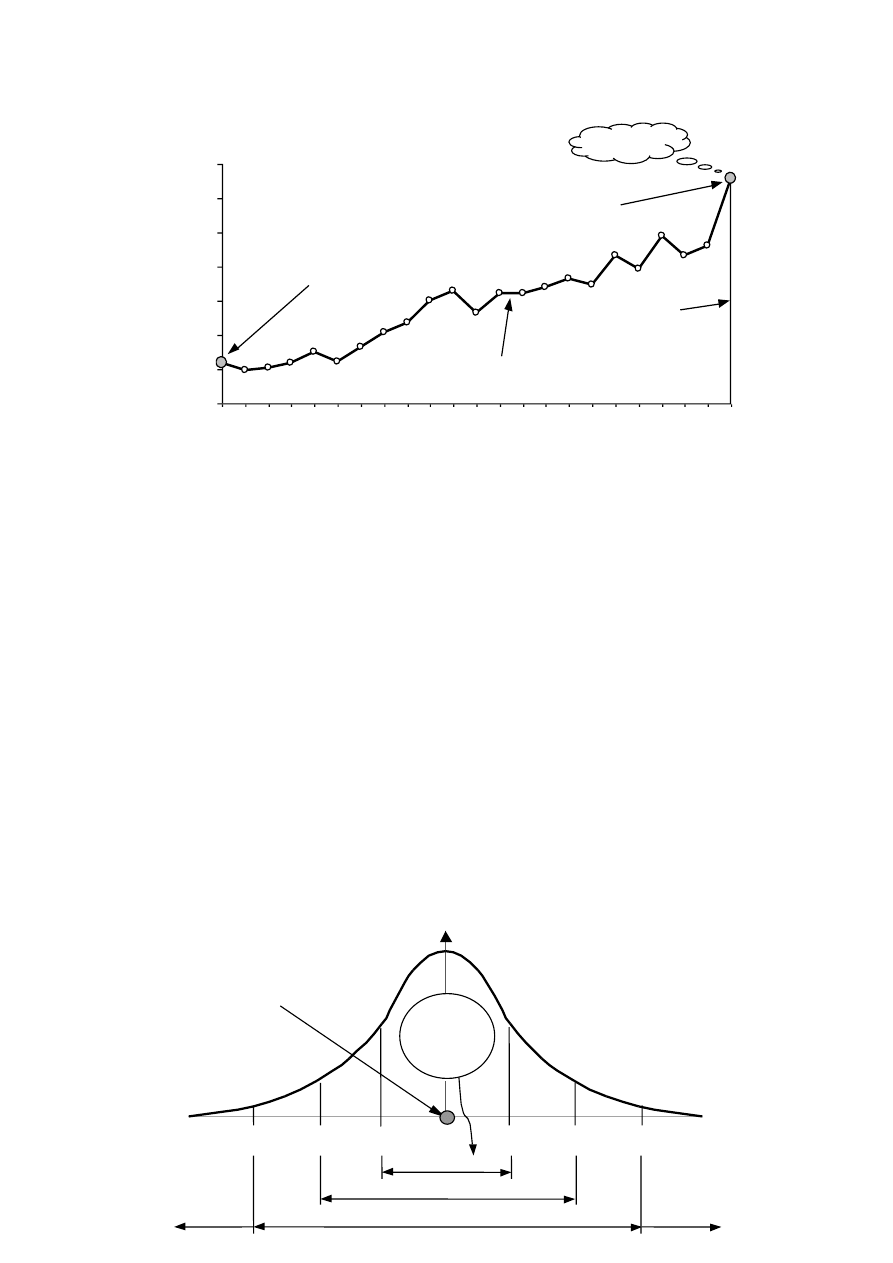
I
55
Rys. 4. Zmiany symptomu diagnostycznego i jego średnie wartości
Wartość graniczną w tej metodzie wyznacza się odejmując od średniej wartości przed
awaryj
nej wartość jej odchylenia standardowego:
a
a
g
S
S
gdzie:
S
g
wartość graniczna symptomu diagnostycznego,
S
a
wartość średnia przed awaryjna symptomu diagnostycznego,
a
odchylenie standardowe symptomu diagnostycznego.
Odchylenie standardowe symptomu uwzględnia rozrzuty wartości przed awaryjnej
symptomu, kt
óry to wynika z właściwości cech własnych obiektów.
III. Metoda oparta o rozkład wartości symptomu
Metoda ta zakłada, że rozkład symptomu w obserwowanej grupie obiektów ma rozkład
normalny.
60
80
100
120
140
160
180
200
1000
11000
22500
49500
70000
93000
132800
161500
180000
204000
225000
245000
261300
275000
290800
306000
315600
331700
347500
361300
382000
392400
403000
Przebieg
W
a
rt
oś
ć
sy
m
pt
o
m
u
Uśredniony symptom S
a
Średnia wartość symptomu
diagnostycznego obiektu nowego
Średna przed awaryjna wartość
symptomu diagnostycznego S
a
Awaria
S
śr
Charakterystyczne
Wartość średnia
symptomu
Typowe ~ 95%
Nietypowe ~ 99%
~ 68%
lub 2/3
Wyjątkowe
Wyjątkowe

I
56
Rys. 5. Rozkład symptomu z zaznaczonymi odchyleniami standardowymi
Wyznaczenie wartości granicznej w oparciu o rozkład parametru
diagno
stycznego stosuje się wtedy, gdy nie dysponujemy średnią
wartością przed awaryjną parametru diagnostycznego, a jedynie
dysponuje się licznym zbiorem wyników obserwacji.
Wartość graniczną parametru diagnostycznego wyznacza się zakładając,
że wartości wyjątkowe symptomu określają stan niezdatny obiektu.
W
związku z tym wartość graniczną można wyznaczyć z następującej
zależności:
s
śr
g
S
S
3
gdzie:
S
g
wartość graniczna symptomu diagnostycznego,
S
śr
wartość średnia symptomu diagnostycznego,
s
odchylenie standardowe symptomu diagnostycznego.
Jak łatwo zauważyć (rys. 5), stan dopuszczalny obiektu, opowiada wartościom symptomu
nietypowym, wart
ości typowe symptomu (95%), odpowiadają stanowi zdatności obiektu.
IV. Metoda oparta o skumulowane prawdopodobieństwo uszkodzeń
Metoda ta polega na wyznaczeniu krzywej regresji opisującej
związek pomiędzy skumulowanym prawdopodobieństwem uszkodzeń
a wart
ością symptomu diagnostycznego. Mając zmierzoną wartość
symptomu diagnostycznego można wyznaczyć aktualny poziom
niezawodności obiektu oraz oszacować w drodze prognozowania
wartość
graniczną
symptomu
dla
skumulowanego
praw
dopodobieństwa uszkodzeń równego 1 (przyjętego jako
graniczne).
Metoda ta wymaga równoległego prowadzenia obserwacji
diagnostycznej i niezawodnościowej obiektu, co jest kłopotliwe, ale z
drugiej strony pozwala na dostosowanie wartości granicznej symptomu
w zależności od jego aktualnego poziomu niezawodności.
I
57
Rys. 6. Związek między skumulowanym prawdopodobieństwem uszkodzeń a symptomem
diagno
stycznym oraz oszacowanie wartości granicznej z prognozy niezawodnościowej
Wartości graniczne odpowiednio dla modelu liniowego wynosi:
a
b
P
S
si
g
i kwadratowego:
a
)
P
c
(
a
b
b
S
si
g
2
4
2
Analiza metod szacowania wartości granicznej symptomu
Analizę skuteczności przedstawionych metod szacowania wartości
granicznej w ocenie stanu technicznego, przeprowadzono na
przykładzie silnika spalinowego lokomotywy serii SP45. Dane
dia
gnostyczne
i
niezawodnościowe
pozyskano
w
wyniku
przeprowadzonego
eksperymentu
diagnostycznego
bierno-
niezawodnościowego.
Na
podstawie
danych
eksploatacyjnych
wyznaczono
prawdopodobieństwo
uszkodzeń
w
przedziałach
obserwacji
diagnostycznej z za
leżności:
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
25
30
35
40
45
50
55
60
Wartość symptomu
S
ku
m
u
l.
p
ra
w
d
o
p
o
d
o
b
ie
ń
st
w
o
u
sz
ko
d
ze
ń
Wartość graniczna uszkodzeń, skumulowane prawdop. uszkodzeń = 1
Oszacowany zapas
niezawodności
silnika
Oszacowana wartość graniczna
symptomu diagnostycznego z
prognozy niezawodnościowej
Krzywa regresji opisujaca zależność
pomiędzy symptomem a skumulowanym
prawdopodobieństwem uszkodzeń
I
58
N
,
n
p
i
i
i
i
gdzie:
n
i
(
i
,
i
+
)
liczba uszkodzeń silnika w przedziale
i
,
i
+
,
N
łączna liczba uszkodzeń silnika.
Mając wyznaczone prawdopodobieństwa uszkodzeń silnika spalinowego w przedziałach,
wyli
czono skumulowane prawdopodobieństwo uszkodzeń. Skumulowane prawdopodobieństwo
uszkodzeń przedstawia sumaryczny proces uszkadzania silnika i jest funkcją stanu
niezawodno
ściowego silnika dla każdej wartości przebiegu.
Wartości graniczne drganiowych parametrów diagnostycznych
Symptomy
Metoda
Przyspieszenie
drgań
Prędkość
drgań
Przemieszczenie
drgań
Aśr Ask
Asz
Vśr
Vsk
Vsz
Xśr
Xsk
Xsz
Metoda I
(uwzględniająca
dopuszczalny poziom
zbędnych napraw)
40.8 60.1 162.5 2.99 3.99 6.03 0.25 0.31 0.42
Metoda II
(oparta o średnią
war
tość przed
awaryj
ną symptomu)
36,2 52,9 136,9 3,10 3,97 5,64 0,23 0,29 0,40
Metoda III
(oparta o rozkład
war
tości symptomu)
41,2 60,7 164,2 3,02 4,03 6,09 0,25 0,31 0,42
Na rysunku 7 przedstawiono
oszacowane wartości graniczne dla skutecznej wartości
przyspie
szeń drgań omawianymi metodami, znanymi z literatury i często stosowanymi w
praktyce.
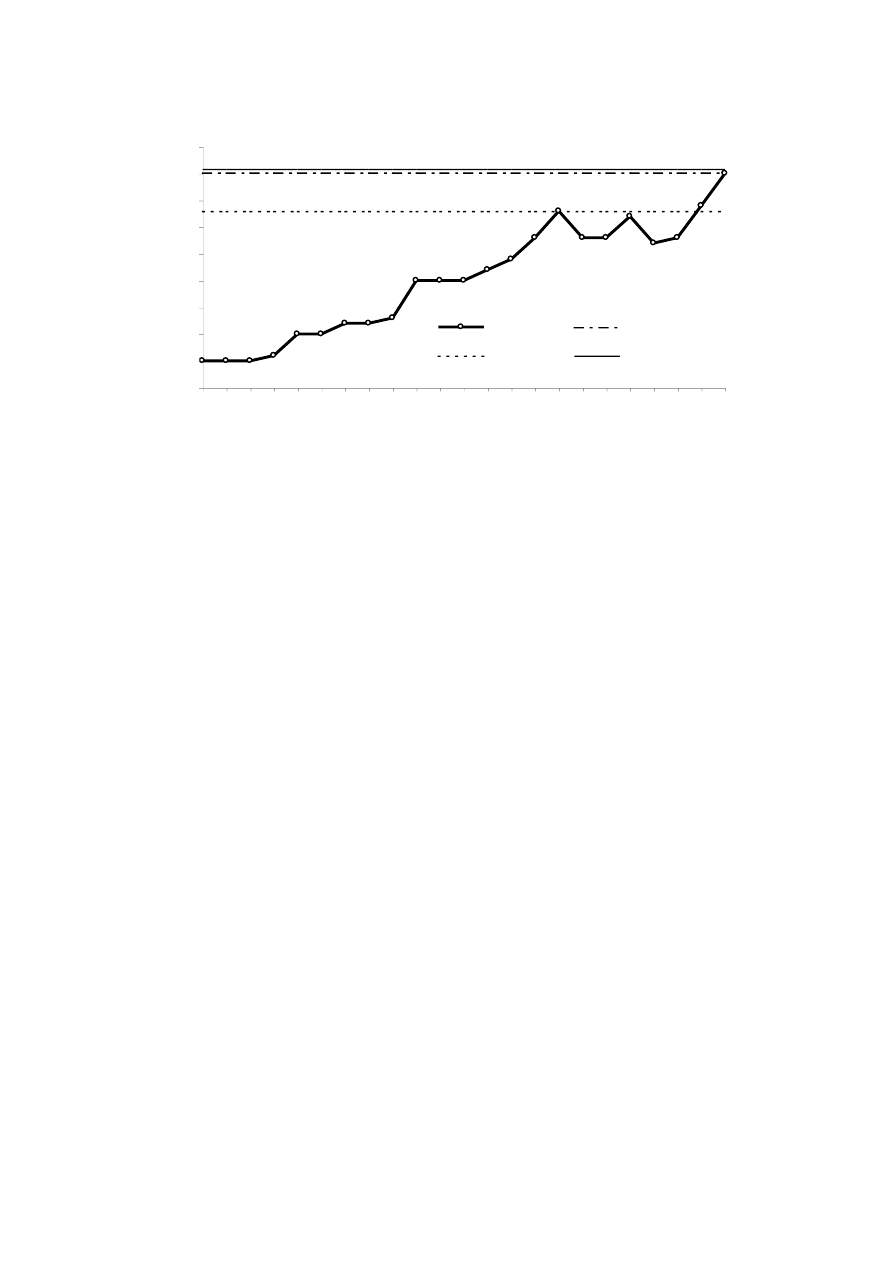
I
59
Rys. 7. Oszacowane wartości graniczne dla skutecznej wartości przyspieszeń drgań
Oszacowane wartości graniczne naniesione na rzeczywisty przebieg poziomu przyśpieszeń
drgań silnika wykazały, że:
− metoda II szacowania wartości granicznej oparta o średnią wartość przed awaryjną
symptomu, powoduje wczesne zakwalifikowanie silnika do stanu nie
zdatności,
− metoda I szacowania wartości granicznej uwzględniająca dopuszczalny poziom
zbędnych napraw oraz metoda III oparta o rozkład wartości symptomu są zbieżne i w
odpowiednim momencie kwalifikują silnik do stanu niezdatności (ostatni pomiar wykonany
~3000 km przed za
tarciem wału korbowego).
Na rysunkach 8 i 9 przedstawiono przykład prognozy parametru diagnostycznego dla
modelu liniowego i kwadratowego zmian parametru diagnostycznego.
20
25
30
35
40
45
50
55
60
65
1
0
0
0
1
1
0
0
0
2
2
5
0
0
4
9
5
0
0
7
0
0
0
0
9
3
0
0
0
1
3
2
8
0
0
1
6
1
5
0
0
1
8
0
0
0
0
2
0
4
0
0
0
2
2
5
0
0
0
2
4
5
0
0
0
2
6
1
3
0
0
2
7
5
0
0
0
2
9
0
8
0
0
3
0
6
0
0
0
3
1
5
6
0
0
3
3
1
7
0
0
3
4
7
5
0
0
3
6
1
3
0
0
3
8
2
0
0
0
3
9
2
4
0
0
4
0
3
0
0
0
Przebieg lokomotywy
Prz
ys
pi
es
ze
ni
e
drg
ań
As
k
Ask
Metoda I
Metoda II
Metoda III
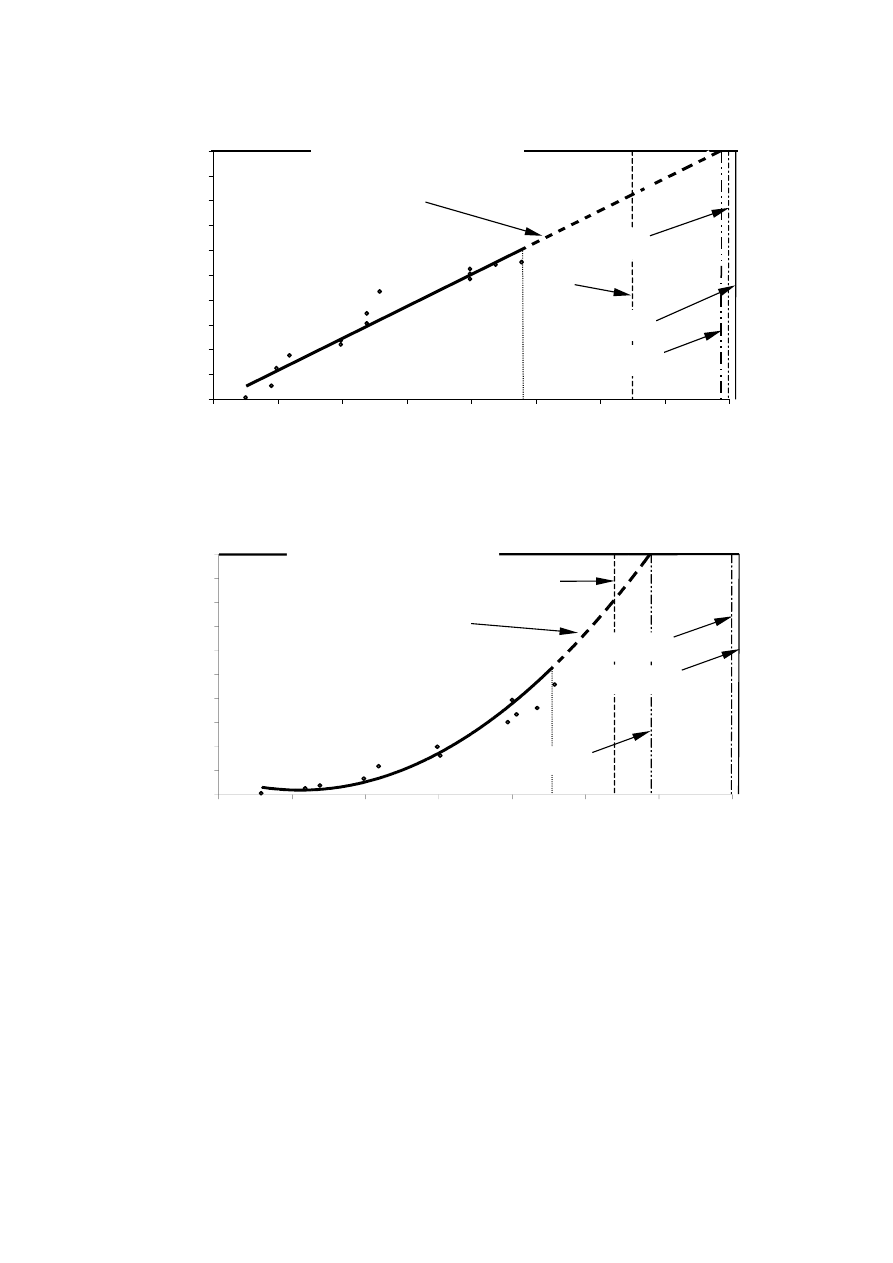
I
60
Rys. 8. Oszacowane wartości graniczne dla skutecznej wartości przyspieszeń drgań
m
etodą wykorzystującą skumulowane prawdopodobieństwo uszkodzeń (model liniowy)
Rys. 9. Oszacowane wartości graniczne dla skutecznej wartości przyspieszeń drgań metodą
wykorzy
stującą skumulowane prawdopodobieństwo uszkodzeń (model kwadratowy)
Jeżeli związek pomiędzy skumulowanym prawdopodobieństwem uszkodzeń a wartością
symp
tomu diagnostycznego nie jest liniowy, lecz opisany równaniem kwadratowym metody
szacowania wartości granicznej nie są zbieżne. Stan niezawodnościowy silnika pogarsza się
intensywniej,
wówczas oszacowana wartość graniczna w powiązaniu ze stanem silnika
sygnalizuje wcześniejsze zakwalifikowanie jego do stanu niezdatności.
Ps = 0.0258Ask - 0.5338
R
2
= 0.945
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
20
25
30
35
40
45
50
55
60
Przyspieszenie drgań Ask
S
k
um
ul
ow
ane
praw
do
p.
u
s
z
kodz
eń
aa
Graniczna wartość uszkodzeń
Prorgnoza wartości granicznej
symptomu przy Ps =1
Metoda II
Metoda I
Metoda III
Metoda IV
Ps = 0.0014Ask
2
- 0.0862Ask + 1.3666
R
2
= 0.8686
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
25
30
35
40
45
50
55
60
Przyspieszenie drgań Ask
S
ku
m
ul
ow
an
e
pr
aw
do
p.
u
sz
ko
dz
eń
Graniczna wartość uszkodzeń
Metoda I
Metoda III
Metoda II
Prorgnoza wartości granicznej
symptomu przy Ps =1
Metoda IV
Wyszukiwarka
Podobne podstrony:
podmiotowosc+ucznia, pedagogika, wszystko razem - na pewno przydatne na studiach pedagogicznych
Metody pracy opiekuńczo wychowawczej- wykłady(1), pedagogika, wszystko razem - na pewno przydatne na
Anonimowa ankieta dla rodziców - bezpieczeństwo, pedagogika, wszystko razem - na pewno przydatne na
wszystkie razem(1)
Anonimowa ankieta dla nauczycieli - bezpieczeństwo, pedagogika, wszystko razem - na pewno przydatne
Na spotkanie nocy, pedagogika, wszystko razem - na pewno przydatne na studiach pedagogicznych
FUNKCJE+PRZEDSZKOLA, pedagogika, wszystko razem - na pewno przydatne na studiach pedagogicznych
2011 Geoekosystemy Tabela Wszystko razem DLA STUDENTOW DO WYPELNIENIA, I ROK, Geoekosystem
TPK - wszystko razem z wykladow, Arteterapia i Animacja Społeczno-Kulturalna
Nauczanie+bezporednie, pedagogika, wszystko razem - na pewno przydatne na studiach pedagogicznych
Wszystko razem, psychologia drugi rok, osobowość, cw
makroekonomia cwiczenia WSZYSTKO RAZEM
Diagnoza wszystkie wykłady
ZASADY+TERAPII+PEDAGOGICZNEJ, pedagogika, wszystko razem - na pewno przydatne na studiach pedagogicz
Przyk c5 82ady+zabaw+ruchowych+do+wykorzystania+w+klasach+m c5 82odszych(1), pedagogika, wszystko ra
Praca stymulacyjna(1), pedagogika, wszystko razem - na pewno przydatne na studiach pedagogicznych
!stud, pedagogika, wszystko razem - na pewno przydatne na studiach pedagogicznych
diagnostyka wszystko, Automatyka i robotyka air pwr, VI SEMESTR, Syst. monit. i diagn. w przem, Opra
więcej podobnych podstron