KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 1
STALE DROBNOZIARNISTE
IWE III
2 godz.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 2
Stale drobnoziarniste i ich spawalność
Stale spawalne o normalnej wytrzymałości:
- zawartość C<0,25%,
- Re<250MPa.
Stale o podwyższonej wytrzymałości mają Re>250MPa i strukturę:
-Ferrytyczno-Perlityczną,
-inne struktury wynikające z zastosowanej obróbki cieplnej.
Sposoby zwiększania własności wytrzymałościowych:
1.
Wzrost zawartości węgla,
2.
Umocnienie ferrytu – zastosowanie dodatków stopowych tworzących roztwory
stałe z Fe,
3.
Rozdrobnienie ziaren ferrytu,
4. Umocnienie ferrytu za pomocą dyspersyjnych wydzieleń związków chemicznych z
Al, Nb, Ti, V,
5.
Umocnienie dyslokacyjne,
6.
Zastosowanie innej struktury w wyniku przemian fazowych,
7.
Zastosowanie przeróbki cieplno-plastycznej (temat 2.10),
8.
Kombinacje powyższych metod.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 3
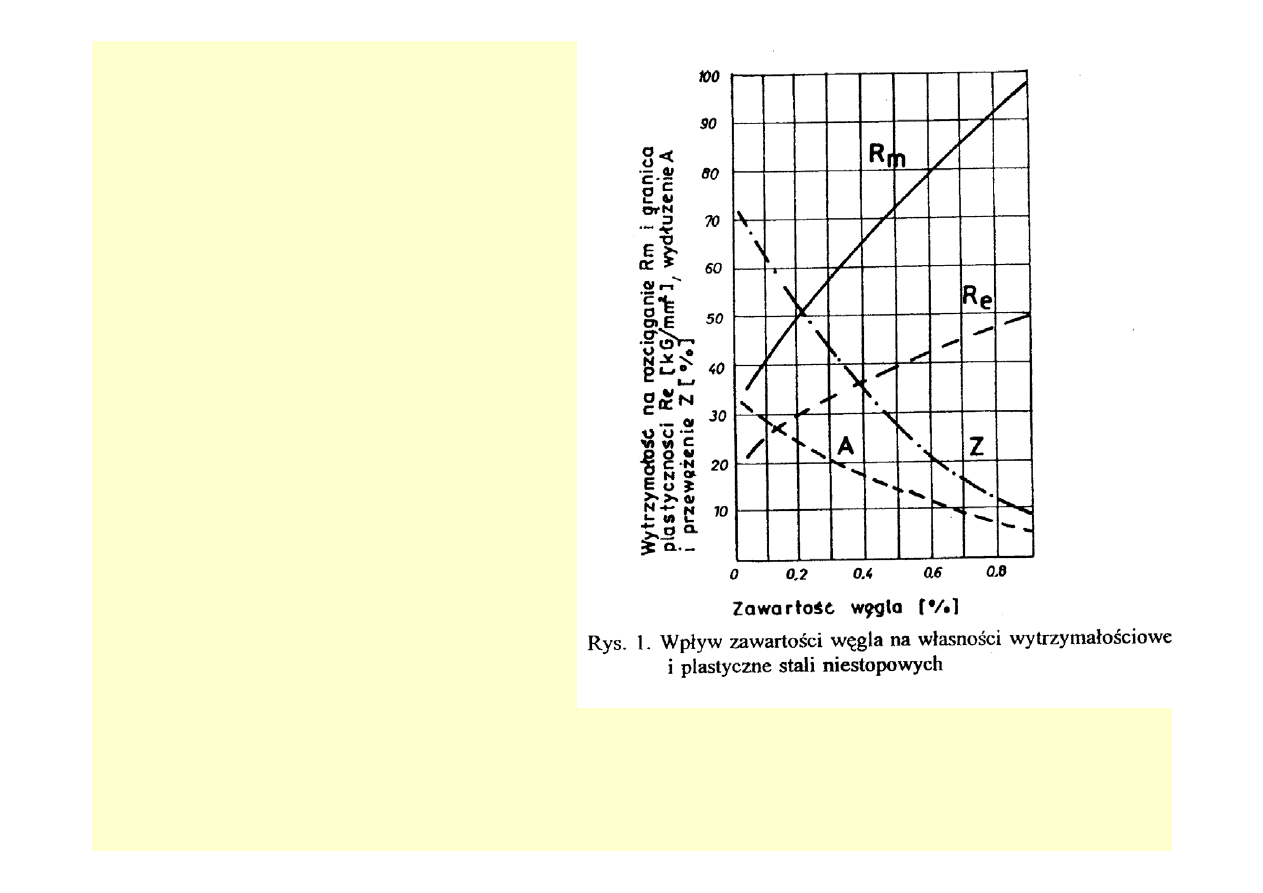
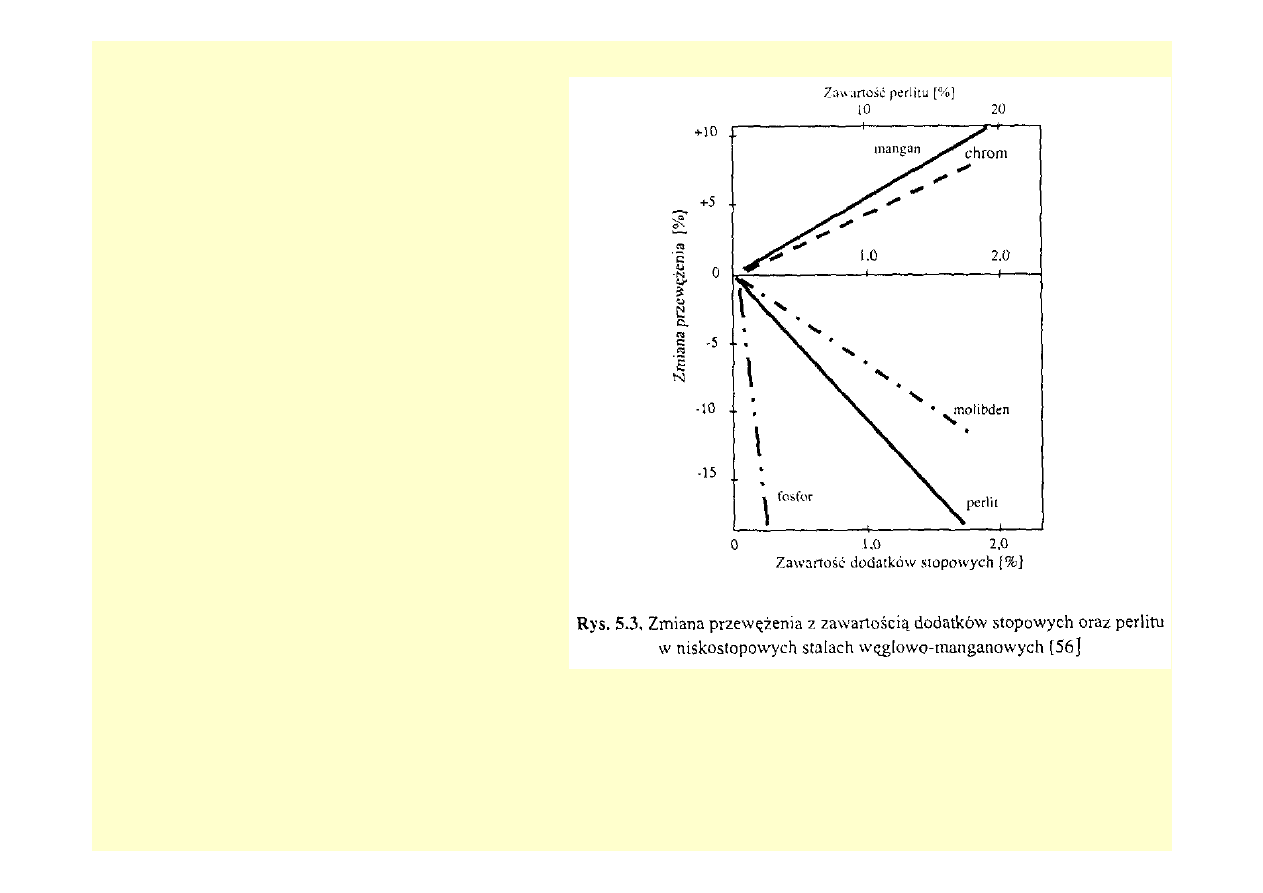
1. Wzrost zawartości węgla,
• rośnie udział perlitu w mikrostrukturze,
• 0,1%C powoduje wzrost Re o około
40MPa i Rm około 90MPa,
• maleją własności plastyczne,
• obniża się spawalność wskutek wzrostu
hartowności,
Dlatego: ogranicza się zawartość węgla
do C<0,22%.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 4
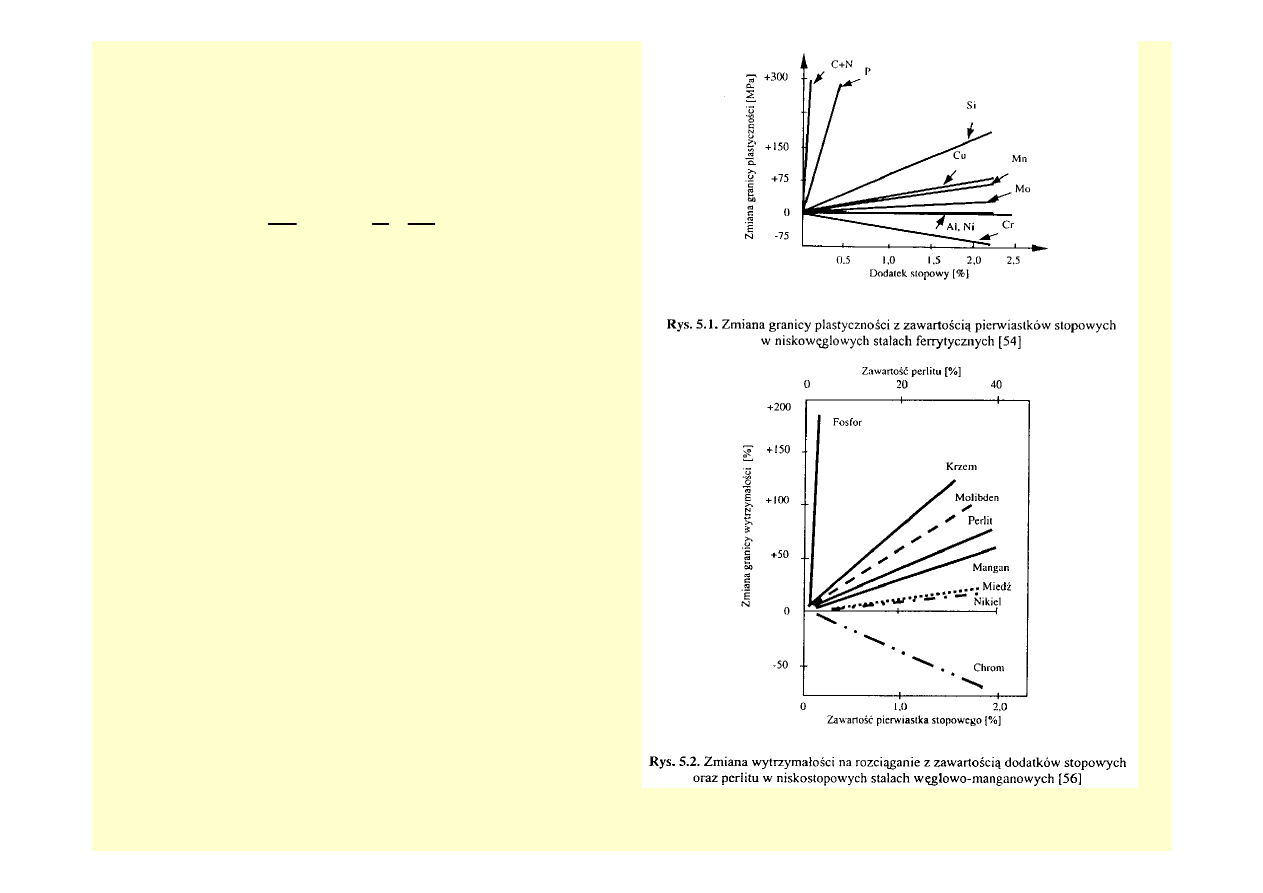
2. Umocnienie roztworu stałego (ferrytu)
Mechanizm:
1. wykorzystanie różnicy promieni atomów pierwiastka
rozpuszczanego i rozpuszczalnika,
Gdzie:
τ- naprężenie ścinania,
a – parametr sieci,
c – koncentracja pierwiastka rozpuszczanego.
2. Zaburzenie struktury elektronowej roztworu w wyniku
rozpuszczenia innego pierwiastka.
gdzie:
σ −naprężenie płynięcia,
C- koncentracja pierwiastka substytucyjnego w roztworze.
n
da
dc
a
dc
d
f
)
(
1
⋅
=
τ
2
/
1
)
(c
f
=
σ
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 5
Wprowadzenie Mn i Si zamiast Fe do sieci
krystalograficznej tzw. substytucyjne.
• 1%Mn powoduje wzrost Re i m o około
100MPa.
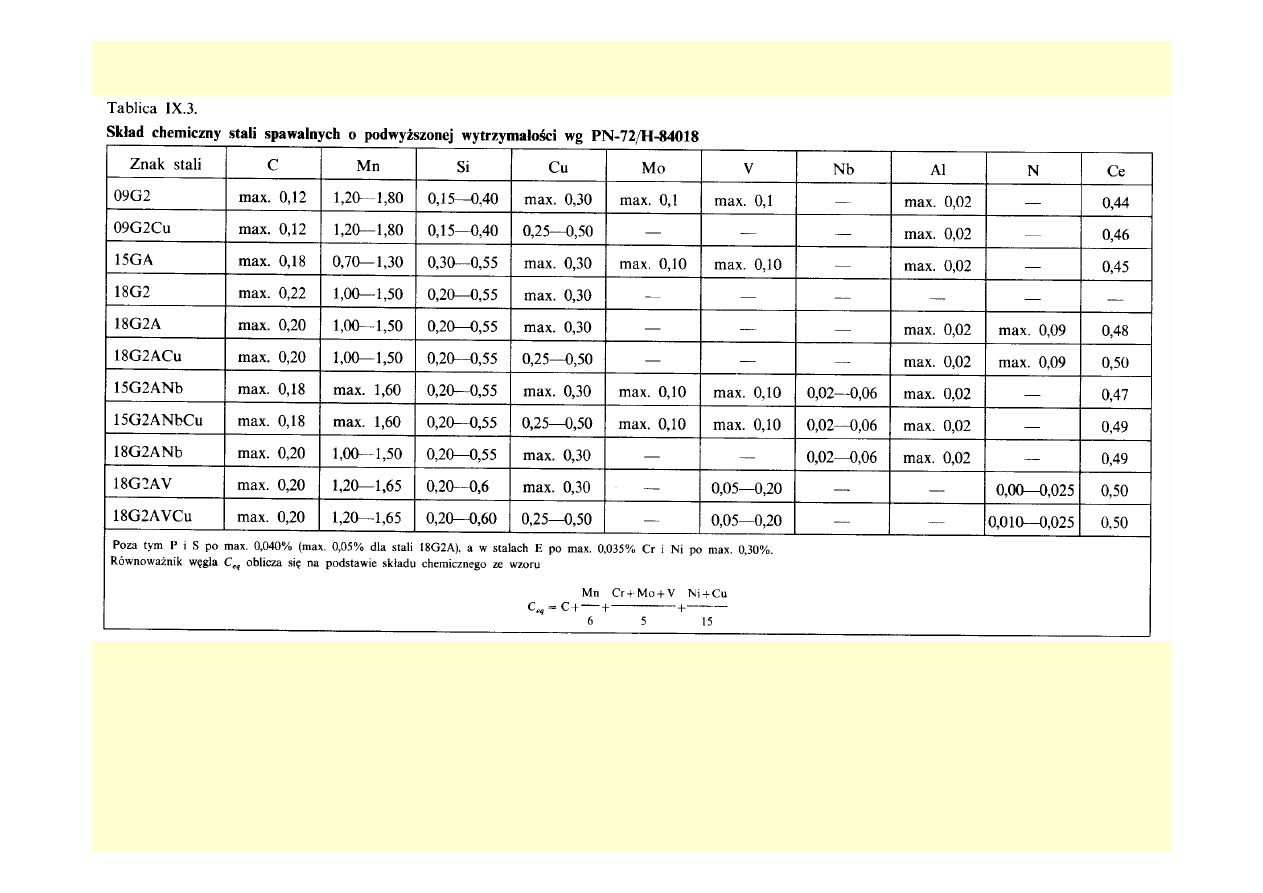
Stale: 15GA, 18G2A.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 6
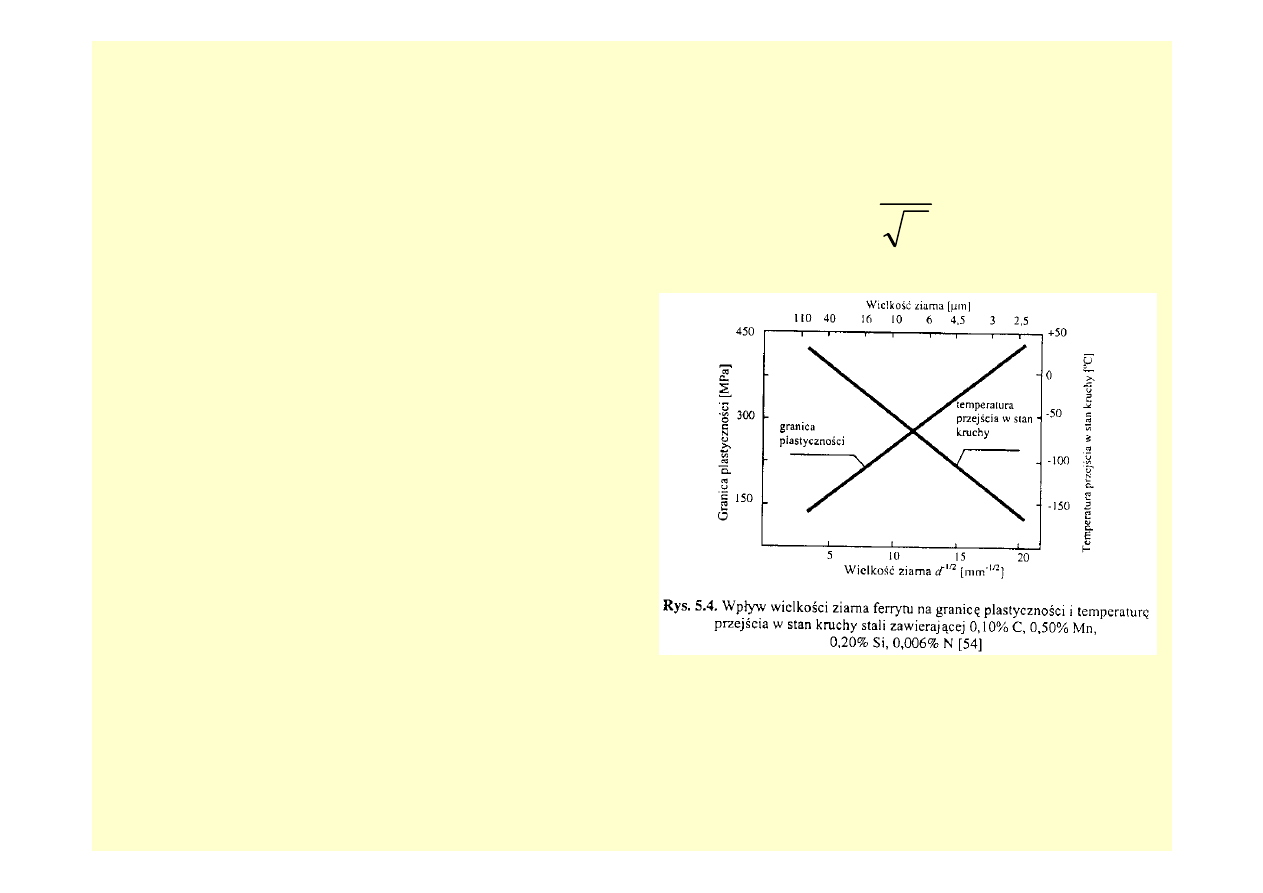
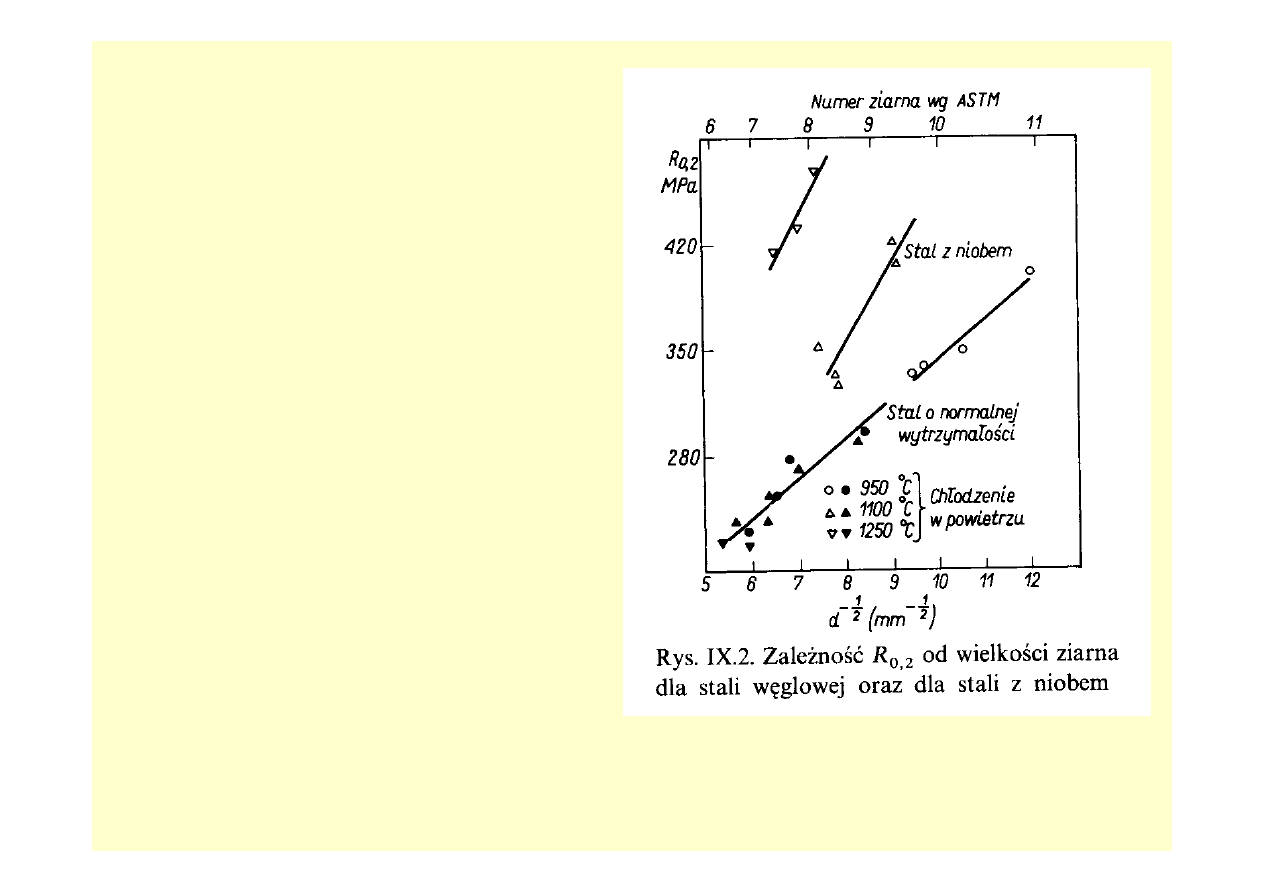
3. Rozdrobnienie ziaren ferrytu
Prawo Halla-Petcha
σ
0
- granica sprężystości monokryształu,
d – średnica ziarna,
k – współczynnik materiałowy.
Sposoby realizacji:
1.
Wyżarzanie normalizujące,
2.
Tworzenie dużej ilości zarodków krystalizacji
lub przekrystalizowanie w obecności azotków
i węglikoazotków (AlN, NbC, Ti(CN), VN) –
zastosowanie do tworzenia specjalnych stali
drobnoziarnistych,
3.
Zastosowanie kombinacji 1 i 2.
Wpływ na temperaturę przejścia w stan kruchy (
β, C
– stałe):
d
k
R
e
1
0
⋅
+
=
σ
2
/
1
ln
ln
ln
−
−
−
=
⋅
d
C
T
β
β
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 7
Kontrola wielkości ziarna – wprowadzenie do stali cząstek innej fazy, np. AlN, NbC,
Ti(CN)
f
r
R
⋅
⋅
=
3
4
gdzie:
R – promień ziarna sferycznego,
r – promień cząstki drugiej fazy,
f – objętość drugiej fazy
Krytyczny wymiar cząstki blokujący ruch granic ziaren:
1
2
2
3
6
)
(
*
−
⋅
⋅
−
⋅
=
Z
f
R
o
r
π
Gdzie: r* - maksymalny wymiar cząstki fazy dyspersyjnej blokujący ruch
granic ziaren, f – średni udział cząstek drugiej fazy, Ro – średni promień
ziarna osnowy, Z – stosunek maksymalnego ziarna do promienia
średniego ziarna osnowy
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 8
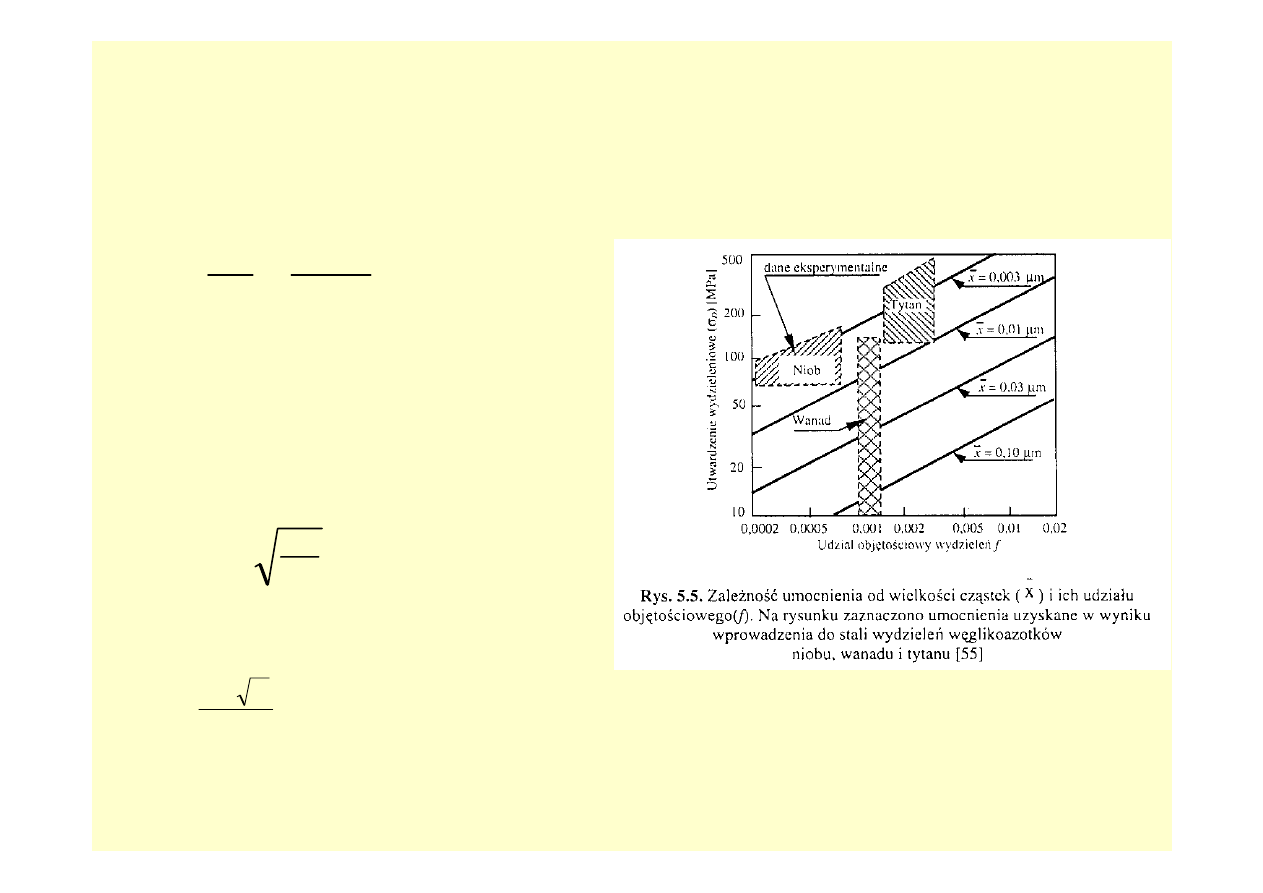
4. Utwardzenie wydzieleniowe
Polega na zwiększeniu oporu ruchu dyslokacji przez dyspersyjne cząstki
drugiej fazy.
Naprężenie ścinania w płaszczyźnie ruchu dyslokacji
:
)
2
/
ln(
)
(
2
2
,
1
18
,
1
1
b
xs
L
b
G
⋅
⋅
=
⋅
⋅
⋅
π
τ
Gdzie:
τ – naprężenie ścinania, xs – średnica cząstki
wydzielenia, G – moduł ścinania (G=80,3MPa dla
ferrytu), b – wektor Burgersa (b=2,5*0,0001
µm),
f – udział objętościowy wydzieleń,
Średnia odległość między cząstkami:
)
1
(
4
−
=
⋅ f
xs
L
π
Jeśli
σ=2τ, to (σ MPa)
)
0001
,
0
5
,
2
/
ln(
9
,
5
⋅
⋅
=
⋅
xs
xs
f
σ
Im mniejsze cząstki drugiej fazy i większy ich udział, tym
utwardzenie większe.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 9
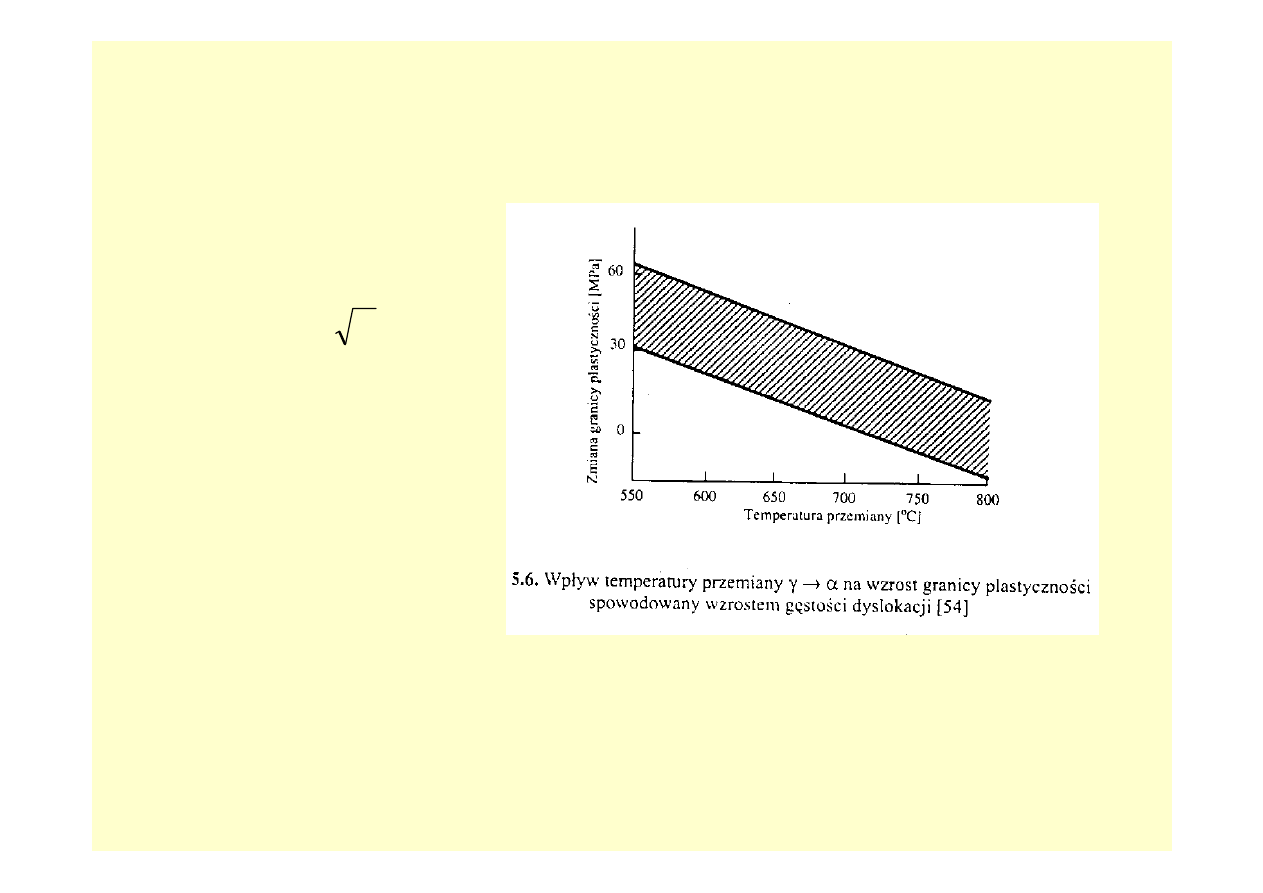
5. Umocnienie dyslokacyjne
Mechanizm:
Zgniot na zimno prowadzi do poślizgów, blokowania dyslokacji i umocnienia.
Naprężenie umacniające
σ.
ρ – gęstość dyslokacji
ρ
σ
⋅
= k
f
Również wzrost szybkości
chłodzenia prowadzi do
obniżenia przemiany
γ=> α
Powoduje to rozdrobnienie
ziaren i wzrost gęstości
dyslokacji
Działanie w czasie spawania: w SWC następuje rekrystalizacja i zmiękczenie stali.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 10
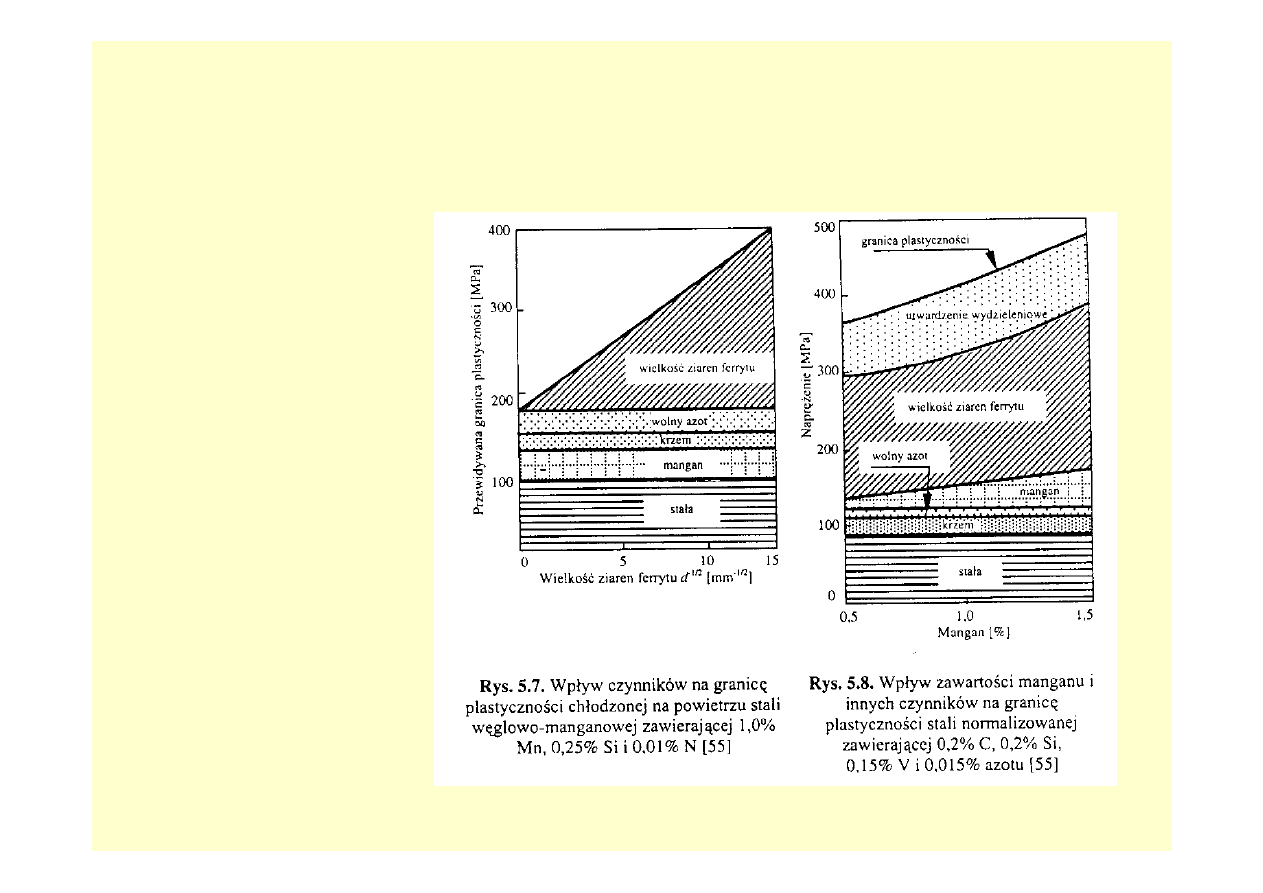
Sumaryczna zależność składu chemicznego i średnicy ziarna, k=62 – 88MPa, d(mm) dla stali C-Mn
2
/
1
1
,
15
2918
83
37
−
+
+
+
+
=
d
N
Si
Mn
K
w
y
σ
K=88MPa dla stali chłodzonej
na powietrzu, lub 62MPa dla
chłodzonej z piecem
Umocnienie zależy w dużym
stopniu od umocnienia
wydzieleniowego:
rozwój stali
mikrostopowych: Nb, V, Ti
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 11
Wprowadzenie mikrododatków
Dodatki:
•Ti,
•V,
•Al.,
•Nb,
•Zr,
Tworzenie stali mikroskopowych –
suma pierwiastków <0,1%
Mechanizm główny:
Uwardzenie wydzieleniowe – tworzą
się drobne, dyspersyjne wydzielenia
węglików i węgliko-azotków.
Wydzielenia powodują także
rozdrobnienie ziaren poprzez
utrudnienie przemieszczania się granic
ziaren (hamują rekrystalizację).
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
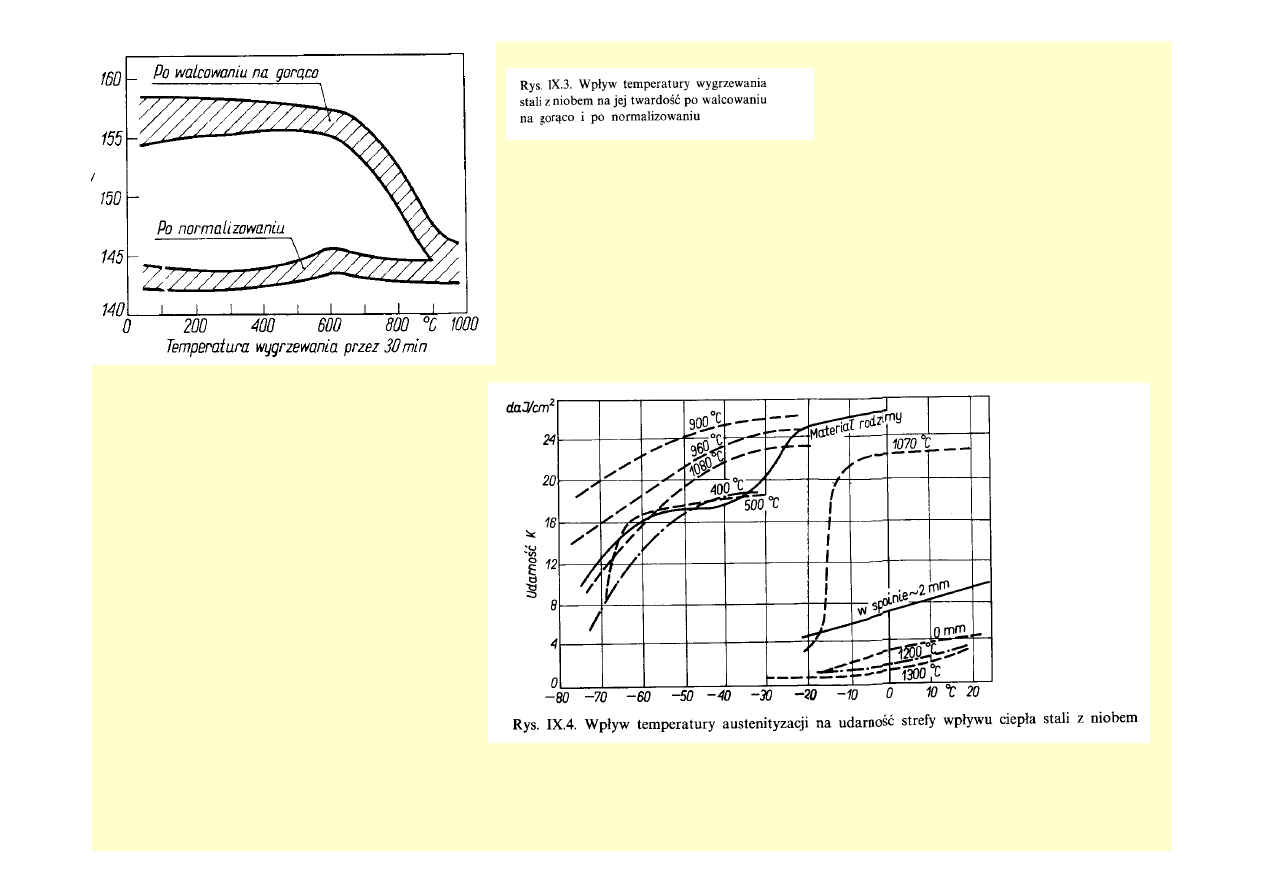
IWE III 2_9 12
HV
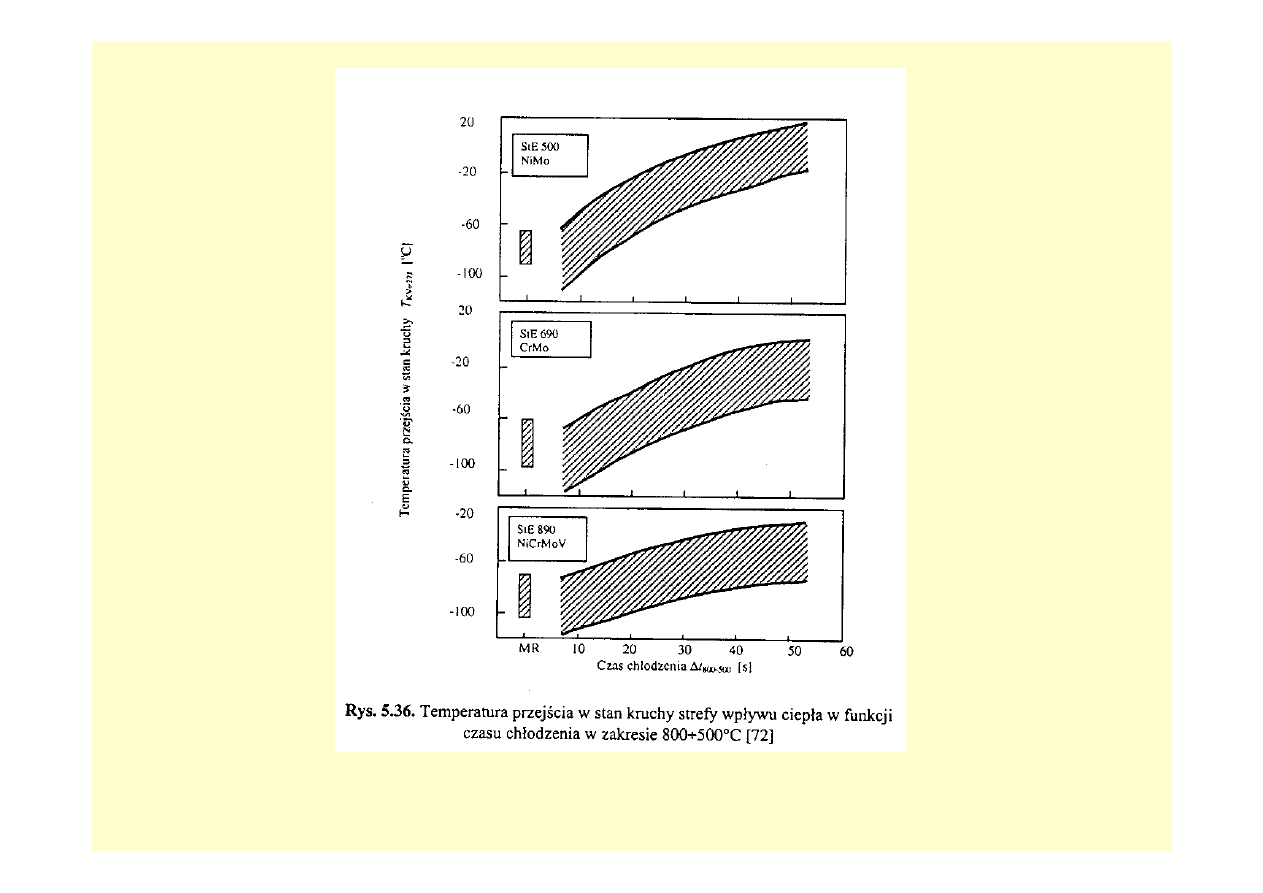
Na udarność SWC stali
drobnoziarnistych wpływa
energia liniowa:
Jej wzrost:
-Zwiększa szerokość SWC
-wydłuża cykl cieplny.
Skutek: wzrost średnicy ziarna
w większym obszarze i spadek
udarności
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 13
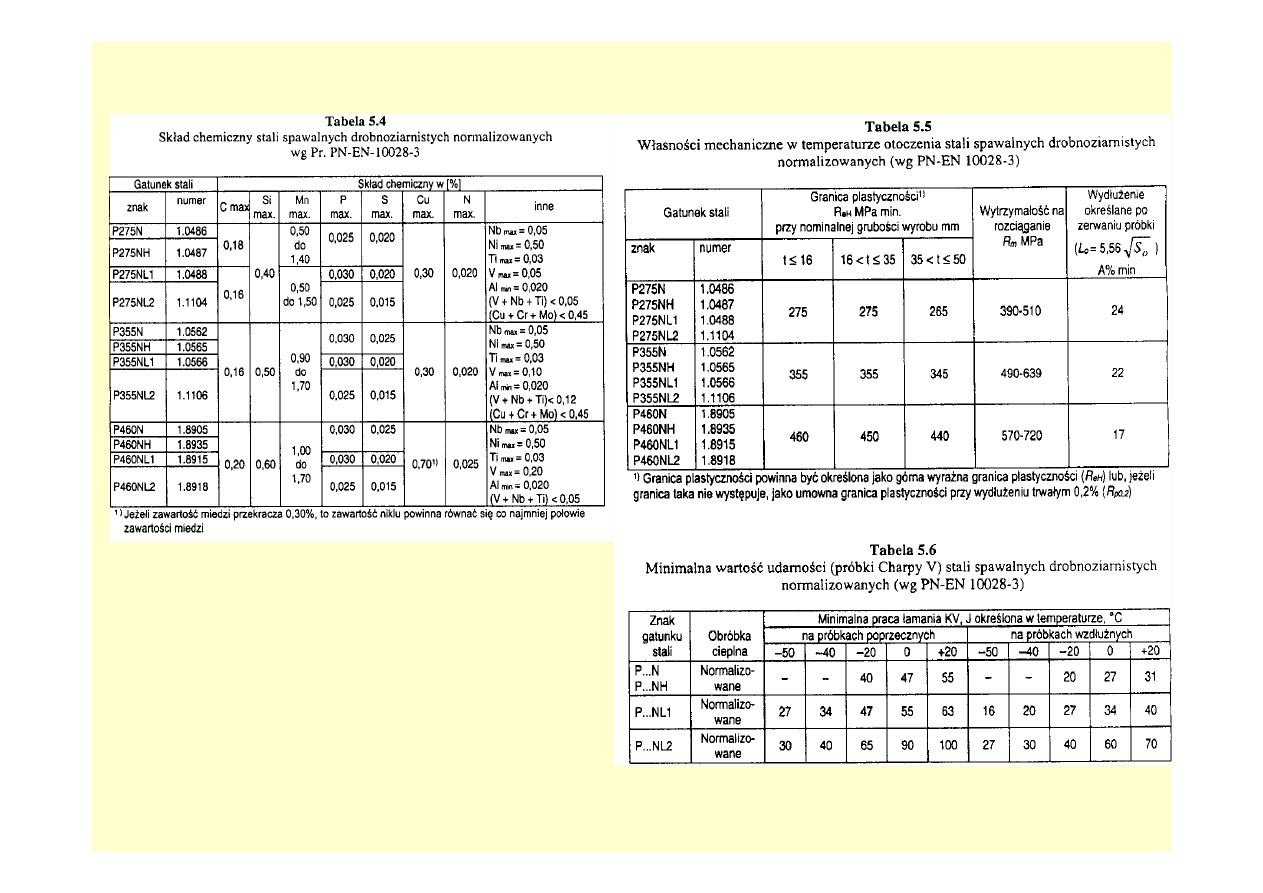
Stale drobnoziarniste wg PN-EN
N –po wyżarzaniu normalizującym lub walcowaniu
normalizującym
L1, L2 – stal do pracy w niskich temperaturach,
H – stal do pracy w podwyższonych temperaturach
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 14
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 15
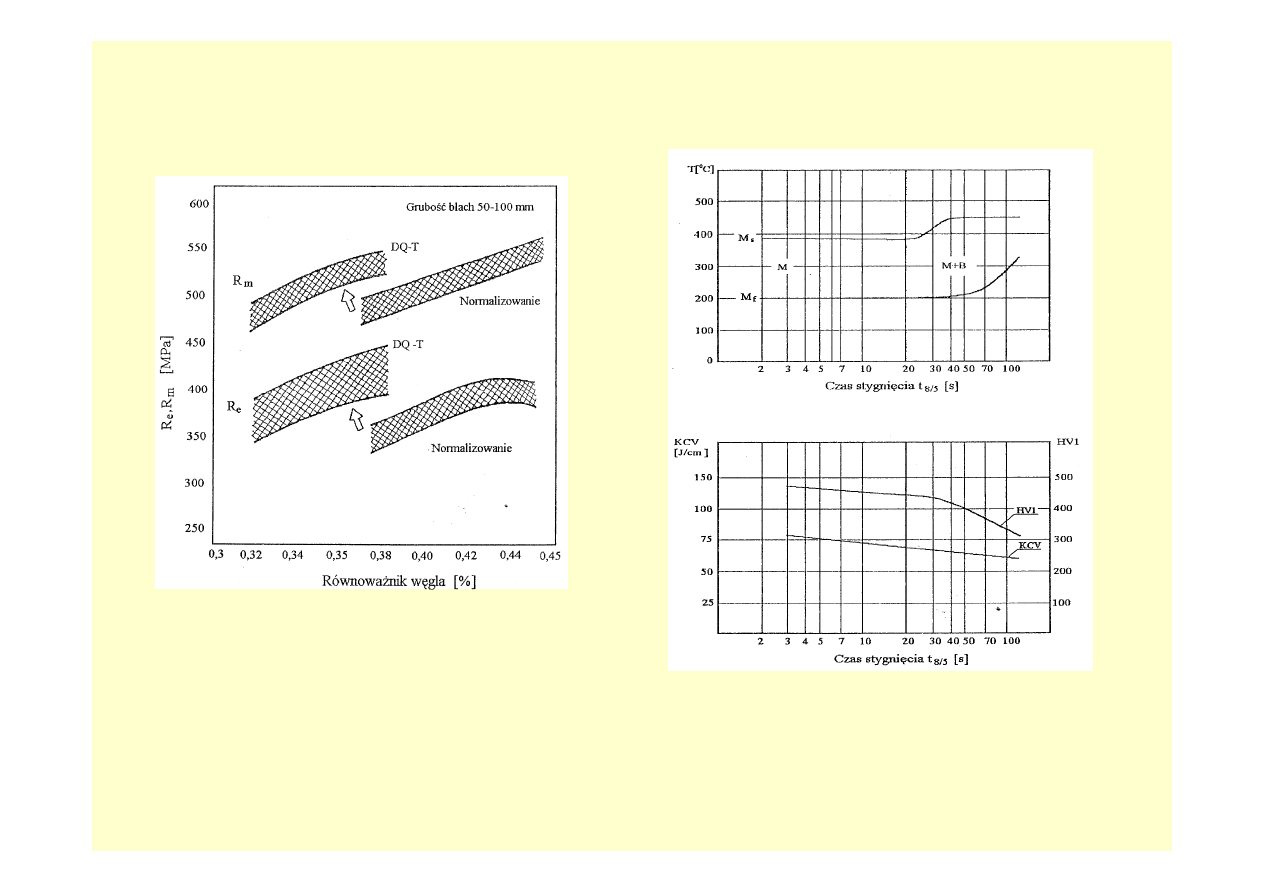
6. Zmiana składu fazowego - Ulepszanie cieplne,
Ulepszanie cieplne = hartowanie + odpuszczanie
Wynik takiej obróbki cieplnej to struktura martenzytu odpuszczonego (sorbitu) lub bainitu odpuszczonego.
Uzyskuje się Re = 450 – 1000MPa w zależności od:
-składu chemicznego,
-sposobu walcowania,
-sposobu prowadzenia obróbki cieplnej.
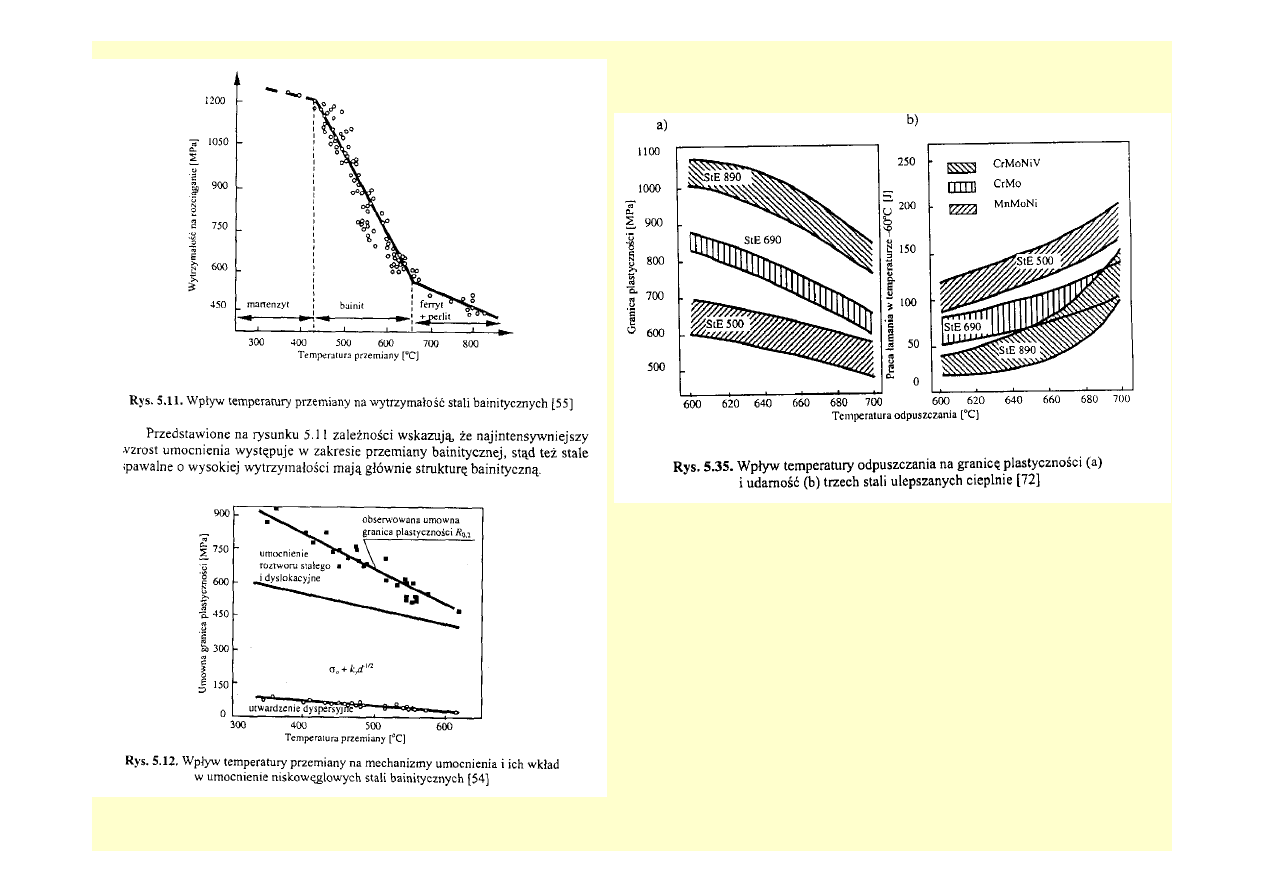
Najłatwiej uzyskać strukturę martenzytyczną zwiększając zawartość pierwiastków zwiększających
hartowność. Odbywa się to kosztem spawalności.
Najkorzystniejsze warunki uzyskuje się dla stali strukturze bainitu lub martenzytu niskowęglowego.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 16
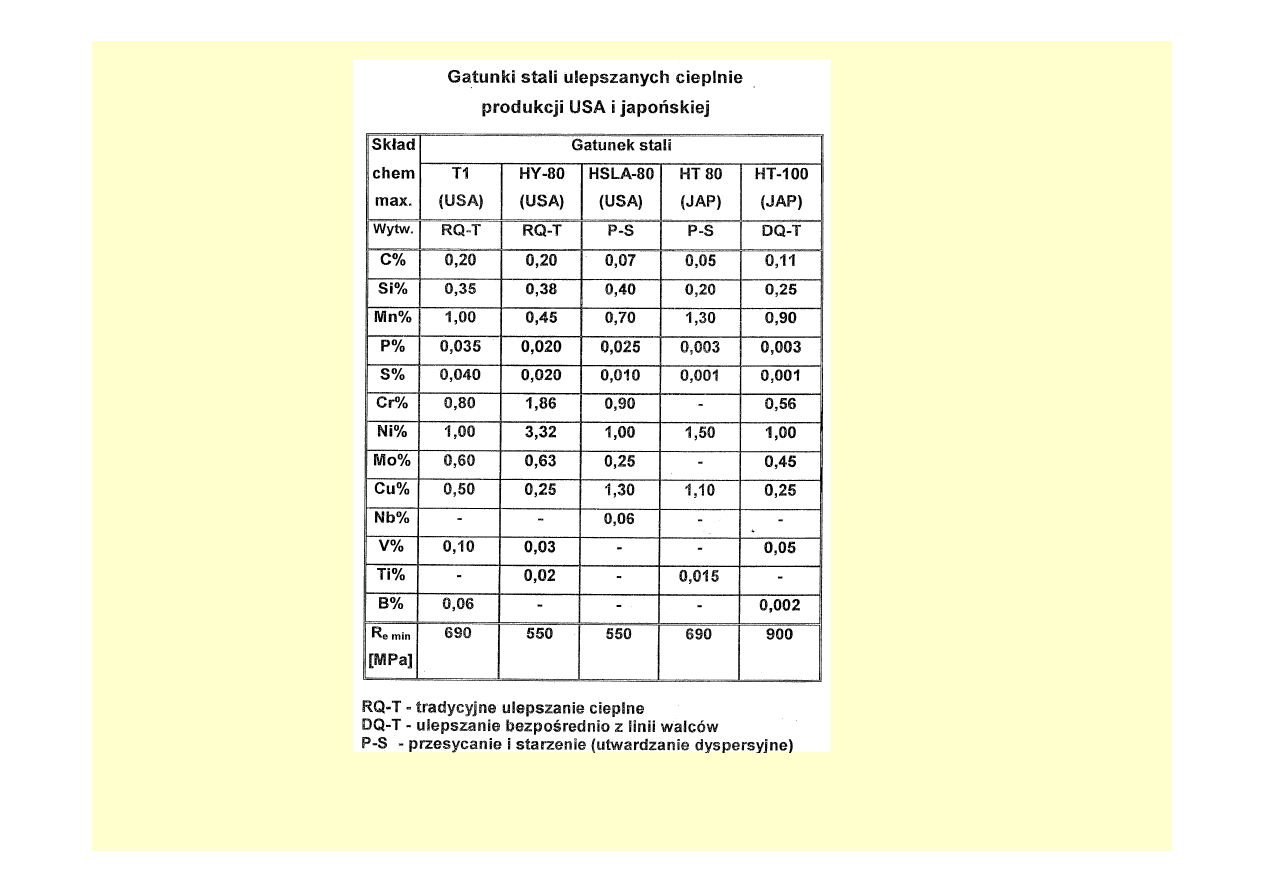
Typowe stale:
Bor (B) zastępuje Ni, V, Cr, Mn bez
pogorszenia spawalności i powoduje:
-rozdrobnienie ziarna,
-odtlenianie i odazotowanie stali,
-silne zwiększenie hartowności.
Do temperatury odpuszczania 600
0
C
stała twardość 32 - 38 HRC
Bainityczna:
15HNMA – 0,15%C; 0,9%Mn;
0,35%Si; 0,6%Cr; 0,1%V; 0,005-
0,03%B Re=500MPa
15MBA – 0,15%C; 0,6%Mn; 0,35%Si;
0,05%V; 0,003%B Re=500MPa
Martenzytyczna: typowa stal T1:
14HNMBCu – 0,15%C; 0,5%Mn;
0,3%Si; 0,6%Cr; 0,%Mo; 0,05%V;
0,002%B; 0,4%Cu Re=700MPa
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 17
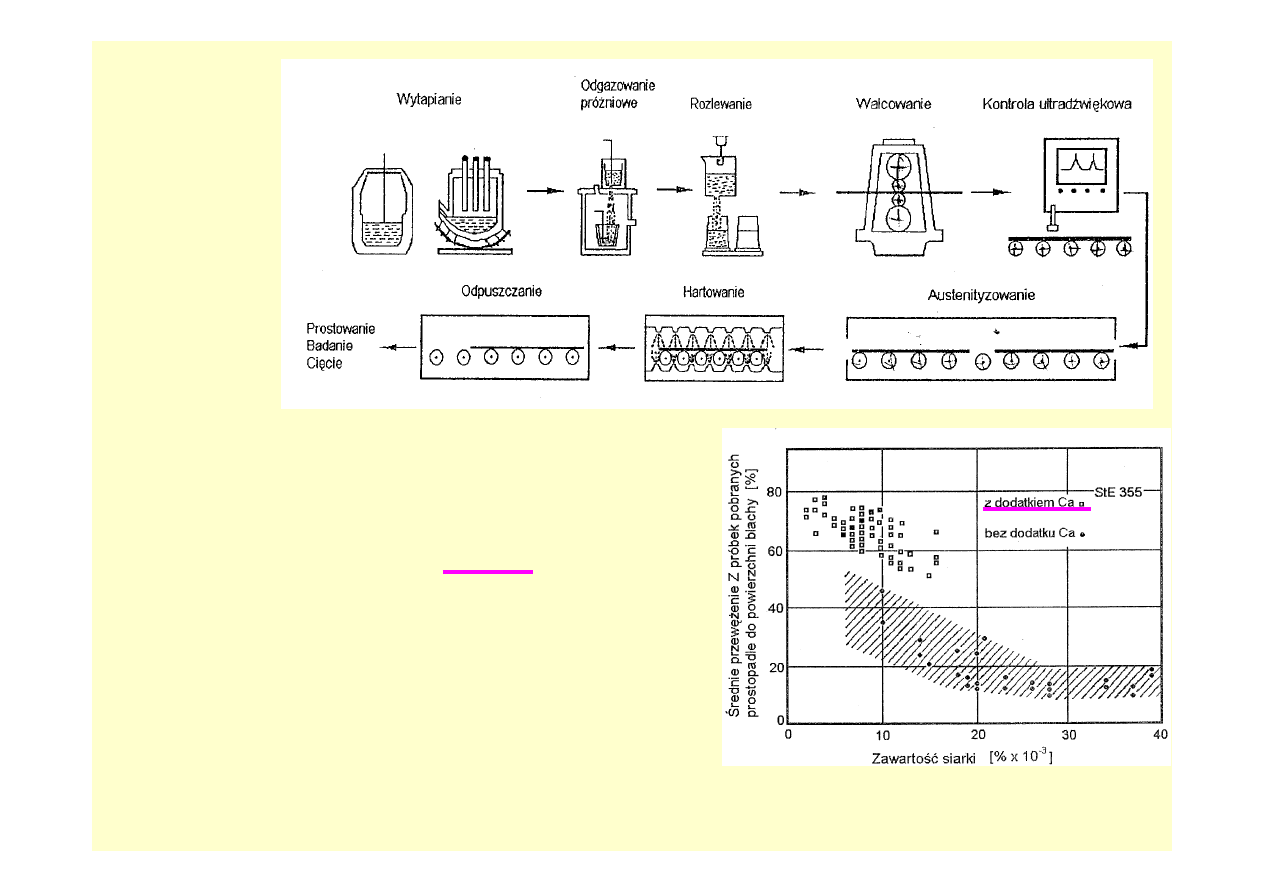
Kierunki rozwoju stali QT
-zanieczyszczenia P i S poniżej 0,01%
-Ścisłe kontrolowanie kształtu wydzieleń siarczkowych
-Przedmuchiwanie stali Ar razem z wapniem, stopami lantanu
i ceru, stwarzając możliwość jeszcze większego obniżenia
zawartości zanieczyszczeń (P i S <0,001%)
-Uzyskanie zawartości w stali niskiego stężenia gazów –
H<002% i N<0,045%
-Ścisła kontrola warunków hartowania i odpuszczania
(ulepszania) w prasach samotokowych zapewniających
minimalizację odkształceń np. blach.
Produkcja stali QT
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 18
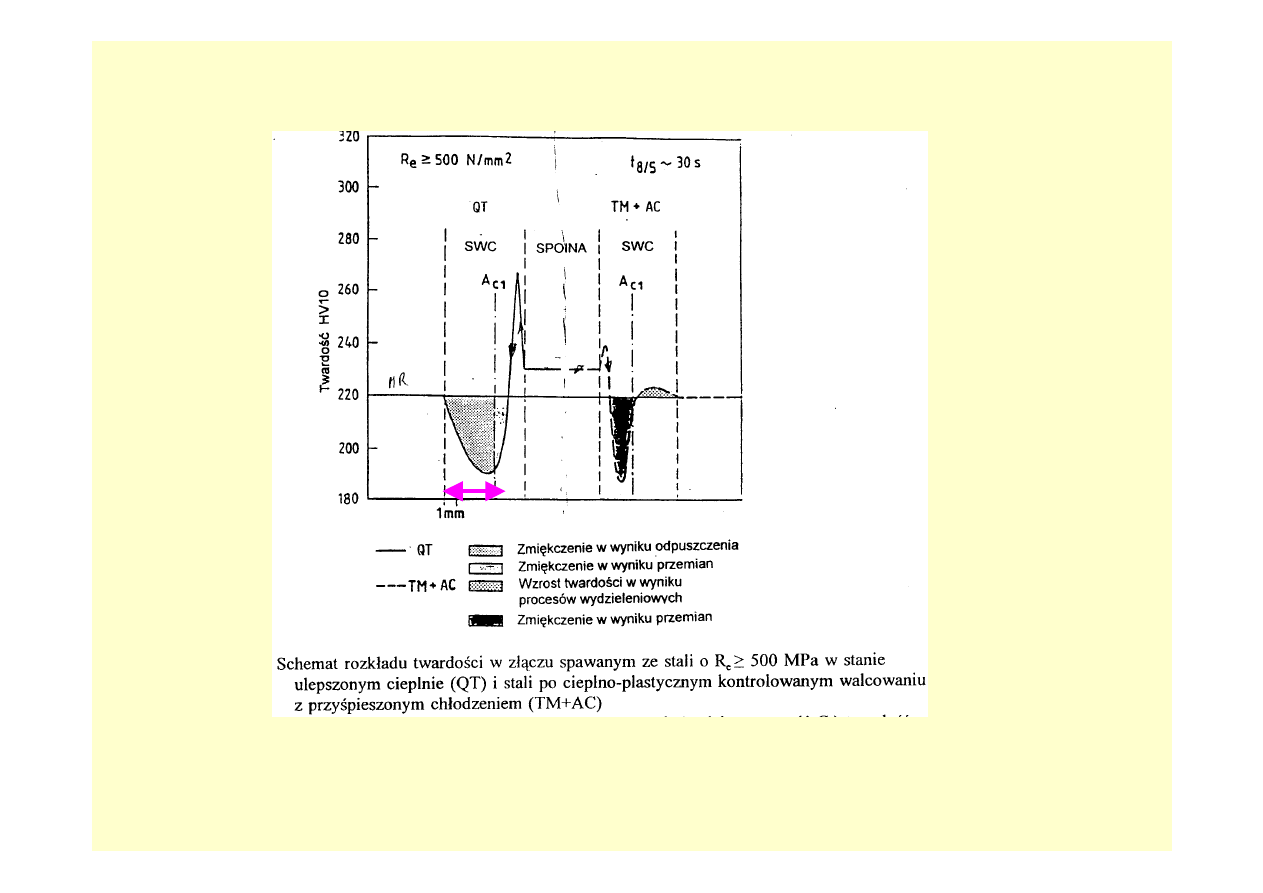
Jak widać, przy wzroście temperatury odpuszczania
spada granica plastyczności i wzrasta ciągliwość.
Stąd wynikają też warunki prowadzenia spawania.
Zbyt duża energia liniowa prowadzi do poszerzenia
obszaru odpuszczania w SWC z efektami jak wyżej.
A zatem konieczne jest zastosowanie odpowiednich
warunków procesu – głównie q
l
, T
o
.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 19
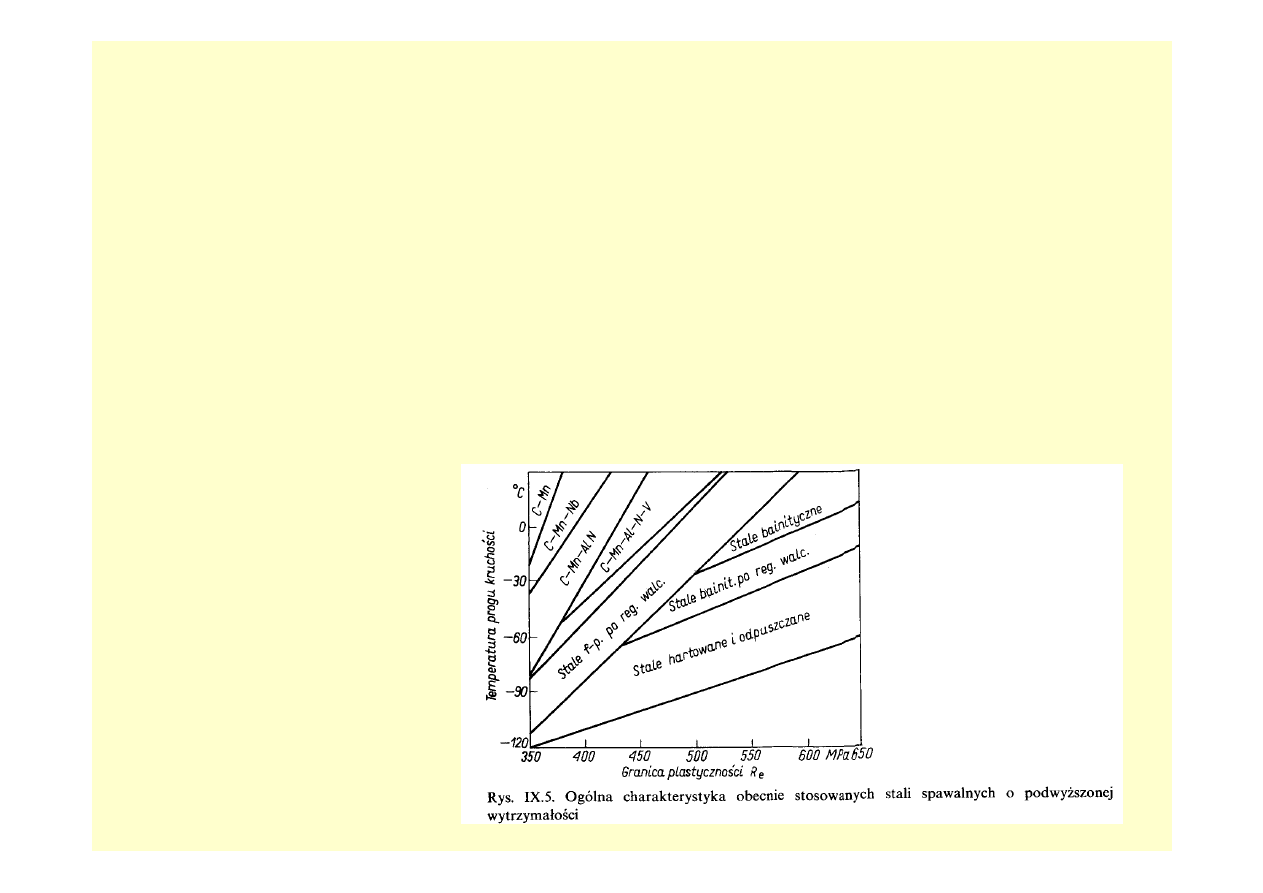
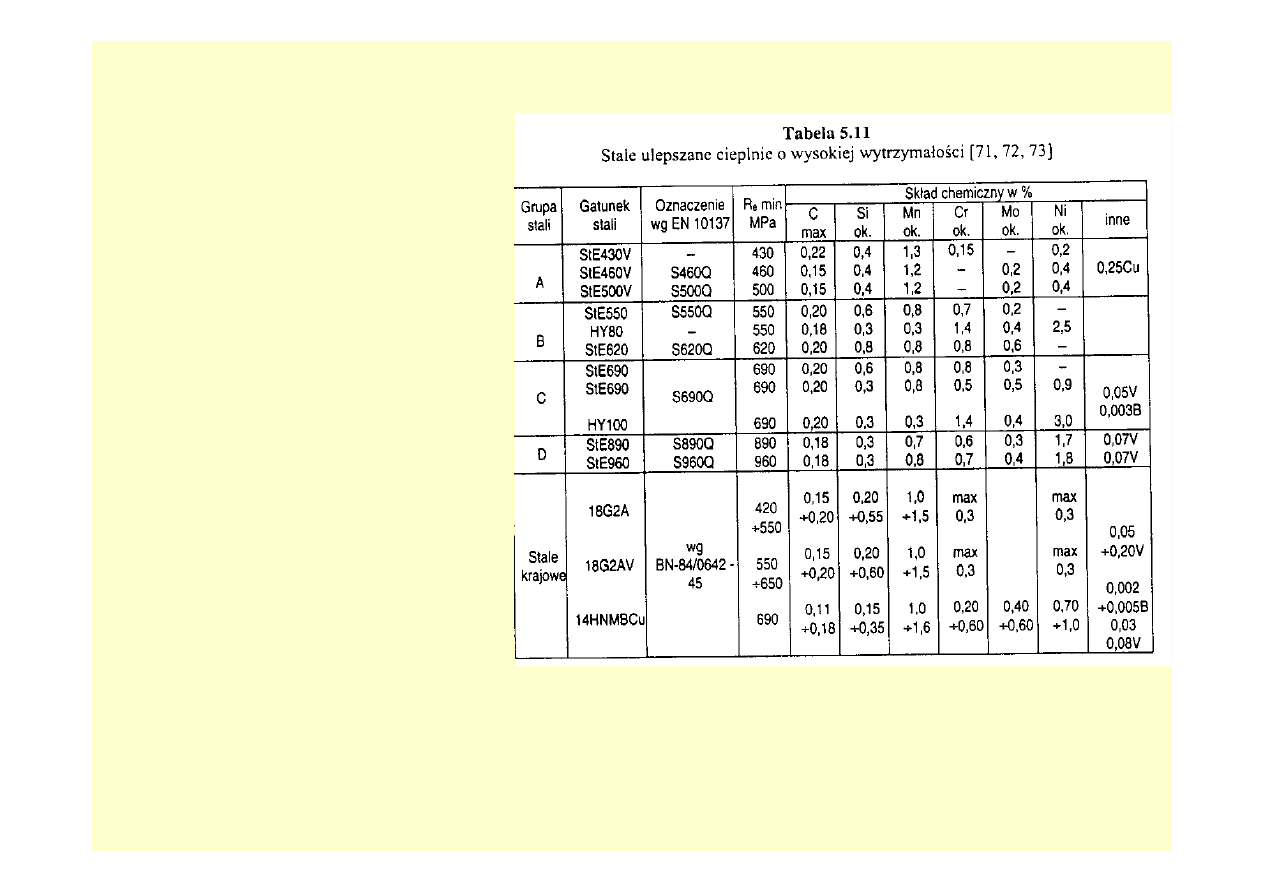
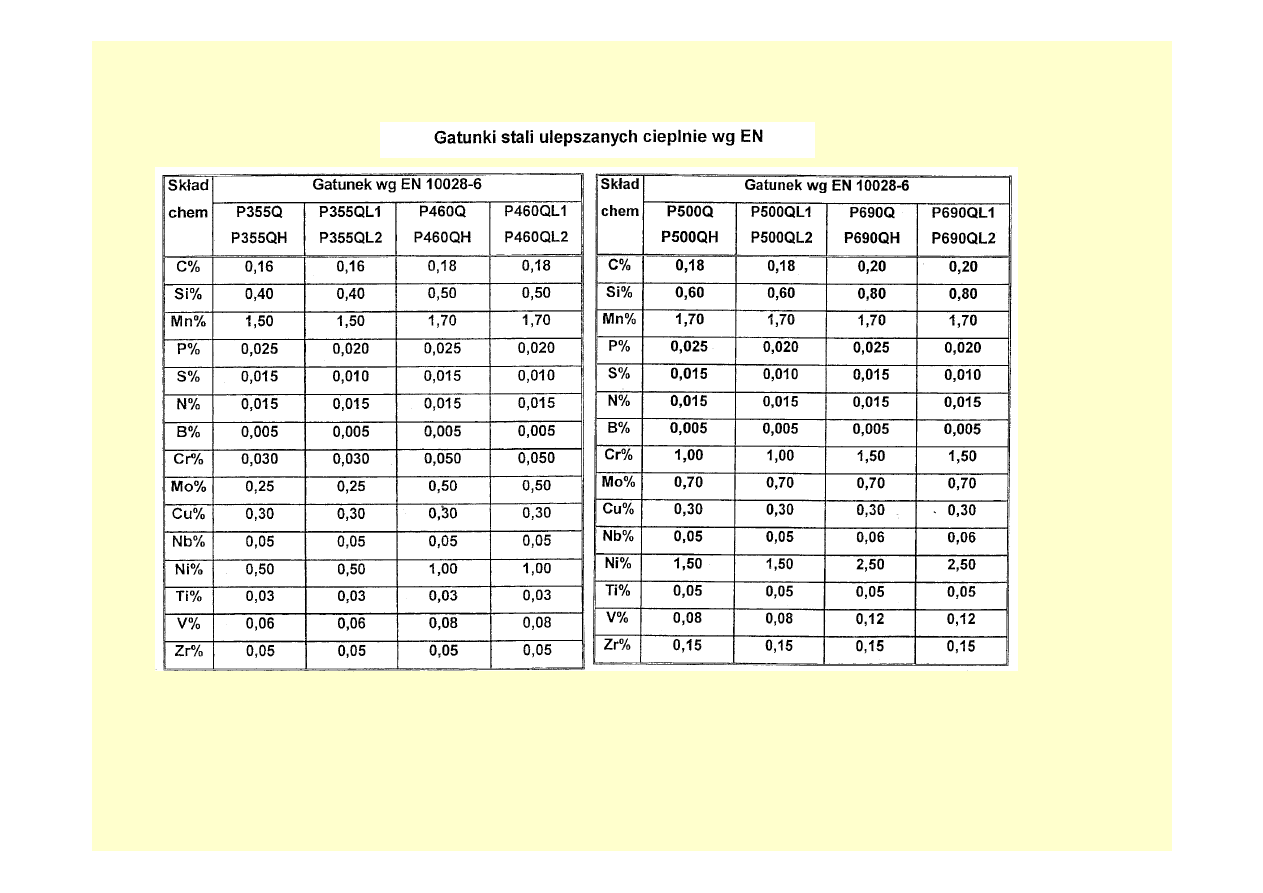
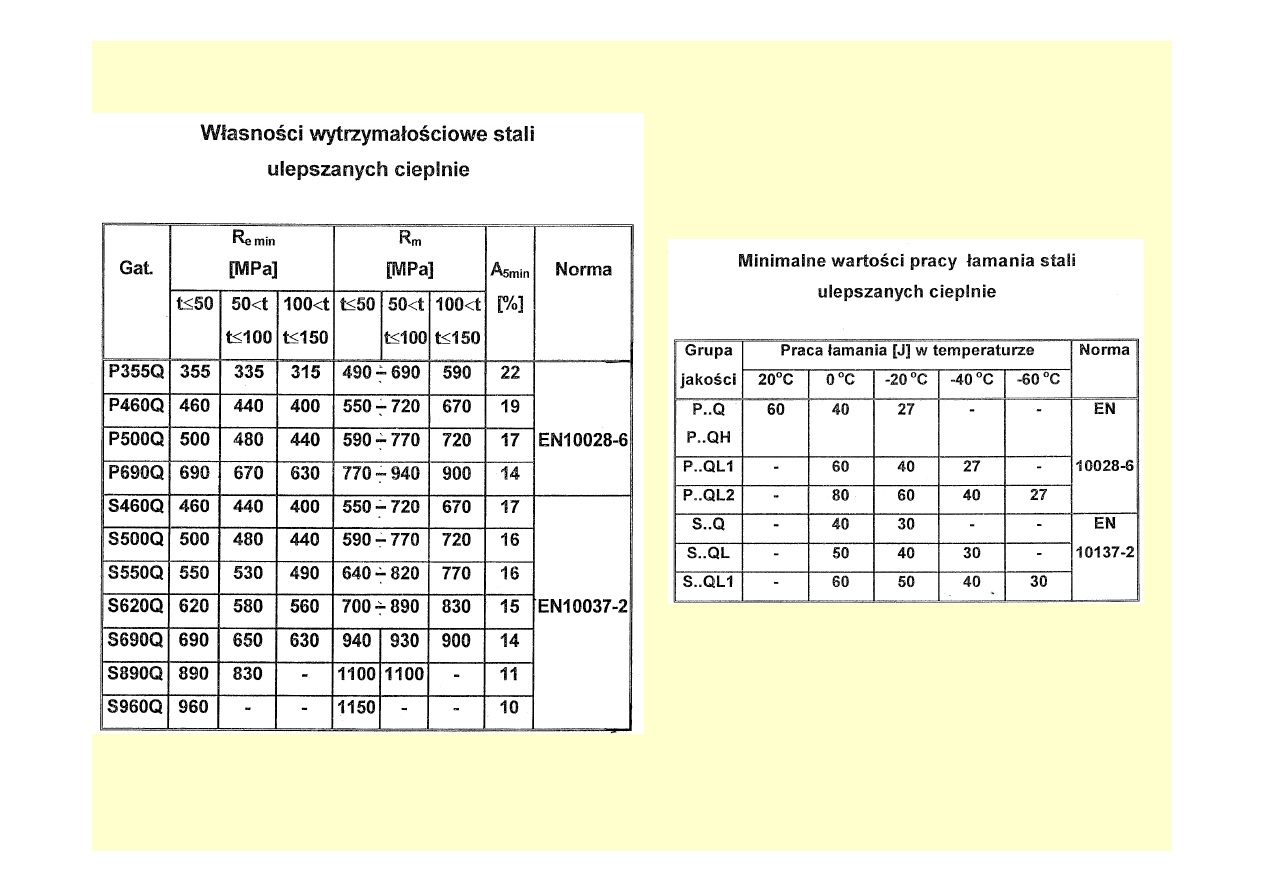
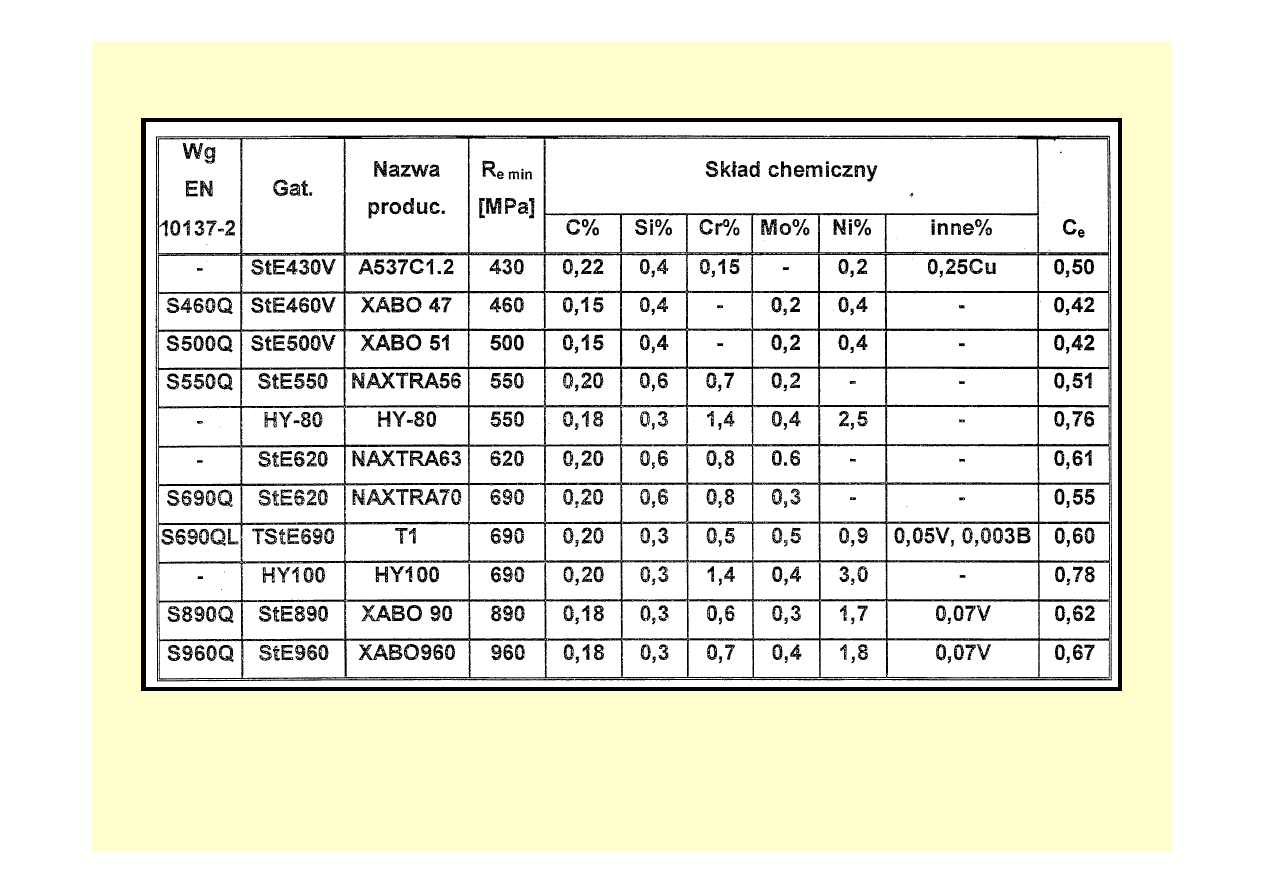
Przegląd stali o wysokiej wytrzymałości
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 20
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 21
Wg DIN
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 22
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 23
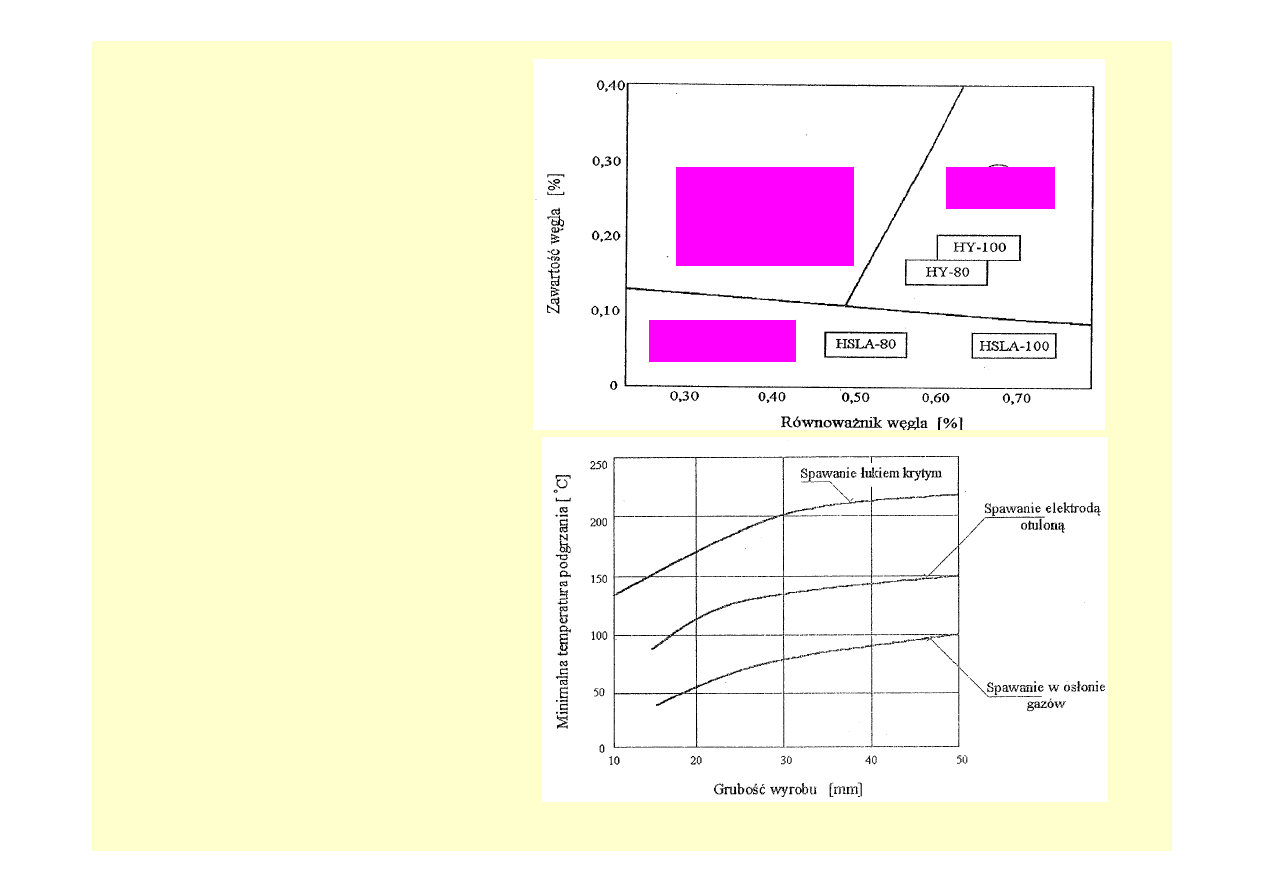
Zachowanie się stali QT w czasie spawania
Możliwości obniżenia Ce przy
zastosowaniu stali QT
Wykres CTPcs dla stali QT
Cechy charakterystyczne:
•Niska zawartość C i małe Ce,
•Mała skłonność do pękania na zimno,
•Podgrzewanie wstępne nie zawsze jest konieczne,
•Mała skłonność do pękania lamelarnego – mały poziom zanieczyszczeń w stali.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 24
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 25
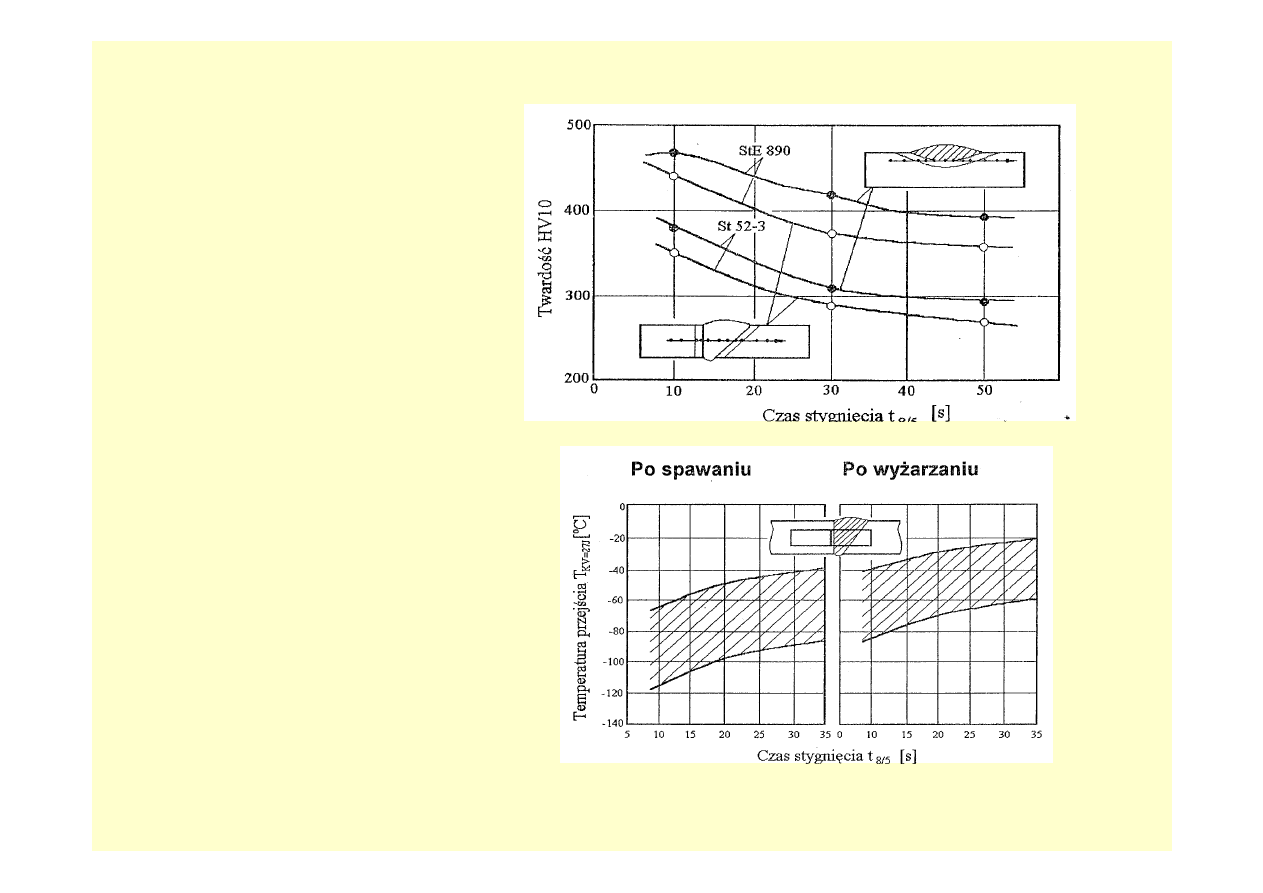
Różnice w twardości złącza
ze stali QT w stosunku do
St52-3 (typu 18G2A).
Wpływ wyżarzania
odprężającego złącza ze stali
QT (Re=890MPa) po spawaniu
na udarność.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 26
brak pęknięć
pękanie
Pękanie zależne
Od warunków
spawania
Skłonność do pękania na zimno
Możliwość sterowania
skłonnością do pękania na zimno
z użyciem podgrzewania
wstępnego – dla różnych metod
spawania (energii liniowej).
Stal o Re=890MPa
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_9 27
Zachowanie się stali podczas spawania
Wyszukiwarka
Podobne podstrony:
2 10 Stale drobnoziarniste Nieznany
03 stale i staliwa niestopoweid Nieznany (2)
IS wyklad 14 15 01 09 MDW id 22 Nieznany
ei 2005 09 s004 id 154186 Nieznany
09 Dobieranie materialow odziez Nieznany (2)
PIF2 2007 Wykl 09 Dzienne id 35 Nieznany
09 rany i krwawieniaid 7993 Nieznany (2)
09 pfsc sas gido3vwa6mgy2a3eiib Nieznany (2)
Metabolizm drobnoustrojow 2 id Nieznany
09 Rozroznianie stylow muzyczny Nieznany (2)
cennik 09 2013 id 109720 Nieznany
09 15 id 53452 Nieznany (2)
09 Karty umiejetnosci pierwszak Nieznany
09 wspolczesne instalacje miesz Nieznany
09 uklad kierowniczy 5MCOQGXUO3 Nieznany (2)
09 Aparat trojosiowy instrukcja Nieznany (2)
Homines2011 09 Walkowiak id 205 Nieznany
więcej podobnych podstron