
HOT FORGING
A new concept of coated tool
D. Bonin
Syndicat National de l’Estampage et de le Forge (SNEF)
Maison de la mécanique
39 41 Rue Louis Blanc
92400 Courbevoie
France
Abstract
In hot forging, the cost of tools is significant (up to 15% of the part price)
. Tools are produced and considered as expendable products by the forg-
ing companies. Generally the tools are made by electrodischarge machining
since a long time, but are now more and more made by high speed cutting
machining. These machines are able to machine very hard material (up to
1600 MPa). One of the biggest problem in hot forging is the weakness of
the tool steel at 700
◦
C. Welding of harder materials on the tools has been
tried without a real success. The present proposal is bringing an answer to
that problem. Instead of making the tool engraving by machining and even-
tually make an electric welded deposit, the new concept consists in forming
a two layers flat material by explosion welding. Engraving will be made
by forging of that "bilayers" material at appropriate temperature. Eventual
fine machining will be made if very precise dimensions are required. The
tool life will increase three to four times and the tool price should be lower.
Concerning prices of forged parts, depending of the forging process used, it
will be decreasing from 4 to 10%.
Keywords:
Tools, drop forging, explosion welding, electric welding, deposit, superalloys,
tool life
141
142
6TH INTERNATIONAL TOOLING CONFERENCE
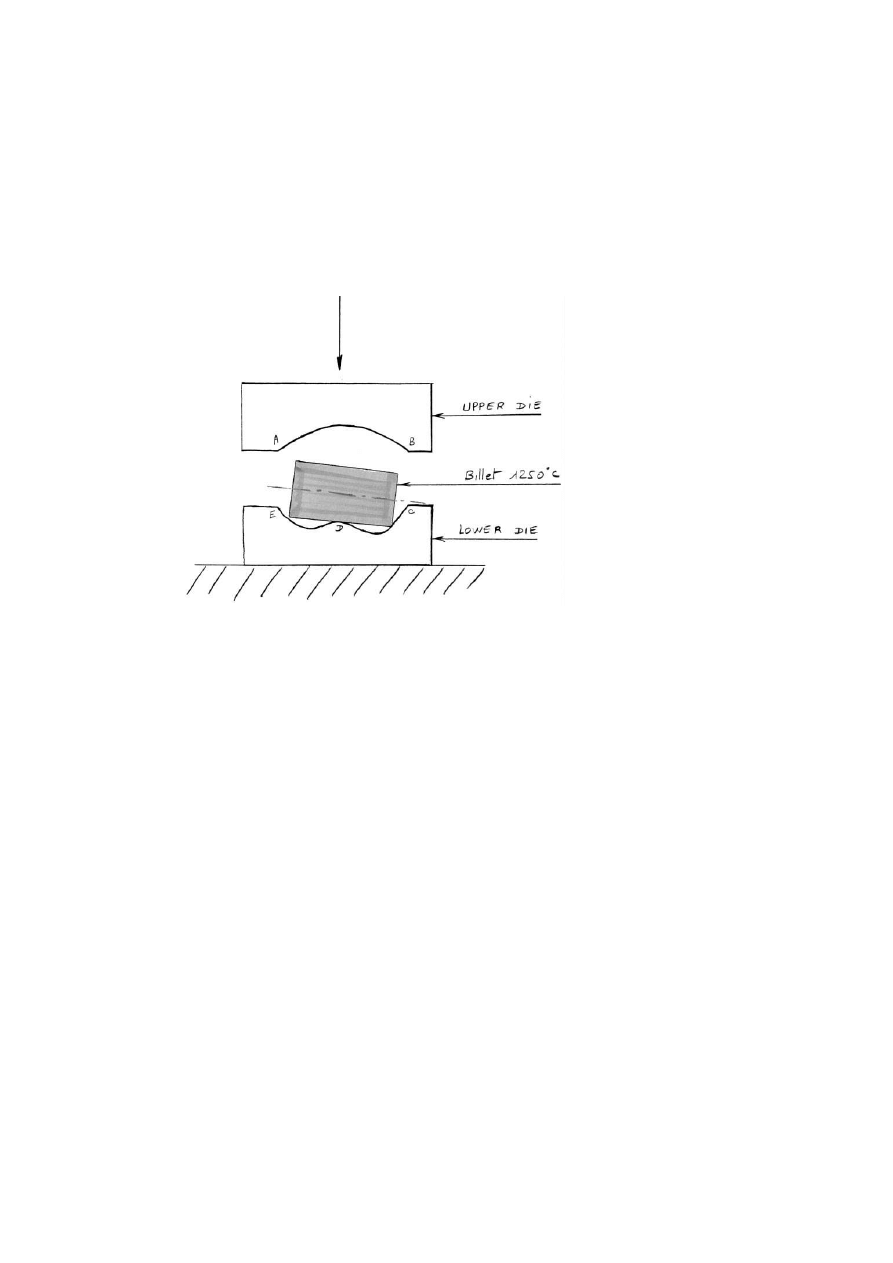
THE PRESENT SITUATION IN DROP FORGING
Process description
A billet heated up to 1250
◦
C is placed in the lower
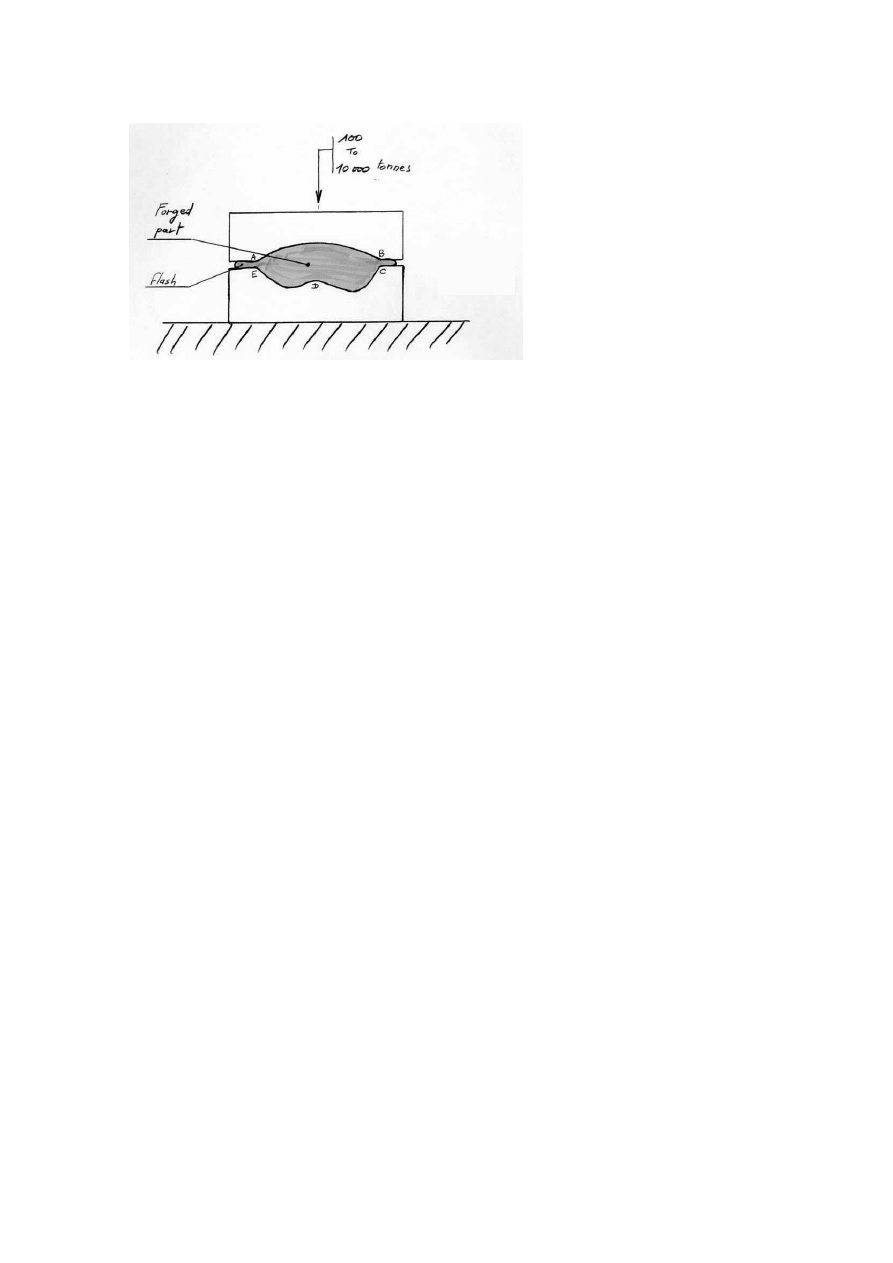
die, Fig. 1. The upper die is pushed down against the lower die and the billet
will be shaped in the engraving, Fig. 2. Excess material with be contained
in the flash, which will be cut after forging. Particularly at the point A B C D
E, stresses are very important. (thermal, chemical and mechanical stresses)
and the tools will be damaged particularly at these points.
Figure 1.
Schematic description of drop forging.
The present problem
A steel frequently used to produce tools is heat
treated Z38 CDV 5, but around 600
◦
C the steel is loosing most of its me-
chanical properties. Material to be forged is heated to 1250
◦
C . Contact time
of that material with tools depends on the equipment used for forging. The
actual conditions in forging industry are such that a temperature of 600
◦
C to
700
◦
C can be reached in the tool surface. The thermal stress combined with
the mechanical stress (both unavoidable in the process) are producing worn
out tools and high tool costs. The tools are made by machining of the whole
Hot Forging
143
Figure 2.
Forming in drop forging.
engraving in a block of metal . That metal will be heat treated after or before
machining. The cost of that machining is quite significant.
PRESENT SOLUTIONS
In order to reduce wear of forging tools, one solution is to weld on a
surface deposit of special metal, able to keep its mechanical properties at
temperatures of 600 to 700
◦
C . Here, alloys whose main component are
nickel or cobalt can be used, usually called superalloys.
The deposits of superalloys are made by welding, either by electrical
welding with electrode or wire, by laser welding or torch welding. In the
last two cases, superalloys are brought in as powder. Heat will melt powder
and the surface and weld the desired deposit.
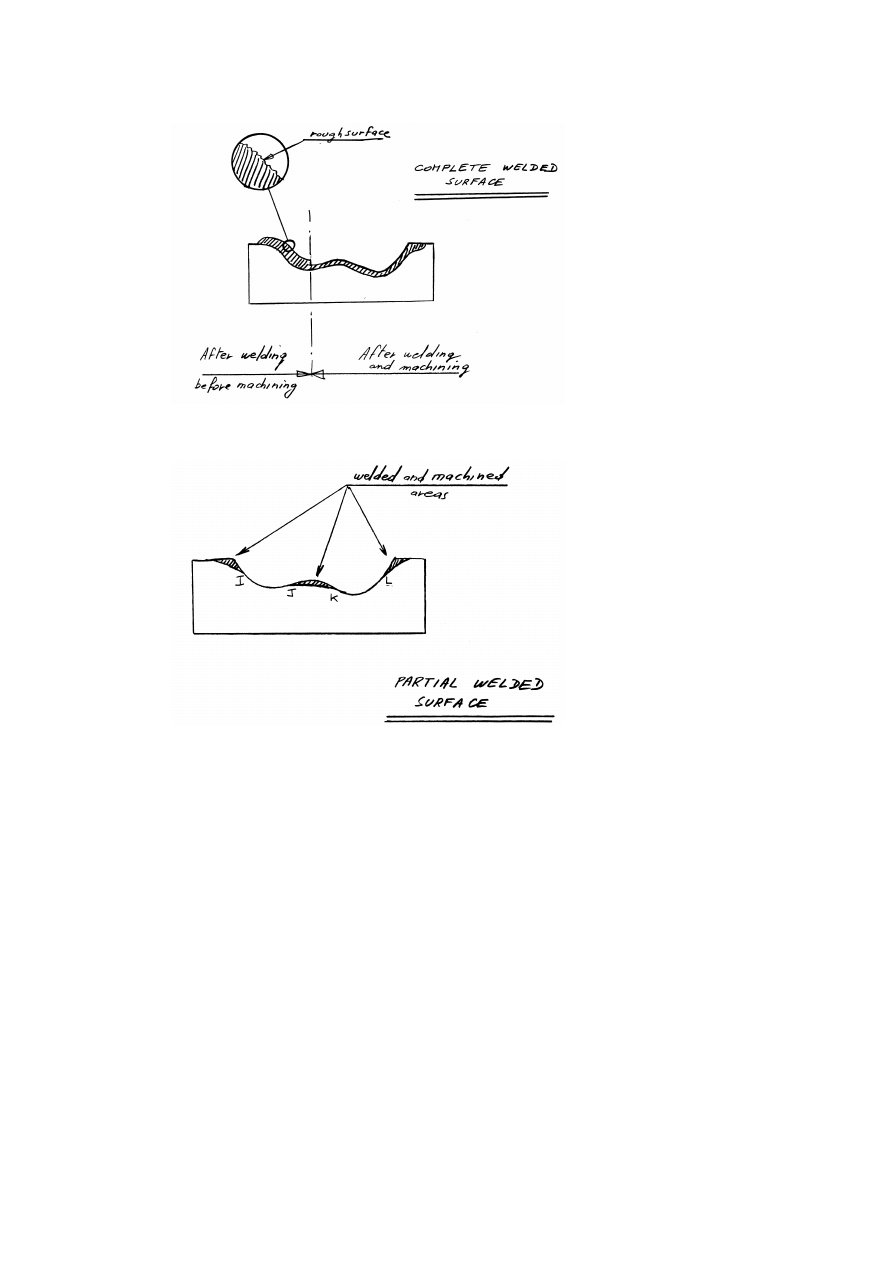
The complete tool surface can be treated (Fig. 3) or only the part of it
where the tool will be damaged quickly (Fig. 4).
DISADVANTAGES OF THE PRESENT SOLUTIONS
1. After the welding of the deposit, a fine machining has to be made to obtain
a ground quality surface. Actual technology is not able to achieve that
machining to a reasonable cost. Non-homogeneous welded supperalloys
and too rough surfaces make machining quite impossible.
144
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 3.
Weld deposit of tool engraving.
Figure 4.
Weld deposit of critical locations.
2. The welding process is heating the steel, which results in mechanical
properties lower than before, and the tool will be damaged very quickly
at the points I J K L.
Hot Forging
145
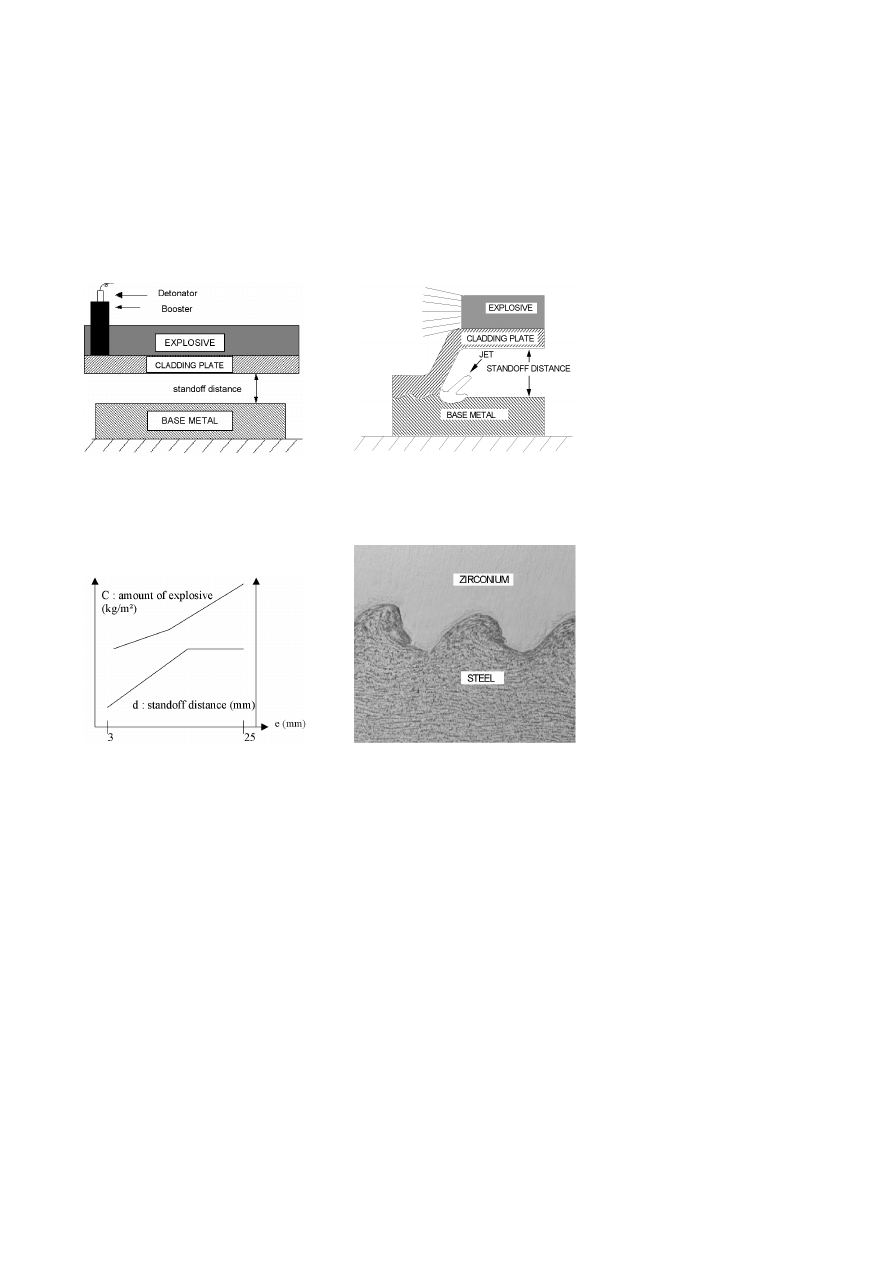
DESCRIPTION OF EXPLOSION WELDING
Explosion welding allows welding of large but flat surfaces, a technology
called cladding. The plate to be cladded is thrown against the base metal
(Fig. 5, 6 and 8) and the welding is realised without heating of both materials
(Fig. 7). Most materials can be explosion welded if some conditions are
respected (low yield strength, high ductility). The technology is common in
chemical industry and ship building, and can be used in toolmaking.
Figure 5.
Explosive cladding process.
Figure 6.
Explosion bonding process.
Figure 7.
Example of diagram used for
the calculation of amount of explosive and
standoff distance.
Figure 8.
Explosion clad plate inter-
face.
146
6TH INTERNATIONAL TOOLING CONFERENCE
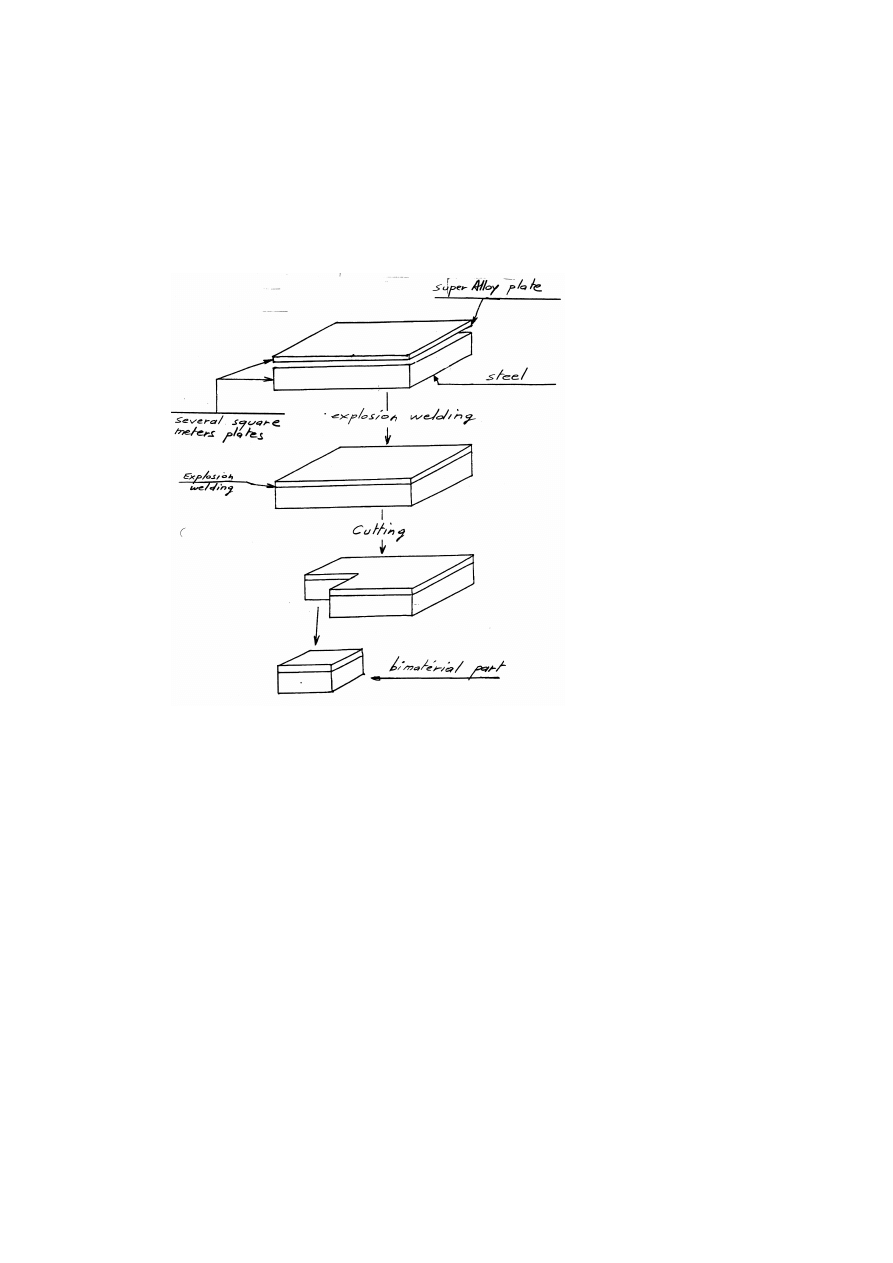
PROPOSED SOLUTION BY EXPLOSION WELDING.
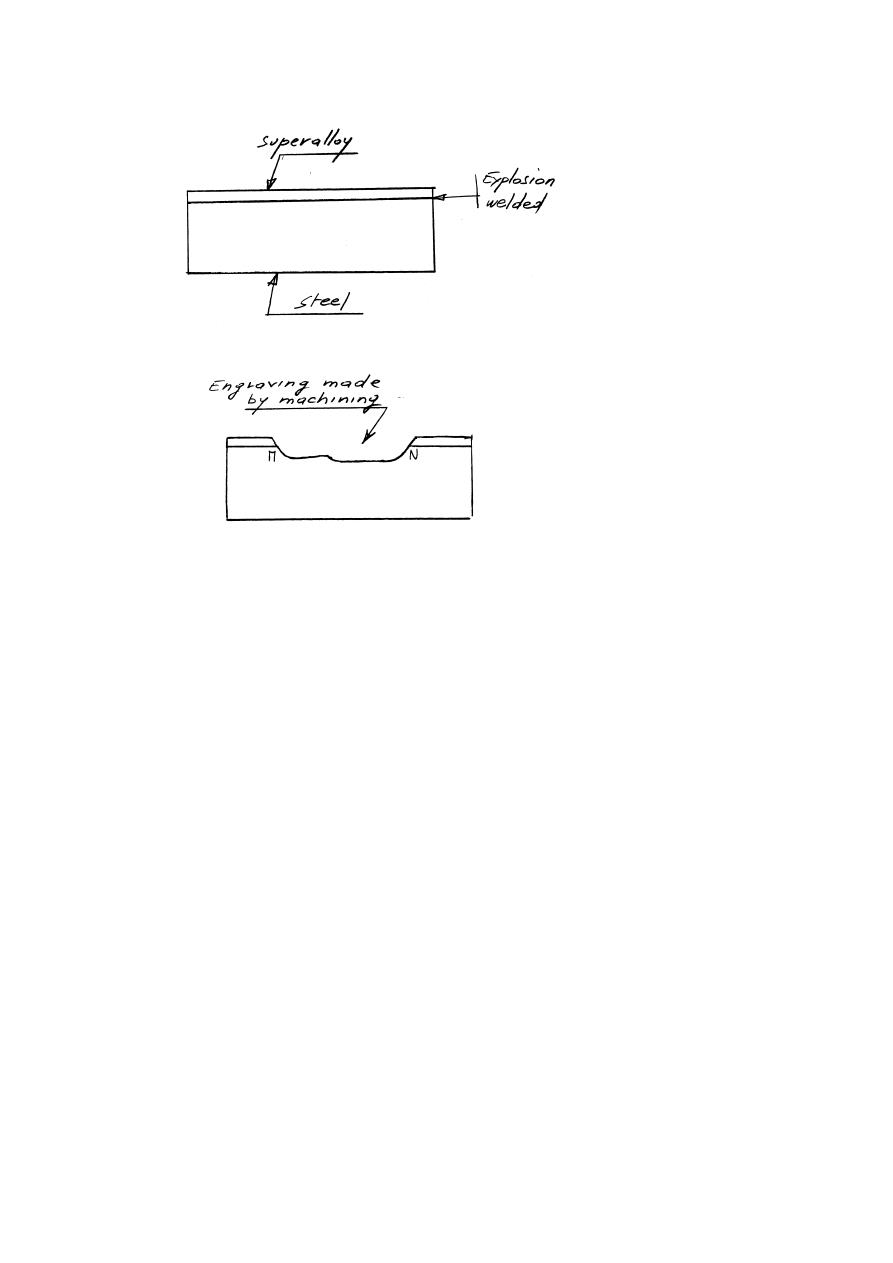
By explosion welding, two flat and large (several square meters) sheets
of metal will be assembled one on the other,(Fig. 9). One will be the support
sheet made from appropriate tool steel. The other one will be the superalloy
sheet with a thickness from some millimeters to some centimeters. It will
have the same function as any previous deposit made by welding.
Figure 9.
Process for making explosion welded plates.
By the explosion, a several square meters surface of a bi-metal material
will be produced.
Once the welding of a large surface of bi -metal material is made, the
shaping of the tool engraving will be made by hot forging in several steps.
Hot Forging
147
The first step is cutting of the right quantity of bi-metal material, Fig. 9.
An appropriate quantity of of the bi-metal material will be cut (generally
some square decimetres). NB : It is possible to weld a small part only of
bi-metal material. The cutting of a small part from a large sheet is suggested
for economical reason.
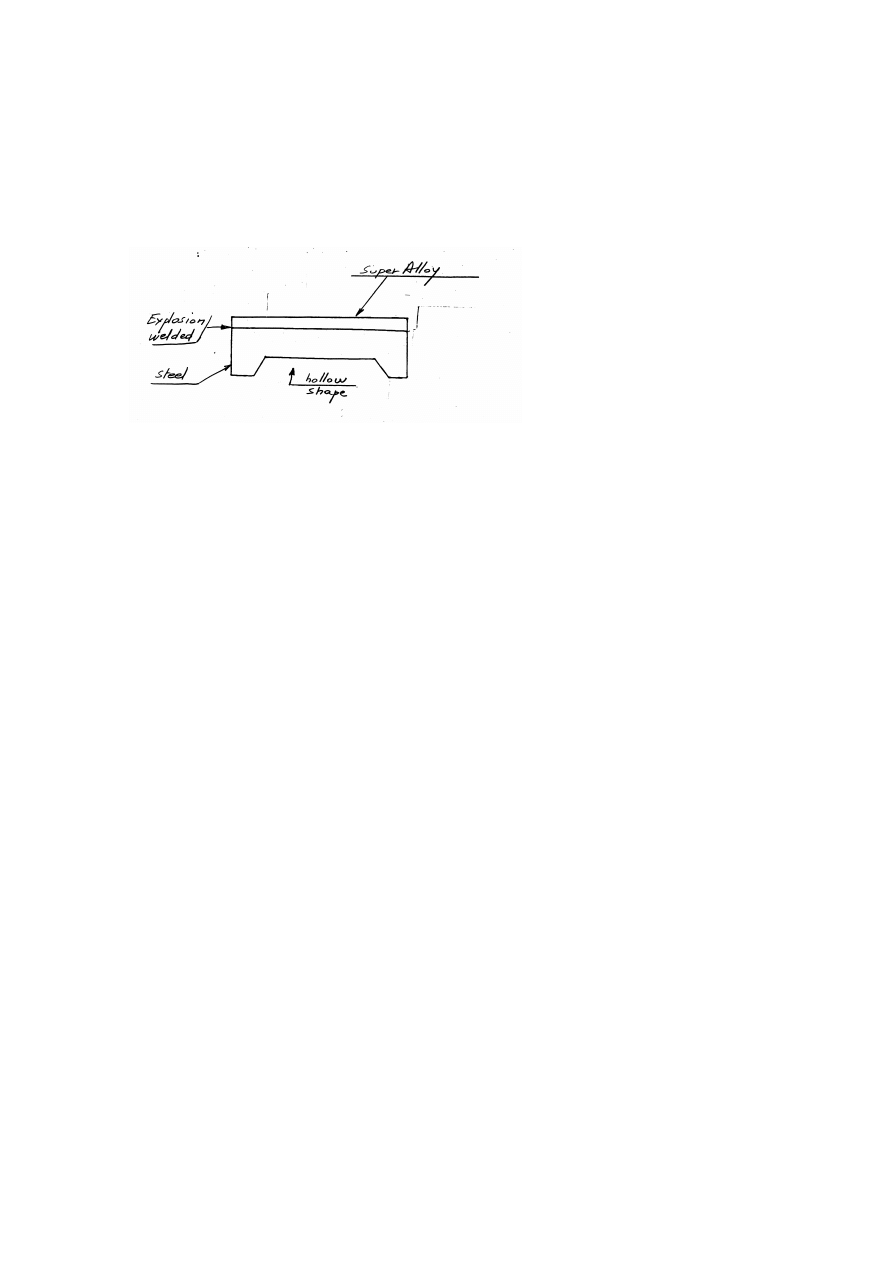
Figure 10.
Machining before forging the engraving.
Machining of a hollow shape on steel side, Fig. 10.
Depending of the
shape and depth of the tool engraving to be made, an appropriate and simple
hollow shape will be machined in the tool steel side. That shape is going to
partly disappear during the forging of the engraving, which is the next oper-
ation. The hollow shape will control the deformation during the forging of
engraving, and facilitate the forging operation of the engraving. The hollow
shape is not compulsory in all situations. When forging of the engraving
is possible while keeping the explosion welding quality of the bi-metal, the
hollow shape is unnecessary.
For large tools, forging of engraving may need a too large force. Then
the process shown in Fig. 13 may be used.
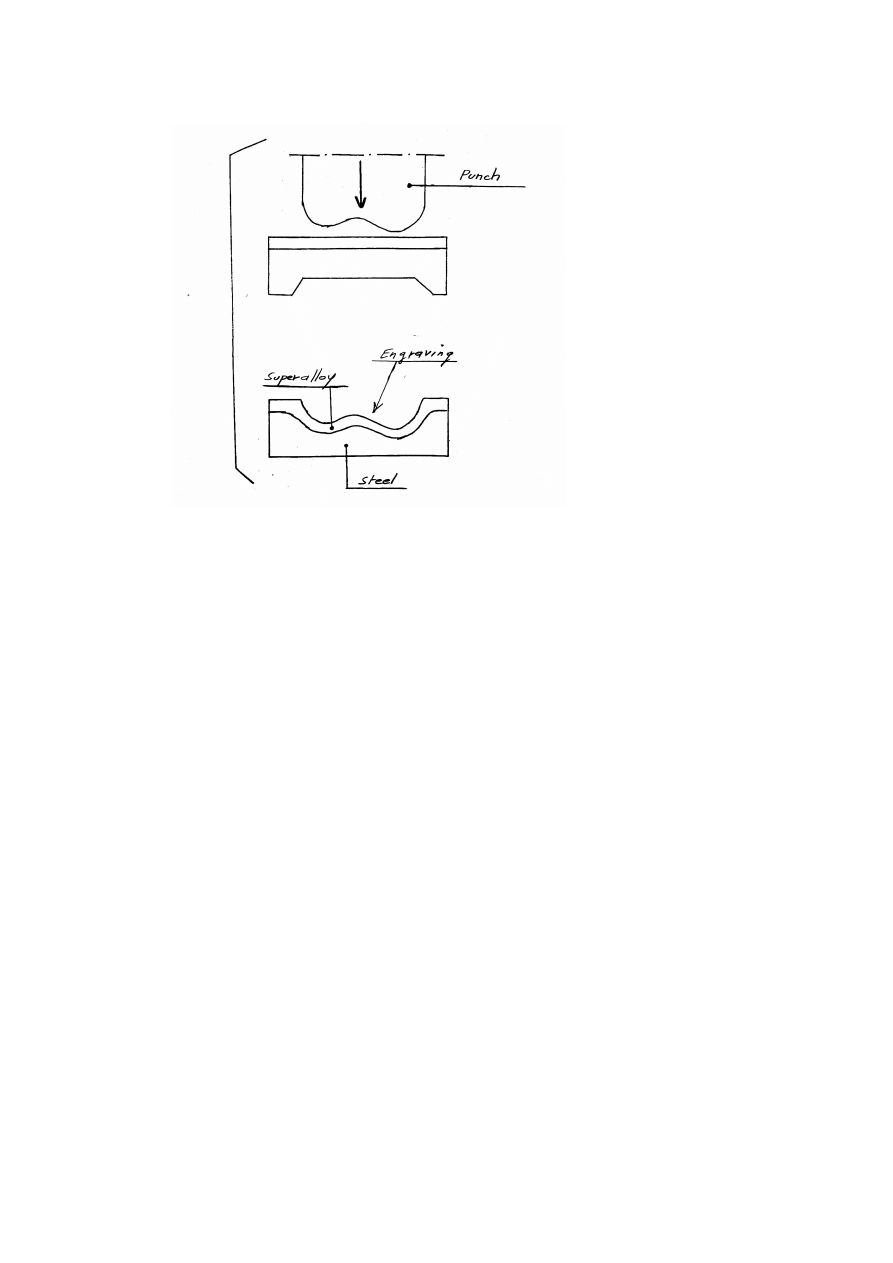
Forging of the engraving, Fig. 11.
The bi-metal part with or without
hollow shape will be heated to an appropriate forging temperature. (cold,
warm or hot ).
An appropriate shaped punch (thermal shrinkage have to be foreseen)
will be pushed on the superalloy side to an appropriate depth. Thus the final
shape of the engraving is realised. Depending of the quality requirements
(precision), the engraving may be finished or not by machining.
148
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 11.
Forging of the engraving.
NB1: The method of producing tool engraving by forging can be used on
standard tool completely made of steel.
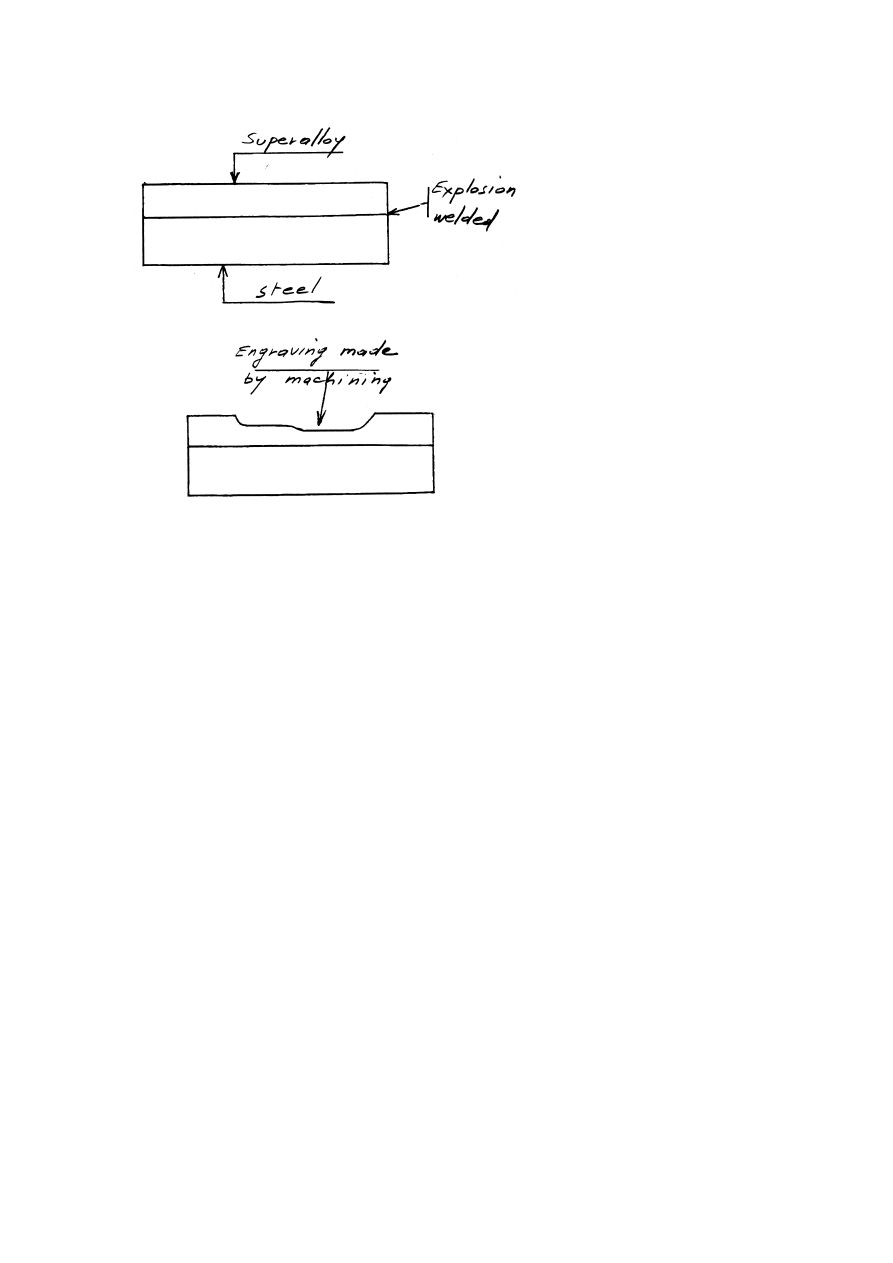
NB2: It is possible to realise tools from bi-metal material welded by ex-
plosion without forging the engraving when the engraving is not too
deep. A sufficient superalloy thickness will be selected for machining
the whole engraving within the superalloy, Fig. 12.
NB3: In some situations of large tools, it may be interesting to use a thin su-
peralloy plate. At the points M and N, Fig. 13, the same disadvantages
as in welding will not occur.
Appropriate heat treatment of the forged bi-metal tool has to be made,
depending of the particular superalloy and steel. External tool surfaces used
for fixing tools on the forging machine may be machined, referring to the
Hot Forging
149
Figure 12.
Machining the engraving.
engraving position. If dimensional precision is asked, the engraving will
be machined and eventually polished. In others cases machining of the
engraving may be omitted, and only polishing will be sufficient.
ADVANTAGES OF EXPLOSION WELDING OF TOOLS.
Tool life three to four times the previous tool life, has been experienced.
Decreased costs of tool making is possible. In a hot forging tool, 25% is
material cost, 65 % is machining cost and 10% is heat treatment cost. Here,
the material cost is considered to be unchanged. The costs of superalloy
and of explosion welding are increasing the costs but, it may be possible to
buy less expensive base steel. Also, the heat treatment is unchanged,and the
machining is considerably reduced. Therefore, the estimated total cost of
the tool will be lower than in the traditional solution.
150
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 13.
Thin explosive welded deposit.
Decreasing the price of forged parts is possible. The cost of the tool in a
forged part price is between 5 and 15%, depending on forging machine type
( hammer, press), tool geometry,lubrication,etc.
In the new concept, the cost of the forged part is estimated to be reduced
between 4% (hammers) to 10% (presses).
NB : Euroforge is the confederation of the national forging confedera-
tions. It aims to undertake future studies on the multilayer explosion welded
concept.
Wyszukiwarka
Podobne podstrony:
12 151 159 Practical Tests of Coated Hot Forging Dies
8 95 111 Investigation of Friction and Wear Mechanism of Hot Forging Steels
10 129 139 New Tool Steel for Warm and Hot Forging
12 151 159 Practical Tests of Coated Hot Forging Dies
Dz U 2004 141 1492 (zmiana z dnia 03 11 28)
Dz U 2004 141 1492 zmiana z dnia 2003 11 28
miedzynarodowe centra tur. i hotelarskie wyklad 2 14.11.10, międzynarodowe ośrodki i centra tur.-hot
11 150 ludzko zwierzęcych hybryd wyhodowano
R 150 11 [01 2012]
141 Future Perfect Continuous
Zarz[1] finan przeds 11 analiza wskaz
więcej podobnych podstron