
Open Access Library
Volume 5 2011
368
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
8. Zmiany struktury i w
łasno ci powierzchni materiałów
in ynierskich w wyniku eksploatacji
8.1. Ogólna klasyfikacja zmian struktury i w
łasno ci powierzchni
materia
łów in ynierskich w wyniku eksploatacji
Rozwa ania nad kszta
łtowaniem struktury i własno ci metalowych materiałów in ynier-
skich oraz ich powierzchni zwykle sprowadzaj si do analizy mechanizmów zwi zanych
z ró nymi procesami technologicznymi oraz ich wp
ływu na struktur tych materiałów i na ich
w
łasno ci. Oczywiste s zatem w tym kontek cie rozwa ania dotycz ce znaczenia krystalizacji
metali i stopów oraz tworzenia szkie
ł metalicznych, metalurgii proszków, mechanizmów od-
kszta
łcenia plastycznego na zimno i na gor co, procesów aktywowanych cieplnie nast puj -
cych po odkszta
łceniu plastycznym, przemian fazowych podczas obróbki cieplnej i cieplno-
mechanicznej, a tak e zjawisk fizykochemicznych zwi zanych z wytwarzaniem warstw
powierzchniowych. Wykorzystuj c te przemiany i zjawiska kszta
łtuje si struktur , a przez to
i w
łasno ci materiałów in ynierskich przed przyst pieniem do ich u ytkowania w warunkach
eksploatacji [8,17,959].
Nale y sobie jednak zdawa
ć spraw , e wielokrotnie w trakcie u ytkowania, w strukturze
materia
łów in ynierskich i ich powierzchni wyst puj istotne zmiany, spowodowane warun-
kami i samym faktem eksploatacji. Nie wystarczy zatem sprawdzi
ć, czy struktura materiału
in ynierskiego, poddana odpowiednim procesom technologicznym wykazuje po dane w
łas-
no ci. W
łasno ci te ulegaj bowiem zmianom w miar upływu czasu eksploatacji, nierzadko
ulegaj c degradacji i to znacz cej. Przyk
ładowo, bardzo cz sto w wyniku zmian nast puj cych
w wyniku eksploatacji, zmniejsza si przekrój czynny materia
łu i produkt mo e przenosić
rzeczywiste obci enia znacznie mniejsze od pierwotnie zak
ładanych, co oczywi cie zawsze
zagra a powa n awari produktu, a rezerwy poczynione w obliczeniach in ynierskich, przez
zastosowanie tzw. wspó
łczynników bezpiecze stwa, s bardzo cz sto niewystarczaj ce. Warto
zwróci
ć uwag , e statyczne obci enie eksploatowanego elementu przy napr eniu rozci -
gaj cym, skr caj cym, zginaj cym lub przy z
ło onym stanie napr e , w razie przekroczenia
granicy plastyczno ci wywo
łuje w materiale mechanizmy odkształcenia plastycznego na
zimno, przez odpowiednio po lizg lub bli niakowanie, co oczywi cie znacz co wp
ływa na
zwi kszenie g sto ci wad budowy krystalicznej, a zw
łaszcza dyslokacji. W wyniku tego
nast puje nieodwracalne zmniejszenie wyd
łu enia i przew enia, czemu towarzyszy tworzenie
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
369
si szyjki w razie rozci gania i zmniejszanie czynnego przekroju tak silnie obci onego
elementu, a nawet wewn trzne p kni cia w materiale, rozpoczynaj ce proces dekohezji takiego
elementu. Wspomniane zmiany struktury mog równie decydowa
ć o zwi kszeniu g sto ci,
a zw
łaszcza krytycznych rozmiarów p kni ć, co mo e zadecydować o pogorszeniu odporno ci
na p kanie. Eksploatacja w bardziej z
ło onych warunkach ni uprzednio podane, w znacznie
wi kszym stopniu decyduje o zmianach struktury, co oczywi cie wymaga szczegó
łowej
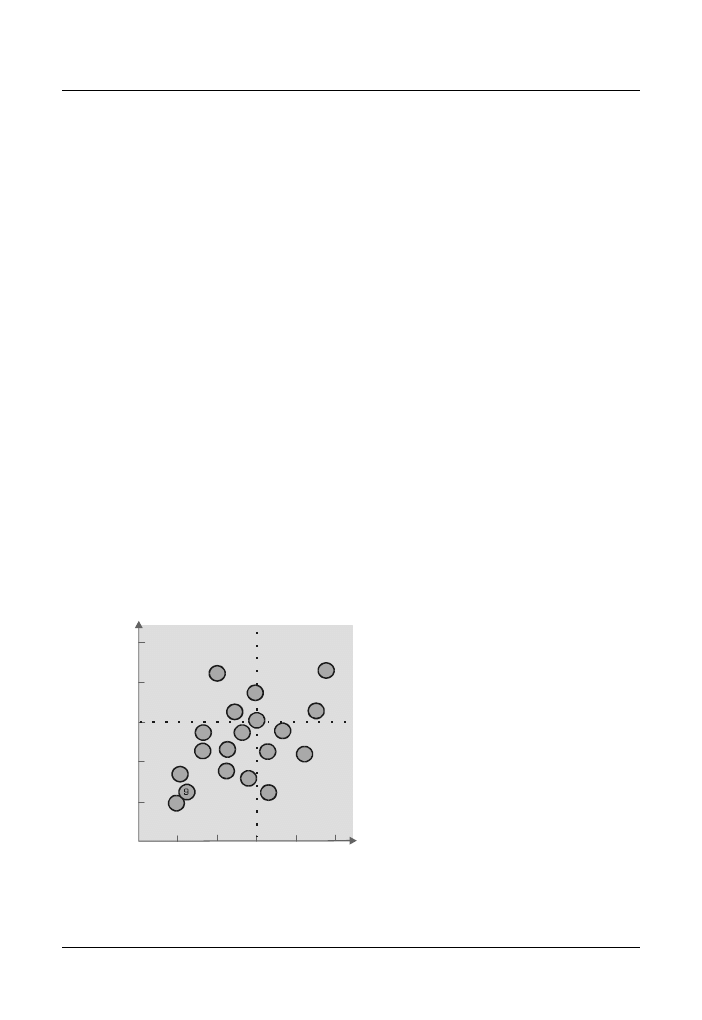
analizy w przypadku projektowania ka dego produktu. Na rysunku 199 przeanalizowano wza-
jemne oddzia
ływanie wybranych mechanizmów zu ycia materiałów in ynierskich ze wzgl du
na makrootoczenie i warunki wewn trzne. W celu uwzgl dnienia tych z
ło onych czynników
strukturalnych, wywo
łanych warunkami eksploatacyjnymi, w projektowaniu materiałowym, ze
wzgl du na w
łasno ci powierzchni, w dalszej cz ci przedstawiono:
• zu ycie trybologiczne,
• zu ycie nietrybologiczne.
Procesy zu ycia trybologicznego, które zwykle s cz st , chocia po redni przyczyn
niesprawno ci i niezdatno ci maszyn i urz dze , zwi zane ze zu yciem mechanicznym
mo na podzieli
ć na:
• zu ycie cierne,
• zu ycie przez abrazj ,
RANKING POTENCJALNYCH KRYTYCZNYCH
MECHANIZMÓW ZU
ŻYCIA
M
A
K
R
O
O
T
O
C
Z
E
N
IE
UWARUNKOWANIA WEWN
ĘTRZNE
1
1
2
2
3
3
4
4
5
5
Mechanizmy zu
życia:
1. Zu
życie ścierne
2. Spalling (zu
życie przez łuszczenie)
3. Pitting (zu
życie gruzełkowe)
4. Fretting
5. Scuffing
6. Zu
życie odkształceniowe
7. Zu
życie związane z efektem Rebindera
(napi
ęcie powierzchniowe)
8. Zu
życie adhezyjne
9. Tryboutlenianie
10. Zu
życie abrazyjne
11. Zu
życie wodorowe
12. Zm
ęczenie cieplne
13. Zu
życie korozyjne
14. Zu
życie erozyjne
15. Zu
życie przez ablację (erozja gazowa)
16. Zu
życie kawitacyjne (erozja kawitacyjna)
17. Zu
życie dyfuzyjne
18. Zu
życie cieplne
19. Starzenia (dzia
łanie światła)
1
4
7
10
2
6
8
5
3
11
12
13
14
15
16
17
18
19
Rysunek 199. Analiza wzajemnych zale no ci wybranych mechanizmów zu ycia materia
łów
in ynierskich ze wzgl du na makrootoczenie i warunki wewn trzne [20]

Open Access Library
Volume 5 2011
370
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
• zu ycie zm czeniowe,
• zu ycie cierno-adhezyjne,
• zu ycie adhezyjne,
• zu ycie z udzia
łem utleniania,
• zu ycie wodorowe.
Do podstawowych rodzajów zu ycia nietrybologicznego zaliczana jest:
• korozja,
• zu ycie erozyjne,
• ablacja,
• zu ycie kawitacyjne,
• zu ycie dyfuzyjne,
• zu ycie cieplne
• zu ycie odkszta
łceniowe.
Podzia
ł logiczny na wymienione cz ci nie znajduje jednak pokrycia w strukturze roz-
dzia
łów ksi zki. Zu ycie trybologiczne opisano w jednym rozdziale, natomiast zu ycie nie-
trybologiczne opisano w kilku rozdzia
łach. Omówione w niniejszej ksi ce rodzaje zu ycia
w wi kszo ci przypadków nie wyst puj pojedynczo, tworz c natomiast hybrydowe mecha-
nizmy oddzia
łuj ce grupowo na powierzchnie elementów. Typowym przykładem jest proces
obróbki skrawaniem, w którym w zale no ci od w
łasno ci materiału obrabianego, materiału
narz dzia i przede wszystkim warunków skrawania, wyst puj równocze nie i to ze zmienn
intensywno ci , ró ne rodzaje zu ycia. Z tego wzgl du ponadto opisano równie w odr bnych
rozdzia
łach:
• zu ycie i niszczenie narz dzi skrawaj cych,
• zu ycie narz dzi do pracy na gor co.
Rodzi si oczywi cie pytanie, czy i w jakim stopniu mo na akceptowa
ć zmiany struktury,
zw
łaszcza powierzchni, wywołane warunkami eksploatacyjnymi, i kiedy ewentualnie nale y
uzna
ć, e dany materiał, a wła ciwie wyprodukowany z niego produkt, w wyniku tych wła nie
zmian strukturalnych musi by
ć wył czony z dalszej eksploatacji. Mo na równie zastanawiać
si , czy s jakiekolwiek mo liwo ci rewitalizacji, cho
ćby niektórych materiałów lub wytwo-
rzonych z nich produktów, jakie procesy technologiczne mo na w tym celu zastosowa
ć i czy
znajduje to uzasadnienie ekonomiczne. Projektowanie materia
łowe niemal wszystkich pro-
duktów musi zatem dotyczy
ć uwzgl dnienia zmian struktury i własno ci materiałów, które
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
371
nast puj w warunkach eksploatacji, inaczej mówi c produkty nale y projektowa
ć równie ze
wzgl du na rodzaj i warunki ich eksploatacji, co stanowi wa ny aspekt projektowania in y-
nierskiego produktów. Zu ycie, uszkodzenie i dekohezja materia
łów in ynierskich w wyniku
eksploatacji w wybranych warunkach wp
ływaj na zmiany ich struktury, kształtuj c w ten
sposób w
łasno ci, zwłaszcza u ytkowe materiałów in ynierskich, niejako dynamicznie. Wy-
maga to oczywi cie przewidywania tych zmian struktury przez projektantów produktów ju na
etapie projektowania materia
łowego, gdy trwało ć i niezawodno ć produktów oraz ich ele-
mentów w warunkach eksploatacji lub u ytkowania, stanowi najwa niejsze kryterium doboru
materia
łów in ynierskich. ci le wi e si z tym modelowanie warunków eksploatacyjnych
produktów w zale no ci od warunków pracy oraz mechanizmów zu ycia i dekohezji mate-
ria
łów in ynierskich oraz metody badania własno ci materiałów, gdy jest oczywistym, e
materia
ły in ynierskie powinny spełniać oczekiwania zwi zane z realizacj funkcji u ytko-
wych produktów. W szczególno ci aspekty te dotycz powierzchni produktów i materia
łów
in ynierskich, jej kszta
łtowania w procesach technologicznych oraz zmian zachodz cych
w trakcie eksploatacji. Struktura powierzchni wywiera wp
ływ na mo liwo ci doboru odpowie-
dnich procesów wytwarzania produktów oraz wraz w znacznej mierze z jako ci powierzchni
decyduj o mechanizmach zu ycia produktów, a zatem o warunkach i czasokresie ich eksplo-
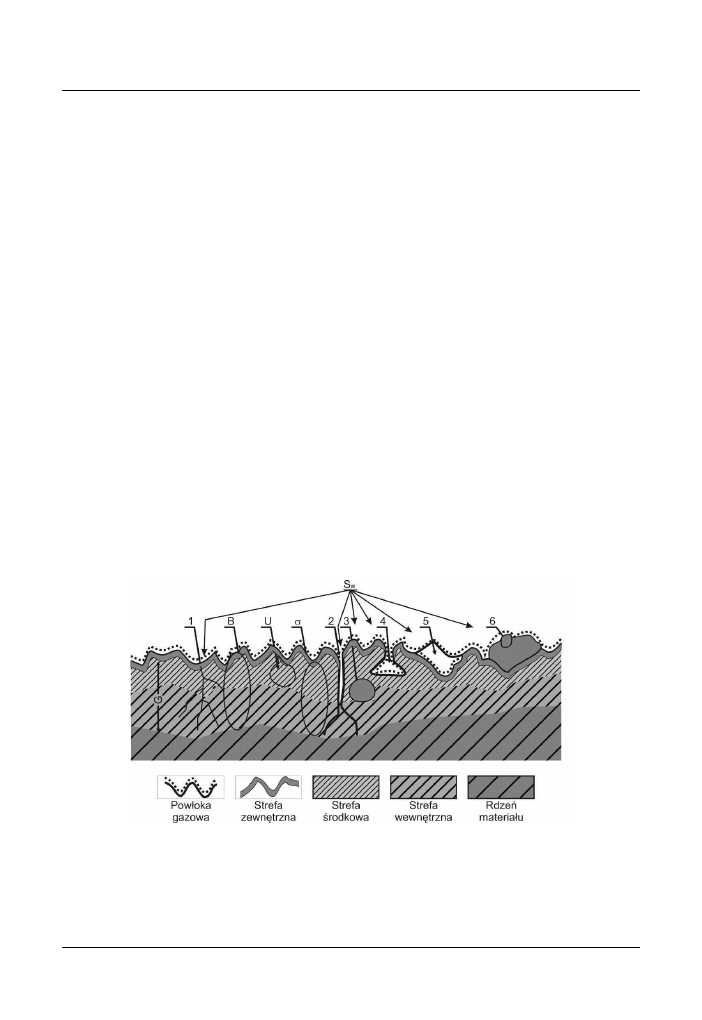
atacji. Warstw wierzchni materia
łu charakteryzuje nie tylko kształt, chropowato ć i wygl d,
Rysunek 200. Model warstwy wierzchniej (WW) cia
ła stałego; G – grubo ć warstwy
wierzchniej, 1 – mikrop kni cia, B – struktura warstwy wierzchniej, U – utwardzanie
(umocnienie) strefy rodkowej, – napr enia w
łasne warstwy wierzchniej, 2 – szczelina,
3 – rzadzizna, S
w
– ska enia warstwy wierzchniej, 4 – pory, 5 – wyrwa, 6 – wtr cenie
(wed
ług materiałów Instytutu In ynierii Materiałowej Politechniki Warszawskiej)
Open Access Library
Volume 5 2011
372
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
ale równie pozosta
łe własno ci całkowicie odmienne od własno ci rdzenia materiału, które
w znacz cy sposób wp
ływaj na ró norodno ć mechanizmów zu ywania si materiałów
in ynierskich i ich warstw powierzchniowych, tj. tarcie, zm czenie, korozj , erozj , dyfuzj ,
przewodno
ć i inne (rys. 200).
Pomimo e warstwy wierzchniej elementów nie mo na wykona
ć niezale nie od podło a, to
jednak wymagania stawiane rdzeniom produktów s zazwyczaj odmienne od stawianych
powierzchni [301]. Ró norodno
ć form zu ycia materiałów in ynierskich wymaga wykony-
wania szeroko zakrojonych prac badawczych dotycz cych uszkodzenia warstw powierz-
chniowych. Najcz ciej badane s mechanizmy trybologiczne, wywo
ływane procesami tarcia,
poniewa stanowi one oko
ło 80% ogółu wszystkich przypadków zu ycia i uszkodzenia.
Zu ycie powierzchni cia
ła stałego odnosi si przede wszystkim do procesu eksploatacji
maszyn i urz dze i w efekcie do koniecznych czynno ci serwisowych b d w skrajnym
przypadku do wymiany uszkodzonego elementu. Projektuj c poszczególne zespo
ły maszyn
i ca
łe urz dzenia nale y zwracać szczególn uwag na odporno ć pracuj cych elementów na
uszkodzenia zarówno trybologiczne (mechaniczne, zm czeniowe, adhezyjne i inne) jak i nie-
trybologiczne (korozja, dyfuzja, kawitacja i inne), a zw
łaszcza na uszkodzenia, które wyst puj
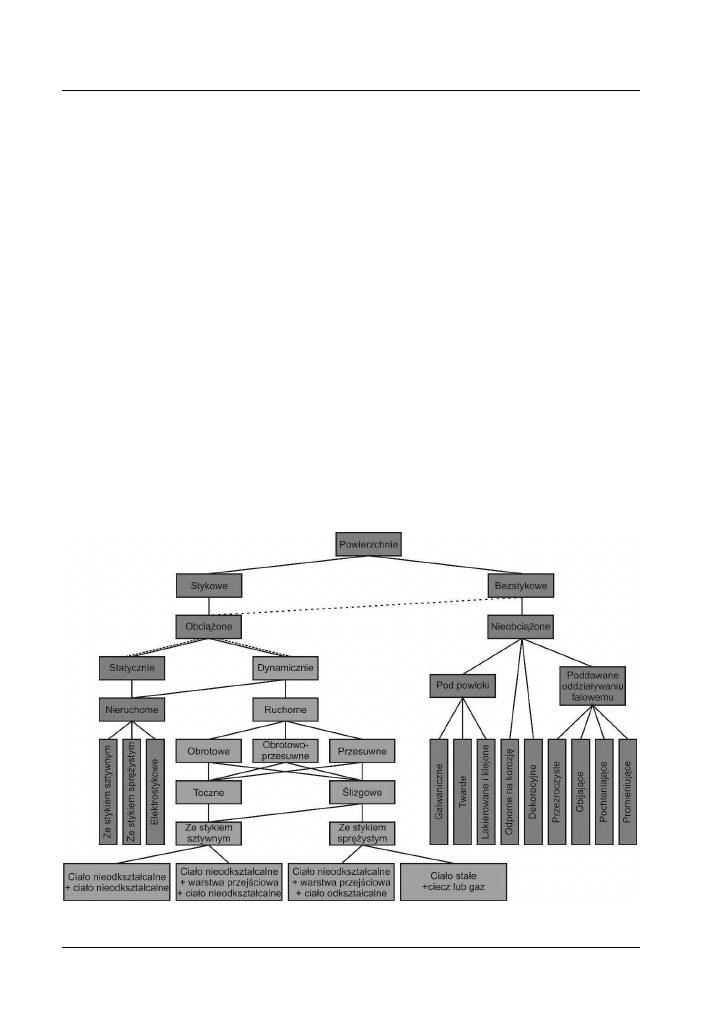
Rysunek 201. Uogólniona klasyfikacja powierzchni konstrukcyjnych [960]
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
373
na powierzchni i to z dwóch co najmniej powodów, poniewa wielokrotnie to w
ła nie trwało ć
powierzchni przes dza o dalszej mo liwo ci eksploatacji produktu, a z drugiej strony bardzo
cz sto uszkodzenia inicjuj w
ła nie na powierzchni produktów. Ze wzgl du na specyficzne
cechy powierzchni, ujawniaj ce si w ró nych warunkach eksploatacyjnych ogólnie mo na
sklasyfikowa
ć powierzchnie robocze jako: powierzchnie stykowe i bezstykowe, ruchome
i nieruchome, obci one i nieobci one, nie tylko mechanicznie, ale tak e oddzia
ływaniem
falowym przy u yciu fal wietlnych, d wi kowych, elektromagnetycznych, a tak e cieplnych,
a w zwi zku z tym powierzchnie reaguj ce na dzia
łanie falowe mog być przezroczyste,
odbijaj ce, poch
łaniaj ce lub promieniuj ce [960-964] (rys. 201).
Zu yciem jest uszkodzenie powierzchni cia
ła stałego, polegaj ce na stopniowej utracie
materia
łu z warstwy wierzchniej spowodowanej jej współdziałaniem (m.in. ruchem) lub
reakcj chemiczn z innym elementem lub o rodkiem b d cym z nim w kontakcie. Podczas
zu ycia nast puje, w d
ługim czasie, stopniowe zmniejszanie si masy i zmiana wymiarów
przedmiotu. Proces ten wyst puje podczas kontaktu powierzchni z metalami, niemetalami,
przep
ływaj cymi cieczami, cz stkami stałymi lub kroplami cieczy w przepływaj cym gazie.
Zu ycie obejmuje równie utlenianie i korozj oraz p kanie, zm czenie, pseudoskrawanie
Rysunek 202. Wspó
łzale no ć oddziaływa powierzchniowych i obj to ciowych [965]
Open Access Library
Volume 5 2011
374
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
i odkszta
łcenie spowodowane twardymi cz stkami. Zu ywaniem okre la si proces zmian
w warstwie wierzchniej cia
ła stałego, czego skutkiem jest zu ycie mierzone obj to ciowo,
powierzchniowo, liniowo lub masowo (rys. 202).
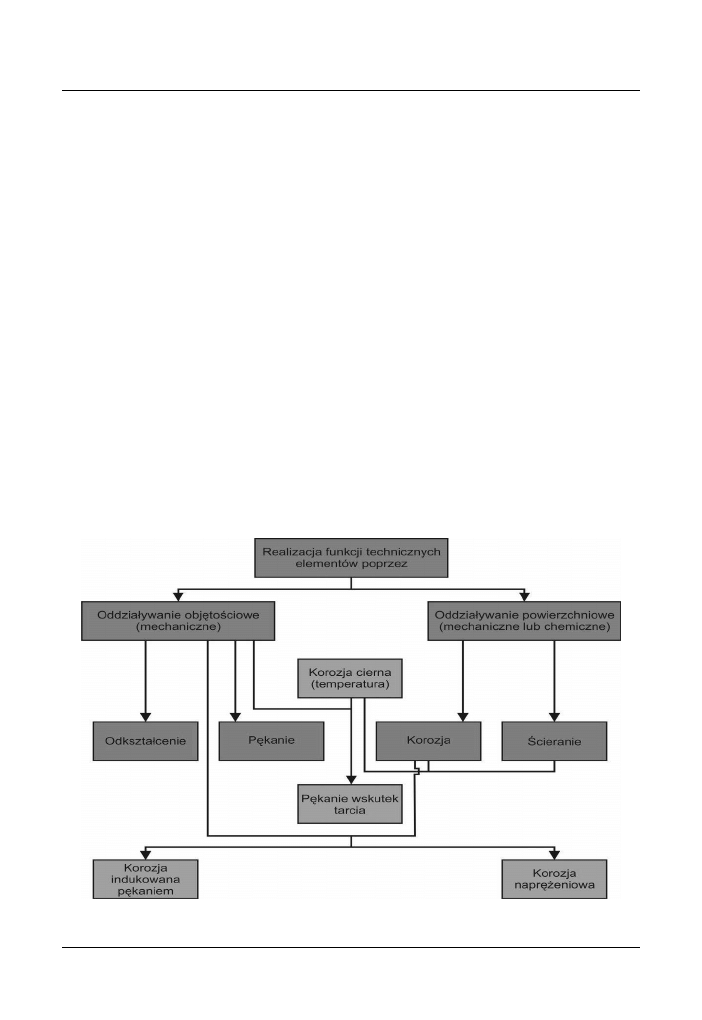
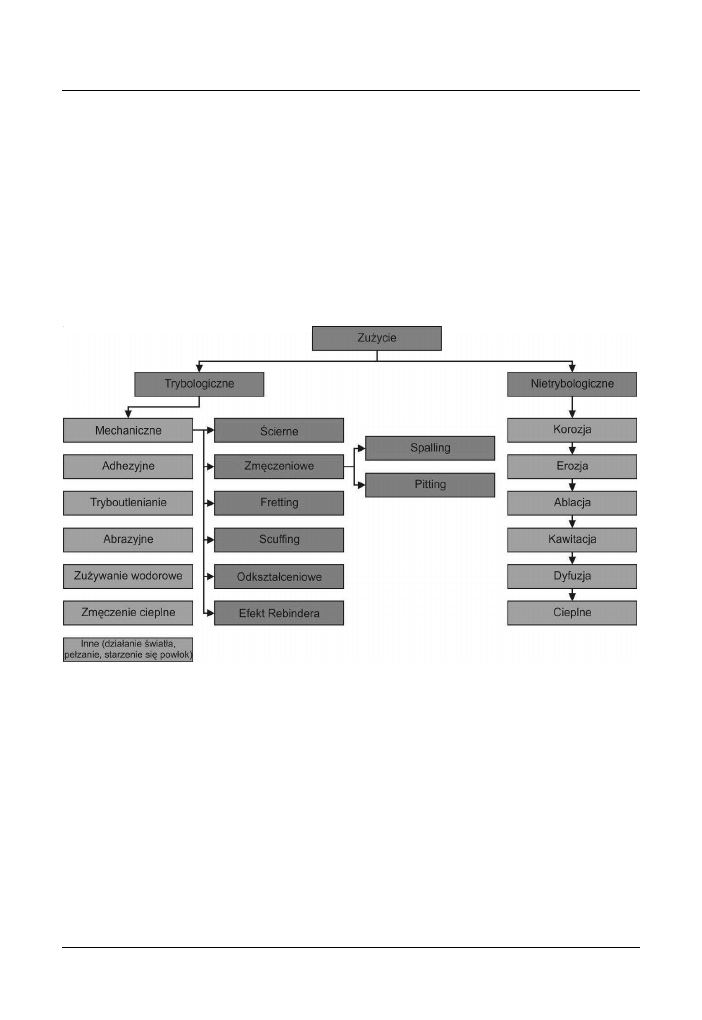
Przyjmuj c jako kryterium przyczyny, wyró nia si zu ycie trybologiczne i nietrybologi-
czne, a najwa niejsze mechanizmy i warunki zu ycia, jakie wyst puj w przypadku mate-
ria
łów in ynierskich i ich powierzchni przedstawiono na rysunku 203, przy czym ze wzgl du
na specyfik podej cia w niniejszej ksi ce opisano tylko te mechanizmy i rodzaje zu ycia,
które s zwi zane wy
ł cznie z powierzchni .
Rysunek 203. Najwa niejsze mechanizmy i warunki zu ycia, jakie wyst puj w przypadku
materia
łów in ynierskich i ich powierzchni
8.2. Zu ycie trybologiczne
W skali wiatowej ok. 30-50% energii produkowanej corocznie poch
łaniaj opory tarcia,
a zwi zane z tym zu ycie powoduje konieczno
ć okresowej wymiany elementów, zespołów
lub urz dze , co w konsekwencji jest przyczyn postoju maszyn i corocznego eliminowania
setek tysi cy maszyn, co wielokrotnie przewy sza koszty produkcji [966-969]. Nauk o tarciu
i procesach towarzysz cych tarciu jest trybologia, której zakres nie ogranicza si tylko do
procesów tarcia w maszynach, lecz dotyczy tak e wszystkich procesów tarcia w przyrodzie
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
375
i technice. Wa nymi zjawiskami towarzysz cymi tarciu, o du ym znaczeniu technicznym, s
procesy zu ywania materia
łów tr cych oraz smarowanie.
Zu ycie trybologiczne jest rodzajem zu ycia spowodowanego procesami tarcia, w którym
nast puje zmiana masy oraz struktury i fizycznych w
łasno ci warstw wierzchnich obszarów
styków. Intensywno
ć zu ycia trybologicznego zale y od odporno ci obszarów tarcia warstw
wierzchnich oraz od rodzaju oddzia
ływania. Zu ycie trybologiczne jako efekt tarcia obejmuje
bowiem fizyczne, chemiczne i mechaniczne oddzia
ływania mi dzy warstwami wierzchnimi
ruchomych elementów maszyn oraz innych elementów ruchomych. Najwa niejsze z nich,
które dotycz in ynierii powierzchni omówiono w niniejszym rozdziale.
Zu ycie cierne ma miejsce, gdy w obszarach tarcia wspó
łpracuj cych elementów wyst -
puj utwierdzone albo lu ne cz stki cierniwa, lub wystaj ce nierówno ci twardego materia
łu
[8,10]. Zu ycie cierne mo e nast powa
ć przez:
• ziarna umocowane we wspó
łpracuj cych powierzchniach,
• lu ne pojedyncze ziarna cierne, w tym tak e powstaj ce w obszarze tarcia w wyniku
utleniania produktów zu ycia,
• warstw ciern wyst puj c mi dzy wspó
łpracuj cymi powierzchniami,
• strumie cierny, tj. strumie p
łynu, w którym s zawieszone cz stki cierniwa,
• cieranie w rodowisku ciernym, gdy styk ziarna ze cieran powierzchni nast puje pod
dzia
łaniem sił wykonuj cych prac cierania i zgniatania materiału cierniwa.
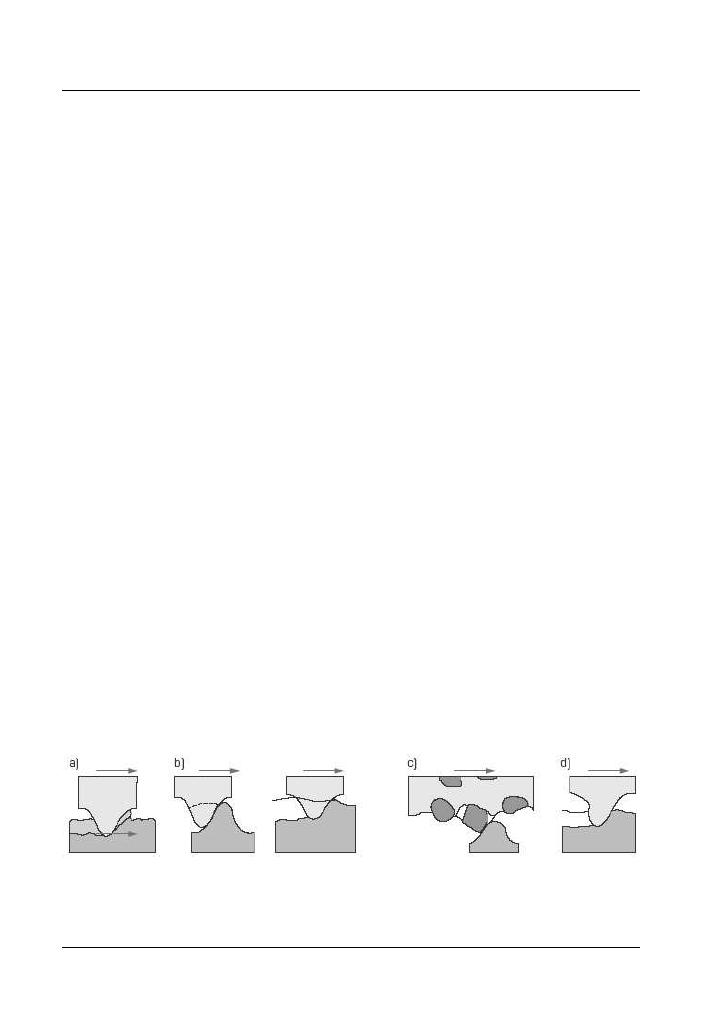
Elementarne procesy zu ycia ciernego przedstawiono na rysunku 204. Mo na wyró ni
ć
kilka rodzajów zu ycia ciernego, uwzgl dniaj c charakterystyk oddzia
ływania cierniwa na
powierzchni materia
łu [301]:
• cieranie pod ma
łym napr eniem – powoduj ce drobne rysy na powierzchni tr cej, co
ma miejsce m.in. w przypadku narz dzia do mieszania na sucho piasku z cementem,
Rysunek 204. Model dynamiczny elementarnych procesów zu ywania a) bruzdowanie,
b) cinanie nierówno ci, c) cinanie nierówno ci cierniwem przez wyst p nierówno ci,
d) odkszta
łcanie plastyczne materiału
Open Access Library
Volume 5 2011
376
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
• cieranie pod du ym napr eniem – wyst puj ce w przypadku p kania i kruszenia rodka
ciernego pod wystarczaj co du ym obci eniem, co ma miejsce np. podczas szlifowania
maszynowego, gdy wykruszaj si ziarna cierniwa z tarczy szlifierskiej,
• cieranie
łobi ce – charakteryzuj ce si makroskopowym odkształceniem plastycznym
spowodowanym pojedynczymi uderzeniami, co mo e mie
ć miejsce np. w trakcie upadku
du ych bloków skalnych spadaj cych na sztywn powierzchni materia
łu metalowego.
W celu zabezpieczenia powierzchni materia
łów in ynierskich przed nadmiernym zu ywa-
niem si wskutek cierania, przez zmian tarcia zewn trznego suchego na wewn trzne, stosuje
si rodki smarne, a ponadto stosuje si twarde, odporne na cieranie materia
ły, z których wy-
twarza si powierzchnie styku (np. kompozyty z w glikami wolframu, stale martenzytyczne,
stopowe stale kobaltowe, niklowe i manganowe), a tak e filtruje si p
łyny robocze (np. oleje
smarne, powietrze doprowadzone do spr arki lub silnika samochodowego).
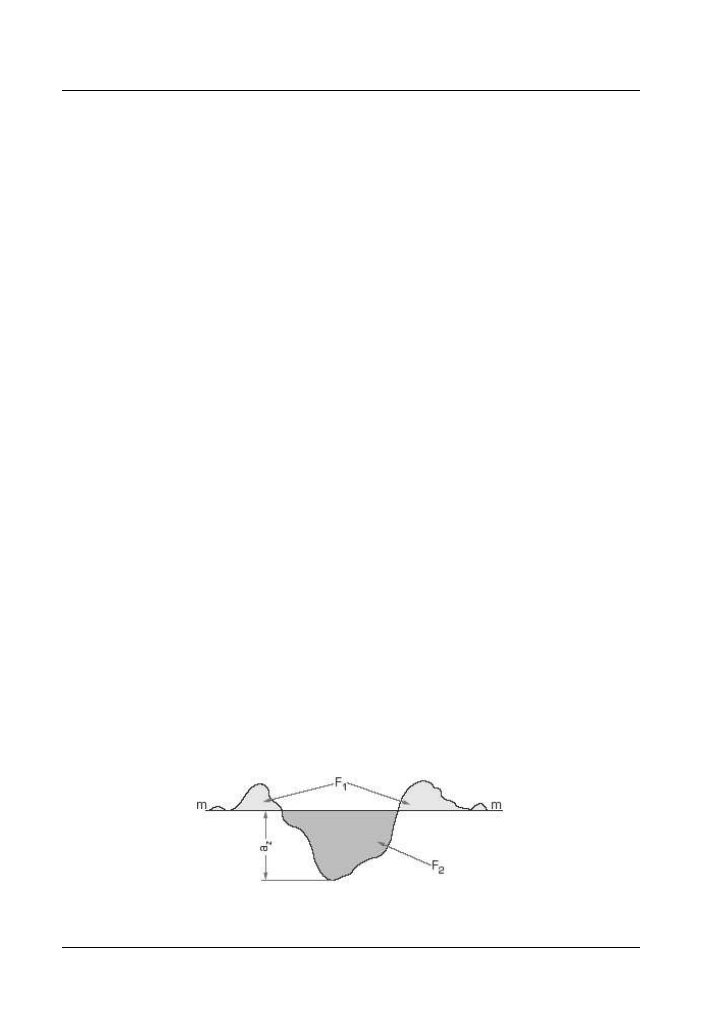
Podzia
łu zu ycia ciernego dokonuje si ze wzgl du na kryterium, którym jest iloraz
powierzchni przekrojów poprzecznych sumy obustronnych sp cze materia
łu obok rysy F
1
i zag
ł bienia rysy F
2
(rys. 205) [8,10].
Ubytek materia
łu w warstwie wierzchniej podczas zu ycia ciernego zwi zany jest z:
• bruzdowaniem, czyli odkszta
łceniem plastycznym obszarów styku i sp czenia materiału
z obu stron bruzdy, gdy stosunek F
1
/F
2
= 1,
• mikroskrawaniem, gdy stosunek F
1
/F
2
= 0,
• rysowaniem, gdy materia
ł jest cz ciowo odkształcany plastycznie oraz cz ciowo skra-
wany w postaci wiórów jako produktów zu ywania, gdy stosunek 0
≤ F
1
/F
2
≤ 1.
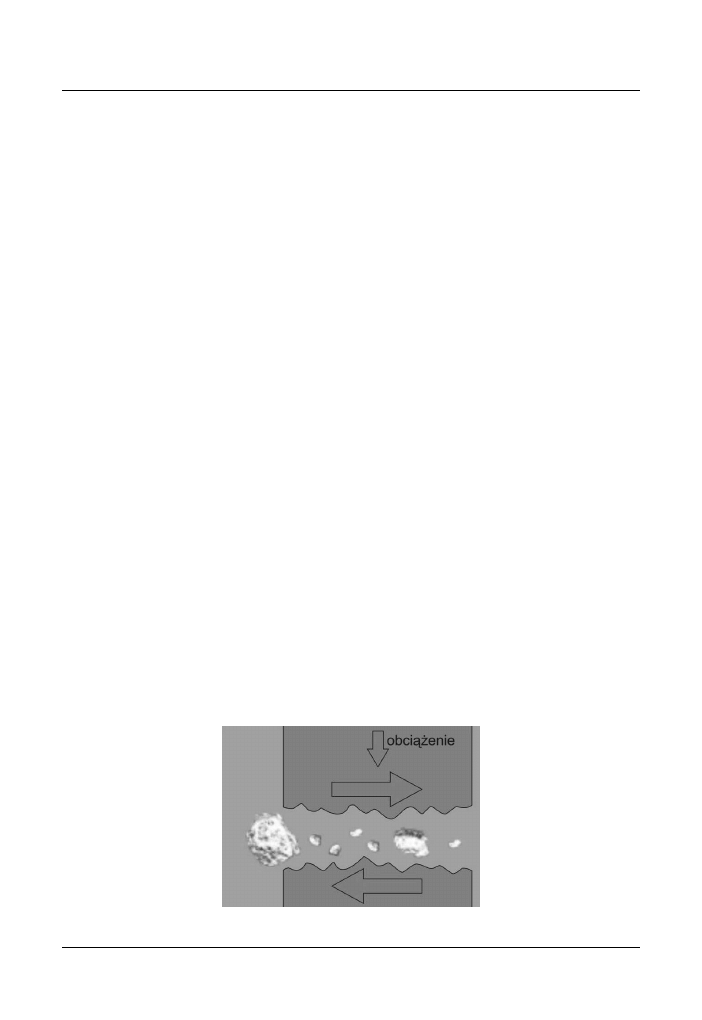
Zu ycie przez abrazj jest zwi zane zarówno z twardo ci elementu cieranego jak
i cierniwa. Abrazja jest czysto mechanicznym oddzia
ływaniem i nie zale y od współczynnika
tarcia. Najcz ciej zu ycie abrazyjne wyst puje w przypadku, gdy element metalowy jest
cierany przez lu ne suche lub zwil one cz steczki mineralne o znacznie wi kszej twardo ci
Rysunek 205. Kryterium wyró niaj ce rodzaje zu ywania; a
z
– g
ł boko ć bruzdy,
m-m – poziom odniesienia
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
377
od cieranego elementu (tarcie suche, pó
łsuche lub półpłynne) (rys. 206). Wobec tego cieranie
abrazyjne jest, obok zm czenia powierzchniowego, g
łówn przyczyn powierzchniowego
zu ywania si metalowych elementów konstrukcyjnych. Mo na wyró ni
ć zu ycie abrazyjne na
skutek bruzdowania, omywania erozyjnego, mielenia, mikroskrawania, piaskowania ( ruto-
wania).
Zu ycie zm czeniowe mo e by
ć:
• powierzchniowe, charakteryzuj ce si miejscowymi ubytkami warstwy wierzchniej mate-
ria
łu spowodowanymi obci eniami kontaktowymi,
• obj to ciowe, zwi zane z tworzeniem si p kni
ć zm czeniowych w wyniku wielokrot-
nych makroskopowych odkszta
łce spr ystych oraz wielokrotnych odkształce spr ysto-
plastycznych lub plastycznych spowodowanych przez tarcie i wywo
łuj cych powierzchnio-
we p kni cia zm czeniowe.
Do rodzajów zu ycia zm czeniowego nale :
• zu ycie przez
łuszczenie (spalling),
• zu ycie gruze
łkowe (pitting).
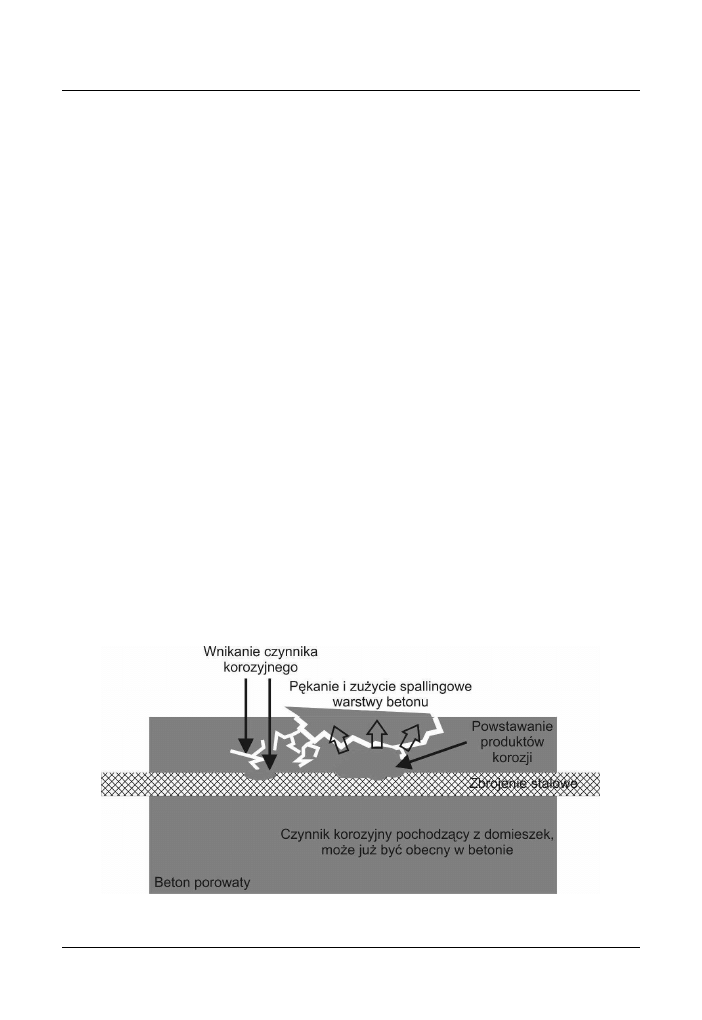
Zu ycie przez
łuszczenie (spalling) polega na odpadaniu od podło a cz stek materiału,
(rys. 207) utworzonych w wyniku rozprzestrzeniania si mikrop kni
ć zainicjowanych wew-
n trz warstwy wierzchniej skojarzonych elementów tarciowych, wskutek cyklicznego oddzia-
ływania napr e kontaktowych i dochodzenia tych mikrop kni ć do powierzchni przez nara-
stanie napr e .
Na zu ycie przez
łuszczenie wpływaj nast puj ce czynniki:
• g
ł boko ć warstwy wierzchniej odkształconej plastycznie [970],
• warto
ć odkształcenia plastycznego warstwy wierzchniej.
Rysunek 206. Schemat przebiegu zu ycia abrazyjnego
Open Access Library
Volume 5 2011
378
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
Zu ycie przez
łuszczenie wyst puje głównie przy tarciu tocznym metali twardych o wysokiej
granicy plastyczno ci. Procesom zu ycia zm czeniowego przez
łuszczenie towarzysz zwykle
procesy utleniania materia
łu warstwy wierzchniej.
Zu ycie gruze
łkowe przez wykruszenie (pitting) wyst puje w obecno ci oleju i w war-
stwach wierzchnich skojarzonych elementów tarciowych wskutek cyklicznego oddzia
ływania
napr e kontaktowych. Zu ycie zm czeniowe przez wykruszenie wyst puje zazwyczaj na
bie nikach
ło ysk tocznych, powierzchniach zespołów kół przekładni z batych i elementach
mechanizmów krzywkowych [301,971-973]. Mo na wyró ni
ć nast puj ce etapy zu ycia gru-
ze
łkowego przez pitting:
• zm czenie materia
łu i inicjacja p kni ć, w obecno ci oleju opó nione w porównaniu ze
zu yciem niesmarowanych skojarzonych elementów tarciowych,
• rozwój i rozprzestrzenianie si p kni
ć w wyniku wtłaczania oleju pod znacznym ci nie-
niem w szczeliny istniej ce na powierzchni i ich rozklinowywania pod dzia
łaniem du ych
nacisków [974-978],
• wyrywanie przez olej cz stek, które utraci
ły lub zmniejszyły spójno ć z rodzimym mate-
ria
łem.
Frettingiem jest zu ycie zwi zane ze zjawiskami mechanicznymi, cieplnymi, chemicz-
nymi i elektrycznymi zachodz cymi w obszarze kontaktu skojarzonych elementów tarciowych,
przemieszczaj cych si w wyniku drga lub pulsacji obci e wzajemnie wzgl dem siebie
o kilkadziesi t do kilkuset µm, przy ruchu post powo- lub obrotowo-zwrotnym. Przyjmuje si
Rysunek 207. Schemat powstawania zu ycia przez
łuszczenie (spalling) (według M. Tullmin)
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
379
na ogó
ł amplitud 70 do 100 µm, aczkolwiek niektórzy autorzy uwa aj , e t graniczn war-
to
ć stanowi około 300 µm, chocia najmniejsz warto ci amplitudy, przy której stwierdzono
skutki frettingu wynosi
ła około 0,1 µm.
Uszkodzenie frettingowe b d ce wypadkow zu ycia
adhezyjnego, zm czeniowego, ciernego i korozyjnego jest charakterystyczne dla po
ł czenia
spoczynkowego, w którym wyst puj mikroprzemieszczenia stykaj cych si elementów
spowodowane drganiami. Podczas przemieszcze oscylacyjnych o malej amplitudzie tworz
si silne po
ł czenia mi dzy wypukło ciami a stykaj cymi si powierzchniami. Odrywanie si
fragmentów materia
łu w miejscach utworzonych w wyniku oscylacji poł cze prowadzi do
powstawania narostów, które nast pnie s utleniane i wykruszane [301,979-984]. Tworz ce si
cz stki tlenków przemieszczaj c si ruchem tocznym po powierzchni styku pe
łni role lu nego
cierniwa (rys. 208). Zjawisko frettingu powoduje dwa zasadnicze skutki: zu ycie frettingowe
jako ubytek masy oraz powstawanie p kni
ć zm czeniowych na powierzchni w eru frettin-
gowego, które mog by
ć pocz tkiem gł bokich uszkodze w przypadku, gdy mechanizmowi
frettingu towarzyszy zmienne obci enie. Aktualnie do najcz ciej stosowanych sposobów
przeciwdzia
łania zjawisku frettingu nale techniki in ynierii powierzchni, umo liwiaj ce
w szerokim zakresie nanoszenie przeciwzu yciowych pow
łok na współpracuj ce powierz-
chnie, w tym przez hartowanie powierzchniowe, nagniatanie lub metody nanoszenia pow
łok
z fazy gazowej PVD i CVD.
Innym rodzajem zu ycia zm czeniowego jest p kanie warstw wierzchnich wskutek zm -
czenia cieplnego, którego przyczyn s napr enia cieplne spowodowane cyklami cieplnymi.
Klasycznym przyk
ładem elementów, które s nara one na zm czenie cieplne s : matryce do
obróbki plastycznej na gor co, formy metalowe do odlewania oraz w mniejszym stopniu formy
wtryskarek do kszta
łtowania polimerów [301,985,986].
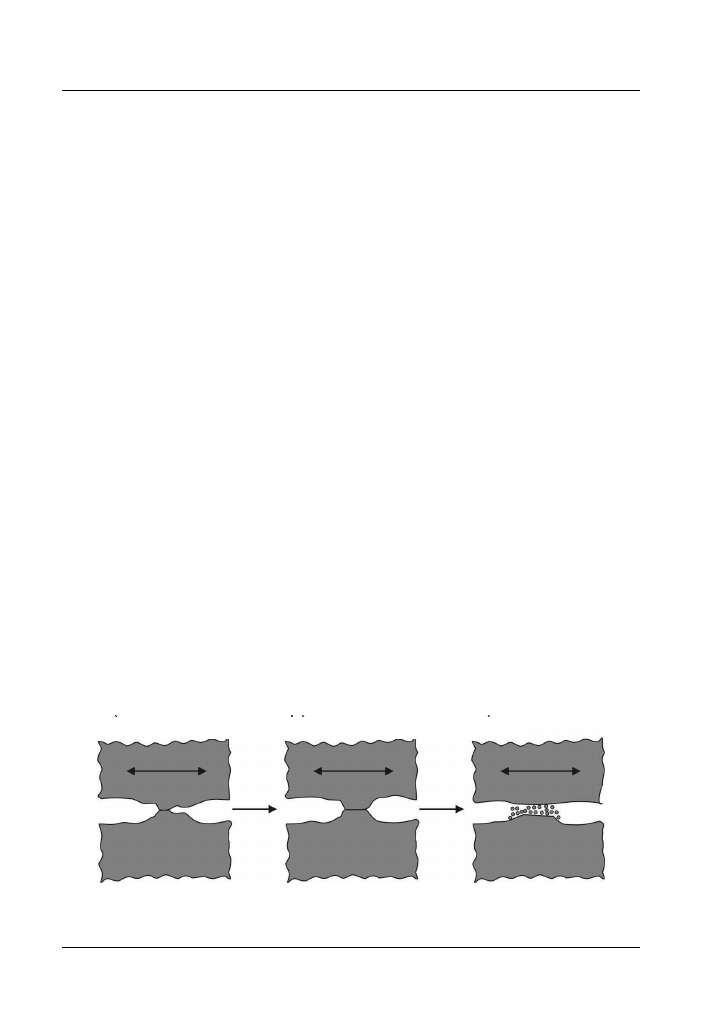
Rysunek 208. Schemat oddzia
ływania mi dzy wypukło ciami na powierzchni podczas
kolejnych etapów zu ycia frettingowego a), b), c) (wed
ług K. Labisza)
a)
b)
c)

Open Access Library
Volume 5 2011
380
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
Rodzajem zu ycia cierno-adhezyjnego jest scuffing czyli zacieranie, które polega na
sczepianiu si i nast pnym rozrywaniu po
ł cze wierzchołków nierówno ci w mikroobszarach
styku, bez ladów nadtapiania powierzchni. Jest wynikiem zachwiania równowagi termicznej
i mechanicznej w wyniku przerwania warstwy olejowej, polegaj ce na zaczepianiu nierów-
no ci powierzchni i podwy szeniem temperatury w warunkach, gdy warstwa olejowa istnieje,
lecz jest zbyt cienka w stosunku do wysoko ci nierówno ci [10,980,987-989] i mo e by
ć okre-
lane jako lekkie, umiarkowane i intensywne. W przypadkach szczególnie ci kich warunków
pracy obserwuje si nawet oznaki zacierania powierzchni.
Zu ycie adhezyjne polega na lokalnym sczepianiu metalicznym (adhezji) powierzchni
tr cych w mikroobszarach odkszta
łcenia plastycznego warstwy wierzchniej, a zwłaszcza naj-
wy szych wierzcho
łków chropowato ci zbli onych na odległo ć działania sił molekularnych
i nast pnym ich rozrywaniu zwi zanym z odrywaniem cz stek metalu lub jego rozmazywa-
niem na powierzchniach tarcia. Zu ycie adhezyjne wyst puje przy styku dwóch powierzchni
metali, charakteryzuj cych si du ym powinowactwem chemicznym. O sk
łonno ci do sczepia-
nia si metali decyduj si
ły elektrodynamiczne wywołane drganiami atomów powierzchnio-
wych. Zdolno
ć metali do poł cze adhezyjnych zale y przede wszystkim od struktury elektro-
nowej ich atomów, rodzaju sieci krystalicznej i plastyczno ci [10]. Metale wzajemnie nieroz-
puszczalne w stanie sta
łym lub tworz ce fazy mi dzymetaliczne cechuj si najmniejsz inten-
sywno ci sczepiania si . Atomy obce w sieci, dodatki stopowe i domieszki zwykle utrudniaj
sczepianie si . Sczepianiu si sprzyja podobie stwo struktury krystalicznej oraz zbli one
warto ci parametru sieci. W podwy szonej temperaturze zwi ksza si sk
łonno ć do sczepiania
si elementów z tego samego metalu lub metali o zbli onej strukturze krystalicznej. Sprzyjaj
temu tak e zgniot oraz spr yste odkszta
łcenie sieci.
W wysokiej temperaturze oraz przy du ych odkszta
łceniach plastycznych mikroobszarów
tarcia nast puje, jako odmiana sczepiania adhezyjnego, zrastanie tarciowe, które polega na
trwa
łym ł czeniu si stykaj cych si obszarów tr cych powierzchni metalowych w wyniku
dyfuzji poprzez granic styku. Proces ten zale y od wzajemnej rozpuszczalno ci w stanie
sta
łym materiałów pary tr cej, współczynników dyfuzji lub samodyfuzji, temperatury mikro-
obszarów tarcia, czasu styku i warto ci odkszta
łcenia plastycznego.
Oprócz sk
łonno ci metali do sczepiania i zrastania drugim czynnikiem decyduj cym o po-
datno ci na zu ycie adhezyjne jest sk
łonno ć metalu do tworzenia na powierzchni warstw
tlenkowych. Tlenki metali o wi zaniach atomowych tworz potencja
ł sił elektrostatycznych
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
381
powierzchni, których zasi g jest mniejszy od si
ł charakterystycznych dla metali. Warstwy
tlenkowe praktycznie nie wykazuj sk
łonno ci do sczepiania. Warstwa tlenków na powierzchni
metalu zmniejsza oddzia
ływanie adhezyjne obszarów styku metali. Całkowita siła przyci gania
adhezyjnego zale y od warto ci si
ł mi dzycz steczkowych i rzeczywistej powierzchni styku.
Przyci ganie adhezyjne bez trwa
łych wi za mi dzypowierzchniowych nie powoduje zu ycia.
Rozrywanie sczepie powoduje cz sto na granicy umocnionego materia
łu ubytki na
powierzchni i tworzenie na drugiej powierzchni narostów o twardo ci wi kszej od rdzenia.
Narosty dzia
łaj jak mikroostrza umocowane w jednej z powierzchni.
W przypadku gdy intensywno
ć niszczenia powierzchni przez cieranie jest mniejsza od
intensywno ci tworzenia warstw tlenków, wyst puje zu ycie z udzia
łem utleniania (trybo-
utlenianie). Zu ycie to polega na niszczeniu warstwy wierzchniej metali i stopów w warun-
kach tarcia w wyniku oddzielania warstw tlenków utworzonych w strefie tarcia wskutek
adsorpcji tlenu oraz warstw roztworów sta
łych powstałych nast pnie w wyniku dyfuzji tlenu
w odkszta
łcone plastycznie lub spr y cie obszary metalu.
Zu ycie z udzia
łem utleniania wyst puje przy tarciu:
• lizgowym,
• tocznym.
Przy tarciu tocznym, zu yciu z udzia
łem utleniania zawsze towarzyszy zu ycie zm czeniowe.
Cykliczne oddzia
ływanie napr e kontaktowych w warstwach wierzchnich współpracu-
j cych elementów tarciowych wywo
łuje zm czenie materiału i w wyniku tego miejscow
utrat spójno ci i zwi zane z tym ubytki materia
łu, co stanowi istot zu ycia zm czeniowego.
Ubytek masy nast puje dopiero po przekroczeniu przez poszczególne mikroobszary materia
łu
granicznej liczby cykli obci enia i granicy zm czenia. W zale no ci od parametrów i rodzaju
procesu tarcia oraz od wielko ci obci enia ubytek masy poprzedzony jest powstawaniem
mikrop kni
ć, a nast pnie makrop kni ć materiału [10].
Podejmuj c dzia
łania zapobiegawcze celem unikni cia reakcji trybochemicznych, w tym
zw
łaszcza tryboutleniania, nale y zwrócić uwag na fakt, e nie zawsze takie przedsi wzi cia
b d celowe z punktu widzenia zu ycia ciernego, bowiem np. powstanie trwa
łych komple-
ksów Me-O mo e zminimalizowa
ć prawdopodobie stwo zu ycia adhezyjnego i gro b zatarcia
elementów pary ciernej. Je li jednak tryboutlenianie prowadzi
łoby w efekcie do tworzenia
lu nych, s
łabo szczepionych z podło em tlenków, które b d stanowiły dodatkowe cierniwo,
to wówczas nale y:

Open Access Library
Volume 5 2011
382
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
• stosowa
ć tworzywa ceramiczne lub polimerowe na elementy cierne jako zamienniki
materia
łów metalowych,
• w przypadku konieczno ci zastosowanie materia
łów metalowych na elementy cierne,
nale y wybra
ć takie, które charakteryzuj si małym powinowactwem do tlenu,
• stosowa
ć nie utleniaj ce substancje zmniejszaj ce tarcie, w tym m.in. grafit, który słu y
zarówno, jako rodek po lizgowy jak i reduktor [990].
Zu ycie wodorowe jest przyczyn zu ycia materia
łu w stykach ciernych, je eli na powie-
rzchni metalu tworz cego styk s warunki do powstania wodoru w postaci atomowej lub jono-
wej i jego adsorpcji przez powierzchni [301]. Wodór atomowy lub jonowy w styku ciernym
tworzy si m.in. podczas rozk
ładu cieplnego rodka smarnego, w procesie korozji elektroche-
micznej, a tak e w wyniku reakcji na katodzie i dysocjacji cieplnej wodoru cz steczkowego
[301]. Wodór atomowy oprócz wnikania do wn trza materia
łu mo e powodować redukcj
tlenków znajduj cych si na powierzchni, co jest przyczyn zwi kszania wspó
łczynnika tarcia
i sprzyja tworzeniu si sczepie adhezyjnych oraz zu ywaniu przez utlenianie i usuwanie pro-
duktów korozji. Wodór dostaj cy si do metalu mo e by
ć przyczyn wielu uszkodze okre la-
nych ogólnie jako uszkodzenia wodorowe. G
łównymi czynnikami wpływaj cymi na uszko-
dzenie wodorowe s : materia
ł, napr enia i o rodek. Zapobieganie uszkodzeniom wodorowym
polega na prawid
łowym doborze materiałów, procesu ich wytwarzania oraz cech konstrukcyj-
nych elementu [301]. Stosuje si tak e inhibitory i obróbk maj c na celu zmniejszenie
st enia wodoru w materiale. Jednak e jedn z g
łównych metod zabezpieczania materiałów
metalowych przed zu yciem wodorowym jest stosowanie pow
łok ochronnych, a to wła nie
uzasadnia poruszanie tego zagadnienia w niniejszym rozdziale.
8.3. Korozja metali i stopów
Korozj jest oddzia
ływanie fizykochemiczne i elektrochemiczne mi dzy materiałem
metalowym a otaczaj cym rodowiskiem, w wyniku którego nast puje uszkodzenie korozyjne
powoduj ce zmniejszenie w
łasno ci metalu. Ze wzgl du na typ reakcji powoduj cych znisz-
czenie metalu lub stopów mo e by
ć dokonany podstawowy podział korozji metali i stopów na
elektrochemiczn i chemiczn [10].
Niekiedy korozja towarzyszy zjawiskom fizycznym erozji, zu ycia ciernego lub kawitacji.
W takich przypadkach,
ł cznego oddziaływania czynników fizycznych i chemicznych, zjawiska

Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
383
niszczenia metali s okre lane odpowiednio jako korozja erozyjna (korozjo-erozja), korozja
cierna lub korozja kawitacyjna. Podstawowe definicje poj
ć zwi zanych z korozj metali
i stopów zestawiono w normie PN-EN ISO 8044:2002.
Post puj ca korozja mo e powodowa
ć znaczne obni enie własno ci mechanicznych
i u ytkowych maszyn, urz dze i elementów, np. kot
łów parowych, konstrukcji mostów,
łopatek turbin, istotnie zmniejszaj c bezpiecze stwo ich stosowania. Dotyczy to blisko 30%
ogólnej liczby produktów z metali i ich stopów.
Korozja powoduje równie bardzo du e straty ekonomiczne, wynikaj ce np. z niszczenia
ruroci gów, mostów, statków, instalacji chemicznych, zbiorników, t
łumików samochodowych
i elementów maszyn. Straty ekonomiczne bezpo rednio s zwi zane z konieczno ci dokonywa-
nia wymiany uszkodzonych konstrukcji maszyn i urz dze lub ich elementów, wykorzystywa-
nia odpowiednio stopów odpornych na korozj lub pokry
ć antykorozyjnych, osuszania maga-
zynów i stosowania innych rodków przeciwdzia
łaj cych lub opó niaj cych przebieg korozji.
Straty bezpo rednie powstaj nie tylko podczas u ytkowania metalowych konstrukcji
maszyn i urz dze , lecz równie w procesie ich wytwarzania. Przyk
ładowo – ok. 7-10% ogól-
nej produkcji stali ulega zniszczeniu w wyniku tworzenia si zgorzeliny podczas operacji
obróbki plastycznej, g
łównie za walcowania i kucia. Znaczne straty z tej samej przyczyny
wywo
łuje równie obróbka cieplna wykonywana w urz dzeniach bez atmosfer ochronnych [10].
Straty ekonomiczne po rednie s zwi zane z przerwami w eksploatacji ró nych urz dze
w celu dokonania wymiany cz ci lub usuni cia uszkodze , ze stratami materia
łów np. w wy-
niku przecieków olejów, gazów i wody, zmniejszeniem wydajno ci urz dze , np. wymienni-
ków ciep
ła – wskutek osadzania si produktów korozji na ich ciankach, a tak e z zanieczysz-
czaniem elementów urz dze produktami korozji.
Ostatecznym efektem korozji mo e by
ć zniszczenie korozyjne, powoduj ce e dany układ
techniczny przestaje ca
łkowicie funkcjonować. Około 10% produkowanych na wiecie metali
i ich stopów ulega nieodwracalnemu zniszczeniu w wyniku korozji, gdy metale te tylko
w cz ci mo na odzyska
ć w procesie hutniczym ze skorodowanych elementów konstrukcji,
maszyn i urz dze . Do strat powodowanych korozj nale y zaliczy
ć równie straty energe-
tyczne i straty pracy ludzkiej, zwi zane z procesami naprawy, a tak e wytwarzania metali i ich
stopów oraz gotowych urz dze , które musz zast pi
ć urz dzenia uszkodzone wskutek korozji.
Konieczne jest zatem poznanie odmian i mechanizmów korozji, a tak e dzia
łania korozyjnego
ró nych rodowisk na ró ne metale i stopy w celu opracowania najskuteczniejszych metod
Open Access Library
Volume 5 2011
384
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
walki z tym szkodliwym procesem [10]. Umo liwi to zmniejszenie ogromnych strat ekonomi-
cznych, które rokrocznie ponosi gospodarka.
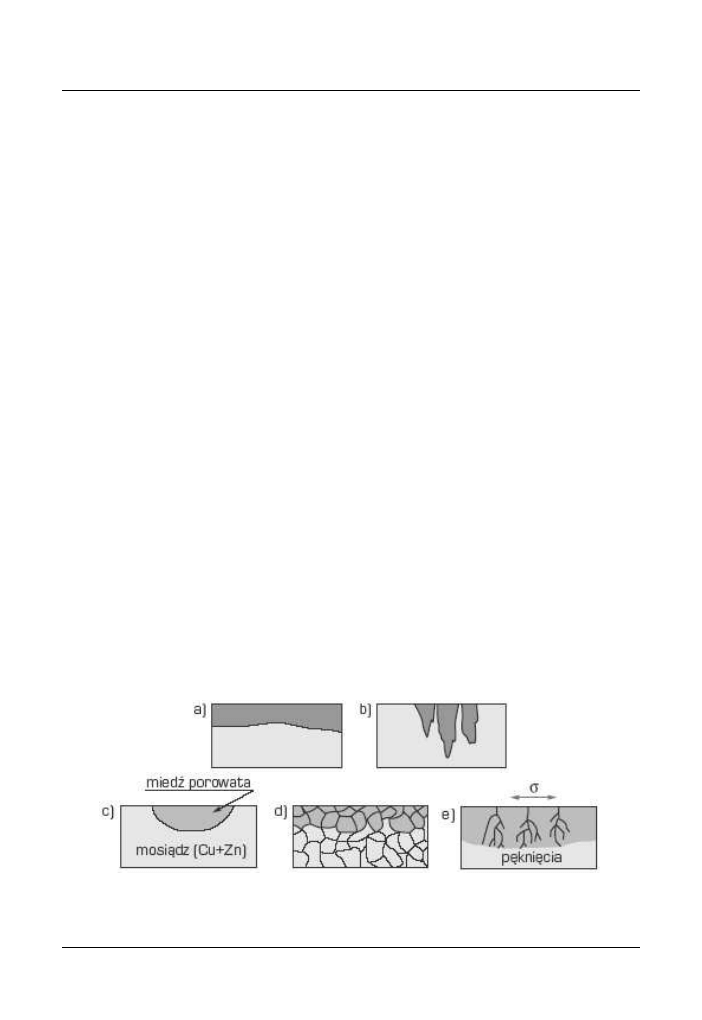
Ze wzgl du na wygl d zewn trzny i zmiany w
łasno ci fizycznych spo ród uszkodze
korozyjnych mo na wyró ni
ć kilka zasadniczych odmian (rys. 209).
Korozja równomierna (rys. 209a) polega na niemal jednostajnym na ca
łej powierzchni
niszczeniu metalu w miar up
ływu czasu. Szybko ć korozji równomiernej
KR
jest podawana
w mm/rok, niekiedy tak e w mg/(dm
2
·doba). Metale lub stopy cechuj ce si szybko ci korozji
równomiernej nie wi ksz ni 0,15 mm/rok mog by
ć stosowane na szczególnie odpowie-
dzialne elementy urz dze nara onych na zniszczenie korozyjne, np. gniazda zaworów
silników spalinowych lub wirniki pomp. Gdy szybko
ć korozji równomiernej jest wi ksza ni
1,5 mm/rok, to takich metali i ich stopów nie mo na stosowa
ć na elementy urz dze nara one
na zniszczenie korozyjne [10].
Korozja lokalna charakteryzuje si zró nicowaniem szybko ci niszczenia metalu lub stopu
w ró nych obszarach jego powierzchni. Przyk
ładem takiego uszkodzenia korozyjnego jest
korozja w erowa (rys. 209b). Stosunek najwi kszej g
ł boko ci w erów do gł boko ci redniej,
wynikaj cej z ubytku masy próbki, nosi nazw wspó
łczynnika korozji w erowej W
KW
(dla
korozji równomiernej W
KW
= 1). Innym przyk
ładem korozji lokalnej jest tzw. korozja no owa
przebiegaj ca w w skiej strefie granicznej mi dzy materia
łem macierzystym a spoin zł cza
spawanego lub lutowanego.
Korozja selektywna (rys. 209c) polega na niszczeniu jednej lub kilku faz stopu ze zna-
cznie wi ksz szybko ci od szybko ci uszkadzania osnowy stopu. W wyniku tego porowata
pozosta
ło ć zachowuje wprawdzie pierwotny kształt produktu, lecz jego wytrzymało ć ulega
Rysunek 209. Typowe uszkodzenia korozyjne a) korozja równomierna, b) korozja w erowa,
c) korozja selektywna, d) korozja mi dzykrystaliczna, e) p kanie korozyjne
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
385
znacznemu zmniejszeniu. Korozja selektywna wyst puje m.in. w stopach metali szlachetnych
(np. Au-Ag i Au-Cu), w eliwach szarych (korozji ulega faza metaliczna, a pozostaje grafit),
a przyk
ładem tego zjawiska jest równie odcynkowanie stopów Cu-Zn (rys. 209c) [10].
Korozja mi dzykrystaliczna (rys. 209d) przebiega g
łównie na granicach ziarn metali lub
ich stopów, post puj c z bardzo du szybko ci i si gaj c na du g
ł boko ć. Korozja mi -
dzykrystaliczna powoduje nierzadko katastrofalne zniszczenia w wyniku znacznego zmniej-
szenia wytrzyma
ło ci i ci gliwo ci metalu, bez wyra nie widocznych zewn trznie objawów.
P kanie korozyjne (rys. 209e) jest powodowane jednoczesnym dzia
łaniem rodowiska
korozyjnego i napr e rozci gaj cych sta
łych lub zmiennych. Gdy na metal lub stop poddany
sta
łemu napr eniu rozci gaj cemu działa rodowisko korozyjne, wyst puje korozja napr -
eniowa. Napr enie rozci gaj ce powoduj ce korozj napr eniow mo e by
ć przyło one
z zewn trz lub by
ć napr eniem wewn trznym wywołanym obróbk plastyczn , ciepln lub
spawaniem. Napr enia powoduj ce p kni cia w wyniku korozji napr eniowej s znacznie
mniejsze od granicy plastyczno ci i wytrzyma
ło ci metali i stopów [10]. W przypadku gdy
element metalowy, zanurzony w rodowisku korozyjnym, jest poddawany zmiennym napr e-
niom rozci gaj cym, mo e ulega
ć korozji zm czeniowej.
Korozja gazowa w rodowisku zawieraj cym jedynie suchy gaz, np. tlen lub powietrze,
azot, siark i jej zwi zki, spaliny i pary, jest najcz stszym przyk
ładem korozji chemicznej.
Procesy korozji chemicznej polegaj na niszczeniu metali i stopów w wyniku reakcji chemicz-
nych. W odró nieniu od korozji elektrochemicznej korozja chemiczna przebiega na sucho, bez
udzia
łu elektrolitu. Korozja gazowa przynosi szczególnie dotkliwe straty w przemysłach che-
micznym, energetycznym, w transporcie samochodowym i lotniczym – wsz dzie tam, gdzie
wiele elementów konstrukcyjnych jest nara onych na dzia
łanie gor cych par i gazów. Korozja
gazowa powoduje równie znaczne straty w procesie wytwarzania metali, g
łównie wskutek
tworzenia si zgorzeliny podczas obróbki plastycznej i cieplnej metali i stopów, zw
łaszcza
stali, staj c si tym samym przedmiotem szczególnego zainteresowania technologów obróbki
plastycznej i cieplnej [10].
Podstawowym typem reakcji powoduj cej korozj gazow przede wszystkim podczas
obróbki plastycznej i cieplnej jest reakcja chemiczna utleniania, któr dla najprostszego
przypadku utleniania czystego metalu dwuwarto ciowego mo na przedstawi
ć nast puj co:
,
MX
X
2
1
+
M
2
→
(19)
Open Access Library
Volume 5 2011
386
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
gdzie:
M
–
metal,
X
2
– utleniacz, np. O
2
, S
2
, N
2
.
Reakcja chemiczna utleniania metalu jest z
ło ona ze sprz onych ze sob kilku lub wszys-
tkich elementarnych procesów cz stkowych, do których nale [10]:
• adsorpcja (tj. gromadzenie si na powierzchni metalu substancji b d cej sk
ładnikiem atmo-
sfery) i chemisorpcja (tj. gromadzenie si na powierzchni metalu substancji b d cej sk
ład-
nikiem atmosfery w wyniku tworzenia powierzchniowych po
ł cze chemicznych z meta-
lem) gazu utleniaj cego na powierzchni ci g
łej i cienkiej warstwy produktu utleniania,
powsta
łej w pocz tkowej fazie procesu,
• powstawanie jonów utleniacza na powierzchni adsorbuj cej warstwy zgorzeliny i wbudo-
wywanie si ich w sie
ć krystaliczn zgorzeliny,
• dyfuzja (czyli przep
ływ) jonów metalu z równowa n liczb elektronów z fazy metalicznej
do zgorzeliny,
• dyfuzja odrdzeniowa jonów metalu i elektronów od granicy faz rdze metalowy-zgorzelina
do powierzchni warstwy przez defekty sieci krystalicznej w niej wyst puj ce,
• dyfuzja dordzeniowa jonów utleniacza od granicy faz utleniacz-zgorzelina do granicy
zgorzelina-rdze metalowy, po
ł czona z dyfuzj elektronów w kierunku przeciwnym,
• jednoczesna dyfuzja jonów metalu oraz jonów utleniacza w przeciwnych kierunkach,
po
ł czona z odpowiedni dyfuzj elektronów,
• dyfuzja metalu, a szczególnie utleniacza – w postaci jonów, atomów lub cz steczek –
wzd
łu granic ziarn w zgorzelinie oraz metalu.
Rysunek 210. Schemat praw kinetycznych utleniania metali
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
387
Szybko
ć elementarnych procesów cz stkowych reakcji utleniania metali i stopów w ró -
nym stopniu zale y od temperatury i ci nienia. Elementarny proces cz stkowy, który przebiega
najwolniej, decyduje o szybko ci ca
łej reakcji [10]. W wysokiej temperaturze reakcje chemi-
czne tworzenia si zwi zków chemicznych przebiegaj ze znacznie wi ksz szybko ci ni
dyfuzja jonów metalu lub utleniacza przez warstw zgorzeliny. Z tego powodu dyfuzja okre la
szybko
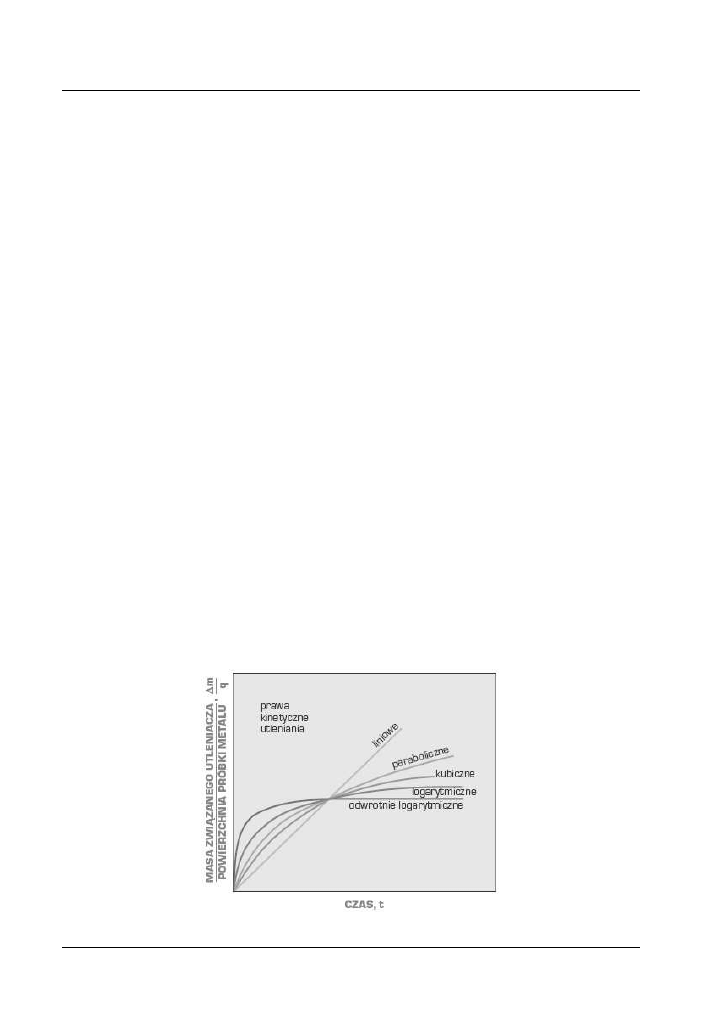
ć przebiegu reakcji sumarycznej. Szybko ć tworzenia si produktów reakcji utleniania
opisuje zale no
ć m/q (stosunku masy utleniacza m wi zanego przez jednostk powierzchni
metalu q) od czasu t. Prawa kinetyczne przebiegu utleniania metali pogl dowo przedstawiono
na rysunku 210. Wraz z podwy szeniem temperatury zmienia si prawo opisuj ce szybko
ć
reakcji utleniania – od wyk
ładniczego przez pot gowe do liniowego.
Produkty reakcji utleniania metalu zwykle wyst puj w stanie sta
łym, rzadko w stanie ciek-
łym lub gazowym. Warstwy stałego produktu reakcji utleniania s nazywane zgorzelinami,
gdy ju po kilku sekundach ich grubo
ć jest wi ksza od 10 µm, lub warstwami nalotowymi,
gdy ich grubo
ć jest mniejsza nawet po bardzo długim czasie. Warstwy nalotowe s zwykle
zwarte i jednofazowe w ca
łej swej obj to ci. Zgorzelina utworzona na powierzchni czystych
metali oraz stopów sk
łada si przewa nie z dwóch lub trzech warstw, z których zewn trzna,
granicz ca z utleniaczem, jest najcz ciej zwarta, natomiast wewn trzna, granicz ca z metalem
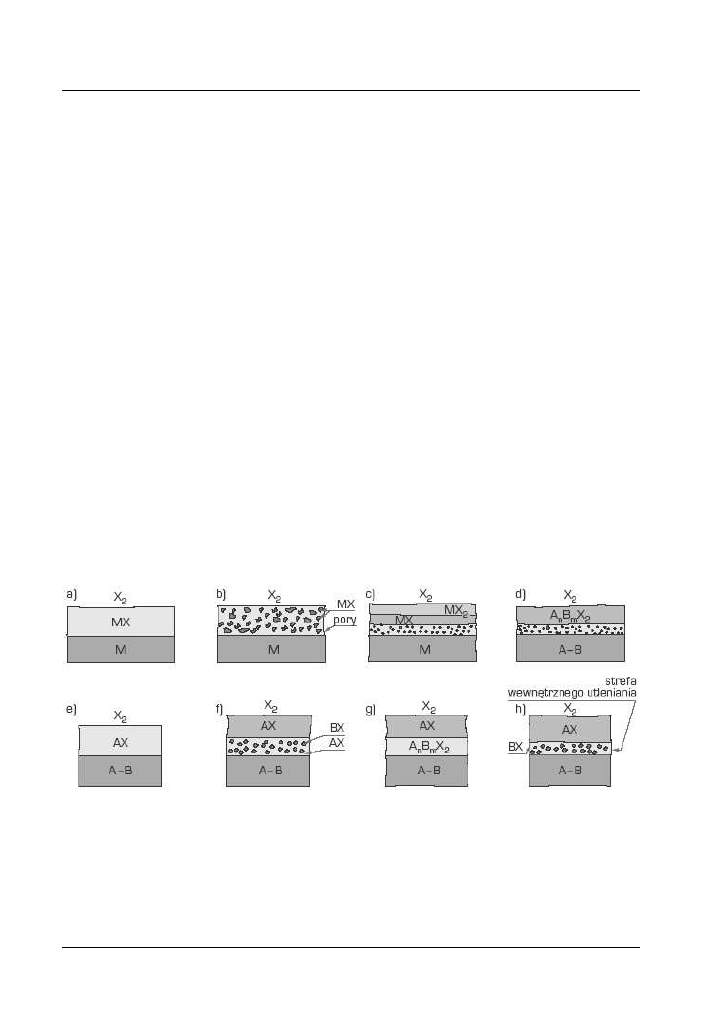
– porowata (rys. 211).
Rysunek 211. Schemat budowy zgorzelin utworzonych przez gaz X
2
na powierzchniach
czystych metali M (a-c) oraz na dwusk
ładnikowych stopach metali A-B (d-h) a) jednofazowej
zwartej, b) porowatej, c) dwufazowej, d) jednofazowej, e) utworzonej w wyniku utleniania
selektywnego, f) i g) dwufazowych przy ca
łkowitym braku rozpuszczalno ci (f) i cz ciowej
rozpuszczalno ci (g) zwi zków stanowi cych produkt korozji, h) ze stref utleniania
wewn trznego (wed
ług S. Mroweca i T. Werbera); MX, MX
2
, A
n
B
m
X
2
– zwi zki chemiczne
i fazy tworz ce zgorzeliny
Open Access Library
Volume 5 2011
388
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
Mechanizm powstawania zgorzelin jest bardzo z
ło ony. W przypadku utleniania płaskich
próbek z czystego metalu o du ych wymiarach tworz si na nich zgorzeliny zwarte. Gdy
zgorzelin tworzy zwi zek o niedomiarze atomów metalu typu M
1-y
X, np. NiO, Cu
2
O
3
, FeO,
Cr
2
O
3
, CoO, o szybko ci reakcji utleniania decyduje odrdzeniowa dyfuzja jonów metalu przez
wakanse kationowe, w których wyst puj braki jonów metalu, oraz dyfuzja elektronów przez
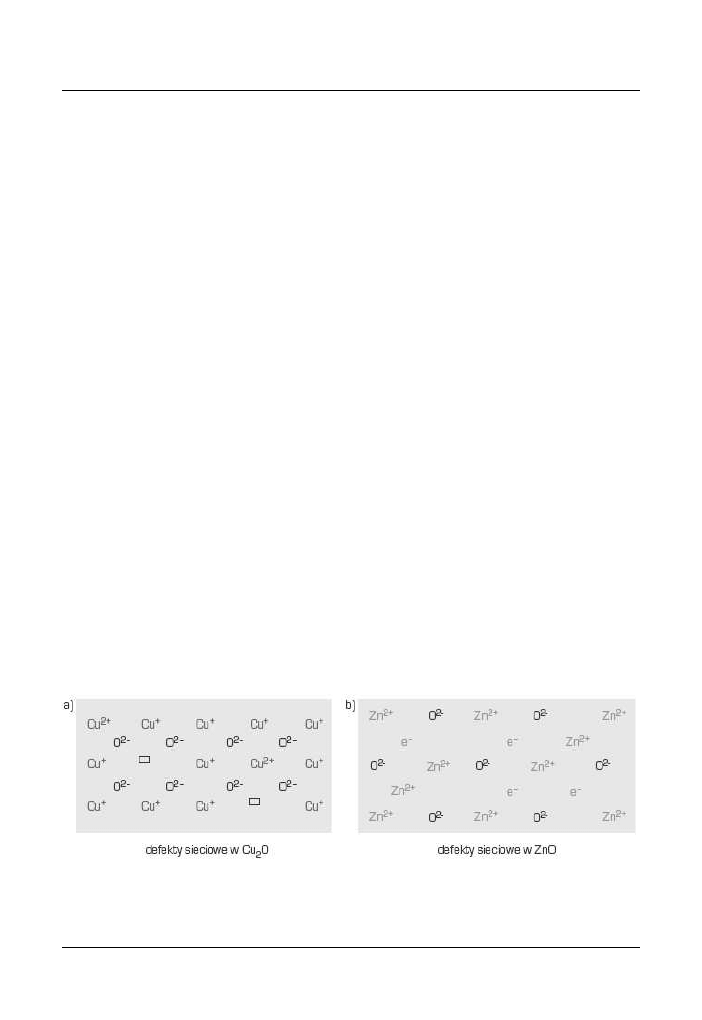
dziury dodatnie, w których wyst puj braki elektronów (rys. 212a). Gdy zgorzelin jest
zwi zek typu M
1+y
X o nadmiarze atomów metalu, np. ZnO, CdO
2
, TiO
2
, Al
2
O
3
, w przestrzeni
mi dzyw z
łowej znajduj si dodatkowe jony metalu, które w czasie reakcji utleniania
dyfunduj odrdzeniowo przez przestrzenie mi dzyw z
łowe wraz z elektronami do zewn trznej
powierzchni zgorzeliny (rys. 212b). Gdy produkt reakcji typu MX
1-y
o niedomiarze atomów
utleniacza wykazuje zdefektowanie w postaci anionowej, zgorzelina narasta w wyniku dordze-
niowej dyfuzji jonów utleniacza. W szczególnych przypadkach, gdy jednocze nie wyst puj
zdefektowania w podsieci kationowej i anionowej zgorzeliny, równocze nie przebiega w prze-
ciwnych kierunkach dyfuzja jonów metalu i utleniacza [10].
Niekiedy zgorzelina, np. AgBr, utworzona w wyniku dzia
łania par bromu na srebro, wyka-
zuje zdefektowanie elektronowe, czyli dziury dodatnie. Narastanie zgorzeliny na powierzchni
metalu jest wówczas wywo
ływane dyfuzj odrdzeniow jonów metalu i elektronów.
W przypadku tym st enie dziur dodatnich jest o kilka rz dów mniejsze od st enia wakansów
kationowych, a ruchliwo
ć dziur dodatnich jest znacznie wi ksza ni defektów kationowych.
Szybko
ć tworzenia zgorzeliny jest wi c uwarunkowana głównie dyfuzj elektronów przez
dziury dodatnie. Zgorzelina taka wykazuje w
łasno ci zbli one do elektrolitów i nosi nazw
elektrolitu sta
łego.
Rysunek 212. Schemat defektów sieciowych w tlenkach miedzi Cu
2
O i cynku ZnO (wed
ług
H.H. Uhliga); prostok t – wakans kationowy, Zn
2+
i Cu
+
– dziury dodatnie, e
-
– elektrony
mi dzyw z
łowe, O
2-
– jony tlenu
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
389
Zgorzelina zwarta wielofazowa
powstaje na metalu, gdy w podwy szonej temperaturze
metal tworzy z utleniaczem kilka zwi zków trwa
łych termodynamicznie o ró nym stopniu
utlenienia metalu.
Zgorzelina jednofazowa
powstaje wtedy, gdy w danej temperaturze ci nienie, w którym
zachodzi reakcja utleniania, jest mniejsze od pr no ci rozk
ładowej zwi zku o wy szym
stopniu utlenienia. Pr no ci rozk
ładow jest nazywane ci nienie, przy którym nast puje
samorzutny rozpad tego zwi zku na wolny metal i utleniacz.
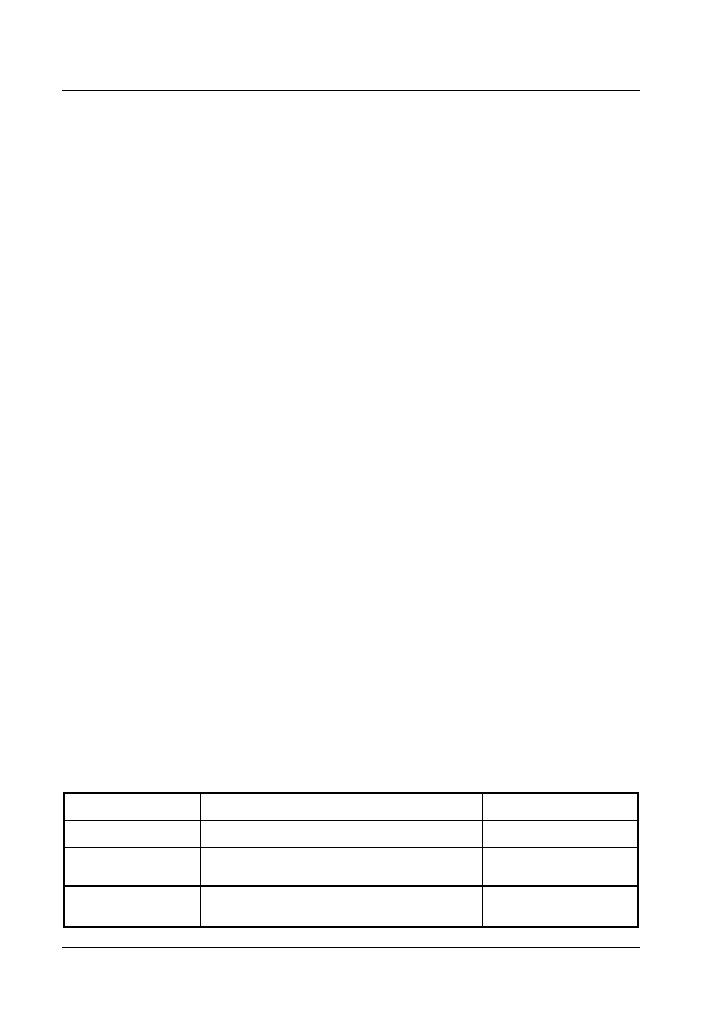
Je eli w tej samej temperaturze ci nienie reakcji utleniania jest wi ksze od pr no ci
rozk
ładowej zwi zków o wy szym stopniu utlenienia, powstaje zgorzelina dwu-, a nawet
trójfazowa. Przyk
ładowo – w temperaturze 1000°C, jak podano w tablicy 44, w zale no ci od
ci nienia cz stkowego tlenu, wynikaj cego z rodzaju atmosfery, mo e tworzy
ć si zgorzelina
jedno-, dwu- lub trójfazowa. Z powierzchni metalu graniczy zawsze faza, w której metal
wyst puje w najni szym stopniu utlenienia (w przypadku elaza – FeO). Z atmosfer utlenia-
j c graniczy faza, w której metal cechuje si najwy szym stopniem utlenienia – Fe
2
O
3
[10].
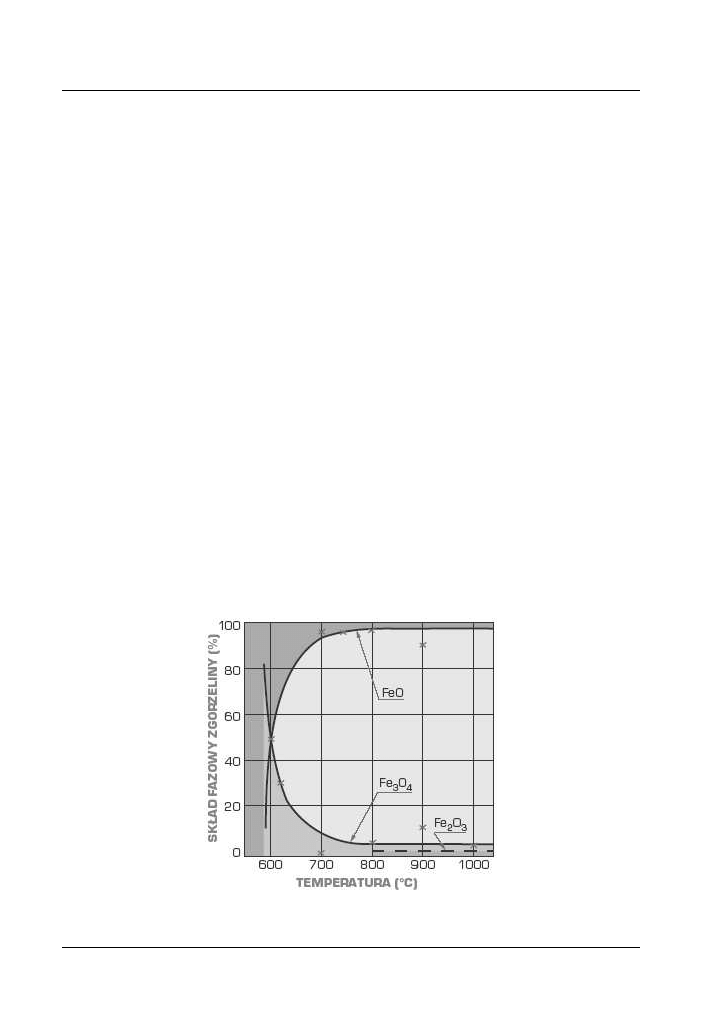
Stosunek grubo ci faz w zgorzelinie wielofazowej zwykle nie zale y od czasu reakcji, lecz
zmienia si w sposób istotny wraz z podwy szeniem temperatury procesu. Wzgl dny udzia
ł
grubo ci fazy wewn trznej, w której metal charakteryzuje si najni szym stopniem utlenienia,
ro nie wraz z podwy szeniem temperatury reakcji (rys. 213).
Na czystych metalach zawieraj cych zanieczyszczenia i w niektórych warunkach na
czystych metalach oraz na stopach metali tworz si zgorzeliny wielowarstwowe. W pier-
wszym stadium zgorzelina narasta jako zwarta, zgodnie z mechanizmem jonowo-elektrono-
wym, a elementarnym procesem cz stkowym decyduj cym o szybko ci reakcji sumarycznej
jest odrdzeniowa dyfuzja metalu. Rosn ca warstwa zgorzeliny ci le przylega do rdzenia
metalicznego, dzi ki jej zdolno ci do odkszta
łce plastycznych. W pobli u kraw dzi próbek
Tablica 44. Typ zgorzeliny tworz cej si w temperaturze 1000ºC na elazie w zale no ci od
rodzaju atmosfery utleniaj cej
O rodek Cz stkowe ci nienie tlenu
Zgorzelina zwarta
Mieszanina CO-CO
2
mniejsze od pr no ci rozk
ładowej Fe
3
O
4
jednofazowa
FeO
Para wodna
mniejsze od pr no ci rozk
ładowej Fe
2
O
3
,
lecz wi ksze od pr no ci rozk
ładowej Fe
3
O
4
dwufazowa FeO, Fe
3
O
4
Powietrze wi ksze od pr no ci rozk
ładowej Fe
2
O
3
trójfazowa
FeO, Fe
3
O
4
, Fe
2
O
3
Open Access Library
Volume 5 2011
390
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
p
łaskich z czystych metali i na próbkach w kształcie kuli lub walca o małym promieniu
krzywizny wyst puj p kni cia i mikroszczeliny mi dzy warstw zgorzeliny i powierzchni
metalu. Odkszta
łcenie plastyczne zgorzeliny nie mo e bowiem w tych przypadkach w pełni
kompensowa
ć ubytków utlenianego metalu. P kni cia takie wyst puj tak e po pewnym czasie
reakcji nawet na powierzchniach p
łaskich próbek z czystych metali oraz na czystych metalach
zawieraj cych zanieczyszczenia nietworz ce roztworów sta
łych z produktem reakcji [10].
Utworzenie si mikroszczelin rozpoczyna drugie stadium reakcji. Szybko
ć dyfuzji jonów
metalu z fazy metalicznej do zgorzeliny zmniejsza si wówczas wskutek zmniejszania si
powierzchni granicy faz metal-zgorzelina. Zwi kszenie st enia jonów utleniacza w zgorze-
linie wraz ze zbli aniem si do granicy faz zgorzelina-utleniacz powoduje dalsz dyfuzj
odrdzeniow metalu, wywo
łuj c po pewnym czasie zwi kszenie st enia jonów utleniacza na
wewn trznej powierzchni zgorzeliny. Na skutek tego ci nienie utleniacza w utworzonej
mikroszczelinie jest wi ksze od pr no ci rozk
ładowej fazy, np. MX, tworz cej zgorzelin , co
powoduje jej wewn trzn dysocjacj , czyli rozk
ład. Jony i elektrony metalu powstaj ce
w wyniku dysocjacji dyfunduj odrdzeniowo i ulegaj reakcji z odtleniaczem na granicy faz
zgorzelina–utleniacz. Natomiast utleniacz dyfunduje dordzeniowo i w wyniku reakcji z meta-
lem rdzenia tworzy wtórn faz zgorzeliny. Dyfuzja dordzeniowa utleniacza, w odró nieniu od
dyfuzji jonów metalu, nie nast puje przez defekty sieciowe, lecz w formie cz stkowej – przez
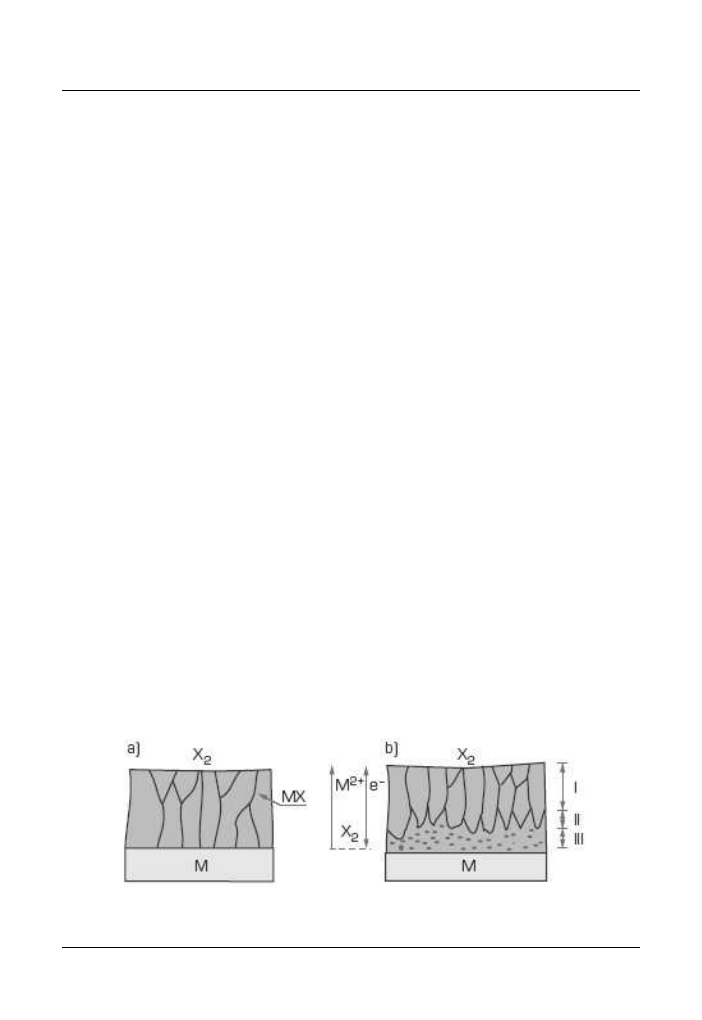
mikroszczeliny, utworzone w zewn trznej warstwie zgorzeliny. Warstwa wewn trzna III
Rysunek 213. Wp
ływ temperatury na skład fazowy zgorzeliny tlenkowej na elazie
(wed
ług S. Mroweca i T. Werbera)
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
391
(rys. 214b) zgorzeliny jest porowata i drobnoziarnista w odró nieniu od zwartej polikrystalicz-
nej warstwy zewn trznej I (rys. 214a). Niejednorodny proces dysocjacji zewn trznej warstwy
zgorzeliny jest przyczyn utworzenia si po redniej warstwy o budowie s
łupkowo-iglastej II
(rys. 214b).
Z
ło onym przypadkiem jest tworzenie si zgorzelin na stopach metali, zwłaszcza wielo-
sk
ładnikowych. Procesom zachodz cym na granicach faz i zwi zków tworz cych zgorzelin
oraz na granicach metal–zgorzelina i zgorzelina–atmosfera towarzysz zwykle reakcje w fazie
metalicznej oraz procesy utleniania wewn trznego. Ze wzgl du na ró n szybko
ć dyfuzji
ró nych sk
ładników stopu w fazie metalicznej wyst puj równie znaczne ró nice st e tych
sk
ładników na granicy metal–zgorzelina, powoduj c zmiany mechanizmu oraz produktów
reakcji w miar jej przebiegu.
Mi dzy zwi zkami stanowi cymi produkty utleniania poszczególnych sk
ładników stopu
mog zachodzi
ć ponadto wtórne reakcje, w wyniku których tworz si zwi zki typu spineli.
Spinele
s tlenkami z
ło onymi R
2+
O·R
2
3+
O, gdzie R
2+
to Mg, Fe, Mn, Zn i Si, rzadziej Co i Ni,
natomiast R
3+
to Fe, Al, Cr, Mn, np. FeAl
2
O
4
, Fe
2
SiO
4
, FeCr
2
O
4
, NiCr
2
O
4
, Fe
3
O
4
. Spinele maj
budow krystaliczn , bardziej zwart od tlenków prostych, i wykazuj mniejsz liczb
wakansów kationowych i anionowych. Warstewka spineli utrudnia wi c dyfuzj jonów metalu
i utleniacza. S dzi si wi c, e obecno
ć spineli w zgorzelinie poprawia jej własno ci
ochronne. W spinelach energia aktywacji dyfuzji jest wi ksza ni w prostych zwi zkach typu
MX. W wy szej temperaturze warstwy spinelowe nie wykazuj jednak tak dobrych w
łasno ci
aroodpornych, jak w temperaturze ni szej [8,10,17,991].
W przypadku gdy na stopy metalu dzia
ła atmosfera tlenu, w fazie metalicznej pod warstw
zgorzeliny mo e wyst powa
ć strefa utleniania wewn trznego. Mechanizm tego procesu
polega na rozpuszczaniu si tlenu w stopie A-B i jego dyfuzji w g
ł b fazy metalicznej, w której
Rysunek 214. Schemat budowy zgorzeliny jednofazowej a) zwartej, b) trójwarstwowej (wed
ług
S. Mroweca i T. Werbera); X
2
– gaz, M – metal, MX – faza tworz ca zgorzelin
Open Access Library
Volume 5 2011
392
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
metal mniej szlachetny B tworzy wydzielenia tlenku BO. Strefa utleniania wewn trznego jest
wi c z
ło ona z mieszaniny osnowy wzbogaconej w składnik A, którym jest metal szlache-
tniejszy, oraz rozproszonych w niej wydziele tlenków BO drugiego sk
ładnika. Skład fazowy
strefy utleniania wewn trznego jest niezale ny od tego, czy g
łównym składnikiem stopu jest
metal A czy B. Je eli metal szlachetniejszy A jest sk
ładnikiem głównym, o przebiegu utle-
niania wewn trznego decyduje wy
ł cznie rozpuszczalno ć i dyfuzja tlenu w fazie metalicznej.
Proces ten nie zale y wówczas od tworzenia zewn trznej warstwy zgorzeliny. Natomiast je eli
g
łównym składnikiem stopu jest metal mniej szlachetny B, tylko utworzenie zwartej zgorzeliny
BO w wyniku utleniania zewn trznego mo e spowodowa
ć wzbogacenie w metal A warstwy
metalicznej w pobli u granicy metal–zgorzelina. To dopiero umo liwia rozpuszczenie si
i dyfuzj tlenu w g
ł b stopu i utworzenie w drugiej kolejno ci strefy utleniania wewn trznego.
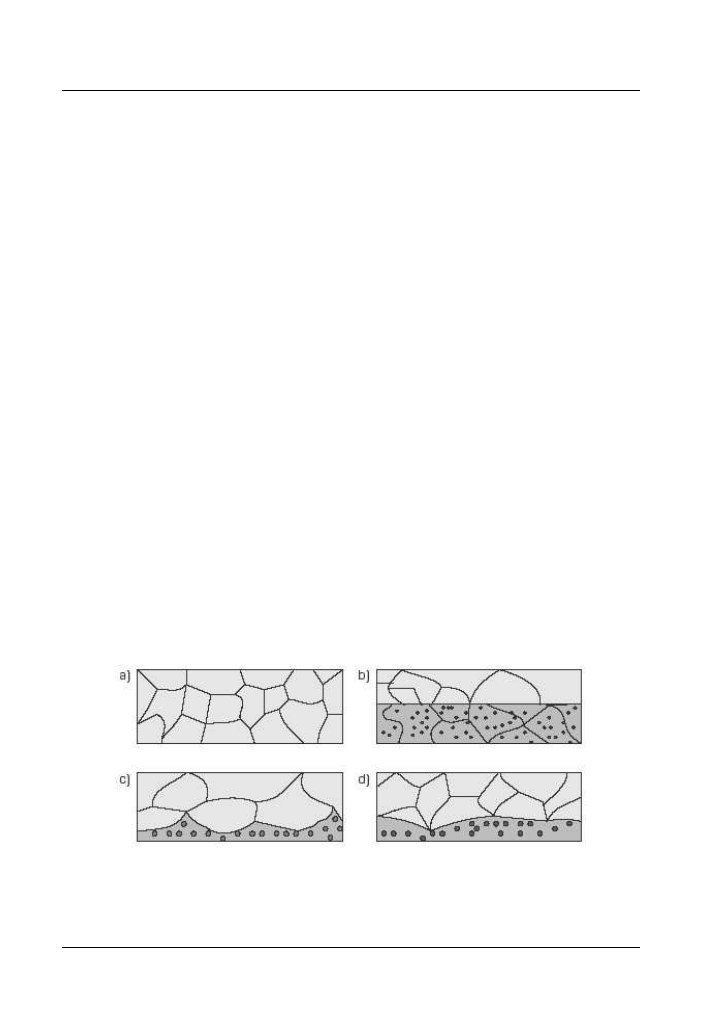
O morfologii strefy utleniania wewn trznego decyduje równomierne rozmieszczenie wtr -
ce tlenków w tej strefie lub w pewnych uprzywilejowanych miejscach struktury (rys. 215).
Strefa ta w znacznym stopniu wp
ływa na obni enie własno ci mechanicznych, a przede wszy-
stkim plastyczno ci i spr ysto ci. Wyst pienie tego zjawiska powoduje jednak zwi kszenie
aroodporno ci stopu, a szczególnie odporno ci na zm czenie cieplne w warunkach cyklicz-
nych zmian temperatury. Wp
ływa to na lepsz spójno ć zgorzeliny z faz metaliczn , w której
wyst puj rozpuszczone tlenki BO.
O przebiegu korozji gazowej decyduje wiele czynników [8,10]. Dotychczas omówiono
najprostsze przypadki, najcz ciej spotykane – przede wszystkim podczas obróbki plastycznej
metali i ich stopów.
Rysunek 215. Typy strefy utleniania wewn trznego (wed
ług H. Schencka, E. Schmidtmana
i H. Müllera) przy dyfuzji w metalu: a) przez granice ziarn, b) przez sie
ć krystaliczn ,
c) g
łównie przez granice ziarn, a tak e przez sieć krystaliczn , d) przy hamuj cym
dzia
łaniu wydziele tlenku BO na dyfuzj
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
393
Na szybko
ć przebiegu korozji w sposób istotny wpływa stan powierzchni metalowego
elementu. W szczególno ci przyspieszenie przebiegu korozji mo e by
ć spowodowane uprzy-
wilejowan orientacj krystalograficzn powierzchni metalu nara onej na dzia
łanie atmosfery
utleniaj cej. Obróbka mechaniczna, powoduj ca wzrost napr e w
łasnych, zwi kszenie
liczby defektów sieciowych w zewn trznej warstwie metalu lub stopu oraz umo liwiaj ca
wprowadzenie drobnych cz steczek wyrwanych z narz dzia, np. ze ciernicy, a tak e utwo-
rzenie warstewek tlenków lub wodorotlenków w wyniku lokalnego nagrzania metalu, równie
mo e u
łatwić proces korozji gazowej. Podobny wpływ wywiera obróbka chemiczna lub ele-
ktroerozyjna, powoduj ca np. zmian sk
ładu chemicznego warstwy powierzchniowej metalu
lub stopu w wyniku selektywnego wytrawiania albo tworzenia cienkich warstewek tlenków
oraz absorpcj niektórych czynników, np. wodoru. Wi ksze wymiary i bardziej nieregularne
kszta
łty nierówno ci utworzonych w wyniku niedokładnej obróbki powierzchni metalu lub
stopu utrudniaj równomierne narastanie zgorzeliny i jej odkszta
łcenie plastyczne bez p kni ć
i mikroszczelin. Sprzyja to zatem przyspieszonej korozji gazowej [8,10].
O charakterze reakcji chemicznych i wielko ci uszkodze korozyjnych decyduje g
łównie
sk
ład atmosfery. Obecno ci utleniaczy, których wpływ omówiono w poprzednich rozdziałach,
mog towarzyszy
ć agresywne pary lub inne agresywne gazy. Do najcz ciej spotykanych mie-
szanin gazowych powoduj cych intensywny przebieg korozji nale : powietrze, para wodna,
zwi zki w gla, np. mieszaniny CO-CO
2
i w glowodory, zwi zki siarki, np. H
2
S, SO
2
i SO
3
,
spaliny, zawieraj ce g
łównie siark i popioły, a tak e chlorowce, azot i amoniak. Atmosfery
przemys
łowe zawieraj cz sto substancje stałe i ciekłe zawieszone w strumieniu gazów.
W licznych przypadkach korozyjne rodowisko gazowe jest mieszanin wielosk
ładnikow .
Tworz si wówczas z
ło one zgorzeliny – w nielicznych przypadkach zwarte, najcz ciej wie-
lowarstwowe. Zgorzeliny te sk
ładaj si z mieszanin oraz roztworów zwi zków powstaj cych
w przypadku dzia
łania pojedynczych gazów lub z innych zwi zków wyst puj cych w układach
wielosk
ładnikowych metalu i składników atmosfery gazowej. Reakcje chemiczne decyduj ce
o powstawaniu zgorzelin w tych warunkach s uzale nione od wielu czynników, do których
nale :
• powinowactwo chemiczne mi dzy metalem a sk
ładnikami atmosfery korozyjnej,
• szybko
ć powstawania poszczególnych zwi zków tworz cych zgorzelin ,
• w
łasno ci zwi zków wchodz cych w skład zgorzeliny, przede wszystkim ich stan skupienia
i wzajemna rozpuszczalno
ć w stanie stałym oraz podatno ć na tworzenie zwi zków wielo-
sk
ładnikowych,
Open Access Library
Volume 5 2011
394
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
• zwarto
ć lub porowato ć tworz cej si zgorzeliny i jej przenikalno ć dla atmosfery oraz jej
sk
ładników.
Tworzenie
si zgorzelin w warunkach dzia
łania wieloskładnikowych mieszanin gazowych
jest wi c procesem bardzo z
ło onym i dlatego stale trwaj prace badawcze, których celem jest
pe
łne poznanie mechanizmów zu ycia korozyjnego w ró nych rodowiskach.
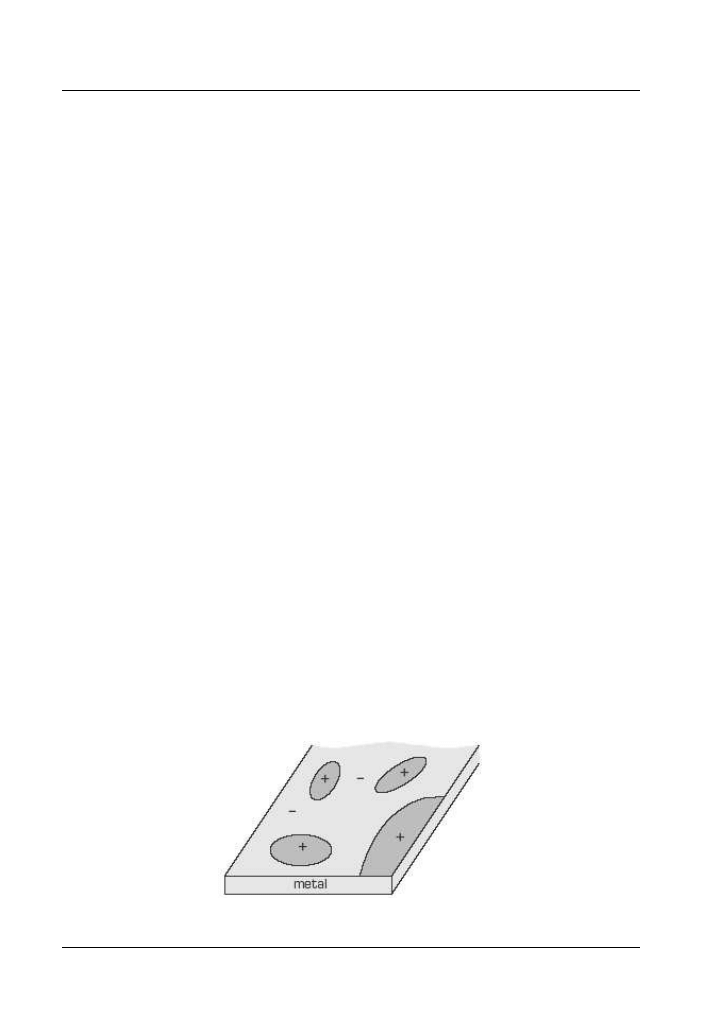
Korozja elektrochemiczna
jest jednym z najcz ciej wyst puj cych mechanizmów ko-
rozji. Powierzchni ka dego metalu lub stopu mo na bowiem traktowa
ć jako zbiór elektrod
dodatnich i ujemnych, krótko zwartych przez sam metal (rys. 216). Mi dzy tymi elektrodami,
którymi s elementy struktury metali lub stopów, wyst puje ró nica potencja
łów. Gdy na metal
dzia
ła elektrolit, którym mo e być woda lub roztwory wodne soli, kwasów i zasad, tworz si
lokalne mikroogniwa i nast puje lokalny przep
ływ pr du elektrycznego. Towarzysz temu
reakcje chemiczne redukcji i utleniania.
Reakcja chemiczna redukcji (reakcja katodowa) zachodzi na elektrodzie zwanej katod
i jest zwi zana z przep
ływem umownego pr du dodatniego z roztworu elektrolitu do elektrody
(czyli w rzeczywisto ci przep
ływem elektronów w kierunku przeciwnym), np.:
.
e
2
-
Cu
Cu
-
+
2
→
(20)
Na elektrodzie zwanej anod przebiega reakcja chemiczna utleniania (reakcja anodowa)
zwi zana z przep
ływem dodatnich ładunków elektrycznych z elektrody do elektrolitu, np.:
.
-
2
e
2
Zn
Zn
+
→
+
(21)
W czasie przep
ływu pr du elektrycznego nast puje wi c przepływ jonów, przy czym
kationy, np. H
+
, Fe
2+
, d
do katody, natomiast aniony, np. Cl
-
, OH
-
,
SO
-
2
4
, d
do anody.
W wyniku procesów elektrochemicznych zachodz cych w mikroogniwach na powierzchni
metalu poddanego dzia
łaniu elektrolitu przebiega proces korozji [8,10]. Korozja nast puje
Rysunek 216. Schemat rozmieszczenia lokalnych ogniw korozyjnych na powierzchni metalu
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
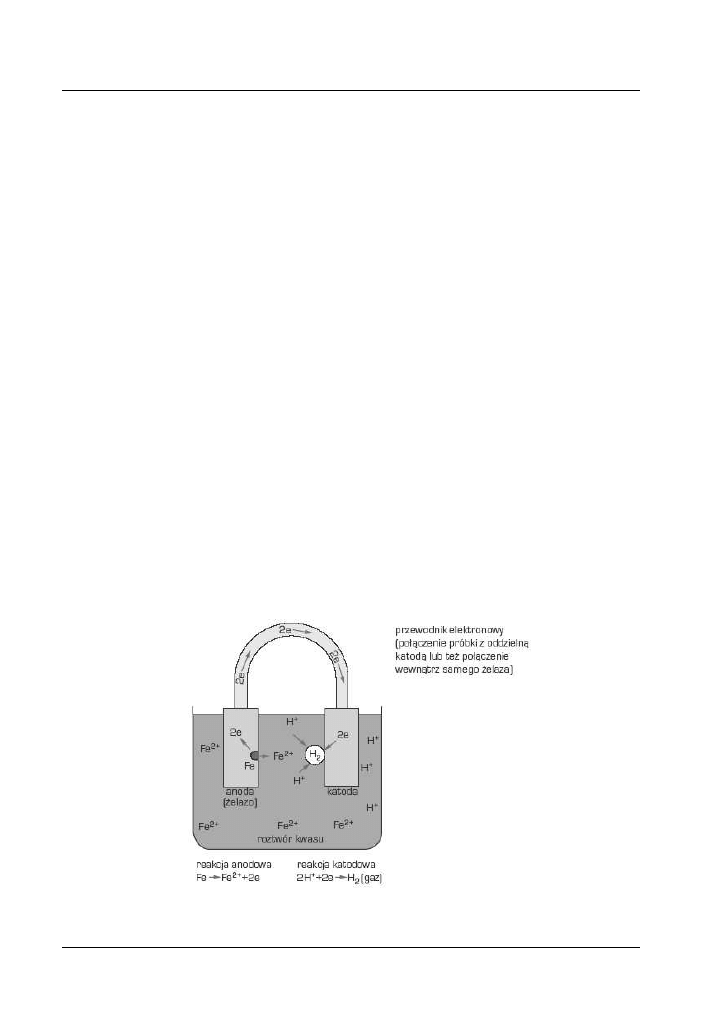
395
tylko na anodach mikroogniw, gdzie zwykle tworz si sole lub wodorotlenki metali, osadza-
j ce si na elektrodzie lub przechodz ce do roztworu (rys. 217). W miar trwania korozji
dodatnie i ujemne powierzchnie elektrod zmieniaj w sposób ci g
ły swoje poło enie. Zatem
korozja elektrochemiczna mo e by
ć równie równomierna.
Ogniwa wyst puj ce na powierzchni metali lub stopów i decyduj ce o przebiegu korozji
elektrochemicznej mog by
ć trojakiego rodzaju; najcz ciej stanowi poł czenie ogniw dwóch
lub trzech rodzajów.
Ogniwa o ró nych elektrodach
tworz stykaj ce si ze sob elementy z dwóch ró nych
metali i stopów lub po
ł czone elementy z tego samego metalu, z których jeden jest zgnieciony,
a drugi – wy arzony. Mikroogniwa tworz si tak e w stopach wielofazowych oraz metalach
polikrystalicznych. Mikroogniwa mog bowiem stanowi
ć np. zanieczyszczenia, wtr cenia,
ró ne fazy stopowe, a nawet ziarna tej samej fazy o ró nej orientacji krystalograficznej.
Ogniwa st eniowe
s tworzone przez identyczne elektrody, zanurzone w elektrolitach
ró ni cych si st eniem. St eniowe ogniwo solne tworz dwie elektrody, np. miedziane,
zanurzone w wodnym roztworze soli (np. siarczanu miedzi) o ró nym st eniu w pobli u
ka dej z elektrod. W wyniku reakcji zachodz cych na elektrodach wyst puje d enie do wyró-
wnania st enia obu roztworów [8,10].
St eniowe ogniwo tlenowe
stanowi przyczyn korozji w erowej licznych metali i stopów
odpornych na korozj w innych warunkach. Tworz je dwie identyczne elektrody, np. elazne,
Rysunek 217. Schemat procesów zachodz cych na dwu elektrodach w czasie korozji elaza
w roztworze kwasu (wed
ług A.G. Guya)
Open Access Library
Volume 5 2011
396
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
zanurzone w rozcie czonym wodnym roztworze soli (np. chlorku sodu) o tym samym st eniu,
lecz w ró nym stopniu nasyconych tlenem. Mechanizm ten t
łumaczy korozj szczelinow na
granicy dwóch elementów po
ł czonych zł czk rubow , tworzenie si w erów pod warstw
produktów korozji lub osadów na elazie lub stali niskow glowej (korozja podosadowa) lub na
granicy faz woda–powietrze na produktach ze stali w glowej zanurzonych w wodzie (korozja
na linii wodnej).
Ró nicowe ogniwa temperaturowe
s z
ło one z elektrod z jednakowego metalu, lecz
o ró nej temperaturze, zanurzonych w elektrolicie o tym samym sk
ładzie chemicznym [8,10].
Ogniwa takie wyst puj przede wszystkim w kot
łach parowych, grzejnikach, wymiennikach
cieplnych.
Sk
łonno ć metalu lub stopu do korozji elektrochemicznej wzrasta wraz ze zwi kszeniem
si
ły elektromotorycznej ogniw korozyjnych. Metale uporz dkowano w tak zwanym szeregu
napi ciowym
wed
ług malej cych standardowych potencjałów elektrodowych, tj. potencjałów
równowagi danego metalu z jego jonami o jednostkowej aktywno ci (tabl. 45).
Tablica 45. Szereg napi ciowy metali
Reakcja
elektrodowa
Standardowy po-
tencja
ł elektrodowy
w temperaturze
25ºC, E
0
, V
Reakcja
elektrodowa
Standardowy po-
tencja
ł elektrodowy
w temperaturze
25ºC, E
0
, V
Au =
Au
3+
+ 3e
-
Pt =
Pt
2+
+ 2e
-
Pd =
Pd
2+
+ 2e
-
Hg =
Hg
2+
+ 2e
-
Ag =
Ag
+
+ e
-
Hg =
Hg
+
+ e
-
Cu =
Cu
+
+ e
-
Cu =
Cu
2+
+ 2e
-
H
2
=
2H
+
+ 2e
-
Pb =
Pb
2+
+ 2e
-
Sn =
Sn
2+
+ 2e
-
Mo = Mo
3+
+ 3e
-
Ni =
Ni
2+
+ 2e
-
Co =
Co
2+
+ 2e
-
Tl =
Tl
+
+ e
-
In =
In
3+
+ 3e
-
Cd =
Cd
2+
+ 2e
-
1,5
1,2
0,987
0,854
0,800
0,789
0,521
0,337
0
-0,126
-0,136
-0,2
-0,250
-0,277
-0,336
-0,342
-0,403
Fe =
Fe
2+
+ 2e
-
Ga = Ga
3+
+ 3e
-
Cr =
Cr
3+
+ 3e
-
Zn = Zn
2+
+ 2e
-
Nb = Nb
3+
+ 3e
-
Mn = Mn
2+
+ 2e
-
Zr =
Zr
4+
+ 4e
-
Ti =
Ti
2+
+ 2e
-
Al =
Al
3+
+ 3e
-
Hf = Hf
4+
+ 4e
-
U =
U
3+
+ 3e
-
Be = Be
2+
+ 2e
-
Mg = Mg
2+
+ 2e
-
Na = Na
+
+ e
-
Ca = Ca
2+
+ 2e
-
K =
K
+
+ e
-
Li =
Li
+
+ e
-
-0,440
-0,53
-0,74
-0,763
-1,10
-1,18
-1,53
-1,63
-1,66
-1,70
-1,80
-1,85
-2,37
-2,71
-2,87
-2,93
-3,05
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
397
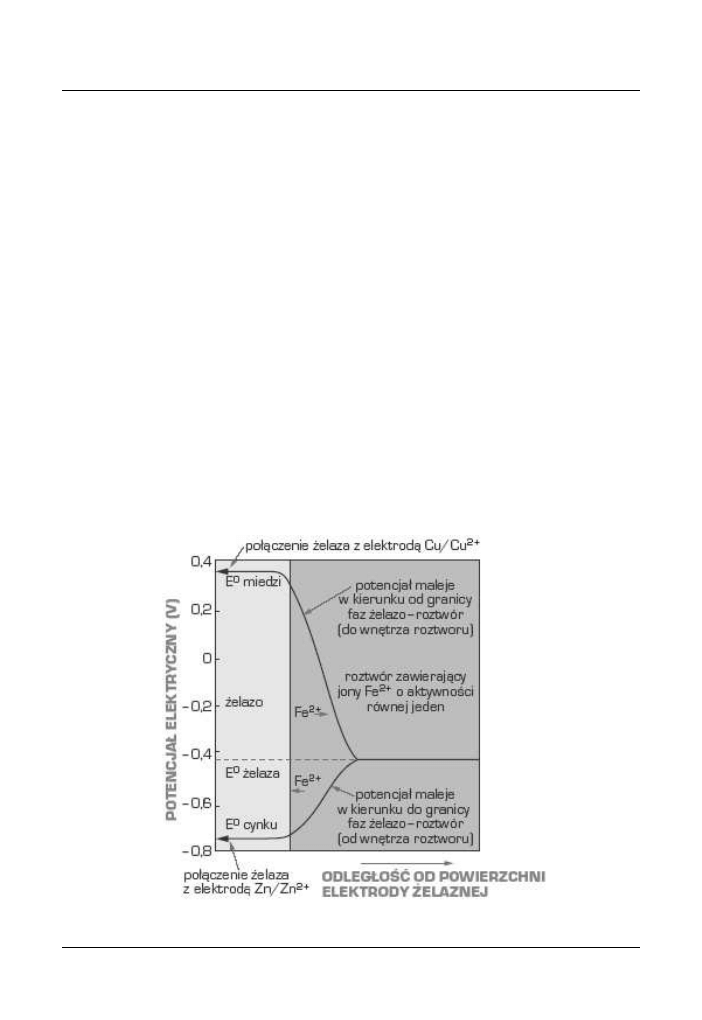
Spo ród metali tworz cych ogniwo korozyjne anod stanowi metal o ni szym standar-
dowym potencjale elektrodowym, wykazuj c wi ksz aktywno
ć, a zatem wi ksz podatno ć
na korozj . Przyk
ładowo – elazo w roztworze wodnym jonów Fe
2+
o aktywno ci równej
jedno ci pozostaje w równowadze przy potencjale -0,440 V. W przypadku po
ł czenia prze-
wodnikiem elektrycznym elaza z miedzi wyst puje tendencja do zwi kszania si potencja
łu
elaza. Zachodz cy wówczas proces elektrochemiczny polega na ruchu jonów Fe
2+
w kierunku
elektrody o wi kszym potencjale, co jest równoznaczne z korozj elaza (rys. 218). Natomiast
gdy elazo jest elektrycznie po
ł czone z cynkiem, jony Fe
2+
z roztworu d
do redukcji na
elazie [8,10] (rys. 218).
Rzeczywista aktywno
ć jonów w równowadze z danym metalem, poza standardowym po-
tencja
łem elektrodowym, w sposób istotny zale y od rodzaju rodowiska. Pewne rodowiska,
np. silne zasady oraz cyjanki, wp
ływaj na obni enie aktywno ci jonów w równowadze z me-
talem, powoduj c przesuni cie potencja
łu elektrodowego do wy szych, a nawet dodatnich
warto ci. Przyczyn zwi kszenia potencja
łu elektrodowego mo e być równie tworzenie si
powierzchniowych warstw pasywnych. Z tego wzgl du w literaturze specjalistycznej s
publikowane szeregi napi ciowe metali i stopów w okre lonych rodowiskach, np. w wodzie
Rysunek 218. Zmiany potencja
łu utleniaj cego w ogniwach elazo-mied i elazo-cynk
Open Access Library
Volume 5 2011
398
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
morskiej, uwzgl dniaj ce metale i ich techniczne stopy w stanie aktywnym i pasywnym,
a tak e lutowia i stopiwa stosowane do ich
ł czenia.
O przebiegu korozji elektrochemicznej decyduje równie rodowisko korozyjne. Mecha-
nizm korozji elektrochemicznej mo e wyst powa
ć nie tylko w przypadku oddziaływania elek-
trolitów, którymi s rodowiska wodne lub wodne roztwory kwasów, soli i zasad. Korozji
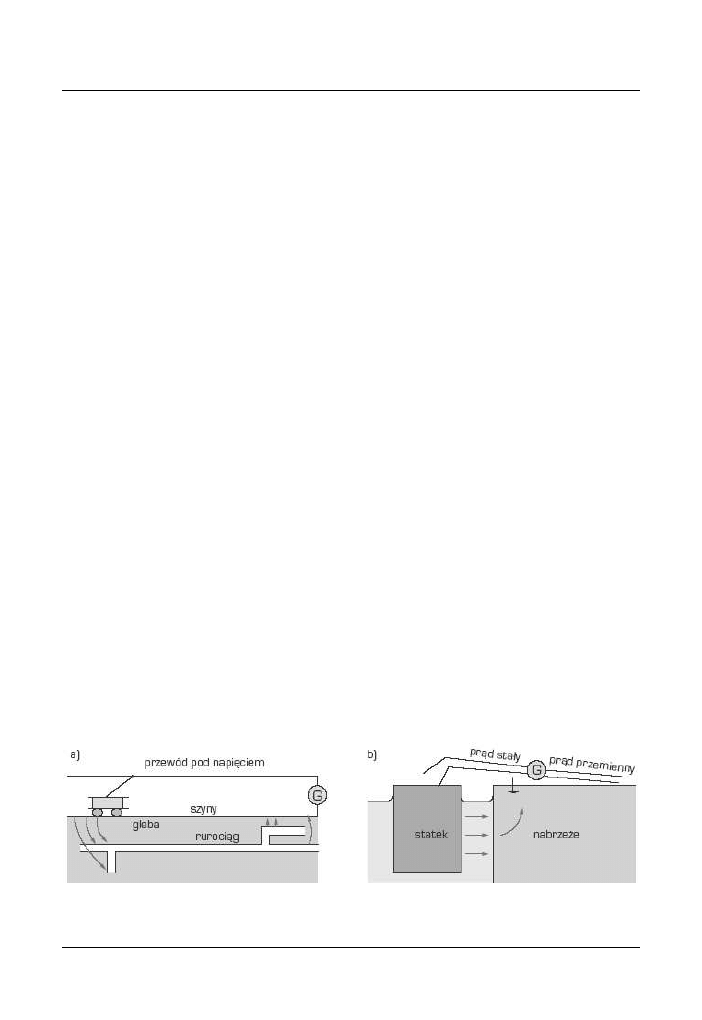
elektrochemicznej ulegaj równie metale i stopy zakopane w glebie, nierzadko podlegaj ce
dzia
łaniu pr dów bł dz cych. ródłami pr dów bł dz cych mog być elektryczne linie kole-
jowe lub tramwajowe, elektryczne urz dzenia spawalnicze, galwanizernie, a tak e uziemione
linie wysokiego napi cia pr du przemiennego (rys. 219).
Ró nica potencja
łów mi dzy dwiema elektrodami zanurzonymi w elektrolicie sumuje si
algebraicznie z potencja
łem dyfuzyjnym (zwanym tak e cieczowym), tj. z ró nic potencja-
łów utworzon mi dzy roztworami o ró nym st eniu lub składzie chemicznym, w których jest
zanurzona ka da z elektrod. Warto
ć potencjału dyfuzyjnego jest zale na od wzgl dnej ruch-
liwo ci jonów i ró nicy ich st e na granicy roztworów [8,10].
W warunkach korozji elektrochemicznej potencja
ły elektrod tworz cych ogniwa korozyjne
cz sto ulegaj zmianie w wyniku przep
ływu pr du wypadkowego do lub od elektrody, powo-
duj cego zmniejszenie ró nicy potencja
łów mi dzy elektrodami ogniwa. Warto ć zmiany
potencja
łu jest nazywana polaryzacj .
Przyczynami polaryzacji
w wyniku dzia
łania ogniwa korozyjnego mog być:
• polaryzacja st eniowa, wywo
ływana zmian powierzchniowego st enia aktywnych
jonów na elektrodzie wskutek przep
ływu zewn trznego pr du korozyjnego,
• polaryzacja aktywacyjna, powodowana powolnym przebiegiem reakcji na elektrodzie
ogniwa korozyjnego, wymagaj cej pewnej energii aktywacji, np. nadnapi cia wydzielania
wodoru w obszarach katodowych na powierzchni metalu,
Rysunek 219. Korozja w wyniku pr dów b
ł dz cych a) ruroci gu zakopanego w ziemi,
b) statku (wed
ług H.H. Uhliga) G – generator pr du
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
399
• spadek potencja
łu w wyniku zwi kszenia rezystancji elektrolitu zmieniaj cego swój skład
chemiczny w pobli u elektrody lub zwi kszenia rezystancji warstwy powierzchniowej
elektrody na skutek osadzania si na niej produktów korozji.
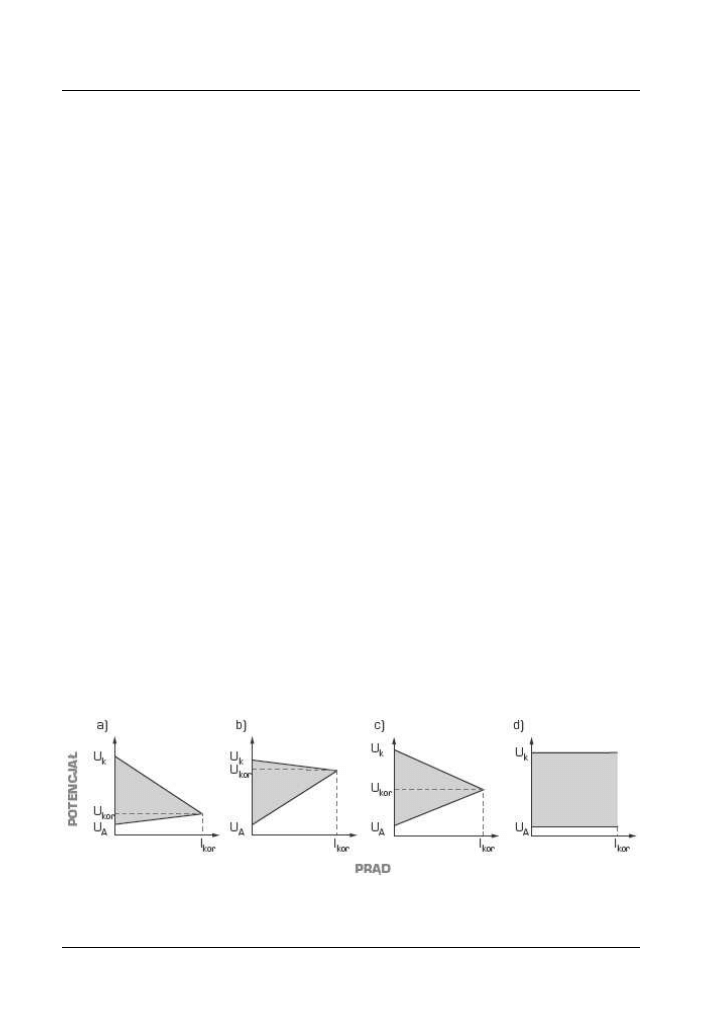
W przypadku gdy polaryzacja nast puje g
łównie na katodzie, jest kontrolowana katodowo
(rys. 220a), gdy na anodzie – anodowo (rys. 220b), gdy za równomiernie na obu elektrodach –
kontrola polaryzacji jest mieszana (rys. 220c). Je eli opór elektrolitu jest bardzo du y, tak e
nie wyst puje polaryzacja elektrod, kontrola jest oporowa (rys. 220d). Polaryzacja powoduje
ograniczenie szybko ci korozji.
Chrom, nikiel, molibden i takie stopy jak np. stale stopowe odporne na korozj i monel
(70% Ni i 30% Co) nale do metali lub stopów pasywnych, które ulegaj w bardzo ma
łym
stopniu korozji elektrochemicznej, gdy cechuj si ujemnym potencja
łem elektrodowym o du-
ej aktywno ci w szeregu napi ciowym lub stopu z
ło onego z takich metali, co odpowiada
analogicznym w
łasno ciom metali szlachetnych lub mniej aktywnych [8,10]. O pasywno ci
metali decyduje szczelna warstwa tlenków lub innych zwi zków, tworz ca si na powierzchni
metalu i oddzielaj ca go od rodowiska korozyjnego, równocze nie uniemo liwiaj c dyfuzj
produktów korozji w g
ł b metalu, jak stanowi teoria warstwy tlenkowej. Zgodnie z teori
adsorpcyjn pasywacji, metal pasywny jest pokryty zaadsorbowan chemicznie warstw , np.
tlenu, podwy szaj c nadnapi cie anodowe. Warstwa taka nie stanowi bariery uniemo liwia-
j cej dyfuzj . Pasywacj metali i stopów charakteryzuje potencjostatyczna krzywa polaryzacji,
opisana w rozdziale 2.6 (rys. 38), gdzie podano te wykres potencja
ł – kwasowo ć elektrolitu –
reakcje korozyjne PKR dla elaza wed
ług M. Pourbaixa (rys. 39).
Metody ochrony przed korozj
w du ej mierze maj cis
ły zwi zek z in ynieri powie-
rzchni. Do czasowej ochrony przed korozj stosuje si smary i oleje nasycone inhibitorami
Rysunek 220. Schemat kontroli polaryzacji podczas korozji elektrochemicznej a) katodowej,
b) anodowej, c) mieszanej, d) oporowej; U
K
, U
A
– potencja
ły, odpowiednio katody i anody,
U
kor
i I
kor
– odpowiednio potencja
ł i pr d korozyjny
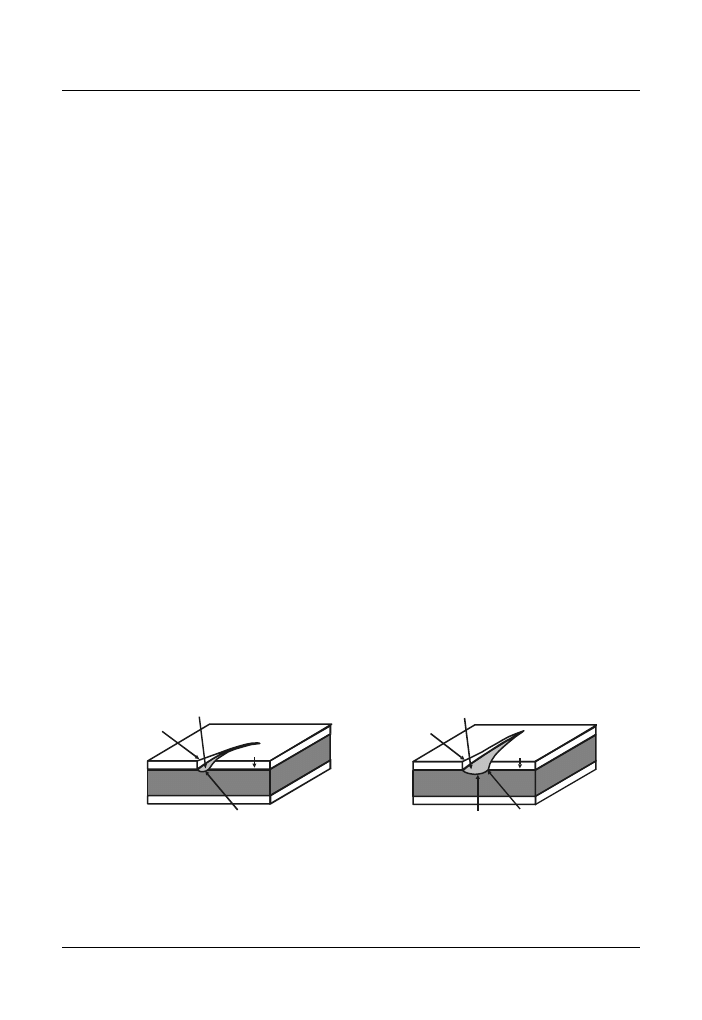
Open Access Library
Volume 5 2011
400
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
organicznymi, chocia pokrycia takie mog by
ć łatwo usuni te z powierzchni metalu. Trwalsz
ochron przed korozj zapewniaj ró nego rodzaje pokrycia z farb lub ceramiczne w postaci
emalii i szkie
ł, powłoki organiczne, metalowe, ceramiczne i polimerowe.
Jedn z metod ochrony metali przed korozj jest równie wprowadzanie do rodowiska
korozyjnego substancji reaguj cych (inhibitorów) z agresywnymi sk
ładnikami otoczenia w celu
ich eliminowania. Do dzia
ła wspomagaj cych ochron powierzchni materiałów przed dzia-
łaniem rodowiska korozyjnego nale y ochrona katodowa i anodowa (pasywacja). Ochrona
katodowa polega na dostarczeniu elektronów do chronionego metalu z zewn trznego ród
ła
i zmiana jego charakteru na katod (rys. 221). Niektóre z metali, jak np. Al, Cr, Ti, ulegaj
pasywacji samorzutnie, natomiast pozosta
łe mo na pokryć lub tylko zanurzyć w rodowisku
pasywnym dla zapewnienia sztucznej pasywacji, chroni cej powierzchni przed korozj .
Do innych metod ograniczania lub zapobiegania korozji metali, nie wchodz cych w zakres
in ynierii powierzchni, nale y zaprojektowanie produktu, poprzez prawid
łowy dobór materiału
[8,10]. W tym celu nale y unika
ć bezpo rednich poł cze ró nych metali, a je eli jest to
mo liwe powinno si dobiera
ć materiały o małej ró nicy potencjałów elektrodowych. Przy
ł czeniu dwóch ró nych metali nale y unikać poł cze , w których anody o powierzchni małej
stykaj si z katodami o powierzchni du ej. W konstrukcji nie powinny wyst pi
ć miejsca,
w których zbieraj si zanieczyszczenie lub elektrolit, jak równie nie nale y zostawia
ć prze-
strzeni pozbawionych wentylacji. Istotnym jest w
ła ciwy dobór materiału oraz jego obróbki
cieplnej, np. prawid
łowo wykonane wy arzanie ujednorodniaj ce zmniejszaj ce skłonno ć do
powstawania ogniw galwanicznych, a obni enie st enia w gla w stali i przez to ograniczenie
tworzenia si w glików, zapobiega korozji mi dzykrystalicznej.
stal
anoda
os ona przed atakiem korozji
ł
zadrapanie
powierzchni
katoda
a)
Zn
Zn
stal
katoda
atak rodowiska
korozyjnego
zadrapanie
powierzchni
anoda
b)
Sn
Sn
produkt
korozji
Rysunek 221. Ochrona przed korozj : a) anoda – warstwa Zn, katoda – stal chroniona przed
atakiem korozji nawet przy zadrapaniu warstwy Zn, b) nieuszkodzona warstwa Sn – ochrania
powierzchni stali przed korozj , przy uszkodzonej warstwie Sn stal staje si anod
i nast puje przyspieszenie procesu korozji (wed
ług materiałów Instytutu In ynierii
Materia
łowej Politechniki Warszawskiej)
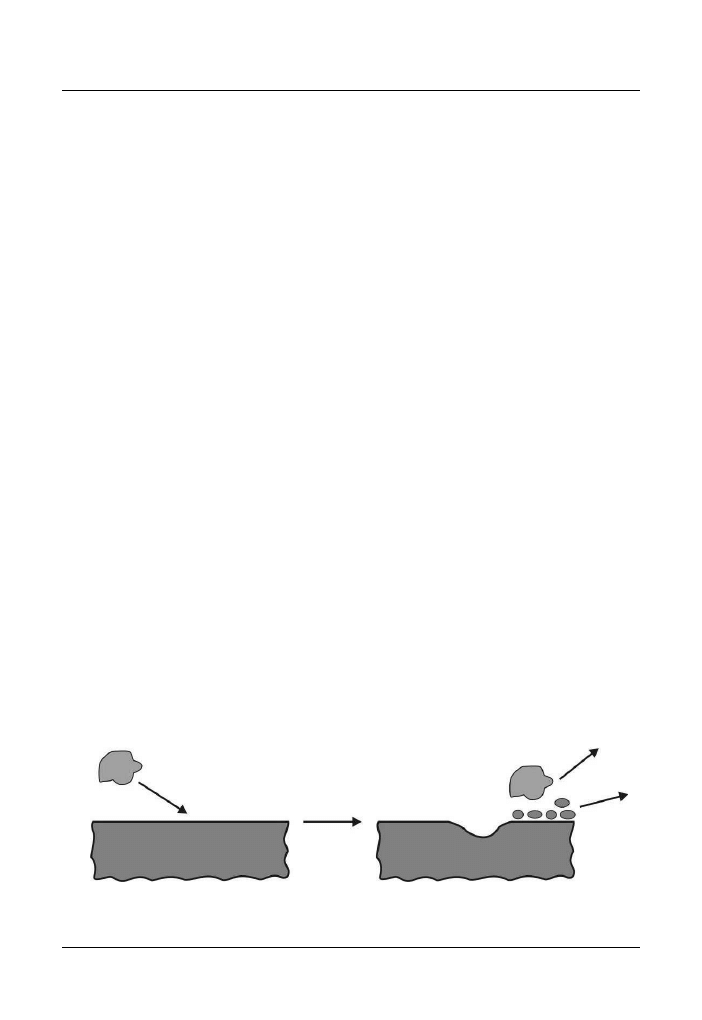
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
401
8.4. Inne mechanizmy zu ycia nietrybologicznego
W niniejszym rozdziale omówiono niektóre mechanizmy zu ycia nietrybologicznego, z wy-
ł czeniem korozji.
Erozja
jest procesem stopniowej utraty materia
łu z powierzchni w wyniku oddziaływania
mechanicznego mi dzy powierzchni ca
ła stałego a strumieniem:
• cz stek sta
łych w cieczy lub gazie,
• cz stek ciek
łych (kropli) w płynie,
• cieczy lub gazów [301].
Przyczyn zu ycia erozyjnego w wi kszo ci przypadków s cz stki sta
łe. W przypadku
erozji wyst puje zu ycie w wyniku mikroskrawania, bruzdowania, umocnienia odkszta
łce-
niowego, zu ycia zm czeniowego, p kania i wykruszania, reakcji chemicznych i elektrochemi-
cznych.
Erozja spowodowana cz stkami sta
łymi jest uszkodzeniem powierzchni spowodowanym
przez uderzanie sta
łymi cz stkami unoszonymi przez gaz (rys. 222). Stopie uszkodzenia
materia
łu w wyniku erozji jest funkcj masy i kształtu cz stek uderzaj cych o powierzchni ,
ich pr dko ci oraz k ta padania.
Erozja spowodowana zawiesin
jest zwi zana z usuwaniem warstwy wierzchniej mate-
ria
łu w wyniku oddziaływania zawiesiny z powierzchni (rys. 223). Szybko ć zu ycia jest
zale na od masy i kszta
łtu cz stki w zawiesinie, ich pr dko ci i k ta natarcia.
Erozja spowodowana ciecz
polega na usuwaniu materia
łu w wyniku uderzenia stru-
mienia cieczy o powierzchni lub jego przemieszczanie si wzd
łu powierzchni, z pr dko ci
wi ksz od krytycznej, co ma miejsce w przypadku wykonania ruroci gów z materia
łów na
powierzchni, których tworzy si pasywna warstwa tlenków.
a)
b)
Rysunek 222. Erozja spowodowana uderzaniem o powierzchni sta
łych cz stek:
a) powierzchnia przed uderzeniem, b) po zderzeniu cz stki [301]
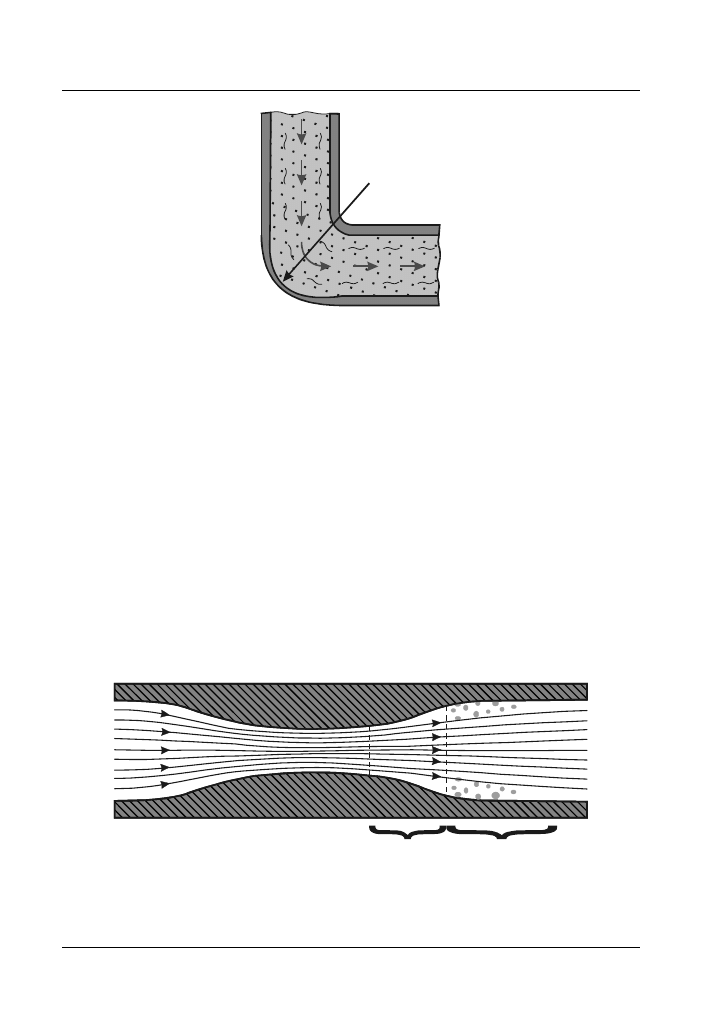
Open Access Library
Volume 5 2011
402
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
najwi ksze
zu ycie
erozyjne
Rysunek 223. Erozja spowodowana oddzia
ływaniem z powierzchni stałych cz stek
w zawiesinie [301]
Ablacja
polega na odparowaniu warstwy wierzchniej materia
łu lub nało onej na ten ma-
teria
ł powłoki w wysokiej temperaturze. Mechanizm zu ycia ablacyjnego stosowany jest
cz sto celowo np. w przypadku konstrukcji wykonanych z kompozytów polimerowych o odpo-
wiednim sk
ładzie fazowym [992]. Celowo ć stosowania powłok podlegaj cych zu yciu ablacyj-
nemu polega w g
łównej mierze na hamowaniu niszczenia podło a poprzez odbieranie ciepła,
które w przeciwnym przypadku doprowadzi
łoby do zniszczenia powłoki wła ciwej (chronionej
przez pow
łok ablacyjn ) wykonanej np. z polimerów.
Zu ycie kawitacyjne
jest zwi zane z powstawaniem, wzrostem i zanikaniem (implozj )
p cherzyków w wyniku cyklicznych zmian ci nienia w cieczy. Mechanizm ten polega na
bombardowaniu powierzchni elementu przez fale uderzeniowe powstaj ce przy anihilacji
p cherzyka kawitacyjnego. Wszelkie gwa
łtowne zmiany przekroju i kierunku strugi oraz ruch
strefa
odparowania
strefa skraplania
(implozje kawitacyjne)
Rysunek 224. Schemat wytwarzania lokalnej implozji w miejscu znacznego wzrostu przekroju
ruroci gu wywo
łanej odparowaniem wody i nast pnie impulsowym skraplaniem pary wodnej
w wyniku gwa
łtownego spadku ci nienia [378]
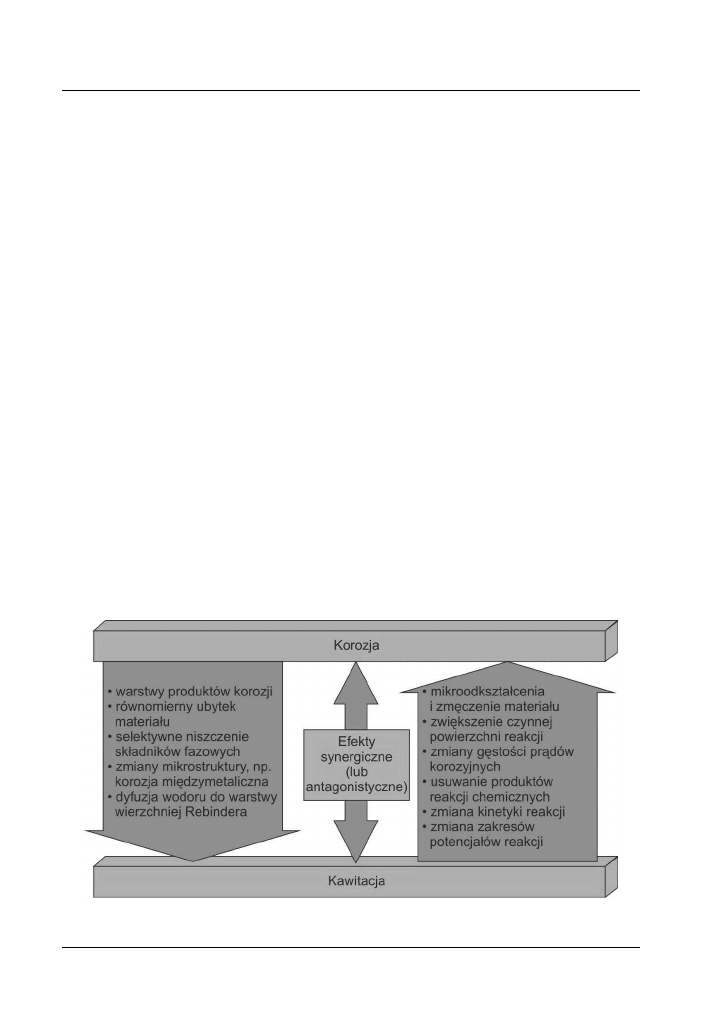
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
403
s
łabo opływowych elementów maszyn s przyczyn wyst pienia zjawiska kawitacji i zu ycia
kawitacyjnego. Materia
ły kruche wykazuj w wyniku tego kratery i w ery kawitacyjne, a w
materia
łach plastycznych wyst puj pofałdowania powierzchni materiału. Przyczyn powsta-
wania p cherzyków kawitacyjnych jest podci nienie cieczy i drgania mechaniczne (rys. 224).
Zu ycie kawitacyjno-korozyjne
jest zwi zane z po
ł czeniem fizykochemicznego oddzia-
ływania cieczy na materiał i oddziaływania mechanicznego, zwi zanego ze stanem przepływu
burzliwego (rys. 225).
Zu ycie dyfuzyjne
polega na szkodliwym, wzajemnym przenikaniu atomów wspó
łpra-
cuj cych elementów [8,10], np. w procesie skrawania, kiedy to nast puje wyrównanie st e ,
poniewa atomy materia
łu ostrza przenikaj do materiału obrabianego i na odwrót atomy
materia
łu skrawanego przechodz do materiału ostrza. W wyniku tego nast puje pogorszenie
w
łasno ci warstwy wierzchniej.
Zu ycie cieplne
jest zwi zane z mi knieniem, a nawet nadtapianiem materia
łów metalo-
wych na rzeczywistych powierzchniach ich styku, w wyniku wytwarzania si ciep
ła przy du ej
pr dko ci i znacznych naciskach w zespo
łach trybomechanicznych. Sprzyja to odkształceniu
warstwy wierzchniej, ods
łanianiu czystych powierzchni metalu i ich zbli eniu na odległo ć sił
mi dzyatomowych, a to staje si przyczyn sczepiania i uszkadzania powierzchni przez
wyrywanie z niej cz stek i ich rozmazywanie na przeciwpowierzchni. Proces ten przebiega
lawinowo i zazwyczaj ko czy si zatarciem. Zu ycie cieplne w du ej mierze kojarzone jest
Rysunek 225. Relacje pomi dzy zjawiskami korozyjnymi i kawitacyjnymi [993]

Open Access Library
Volume 5 2011
404
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
z procesem skrawania, podczas którego nast puje przekroczenie dopuszczalnej temperatury
skrawania dla danego materia
łu ostrza, wobec czego zmniejsza si gwałtownie twardo ć mate-
ria
łu no a i zwykle nast puje jego wykruszenie. Ponadto wskutek nierównomiernego nagrze-
wania lub ch
łodzenia ostrza mog powstać mikrop kni cia napr eniowe, na które szczególnie
wra liwe s materia
ły o małej odporno ci na szoki termiczne (np. niektóre spieki ceramiczne).
Cykliczne zmiany temperatury powoduj natomiast zm czenie cieplne [8,10,16], powstaj ce
w wyniku zmiennych napr e cieplnych zwi zanych z gradientem temperatury oraz zmianami
struktury, powoduj cych e wyst puj ce napr enia przewy szaj temperaturow wytrzyma-
ło ć zm czeniow , a tak e granic plastyczno ci. Zm czenie cieplne powoduje powstawanie
siatki p kni
ć na powierzchni inicjuj cych p kanie zwykle na granicach mi dzyfazowych wy-
dziele i wtr ce niemetalicznych, a z czasem sprzyjaj cych ich propagacji. Zwykle zm czenie
cieplne wykazuje superpozycj z cyklicznymi napr eniami mechanicznymi (zm czenie cieplno-
mechaniczne), korozj (zm czenie cieplno-korozyjne), zu yciem ciernym lub abrazyjnym
w podwy szonej temperaturze. Pe
łzanie, jako proces odkształcenia plastycznego zwi zany
z bardzo ma
ł szybko ci odkształcenia, praktycznie nie dotyczy zmian na powierzchni, lecz
na ca
łym przekroju materiału, wobec czego nie został opisany w niniejszej ksi ce, choć mog
mu towarzyszy
ć procesy korozji zwłaszcza gazowej, które z istoty przebiegaj na powierzchni.
Zu ycie odkszta
łceniowe zachodzi w przypadkach przeci e , obci e udarowych lub
drga i obserwowane jest zazwyczaj na powierzchni elementów wykonanych z mi kkiej stali
lub metali nie elaznych. Zu ycie to polega na zmianie kszta
łtu lub wymiarów tr cych elemen-
tów w wyniku odkszta
łcenia plastycznego.
Efekt Rebindera
polega na zmniejszeniu si g sto ci energii powierzchniowej i tym
samym si
ł napi cia powierzchniowego na brzegu fazy stałej w wyniku adsorpcji substancji
powierzchniowo czynnej, g
łównie w przypadku materiałów kapilarno-porowatych. Na cian-
kach kapilar, mikroszczelin i na granicach ziarn fazy sta
łej materiału powstaj mono- i poli-
molekularne warstwy cieczy. Zmniejszenie g sto ci energii zgromadzonej na powierzchni
wewn trznej materia
łu powoduje powstanie dodatkowych mikroszczelin w o rodku. Powoduje
to obni enie wytrzyma
ło ci materiału na obci enie mechaniczne. Dzieje si tak w wyniku
oddzia
ływania tzw. ci nienia rozklinowuj cego, wyst puj cego w cieczy, w pobli u granicy
fazowej, które jest równe ró nicy ci nienia na granicy faz i w cz ci obj to ciowej filmu
cieczy (rys. 226). Przeciwdzia
ła ono zmniejszaniu si grubo ci zaadsorbowanych cienkich
warstw cieczy [376,498,994].
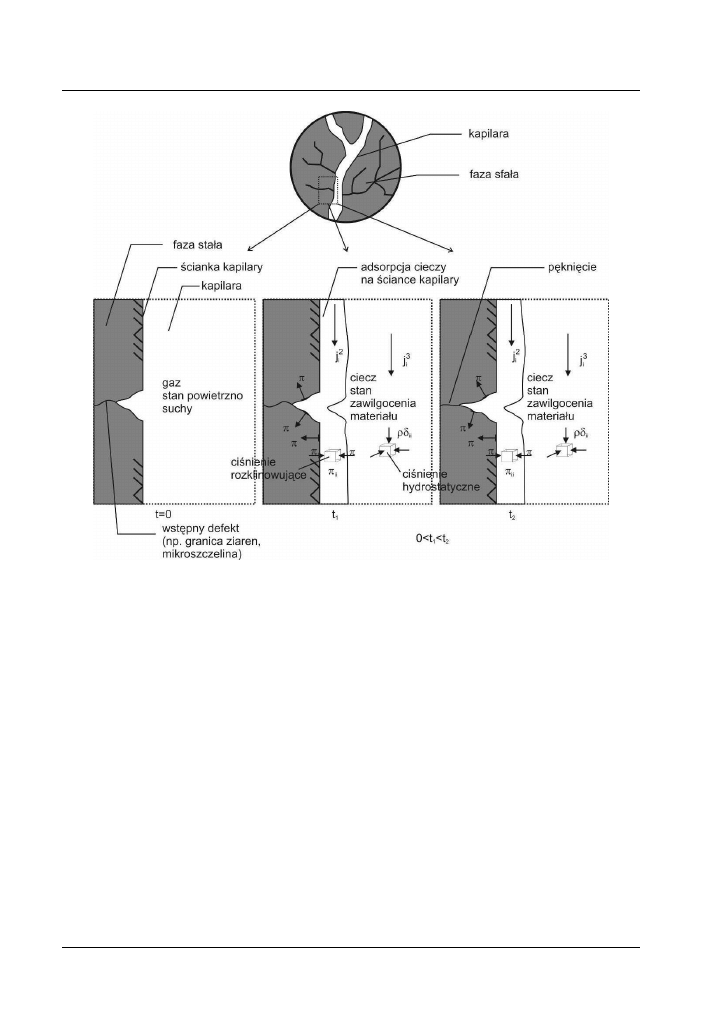
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
405
Rysunek 226. Schemat graficzny efektu Rebindera dzia
łania ci nienia rozklinowuj cego [994]
Starzenie si pow
łok w szczególno ci powłok lakierowych oraz warstw wierzchnich poli-
merów, jest sum powolnych strukturalnych zmian spowodowanych wp
ływami zewn trznymi.
Reakcje wolnorodnikowych procesów starzeniowych pow
łok lakierowych oraz warstw wierz-
chnich polimerów mo na zahamowa
ć przez wprowadzenie substancji zwanych stabilizatorami,
które zwi kszaj odporno
ć na działanie podwy szonej temperatury, wiatła, tlenu (antyutle-
niacze), ozonu, promieniowania jonizuj cego i zm czenia, a nawet jednocze nie spe
łniać ró ne
z tych funkcji, np. zwi ksza
ć odporno ć na szkodliwe działanie tlenu i na zm czenie [495].
8.5. Zu ycie i niszczenie narz dzi
Proces skrawania
metali oraz podstawowe strefy, w których nast puje zu ytkowanie
energii dostarczonej do procesu, przedstawiono schematycznie na rysunku 227. Podczas pro-
cesu skrawania nast puje lokalne sczepianie narz dzia z obrabianym metalem na powierzchni
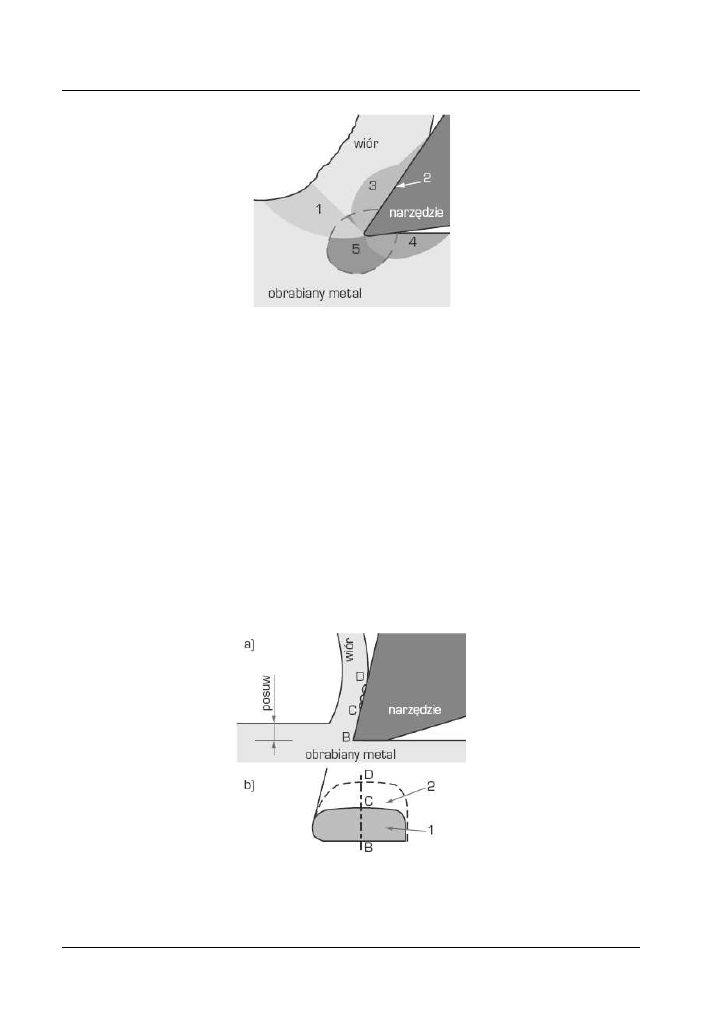
Open Access Library
Volume 5 2011
406
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
Rysunek 227. Schemat procesu skrawania; 1 – strefa cinania, 2 – powierzchnia przylegania
narz dzia i wióra, 3 – strefa wtórnego odkszta
łcenia plastycznego wióra, 4 – strefa
oddzia
ływania powierzchni przyło enia narz dzia w obrabianym materiale, 5 – strefa
oddzia
ływania ostrza narz dzia
przy
ło enia oraz na powierzchni natarcia, na której wiór przylega do narz dzia [8,16], co
schematycznie przedstawiono na przyk
ładzie no a tokarskiego na rysunku 228.
W wyniku lokalnego sczepiania podczas obróbki skrawaniem niektórych metali i stopów
na powierzchni narz dzia mo e powstawa
ć narost, schematycznie przedstawiony na rysun-
ku 229. Przerywanie lokalnych spoin utworzonych w procesie skrawania wp
ływa na krótko-
trwa
łe podwy szanie temperatury na powierzchni przyło enia narz dzia i obrabianego metalu
oraz na powierzchni przylegania narz dzia i wióra. Powoduje to tworzenie si pól tempera-
turowych na powierzchniach narz dzia, przedstawionych na rysunku 230, o warto ciach
Rysunek 228. Schemat lokalnego spajania si narz dzia z obrabianym materia
łem i wiórem
a) przekrój w p
łaszczy nie prostopadłej do kraw dzi skrawaj cej, b) widok powierzchni
natarcia narz dzia w pobli u ostrza; 1 – strefa lokalnego spajania si , 2 – strefa kontaktu
przerywanego
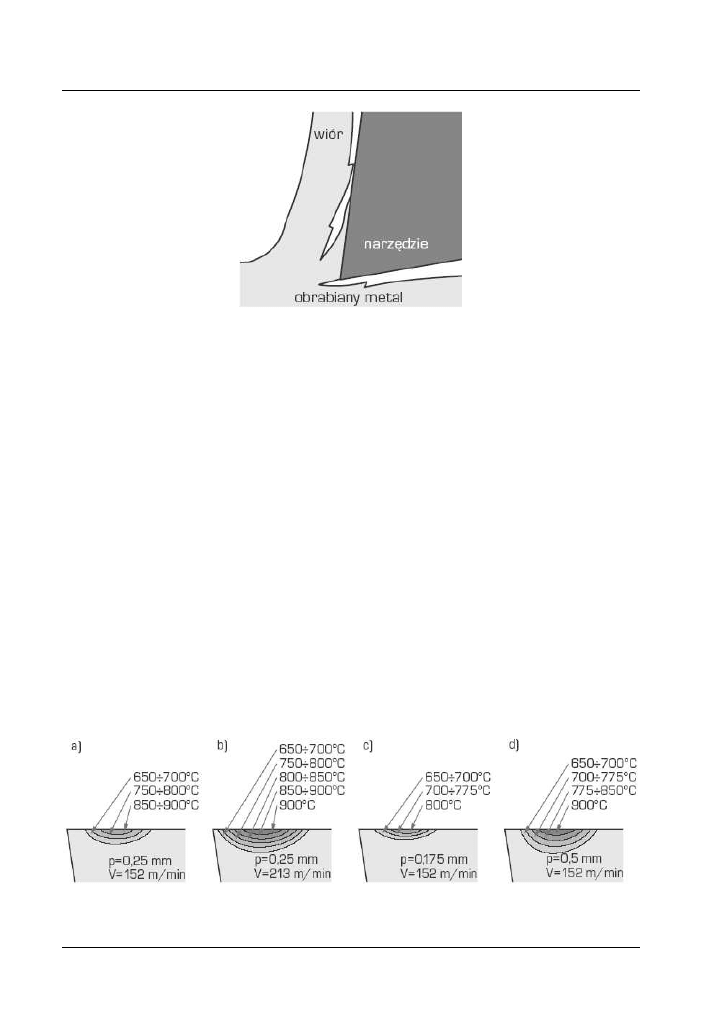
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
407
Rysunek 229. Schemat tworzenia si narostu na powierzchni natarcia narz dzia
zale nych od pr dko ci skrawania i posuwu [8,10,16]. W przypadku gdy podczas skrawania na
powierzchni narz dzia tworzy si narost, rozk
ład temperatury w narz dziu jest nieco inny,
a temperatura jest ni sza. Rozk
ład temperatury w skrawanym materiale i narz dziu skrawa-
j cym na podstawie oblicze teoretycznych przedstawiono przyk
ładowo na rysunku 231.
Ró ne pr dko ci skrawania, wielko ci posuwu i grubo ci warstwy skrawanej decyduj
o zró nicowanym zu yciu narz dzi (rys. 232). Stwierdzono, e przy ma
łej pr dko ci skra-
wania mechanizmami zu ycia narz dzi skrawaj cych s g
łównie:
• zu ycie cierne,
• zu ycie adhezyjne.
cieranie twardymi cz stkami wyst puj cymi w obrabianym materiale powoduje pojawie-
nie si rowków lub wy
łobie na powierzchniach natarcia lub przyło enia narz dzia. W wy-
niku drugiego mechanizmu fragment wióra adhezyjnie sczepia si z powierzchni narz dzia
i nast pnie od
łamuje si wraz ze sczepionym z nim materiałem narz dzia, powoduj c ubytki
narz dzia.
Rysunek 230. Pole temperaturowe w no ach tokarskich podczas obróbki stali niskow glowej
z posuwem 0,25 mm przez 20 s
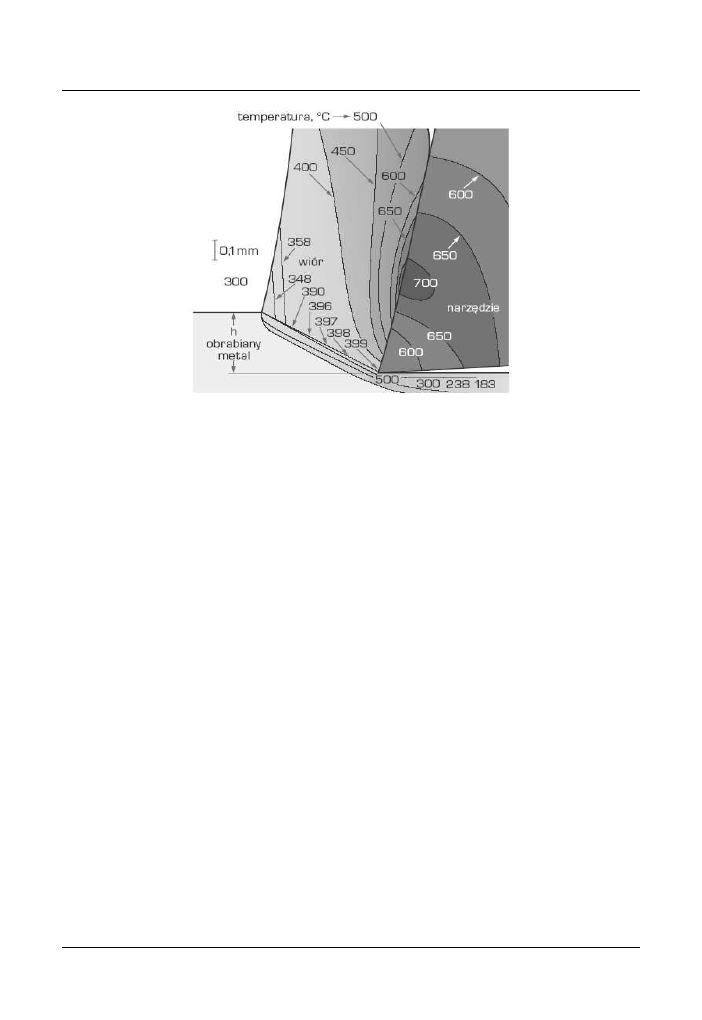
Open Access Library
Volume 5 2011
408
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
Rysunek 231. Rozk
ład temperatury w narz dziu skrawaj cym i w obrabianym metalu;
k t natarcia 10°, k t cinania 30°, g
ł boko ć skrawania h = 0,32 mm
W przypadku gdy temperatura skrawania przekracza ok. 550°C, przewa aj ce jest zu ycie
adhezyjne. Wielko
ć odrywaj cych si cz steczek zmniejsza si przy tym wraz z podwy -
szeniem temperatury procesu. W wyniku wzajemnego przenikania atomów materia
łu ostrza do
materia
łu skrawanego i odwrotnie, zwłaszcza w strefie styku metalicznego, wyst puje zu ycie
dyfuzyjne ostrza
, bardzo gwa
łtowne w momencie zetkni cia obu materiałów i malej ce
z up
ływem czasu [8,10,16].
W przypadku stosowania cieczy ch
łodz co-smaruj cych materiał ostrza tworzy ponadto
z otaczaj cym go o rodkiem powierzchniowe zwi zki chemiczne, s
łabo zwi zane z podło em
i
łatwo ulegaj ce cieraniu, co decyduje o zu yciu chemiczno- ciernym ostrza.
Przy du ej pr dko ci skrawania czynnikiem decyduj cym o zu yciu narz dzia jest jego
odkszta
łcenie plastyczne. Charakterystycznym przejawem zu ycia jest wówczas zagł bienie
na powierzchni natarcia na odcinku nagrzanym do najwy szej temperatury, utworzone w wy-
niku powierzchniowego odkszta
łcenia plastycznego narz dzia. W wyniku działania napr e
normalnych kraw d skrawaj ca ulega odkszta
łceniu plastycznemu, co wpływa na zwi kszenie
si
ł skrawania i sprzyja przez to przyspieszeniu zu ycia narz dzia. Lokalnie w miejscach,
w których wyst puje przerywany lub ci g
ły po lizg, nast puje p kanie i wykruszanie makro-
cz steczek materia
łu narz dziowego, w wyniku czego na powierzchni przyło enia wyst puj
g
ł bokie rowki prostopadle do kraw dzi skrawaj cej ostrza narz dzia.
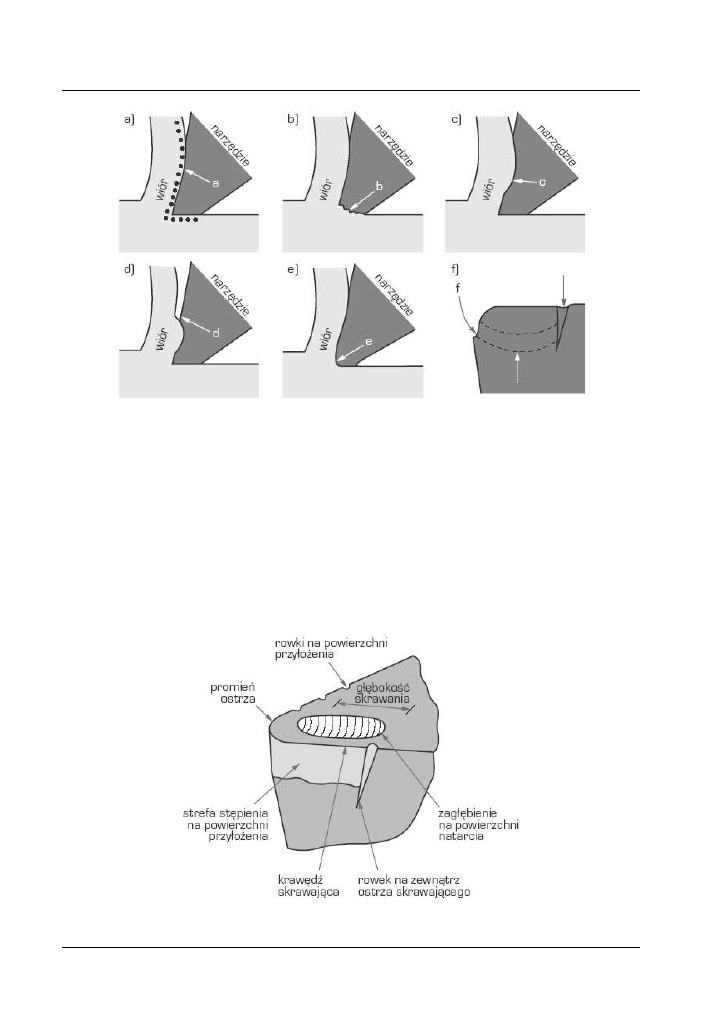
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
409
Rysunek 232. Schemat podstawowych mechanizmów zu ycia narz dzi skrawaj cych a) zu ycie
cierne, b) zu ycie adhezyjne, c) zu ycie dyfuzyjne, d) zu ycie w wyniku powierzchniowego
odkszta
łcenia plastycznego, e) zu ycie w wyniku odkształcenia plastycznego kraw dzi
skrawaj cej pod dzia
łaniem napr e normalnych, f) zu ycie przez wykruszanie
w wyniku po lizgu
Na rysunku 233 przedstawiono schematycznie typowe zu ycie narz dzia skrawaj cego
na przyk
ładzie no a tokarskiego. Dominuj cy mechanizm i zwi zana z tym szybko ć zu ycia
decyduj ce o skrawno ci narz dzia s uzale nione od wielu czynników [8,10,16]. Mo na je
usystematyzowa
ć w trzech grupach:
Rysunek 233. Schemat typowego zu ycia no a tokarskiego
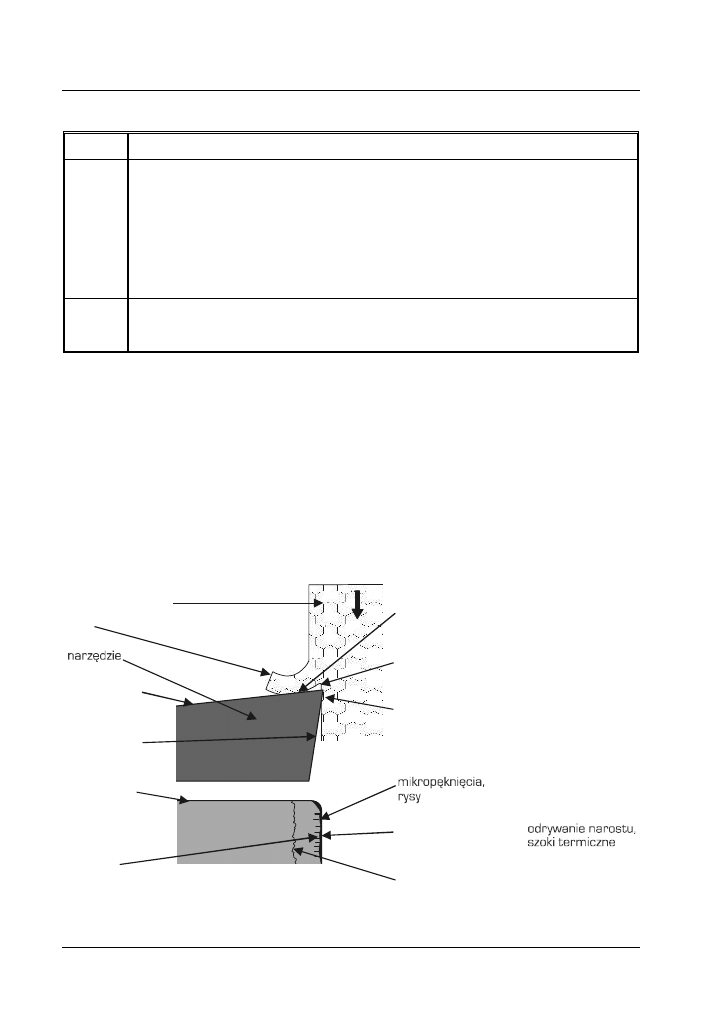
Open Access Library
Volume 5 2011
410
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
Tablica 46. Czynniki wp
ływaj ce na skrawno ć narz dzia
I Sk
ład chemiczny i struktura materiału obrabianego i narz dzia
II
Temperatura skrawania w relacji z twardo ci na gor co materia
łu narz dziowego
Podwy szona temperatura, du e obci enie, ma
ła wytrzymało ć materiału
obrabianego
Napr enia normalne w strefie ostrza narz dzia
Wytrzyma
ło ć adhezyjna poł czenia wióra i narz dzia w pobli u ostrza skra-
waj cego
Wzajemna rozpuszczalno
ć mi dzy wiórem a narz dziem
Udzia
ł obj to ciowy twardego cierniwa w materiale obrabianym
III
Cechy geometryczne narz dzia i promie ostrza
Wibracje narz dzia w obrabiarce
Ciecze ch
łodz ce i smaruj ce w procesie skrawania
• uzale nione od sk
ładu chemicznego i struktury materiału obrabianego i narz dzia,
• decyduj ce o temperaturze i napr eniach w narz dziu, zwi zane z cechami geometrycz-
nymi narz dzia, sztywno ci obrabiarki, ch
łodzeniem i smarowaniem w procesie skrawa-
nia (tabl. 46).
Typowe objawy zu ycia ostrza narz dzia oraz przyczyny ich powstawania przedstawiono
schematycznie na rysunku 234. W przypadku ostrza skrawaj cego ujawniaj si jednoczenie
materia
ł skrawany
wiór
powierzchnia
natarcia
pomocnicza
kraw
ędź
skrawaj
ąca
wytarcie rowka
na powierzchni
natarcia
narost na
powierzchni
natarcia
starcie
powierzchni
przy
łożenia
powierzchnia
przy
łożenia
g
łówna
kraw
ędź
skrawaj
ąca
wyszczerbienia
kraw
ędzi
skrawaj
ącej
p
ęknięcia
dyfuzja,
zu
życie ścierne
adhezja
zu
życie ścierne
zm
ęczenie
materia
łu
przeci
ążenie
mechanicznie
narz
ędzia - materiał skrawany
rodzaj zu
życia
g
łówne przyczyny
zu
życia
Rysunek 234. G
łówne przyczyny i rodzaje zu ycia narz dzia skrawaj cego [376]
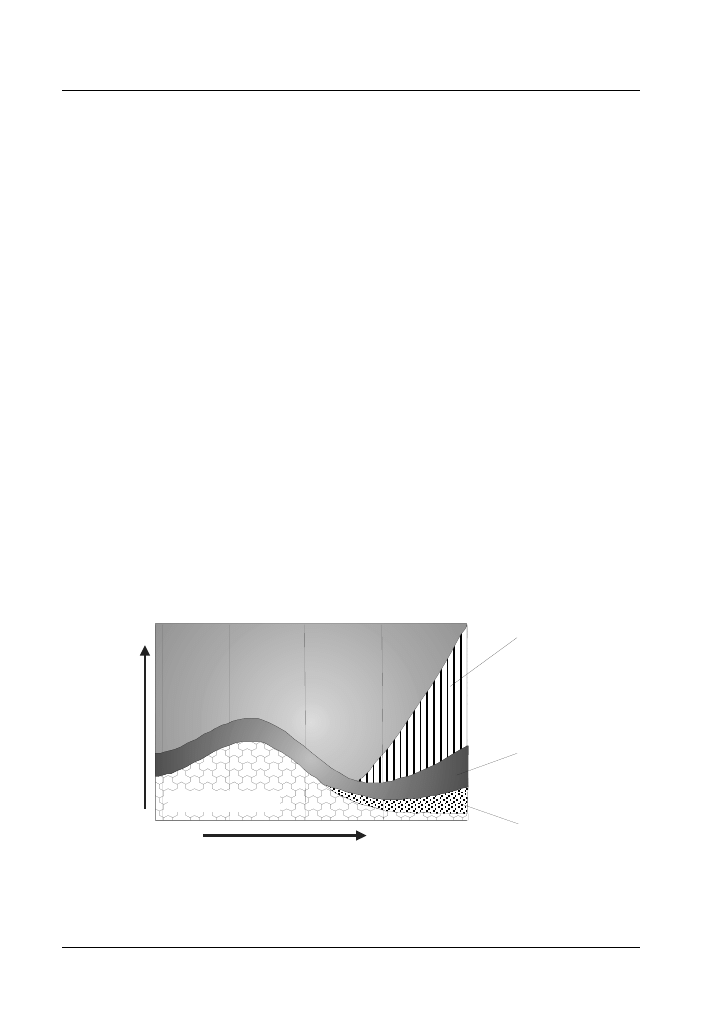
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
411
nast puj ce rodzaje zu ycia: zu ycie adhezyjne, dyfuzyjne, cieplne, chemiczne oraz mecha-
niczno- cierne (rys. 235).
Robocze powierzchnie narz dzi do obróbki plastycznej na gor co oraz do odlewania
w formach metalowych s nara one podczas pracy na [8,10,16]:
• nagrzanie do wysokiej temperatury oraz cykliczne zmiany tej temperatury,
• cykliczne, du e obci enia mechaniczne, cz sto dynamiczne,
• intensywne cieranie w podwy szonej temperaturze,
• korozyjne oddzia
ływanie obrabianego materiału i rodków chłodz co-smaruj cych.
Narz dzia do pracy na gor co nara one s na zmiany temperatury powierzchni roboczej,
zwi zane z kontaktem z gor cym obrabianym materia
łem i nast pnym chłodzeniem podczas
ka dego cyklu pracy (rys. 236). Kszta
łtowany materiał przekazuje ciepło, które nie jest odpro-
wadzane ca
łkowicie przez o rodek chłodz cy, w wyniku czego cała masa narz dzia nagrzewa
si podczas pracy do temperatury powy ej 200°C. Maksymalna temperatura powierzchni
matryc, stempli, wykrojników i innych narz dzi stykaj cych si przez krótki czas z nagrzanym
materia
łem oraz intensywnie chłodzonych wynosi 500-600°C, a rdzenia 300-400°C. Powierz-
chnia robocza form do odlewania pod ci nieniem, cz ci pras do wyciskania, matryc do
prasowania metali na gor co i innych narz dzi stykaj cych si z nagrzanym metalem przez
d
łu sz cz ć cyklu pracy i przejmuj cych wi cej ciepła nagrzewa si do temperatury 700-
800°C, a rdze – do ok. 600°C [16] (rys. 236).
TEMPERATURA SKRAWANIA
(pr
ędkość skrawania, posuw i inne)
S
U
M
A
R
Y
C
Z
N
E
Z
U
Ż
Y
C
IE
O
S
T
R
Z
A
zu
życie dyfuzyjne
zu
życie
mechaniczno-
ścierne
( deforma cja plasty czna)
zu
życie c hemiczn e
zu
życie adhezyjne
Rysunek 235. Rodzaje zu ycia ostrza narz dzia wyst puj ce w przypadku obróbki
skrawaniem [968]
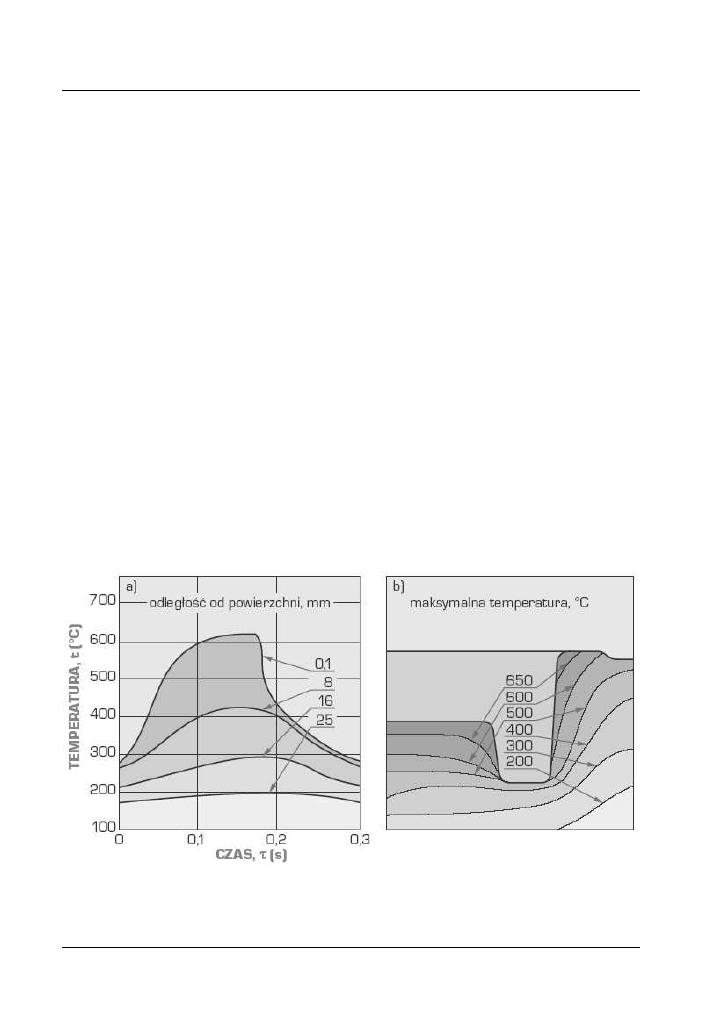
Open Access Library
Volume 5 2011
412
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
Cykliczne zmiany temperatury powoduj powstawanie zmiennych napr e cieplnych
zwi zanych z gradientem temperatury oraz niejednorodno ci w
łasno ci fizykomechanicznych
faz w stali. Ze zwi kszeniem liczby cykli cieplnych nast puj zmiany strukturalne i zmniej-
szenie w
łasno ci wytrzymało ciowych w warstwie wierzchniej, tak e napr enia cieplne
cz sto przekraczaj temperaturow wytrzyma
ło ć zm czeniow , a niekiedy granic plastycz-
no ci. Niszczenie powierzchni roboczych narz dzi pod wp
ływem cyklicznych zmian tempe-
ratury jest nazywane zm czeniem cieplnym. W wyniku zm czenia cieplnego po pewnym
czasie na powierzchni roboczej narz dzi powstaje charakterystyczna siatka p kni
ć pogł -
biaj cych si podczas dalszych cykli pracy, a w efekcie tego nast puje wykruszanie si cz stek
materia
łu z powierzchni i przyspieszone zu ycie narz dzi.
Zarodkowanie p kni
ć zm czeniowych zachodzi wewn trz ziarn lub na granicach mi dzy-
fazowych, wydziele i wtr ce niemetalicznych utrudniaj cych ruch dyslokacji spi trzaj cych
si przed tymi przeszkodami pod wp
ływem napr e cieplnych [8,10,16]. W tworz cych si
spi trzeniach dyslokacji koncentracja napr e przyspiesza wzrost mikrop kni
ć, które po
osi gni ciu wielko ci krytycznej mog si rozprzestrzenia
ć przy kolejnych cyklach napr e .
Wraz z podwy szeniem temperatury zwi ksza si udzia
ł p kni ć zarodkuj cych na granicach
ziarn wskutek zmniejszenia si
ł wi za mi dzyatomowych w tych obszarach.
Rysunek 236. Schemat a) zmian temperatury w ró nych odleg
ło ciach od powierzchni
roboczej matrycy podczas jednego cyklu pracy przy kuciu na prasie, b) rozk
ładu temperatury
maksymalnej na przekroju cz ci matrycy ku niczej podczas pracy (wed
ług A. Wero skiego)
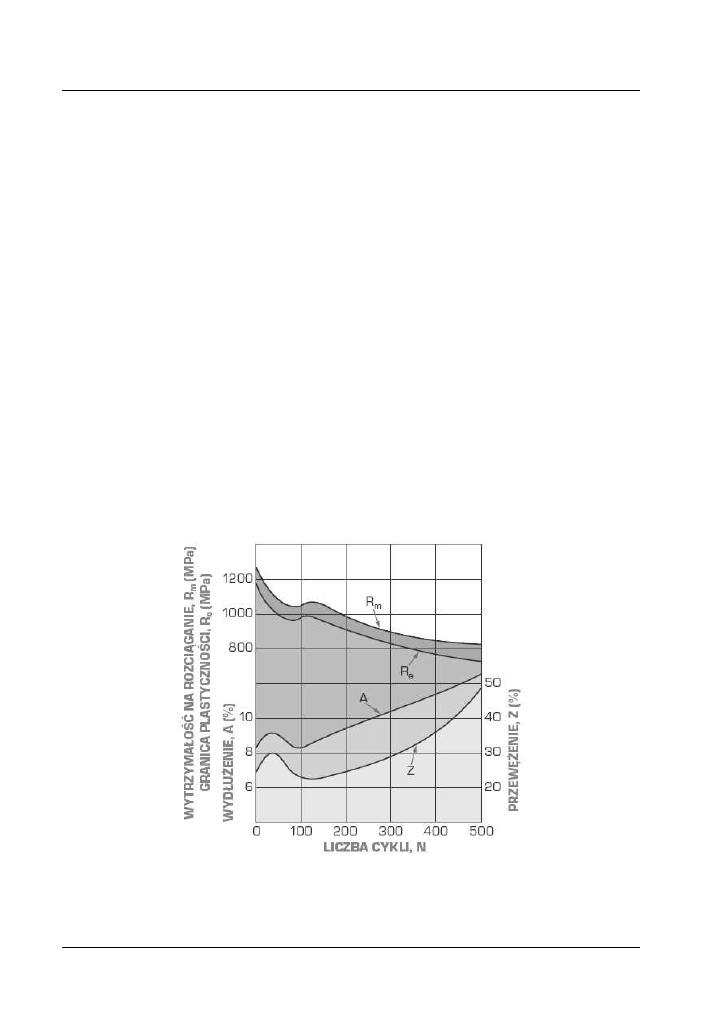
Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
413
Podczas zm czenia cieplnego zachodz zmiany strukturalne. W stalach poddanych dzia-
łaniu du ej liczby cykli cieplnych o temperaturze maksymalnej wy szej od temperatury odpu-
szczania nast puj znaczne zmiany struktury, zwi zane z przemianami i koagulacj w glików
oraz zdrowieniem, poligonizacj i rekrystalizacj osnowy. Zmiany nie s zbyt du e, je li
maksymalna temperatura cyklu cieplnego jest zbli ona do temperatury odpuszczania.
W praktyce zm czenie cieplne nigdy nie zachodzi w czystej postaci, lecz sumuj si z nim:
• cykliczne napr enia mechaniczne (zm czenie cieplno-mechaniczne),
• procesy korozyjne (zm czenie cieplno-korozyjne),
• cieranie.
Zmiany strukturalne zachodz ce w stali podczas zm czenia cieplno-mechanicznego s
przyspieszane przez wprowadzenie du ej liczby wad sieciowych, powstaj cych w wyniku
wspó
łdziałania napr e cieplnych i mechanicznych [8,10,16]. Przej ciowe umocnienie stali
zwi zane ze zwi kszeniem g sto ci dyslokacji podczas odkszta
łcenia plastycznego osnowy
w pocz tkowych cyklach jest usuwane nast pnie przez procesy aktywowane cieplnie. W wyniku
tego nast puje zmniejszenie w
łasno ci wytrzymało ciowych zwi zane z post puj c koagu-
lacj w glików, rekrystalizacj osnowy i obecno ci mikrop kni
ć w stali (rys. 237 i 238).
Rysunek 237. Wp
ływ liczby cykli podczas zm czenia cieplno-mechanicznego w zakresie
temperatury 730-300°C oraz przy napr eniach mechanicznych ±130 MPa, na w
łasno ci
wytrzyma
ło ciowe i plastyczne stali typu X30WCrV9-3 zahartowanej z 1120°C i odpuszczonej
w 590°C (wed
ług A.I. Iwanowa i B.F. Trachtenberga)
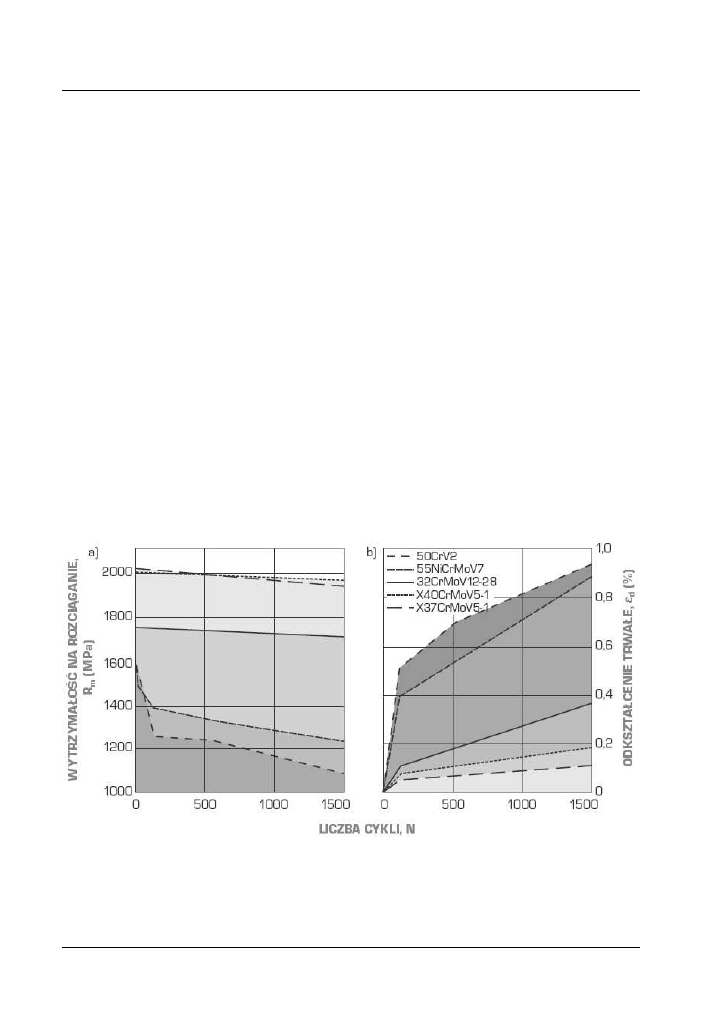
Open Access Library
Volume 5 2011
414
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
Obci enia mechaniczne dzia
łaj ce na narz dzia do pracy na gor co zwi zane z pokonywa-
niem oporu odkszta
łcenia plastycznego kształtowanego materiału osi gaj znaczne warto ci
i maj najcz ciej charakter dynamiczny, jak np. podczas kucia matrycowego. Napr enia me-
chaniczne powoduj niekiedy trwa
łe odkształcenie plastyczne najbardziej obci onych cz ci
narz dzia, np. kraw dzi stempli do wyciskania stali na gor co, czemu sprzyja zmniejszenie
w
łasno ci wytrzymało ciowych w warstwie wierzchniej podgrzanej do wysokiej temperatury.
Cykliczno
ć napr e mechanicznych i ich dynamiczny charakter sprzyjaj rozwojowi p kni ć
zm czeniowych, co mo e powodowa
ć p kni cia całego narz dzia, np. matrycy ku niczej.
Struktura i w
łasno ci warstwy wierzchniej wywieraj decyduj cy wpływ na pocz tkowy
etap zm czenia cieplnego, poniewa zarodkowanie mikrop kni
ć w wi kszo ci przypadków
nast puje na powierzchni narz dzia. Karby, wady powierzchniowe, a tak e powierzchniowe
warstwy tlenków lub innych faz o odmiennych ni pod
ło e własno ciach fizykochemicznych
przyspieszaj zarodkowanie p kni
ć [8,10,16]. Kinetyka utleniania metalu kontroluje szybko ć
powstawania p kni
ć i wpływa na ich morfologi . Intensyfikacja propagacji p kni ć nast puje
tak e w innych o rodkach oddzia
łuj cych korozyjnie na badany metal, np. w wodzie, olejach,
ciek
łych stopach metali itp.
Rysunek 238. Wp
ływ liczby cykli podczas zm czenia cieplno-mechanicznego na
a) wytrzyma
ło ć na rozci ganie, b) odkształcenie trwałe próbek z niektórych stali
narz dziowych do pracy na gor co obrobionych cieplnie w warunkach zapewniaj cych
uzyskanie twardo ci 40 HRC; warunki próby – zmiany temperatury w zakresie 550-10°C,
energia uderzenia 1,3 J (wed
ług M. Gierzy skiej-Dolnej i T. Wrony)

Obróbka powierzchni materia
łów in ynierskich
8. Zmiany struktury i w
łasno ci powierzchni materiałów in ynierskich w wyniku eksploatacji
415
Korozyjne oddzia
ływanie kształtowanego metalu na materiał narz dzia zachodzi przede
wszystkim podczas eksploatacji form do odlewania pod ci nieniem. Wysoka temperatura oraz
ci nienie intensyfikuj procesy dyfuzyjne, przez co w warstwie wierzchniej narz dzi zwi ksza
si st enie pierwiastków wchodz cych w sk
ład kształtowanego stopu. Na powierzchni stali,
stykaj cej si w czasie prasowania na gor co lub odlewania ze stopami miedzi, tworzy si
warstwa roztworu miedzi w elazie, która w czasie dalszych cykli pracy ulega p kaniu
i wykruszaniu z powierzchni narz dzia. Natomiast na powierzchni stali poddanej dzia
łaniu
ciek
łych stopów aluminium tworzy si warstwa faz mi dzymetalicznych Al
3
Fe, Al
5
Fe
2
, Al
3
Fe
2
,
cz stki której po osi gni ciu grubo ci powy ej 20 µm odrywaj si od stali w kolejnych
cyklach pracy. Ubytki w strefie faz mi dzymetalicznych tworz ce nierówno ci powierzchni
oraz wykruszone twarde cz stki tych faz dzia
łaj ce jako materiał cierny na inne miejsca
powierzchni roboczej znacznie przyspieszaj proces zu ycia narz dzi.
Zu ycie cieplno-korozyjne
mo e by
ć tak e spowodowane zastosowaniem rodków sma-
ruj co-ch
łodz cych powierzchnie robocze. Wodny roztwór chlorku sodowego mo e ułatwić
korozj narz dzi, a zbyt du e ilo ci oleju z koloidalnym grafitem mog powodowa
ć lokalne
naw glenie powierzchni roboczej i przyspieszenie rozwoju p kni
ć utworzonych w wyniku
zm czenia cieplnego. W wyniku reakcji chemicznych rodków smaruj cych zawieraj cych
MoS
2
podczas obróbki plastycznej stopów w wysokiej temperaturze powstaje twardy MoO
3
intensyfikuj cy zu ycie cierne.
Zu ycie cierne, jak i adhezyjne, zachodz ce w podwy szonej temperaturze
przy
du ych naciskach powierzchniowych, niekorzystnych warunkach smarowania oraz przy jedno-
czesnym oddzia
ływaniu cyklicznych obci e cieplnych i mechanicznych s głównymi pro-
cesami przyczyniaj cymi si do zmniejszenia trwa
ło ci eksploatacyjnej narz dzi do pracy na
gor co.
W procesie zu ycia ciernego w podwy szonej temperaturze wyró nia si nast puj ce
etapy [8,10,16]:
• zetkni cie i wspó
łdziałanie mechaniczne obszarów powierzchni tr cych pokrytych po-
cz tkowo warstw tlenków; dominuj ce jest odkszta
łcenie plastyczne nierówno ci na
powierzchni oraz znacznej obj to ci obrabianego plastycznie metalu, w wyniku czego
nast puje kilkakrotny wzrost powierzchni styku, a nast pnie p kanie, cz ciowe rozsu-
ni cie warstwy tlenków i ods
łoni cie nieutlenionego metalu, którego powierzchnia styka
si bezpo rednio z narz dziem,
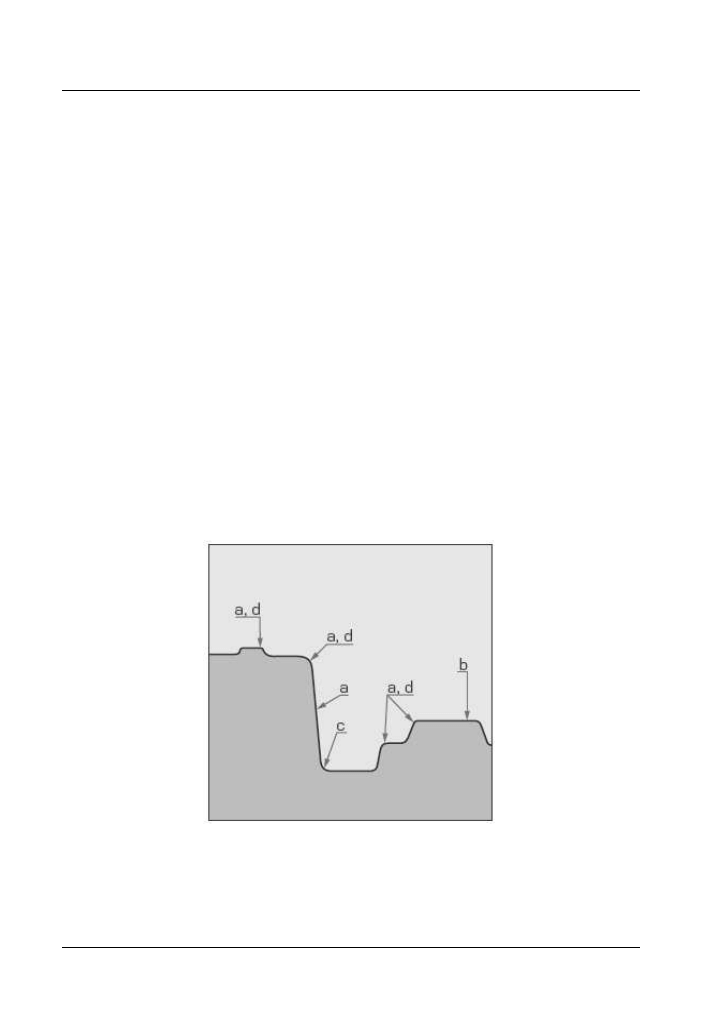
Open Access Library
Volume 5 2011
416
L.A.
Dobrza ski, A.D. Dobrza ska-Danikiewicz
• bezpo redni styk czystego metalu z powierzchni narz dzia; charakterystyczne jest od-
dzia
ływanie mi dzyatomowe i tworzenie si poł cze adhezyjnych, zale nych od postaci
geometrycznej powierzchni styku, warto ci nacisku, w
łasno ci fizykochemicznych i me-
chanicznych metali pary tr cej, w tym g
łównie reaktywno ci chemicznej i warunków tarcia,
• niszczenie powsta
łych poł cze adhezyjnych w czasie wzajemnego ruchu elementów meta-
lowych stanowi cych par tr c ; narosty materia
łu odkształcanego ulegaj odkształceniu
plastycznemu, co powoduje powstanie mikrop kni
ć powierzchni roboczej narz dzi, przy
du ych warto ciach si
ł stycznych – cinanie, a w najbardziej niekorzystnym przypadku
tak e wykruszanie lub wyrywanie wraz z cz ci materia
łu warstwy wierzchniej narz dzia.
Wykruszone produkty zu ycia wraz z cz stkami tlenków, które gwa
łtownie stygn , od-
dzielaj si od odkszta
łcanego przedmiotu i powoduj przyspieszenie zu ycia ciernego
powierzchni narz dzi. Tlenki te, zawieraj ce g
łównie twarde cz stki Fe
2
O
3
, podczas
obróbki stali oddzia
łuj jak materiał cierny przyspieszaj c proces zu ycia narz dzi, a cie-
ranie zachodzi najintensywniej w miejscach najwi kszych nacisków i przemieszcze mate-
ria
łu kształtowanego wzgl dem powierzchni narz dzia, np. w obszarze przej cia wykroju
w mostek wyp
ływki w matrycach [8,10,16] (rys. 239).
Rysunek 239. Schemat ilustruj cy miejsca dominuj cych rodzajów zu ycia wykroju matrycy
ku niczej; 1 – cieranie, 2 – zm czenie cieplne, 3 – zm czenie mechaniczne,
4 – odkszta
łcenie plastyczne (według A. Kannappana)
Wyszukiwarka
Podobne podstrony:
LAB9, Porównanie struktur i własności wybranych materiałów ceramicznych
LAB9, Porównanie struktur i własności wybranych materiałów kompozytowych
LAB9 Porównanie struktur i własności wybranych materiałów kompozytowych
LAB9 Porównanie struktur i własności wybranych materiałów ceramicznych
Kolokwium z?dań Struktury i Własności Materiałów
Analiza spektroskopowa w mikroobszarach, ۞ Płyta Studenta Politechniki Śląskiej, Semestr 4, Bsiwm -
bsiwm lab3, STUDIA, SEMESTR IV, Badania struktury i własnosci materiałów
pnom - sciaga, Politechnika śląska - Mechatronika semestr 1 i 2, Podstawy Nauki o materiałach, labor
struktura i własności, SZKOŁA, sprawoazdania nauka o materiałach, struktura i własności
zagadnienia na kolos, STUDIA, SEMESTR IV, Badania struktury i własnosci materiałów, bsiwm
praca o polimerach, Politechnika śląska - Mechatronika semestr 1 i 2, Podstawy Nauki o materiałach,
Lab 1 Badanie struktury, STUDIA, SEMESTR IV, Badania struktury i własnosci materiałów
lab 4, STUDIA, SEMESTR IV, Badania struktury i własnosci materiałów
pnom, Politechnika śląska - Mechatronika semestr 1 i 2, Podstawy Nauki o materiałach, laborki, cw 9
Sprawozdania materialoznastwo, Wpływ zawartości węgla i obróbki cieplnej na strukturę i własności me
bsiwm lab1, STUDIA, SEMESTR IV, Badania struktury i własnosci materiałów
Kolokwium z?dań Struktury i Własności Materiałów
więcej podobnych podstron