Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
88
9. WYBRANE METODY OBRÓBKI ŚCIERNEJ
Przedmiotem ćwiczenia są trzy sposoby obróbki ściernej; docieranie, wygła-
dzanie luźnymi kształtkami, obróbka strumieniowo-ścierna.
9.1. WIADOMOŚCI PODSTAWOWE
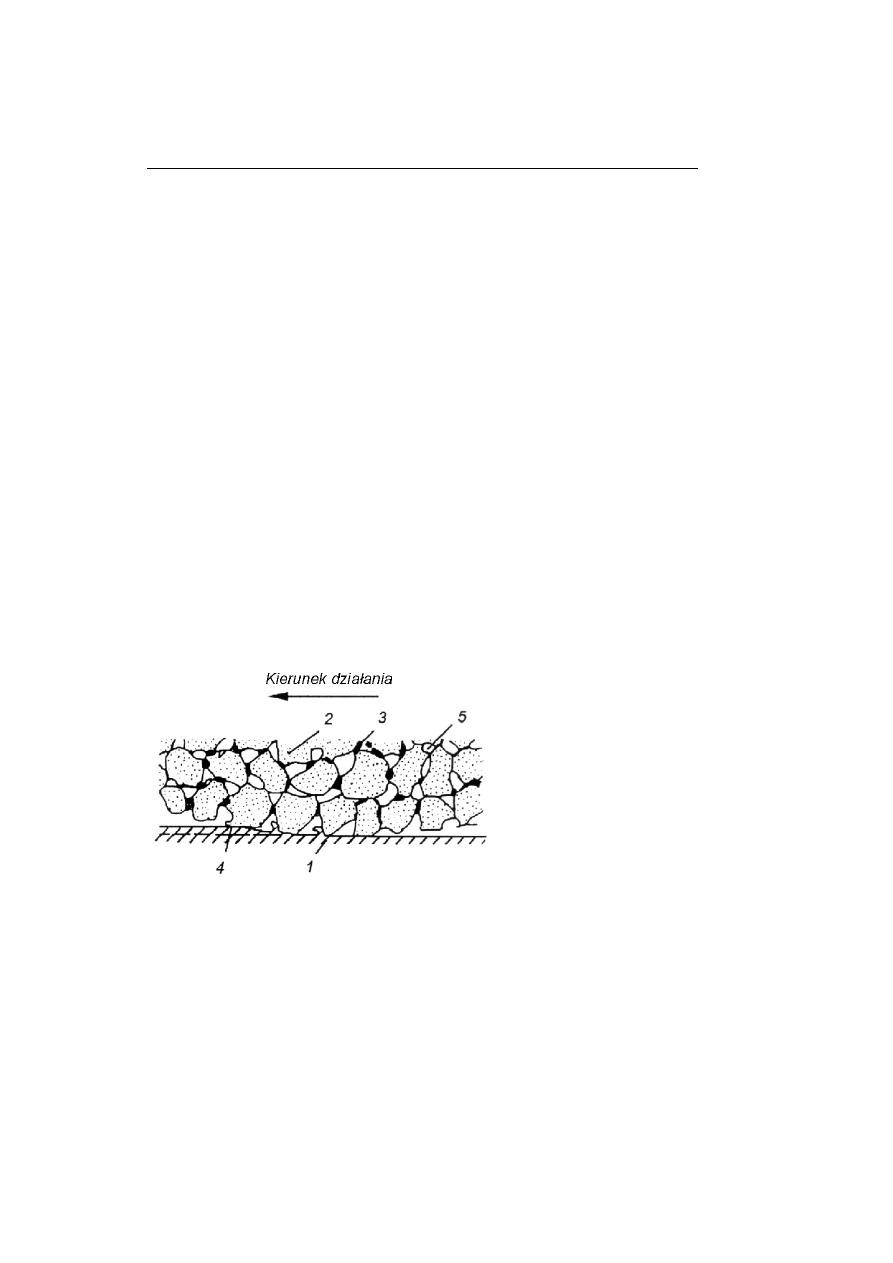
Obróbka ścierna polega na usuwaniu niewielkich naddatków materiału za
pomocą narzędzi ściernych lub luźnych ziaren. Orientacja ziaren względem głównych
kierunków kinematycznych w chwili zetknięcia z materiałem ma charakter losowy
(rys.9.1).
Rys.9.1. Schemat ogólny oddziaływania
narzędzia ściernego na materiał:
1 – przedmiot obrabiany,
2 – ziarna ścierne, 3 – spoiwo, 4 – wiór,
5 – pory
W obróbce ściernej rozróżnia się dwie grupy sposobów obróbki: obróbkę
narzędziami spojonymi (bryłowymi, nasypowymi) takimi jak: ściernice, segmenty,
osełki, krążki, taśmy, w których ziarna ścierne są związane spoiwem oraz obróbkę
luźnym ścierniwem, w której używa się luźnych ziaren ściernych zawartych
w pastach lub w płynach.

Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
89
9.1.1. Materiały ścierne
Materiały ścierne to substancje mineralne, których krawędzie i naroża po
rozdrobnieniu mają właściwości ostrzy skrawających. Ze względu na pochodzenie
materiały ścierne dzieli się na naturalne i sztuczne (syntetyczne).
9.1.1.1. Materiały ścierne naturalne
Materiały ścierne naturalne występują w przyrodzie i stosowane są głównie
do końcowego wygładzania powierzchni. Właściwości ich są zróżnicowane i zależą
od miejsca wydobywania, rodzaju eksploatowanego złoża oraz od technologii
przeróbki. Podstawowe właściwości naturalnych materiałów ściernych oraz przykłady
ich zastosowań podano w tabeli 9.1.
TABELA 9.1. Podstawowe właściwości oraz zastosowanie naturalnych materiałów ściernych [9.1]
Materiał
ścierny
Składnik
podstawowy
Twardość według
skali Mohsa
Rodzaj wyrobu
Zastosowanie
Diament
C
10
Ściernice
i pilniki
Wykańczająca obróbki
materiałów bardzo
twardych
Korund
Al
2
O
3
9
Papiery, płótna,
emulsje, pasty
Szlifowanie i docieranie
szkła optycznego,
produkcja ściernic
specjalnych
Szmergiel
Al
2
O
3
8-9
Papiery i płótna
Szlifowanie i polerowanie
Granat
Fe
3
Al
2
(SiO
4
)
3
Mg
3
Al
2
(SiO
4
)
3
Mn
3
Al
2
(SiO
4
)
3
7-7,5
7,5
7-7,5
Papiery i płótna
Obróbka wykańczająca
drewna, ceramiki, szkła
Kwarc
SiO
2
7
Papiery i płótna,
emulsje i osełki
Ściernice i osełki do
ręcznego ostrzenia
Krzemień
SiO
2
7
Papiery i płótna
Obróbka skóry, drewna,
ebonitu
9.1.1.2. Materiały ścierne syntetyczne
Materiały ścierne syntetyczne wytwarza się według określonych technologii
przy czym, dzięki kontrolowanym przebiegom procesu produkcji, ich właściwości
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
90
odznaczają się dużą stabilnością. Podstawowe właściwości i zastosowanie synte-
tycznych materiałów ściernych podano w tabeli 9.2.
TABELA 9.2. Właściwości i zastosowanie syntetycznych materiałów ściernych [9.1]
Materiał ścierny
Oznaczenie
Twardość wg
skali Mohsa
Rodzaj
wyrobu
Zastosowanie
Diament syntetyczny
C
10
Ściernice,
osełki, pasty
ścierne
Do szlifowania i rozdzielania
materiałów niemetalowych
konwencjonalnych twardych,
kruchych i supertwardych
Regularny azotek boru
(Borazon)
BN
10
Ściernice na
spoiwie
żywicznym
Do szlifowania materiałów
trudnoobrabialnych metalowych i
kompozytowych
Węglik boru
B
4
C
9,5
Pasty ścierne,
proszki
ścierne
Do docierania węglików
spiekanych i polerowania
materiałów twardych
Węglik
krzemu
SiC
Zielony
99C
9
Ściernice,
osełki
Do szlifowania węglików
spiekanych, materiałów twardych
i kruchych
Czarny
98C
9
Ściernice,
osełki
Do szlifowania żeliwa, brązu
i aluminium
Elektro-
korund
Al
2
O
3
Zwykły
95A
9
Ściernice
Do szlifowania wstępnego
i kształtującego
Półszla-
chetny
97A
9
Ściernice
Do szlifowania wstępnego,
kształtującego i wykańczającego
stali hartowanych oraz
materiałów ogniotrwałych
Szlachetny
99A
9
Ściernice,
osełki
Do obróbki wykańczającej,
szlifowania stali hartowanych
i szybkotnących
Stopowy
9
Ściernice
Do narzędzi specjalnych oraz
do szlifowania precyzyjnego
9.1.1.3. Materiały polerskie
Rozróżniamy następujące materiały polerskie:
– twarde – tlenek chromu Cr
2
O
3
(zieleń polerska), tlenek żelaza Fe
2
O
3
(róż
polerski), tlenek berylu BeO, tlenek aluminium Al
2
O
3
(mleczko polerskie),
pumeks (szkło wulkaniczne o budowie gąbczastej),
– miękkie – wapno wiedeńskie, będące mieszaniną tlenków wapnia i magnezu,
kreda pławiona CaCo
3
, trypla, kaolin, talk.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
91
9.2. DOCIERANIE
Docieranie jest jednym ze sposobów obróbki wykańczającej, polegającym na
usuwaniu naddatku w postaci drobnych cząstek materiału obrabianego za pomocą
luźnego ziarna ściernego, zmieszanego z płynami lub smarami półstałymi w postaci
past, znajdującego chwilowe oparcie w materiale docieraka. Obróbka ta umożliwia
uzyskanie powierzchni o najmniejszej chropowatości (Ra
nawet poniżej 0,01
m) oraz
najwyższej dokładności wymiarowo-kształtowej. Uzyskiwana struktura geometryczna
powierzchni jest bardzo korzystna ze względów użytkowych. W docieraniu są
usuwane z powierzchni przedmiotu wierzchołki mikronierówności oraz warstewki o
uszkodzonej, w obróbce poprzedzającej, strukturze, np. mikroprzypalenia szlifierskie.
Charakterystyczne dla docierania jest to, że występuje tylko nieznaczny wzrost
temperatury przedmiotu, nie ma mechanicznego odkształcania przedmiotu
powodowanego siłami zamocowania i skrawania. Można dzięki temu uzyskiwać,
w warunkach produkcyjnych, dokładności wymiarowe w granicach 0,3-8 μm.
W przypadkach specjalnych, jak np.: przy docieraniu płytek wzorcowych,
osiąga się wymiary grubości z tolerancją poniżej 0,1 μm, a błąd równoległości jest
w przybliżeniu równy połowie tolerancji grubości. Docieranie jest szeroko stosowane
w przemyśle lotniczym, motoryzacyjnym, narzędziowym, optycznym i urządzeń
chemicznych. Obrabiane materiały to stal, żeliwo, metale nieżelazne i ich stopy,
materiały spiekane, szkło, ceramika, tworzywa sztuczne, kamienie szlachetne, grafit itp.
Pod względem kinematycznym docieranie charakteryzuje się różnorodnością
ruchów względnych docieraka i obrabianej powierzchni. Rozróżnia się docieranie:
ręczne, maszynowo-ręczne i maszynowe.
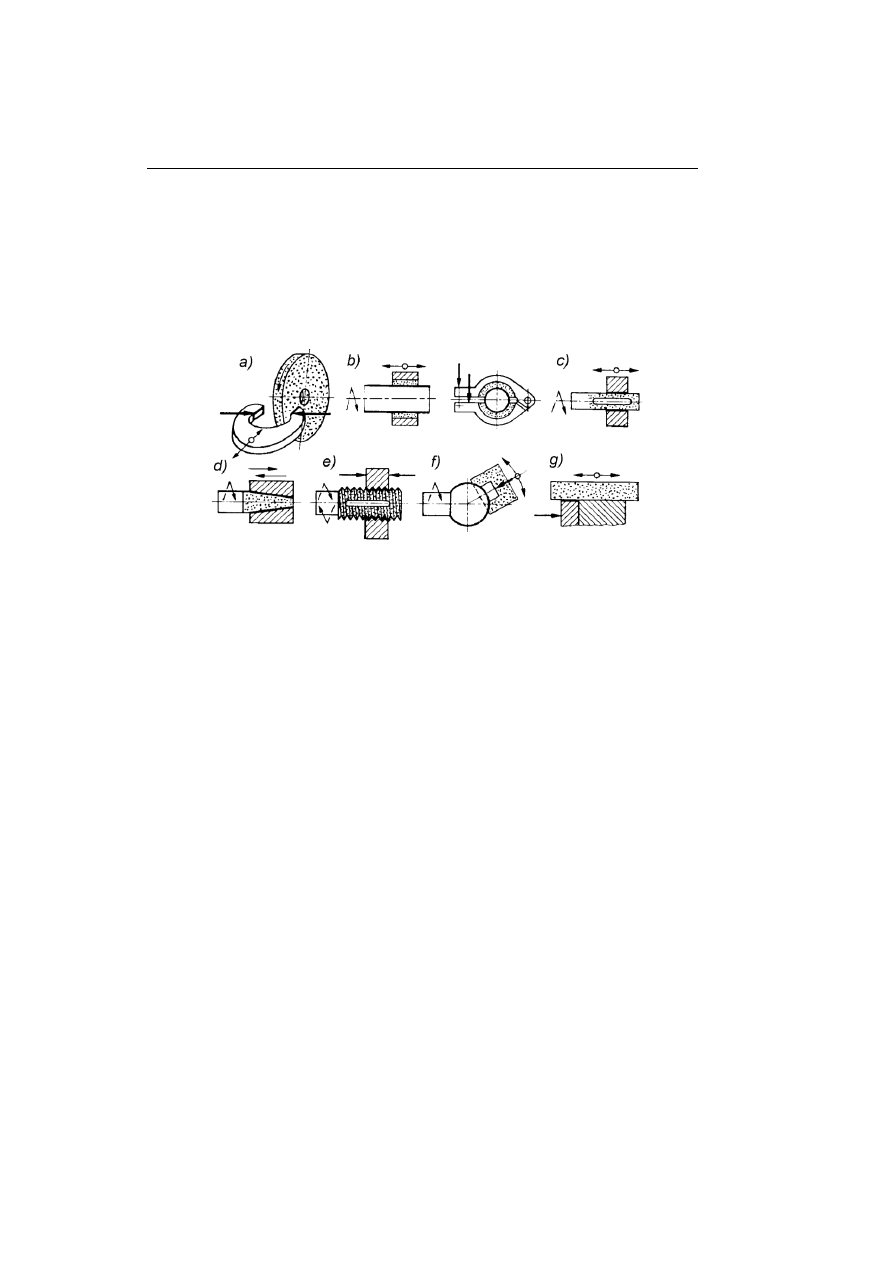
Ze względu na rodzaj styku narzędzia z przedmiotem obrabianym rozróżnia się
docieranie: jednostronne, dwustronne i kształtowe. Odmianą docierania
dwustronnego, stosowanego do przedmiotów walcowych, jest docieranie bezkłowe.
Ze względu na kształt powierzchni docieranej rozróżnia się odmiany docierania
przedstawione na rys.9.2.
9.2.1. Zawiesiny ścierne
Zawiesiny ścierne, tzn. płyny i pasty ścierne, równomiernie rozprowadzają
i utrzymują ziarna na powierzchni docieraka, przeciwdziałają „zlepianiu się”
mikrowiórów i mikroziaren biernych oraz chłodzą przedmiot i docierak. W skład
zawiesiny wchodzą mikroziarna węglika krzemu, elektrokorundu, węglika boru,
diamentu naturalnego lub syntetycznego. Jako składniki płynne zawiesiny stosuje się
zwykle oleje mineralne i inne produkty naftowe.
Rodzaj materiału ściernego w zawiesinie oraz skład zawiesiny dobiera się
w zależności od materiału obrabianego, a wielkość ziaren od wymaganej
chropowatości powierzchni. Węglik krzemu jest twardszy i ma lepsze właściwości
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
92
skrawne od elektrokorundu. Stosuje się go do obróbki wstępnej, gdzie zachodzi
potrzeba usuwania większych naddatków materiału. Elektrokorund kruszy się na
drobniejsze ziarna łatwiej od węglika krzemu, dlatego też daje, przy jednakowej
wielkości ziarna, gładszą powierzchnię i znajduje zastosowanie do docierania
wykańczającego. Węglik boru stosowany jest do stali hartowanych i węglików
spiekanych, natomiast tlenek żelaza i chromu do docierania polerującego.
Rys.9.2. Podstawowe odmiany docierania: a) płaskich powierzchni sprawdzianów, b) powierzchni
wałka, c) otworów walcowych, d) otworów stożkowych, e) gwintów, f) powierzchni kulistych,
g) powierzchni płaskich
Zwiększenie wydajności można uzyskać poprzez dodanie do zawiesiny
składników aktywnych chemicznie, jak kwasy: oleinowy, stearynowy, ortofosforowy
i inne.
Pasty z diamentów syntetycznych stosuje się do wykańczającego docierania
przedmiotów twardych, od których wymagana jest duża dokładność i bardzo mała
chropowatość powierzchni (np. dokładne elementy aparatury pomiarowej, spraw-
dziany, płytki wzorcowe). Pastami tymi obrabia się wyroby z diamentu, korundu,
szkła, kwarcu, stopów tytanu i innych.
Pasty z regularnego azotku boru stosuje się do docierania przedmiotów
z miękkiej stali, żeliwa i materiałów nieżelaznych. Są one zmywalne wodą
lub roztworami organicznymi.
9.2.2. Docierarki
Docieranie maszynowe wykonuje się na specjalnych obrabiarkach -
docierarkach. Rozróżnia się: docierarki jedno- i dwutarczowe do docierania
maszynowego płaszczyzn i wałków, docierarki do otworów, docierarki bezkłowe do
wałków.
Docierarki dwutarczowe służą do docierania przedmiotów walcowych
i płaskich (rys.9.3). Zasadę pracy takiej docierarki pokazano na rys.9.4.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
93
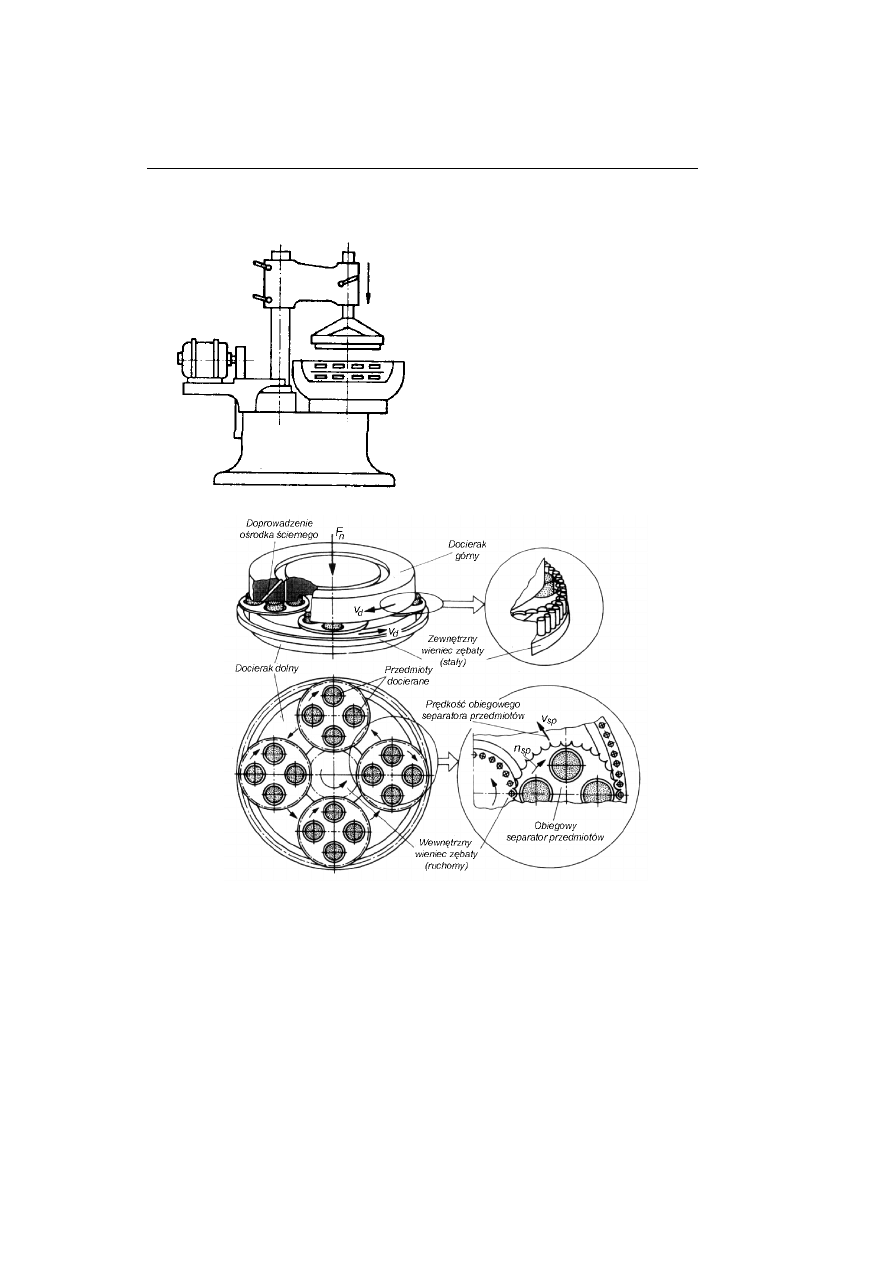
Rys.9.3. Schemat ogólny docierarki dwutarczowej
Rys.9.4. Istota dwutarczowego docierania powierzchni płaskich: n
sp
– prędkość obrotowa obiegowego
separatora przedmiotów
Nowoczesne docierarki są wyposażone: w urządzenia do dozowania zawiesiny
ściernej i do zmywania tarcz; w regulatory natężenia przepływu cieczy; w układy
sterowania wymiarowego; a czasem w urządzenia do zakładania tarcz i zdejmowania

Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
94
przedmiotów. Instalowane są też układy mierzące zużycie tarcz lub wymiary
obrabianych elementów.
Dokładność docierania zależy w znacznym stopniu od kinematyki obróbki.
Prędkość względna docieraka i przedmiotu wpływa na wydajność i mikrostrukturę
geometryczną obrobionej powierzchni.
W przypadku obróbki płaszczyzn pomiędzy dwiema tarczami stosowany jest
napęd obiegowy. Dla zapewnienia równomiernego zużywania tarcz i stałości
przyspieszeń elementów obrabianych oraz dużej ich dokładności wymiarowo-
kształtowej – trajektorie przedmiotów powinny tworzyć możliwie równomierną siatkę
torów w kształcie epicykloid, przy prawie stałej prędkości przedmiotów względem
docieraka.
9.2.3. Docieraki
Docieraki (narzędzia używane w tym sposobie obróbki), odgrywają bardzo
istotną rolę w procesie docierania, polegającą na „utrzymywaniu” mikroziaren
ściernych wgniecionych w ich powierzchnię.
Ze względu na rodzaj i twardość materiału docieraka oraz rodzaj zawiesiny
ściernej rozróżnia się dwie metody docierania:
– kiedy docierak zbroi się w ziarna ścierne i następuje mikroskrawanie (działanie
mechaniczne), materiał docieraka jest o mniejszej twardości niż twardość
materiału obrabianego,
–
kiedy docierak jest twardy (stal hartowana lub szkło), a pasta ścierna „miękka”
(tlenek chromu, tlenek żelaza) nie zbroi docieraka, lecz poleruje powierzchnię;
jest to działanie wykańczające.
Docieraki wykonuje się najczęściej z drobnoziarnistego żeliwa szarego
ferrytycznego o twardości 140-200 HB, a także z żeliwa sferoidalnego bez porów,
wtrąceń i innych wad odlewniczych.
W docieraniu ręcznym stosuje się docieraki z miękkiej stali, brązu lub
mosiądzu, a w docieraniu polerującym – z drewna, filcu, skóry. Różne odmiany takich
docieraków pokazano na rys.9.5.
9.2.4. Warunki technologiczne docierania
Wielkość naddatków na docieranie zależy od rodzaju obróbki poprzedzającej
oraz od wymaganej dokładności i chropowatości powierzchni po docieraniu. Obróbką
poprzedzającą docieranie jest najczęściej szlifowanie, gładzenie lub dokładne tocze-
nie. Teoretycznie wystarczające są naddatki równe wysokości chropowatości,
praktycznie zaś nie przekraczają one 0,02 mm i na obróbkę wstępną wynoszą 0,005–
0,015 mm, a na wykańczającą 0,005 mm. Powierzchnia po docieraniu jest zwykle
matowa. Połysk można uzyskać po docieraniu polerującym.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
95
Głównymi parametrami wpływającymi na przebieg i wyniki docierania są
prędkość skrawania i nacisk jednostkowy. Prędkość względna docieraka i przedmiotu
wpływa na wydajność obróbki i chropowatość otrzymanej powierzchni. Prędkość
skrawania może się zmieniać w szerokim zakresie, w zależności od tego czy jest to
docieranie ręczne, ręczno-maszynowe, czy maszynowe. W docieraniu ręcznym
wynosi ona 10–30 m/min, natomiast w maszynowym może być kilka razy większa
(50–380 m/min).
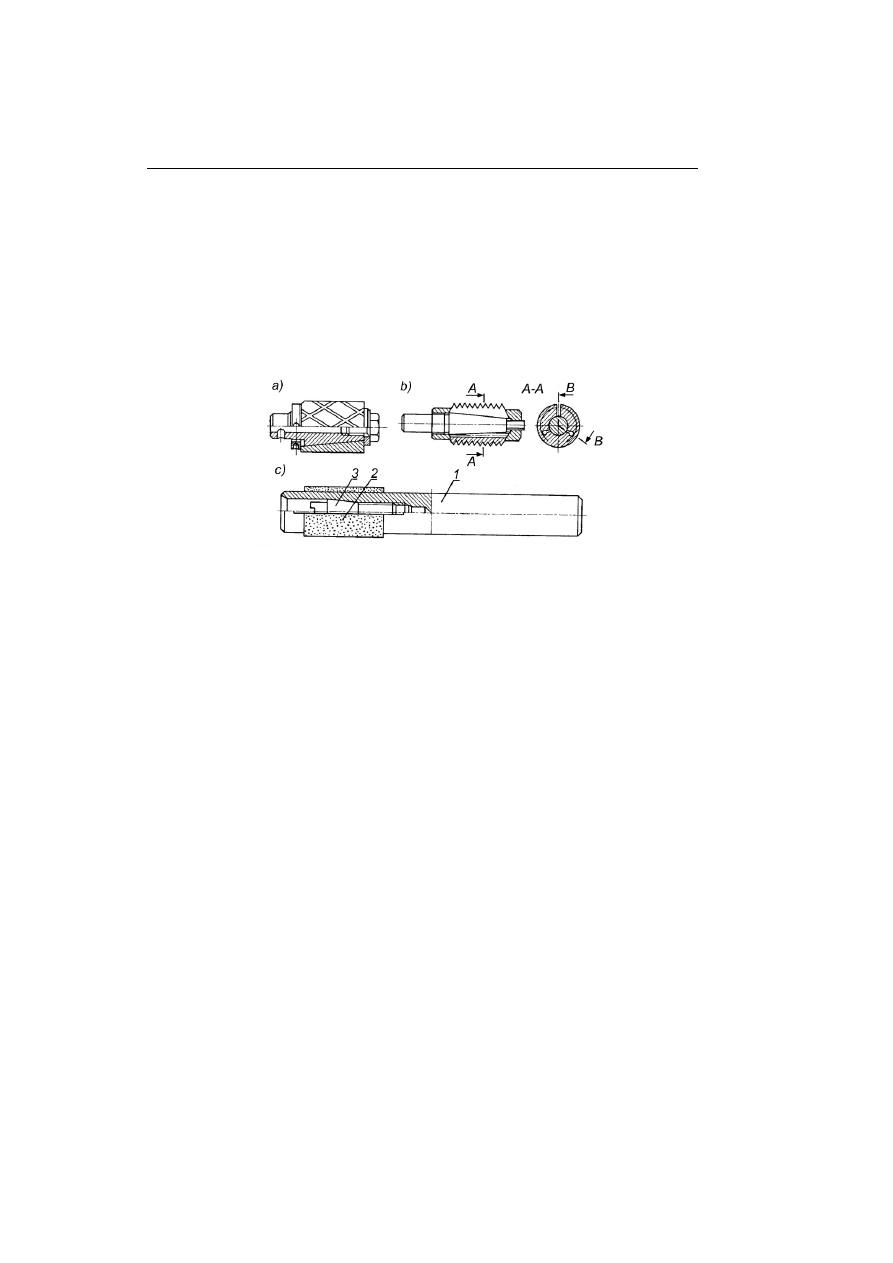
Rys.9.5. Odmiany docieraków ręcznych: a) rozprężny do otworów, b) nastawny do gwintu
wewnętrznego, c) rozprężny: 1 – korpus, 2 – nasyp diamentowy, 3 – stożek rozprężny
9.2.5. Czynniki wpływające na proces docierania
Głównymi czynnikami wpływającymi na przebieg i wyniki docierania są:
– materiał i kształt docieraka,
– rodzaj materiału obrabianego,
– skład i koncentracja mieszaniny ściernej,
– naddatki obróbkowe (patrz rozdz. 9.2.4),
– wielkość nacisku jednostkowego,
– prędkość docierania (patrz rozdz. 9.2.4),
– kinematyka docierania (patrz rozdz. 9.2.2),
Aby docieranie przebiegało prawidłowo, poszczególne ziarna materiału
ściernego muszą okresowo zagłębiać się w powierzchnię docieraka. Jego materiał
spełnia wówczas taką rolę, jak spoiwo w ściernicy. Zbyt twardy docierak powoduje,
że ziarna ścierne się kruszą, a okresy ich osadzania są bardzo krótkie. Powoduje to
szybkie zużywanie się ziaren ściernych i zmniejszanie wydajności. Ponadto część
materiału ściernego wbija się w powierzchnię obrabianą. Za miękki materiał docieraka
to zbyt głębokie i trwałe osadzenie się ziaren, co prowadzi do tępienia się naroży
ziaren, utraty ich zdolności skrawnych, a więc do zmniejszenia wydajności obróbki
i pogorszenia jakości obrabianej powierzchni.

Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
96
Dla poprawnego przebiegu docierania istotny jest również skład mieszaniny
ściernej. Mieszaninę charakteryzują: rodzaj i wielkość ziaren ściernych, rodzaj
nośnika, stopień koncentracji początkowej. Nośniki (stearyna, wosk, parafina, grafit),
z którymi miesza się ścierniwo, powinny zapewniać odpowiednią smarność,
temperaturę topnienia oraz zwilżalność.
Koncentracja to stosunek objętości ścierniwa do objętości smaru lub cieczy.
Ze względu na wydajność, w określonych warunkach obróbki, zawsze istnieje
optymalny stopień koncentracji mieszaniny ściernej.
Stosowane naciski jednostkowe mieszczą się w granicach 0,2–0,5 MPa dla
elektrokorundu i 0,05–0,25 MPa dla węglika krzemu w docieraniu wstępnym i 0,03–0,12 MPa
w docieraniu wykańczającym. Ze wzrostem nacisku jednostkowego wzrasta
wydajność obróbki, a jednocześnie chropowatość obrabianej powierzchni.
Istotnym czynnikiem wpływającym na efekty docierania jest prędkość
skrawania. Zależy ona głównie od stopnia zmechanizowania procesu (patrz rozdz. 9.2.4).
9.3. WYGŁADZANIE WIBRACYJNE PRZEDMIOTÓW LUŹNYMI KSZTAŁTKAMI
W wytwarzaniu części maszyn wiele operacji jest wykonywanych ręcznie lub
tylko w nieznacznym stopniu zmechanizowania. Udział operacji usuwania zadziorów,
zaokrąglania krawędzi, wygładzania powierzchni o złożonych kształtach oraz
powierzchni trudnodostępnych może sięgać niekiedy 20% pracochłonności procesu.
Jednym ze sposobów zmniejszania pracochłonności tych procesów może być
obróbka luźnymi kształtkami. Polega ona na wzajemnym ścieraniu się przedmiotów
obrabianych i środków ściernych. Warunkiem zachodzenia obróbki jest ruch
względny oraz wzajemny docisk narzędzia ściernego i przedmiotu.
9.3.1. Charakterystyka procesu
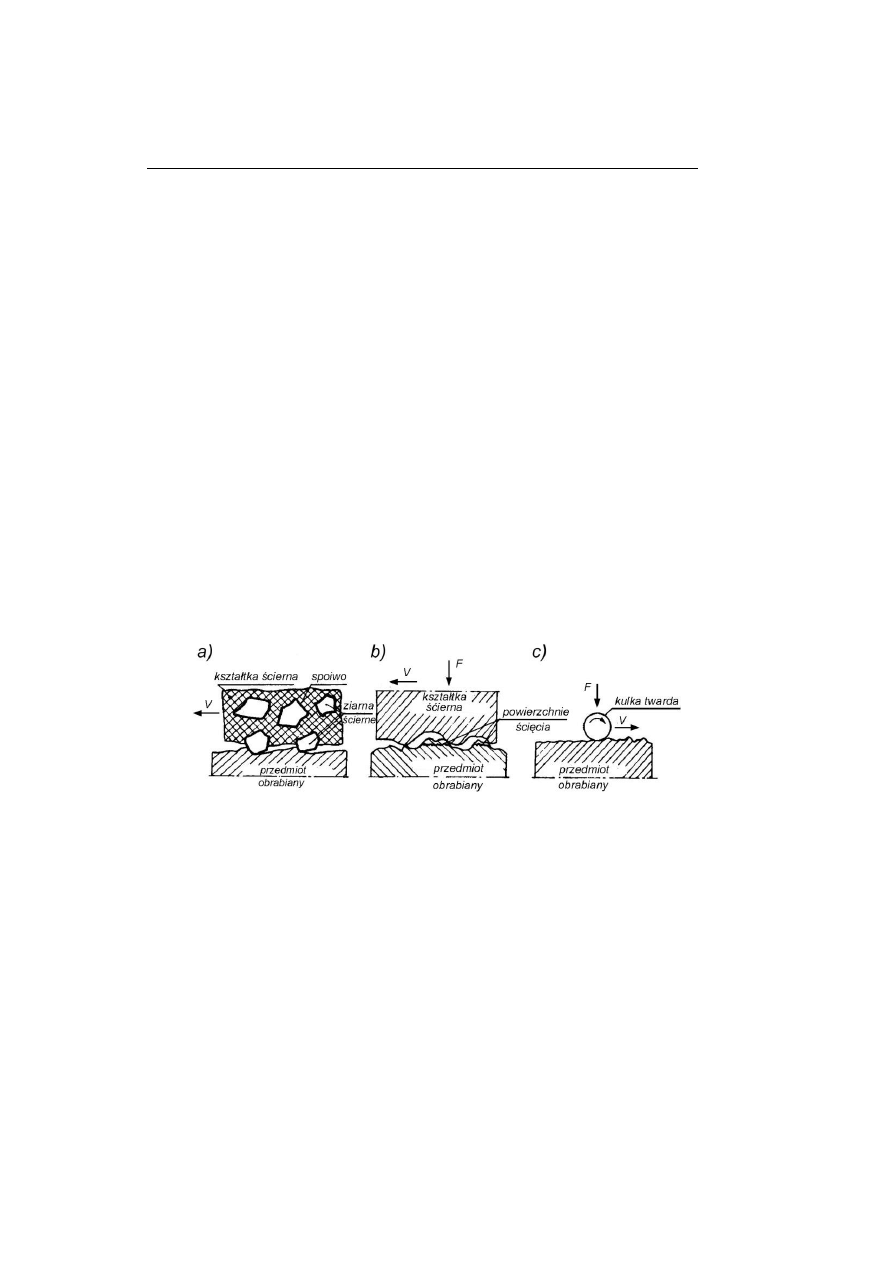
Istotą ściernego wygładzania są trzy zjawiska:
– mikroskrawanie poprzez zagłębianie się naroży ziaren ściernych w materiał
obrabiany (rys.9.6a),
– ścieranie mechaniczne na styku kształtki ściernej i materiału obrabianego
(rys.9.6b),
– wygładzanie powierzchni poprzez zgniot (rys.9.6c).
Jak wynika z rysunku, cechy i rola kształtek ściernych są zbliżone do działania
ściernicy, osełek czy taśm ściernych. Różnica polega na tym, że obróbka wywołana
jest w wyniku swobodnego przemieszczania się narzędzia ściernego względem
przedmiotu obrabianego. W ostatnich latach zastosowano dodatkowe wspomaganie
obróbki roztworami związków chemicznych.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
97
9.3.2. Zastosowanie obróbki luźnymi kształtkami
Obróbka luźnymi kształtkami (oczyszczanie, odtłuszczanie i wygładzanie
powierzchni) jest obróbką wstępną poprzedzającą obróbkę właściwą (obróbka
cieplno-chemiczna, galwaniczna).
W przypadkach nadania ostatecznej gładkości lub ostatecznego kształtu
przedmiotowi, obróbka luźnymi kształtkami jest obróbką wykańczającą. Do tej
grupy zastosowań obróbki luźnymi kształtkami możemy zaliczyć także:
– oczyszczanie i wygładzanie odlewów, odkuwek, części obrabianych cieplnie,
– usuwanie śladów poprzednich obróbek (toczenie, frezowanie itp.),
– usuwanie zadziorów, stępienie ostrych krawędzi,
– nadawanie powierzchniom określonego stopnia chropowatości i odpowiednich
właściwości refleksyjnych.
Zakres wymienionych operacji jest ograniczony wielkością przedmiotu,
materiałem części oraz wielkością serii.
Najlepszy stopień obrabialności wykazują proste powierzchnie zewnętrzne.
Wraz ze wzrostem skomplikowania kształtu zaleca się stosowanie mniejszych
kształtek ściernych, co zmniejsza wydajność obróbki. Wewnętrzne powierzchnie
wykazują niski stopień obrabialności (np.: występuje zjawisko nieobrobienia
środkowej części otworu przelotowego, konieczne jest również stosowanie kształtek
o wymiarze 3–krotnie mniejszym niż średnica otworu).
Rys.9.6. Odmiany procesu wygładzania luźnymi kształtkami
W trakcie obróbki należy się liczyć również z przywieraniem płaskich części,
łączeniem się ze sobą sprężyn, co znacznie utrudnia obróbkę.
Najlepiej obrabialne luźnymi kształtkami są elementy średniej wielkości,
o rozmiarach 100–300 mm. Są to na przykład: okucia samochodowe, bieżnie łożysk,
łopatki turbin samolotowych, armatura sanitarna, okucia meblowe itp.
Podczas obróbki elementów mniejszych rozmiarów występuje problem
z doborem ziaren o odpowiedniej wielkości, przy elementach większych zaś –
problem z doborem odpowiednio dużego pojemnika.

Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
98
Stale hartowane wymagają środków o dużej aktywności, stale miękkie
dokładnego doboru parametrów skrawania w celu uzyskania połysku na powierzchni.
9.3.3. Środki ścierne i chemiczne stosowane w wygładzaniu
Elementy ścierne stosowane w wygładzaniu można podzielić na: naturalne
(pokruszony korund, bazalt, granit, piaskowiec, marmur itp.), syntetyczne (węglik
krzemu, elektrokorundy związane spoiwem ceramicznym), metalowe (kulki, wałeczki
stalowe – stosowane do polerowania).
W ograniczonym zakresie używa się do polerowania klocków drewnianych,
ścinków skóry.
Środkami chemicznymi stosowanymi w obróbce luźnymi kształtkami są: sole
nawilżające, sole trawiące, inhibitory, emulgatory organiczne, substancje nadające
poślizg. Zadaniem tych środków jest: dobre zwilżanie powierzchni obrabianej
i powierzchni kształtek, zapobieganie osadzaniu się produktów zużycia na kształtkach
i przedmiotach, chemiczne oddziaływanie na spoiwo kształtek i powierzchnię
przedmiotów obrabianych, zabezpieczenie przed korozją.
9.3.4. Odmiany wygładzarek
Warunkiem prowadzenia obróbki luźnymi kształtkami jest otrzymanie
w pojemniku wzajemnego ruchu narzędzi i przedmiotów obrabianych. Im większy jest
stopień skomplikowania tego ruchu, tym osiągamy lepsze efekty obróbki.
Istnieje więc wiele odmian wygładzarek o różnych rozwiązaniach
kinematycznych:
– wygładzarki rotacyjno-bębnowe (rys.9.7), w których ruch pojemnika ze stałą
prędkością kątową zwiększa energię potencjalną części wsadu w strefie
unoszenia, a siły ciężkości umożliwiają zamianę tej energii na pracę ścierania
w strefie zsypu,
– wygładzarki rotacyjno-konsolowe,
– wygładzarki rotacyjno-obiegowe,
– wygładzarki rotacyjno-kaskadowe,
– wygładzarki wibracyjne.
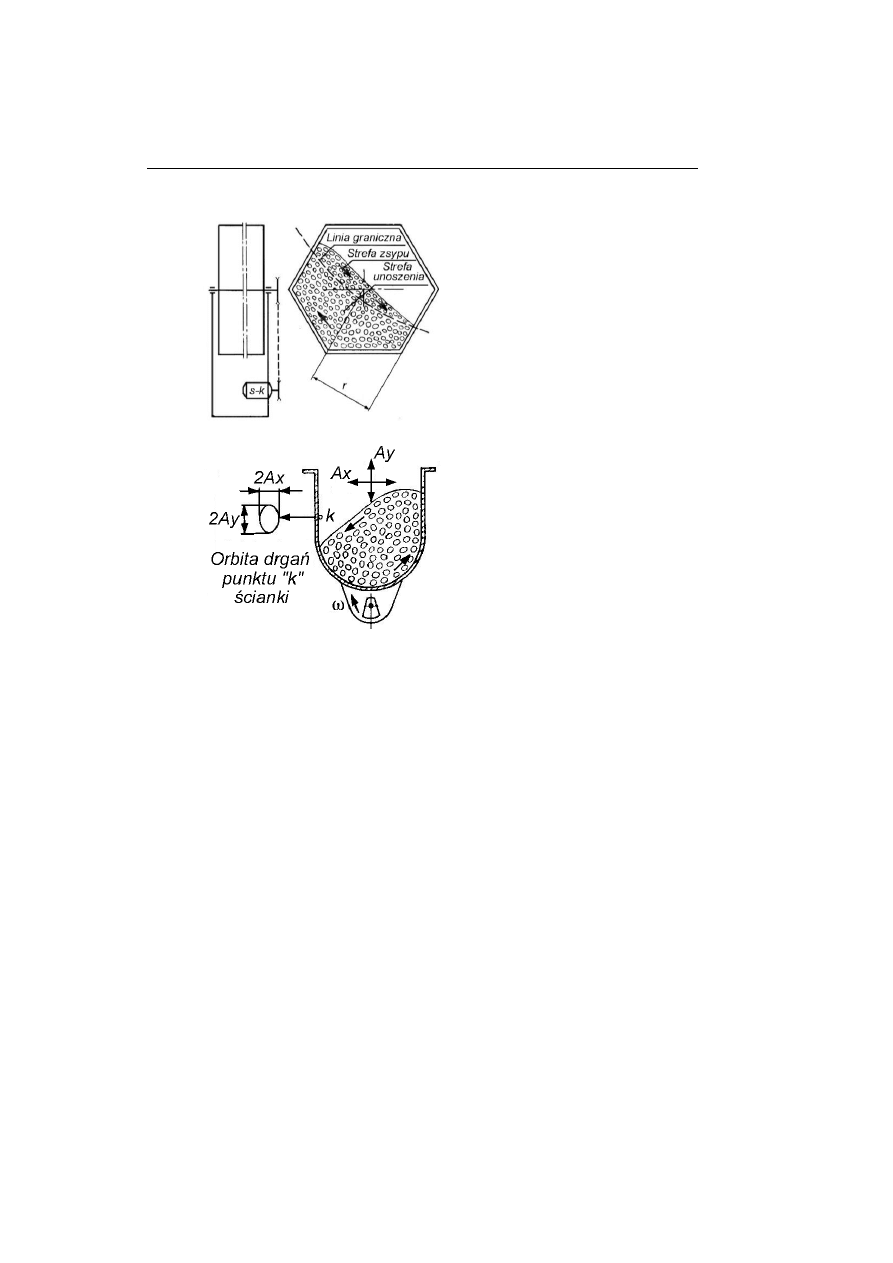
Wygładzarki wibracyjne są wyposażone w pojemnik o przekroju litery U (rys.9.8).
Ścianki pokryte są warstwą gumy. W dolnej części znajduje się niewyrównoważony
wirujący element, który wprawia pojemnik w drgania. Ścieranie elementów w tej
wygładzarce zachodzi jednocześnie w całej objętości wsadu, a nie w strefie zsypu, jak
w wygładzarkach rotacyjnych. Istota wygładzania części kształtkami ściernymi polega
na przemieszczeniach względnych tych elementów tzn. kształtek ściernych
i elementów obrabianych.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
99
Rys.9.7. Wygładzarka rotacyjno-bębnowa
Rys.9.8. Zasada przesypywania się
wsadu w wygładzarce wibracyjnej
Ruch obrotowy zapobiega opadaniu części na dno pojemnika. Warunkiem tego
ruchu jest duży współczynnik tarcia między wsadem a ścianką pojemnika. Ruch ten
zapewnia również równomierne rozłożenie części we wsadzie i zapobiega wza-
jemnym ich zderzeniom.
Wygładzarka taka charakteryzuje się prostą budową oraz możliwością ciągłej
obserwacji wsadu.
Czas obróbki wibracyjnej jest około 6 razy krótszy niż obróbki bębnowej.
Można przyjąć, że: usuwanie zadziorów trwa 15 min–1 h, zaokrąglanie krawędzi
30 min–2 h, wygładzanie powierzchni 2–4 h, wygładzanie powierzchni ze śladów
zgorzeliny do 6 h.
Wygładzarki te mają zamknięty układ obiegu cieczy. Obieg cieczy powoduje
usuwanie produktów skrawania, utrzymywanie żądanej ilości cieczy we wsadzie,
wymianę rodzaju cieczy bez przerywania obróbki oraz filtrację cieczy.
9.4. OBRÓBKA STRUMIENIOWO-ŚCIERNA
Obróbka strumieniowo-ścierna jest jednym ze sposobów obróbki luźnym
ścierniwem metodą kinetyczną. Polega na tym, że w strumieniu gazu lub cieczy,
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
100
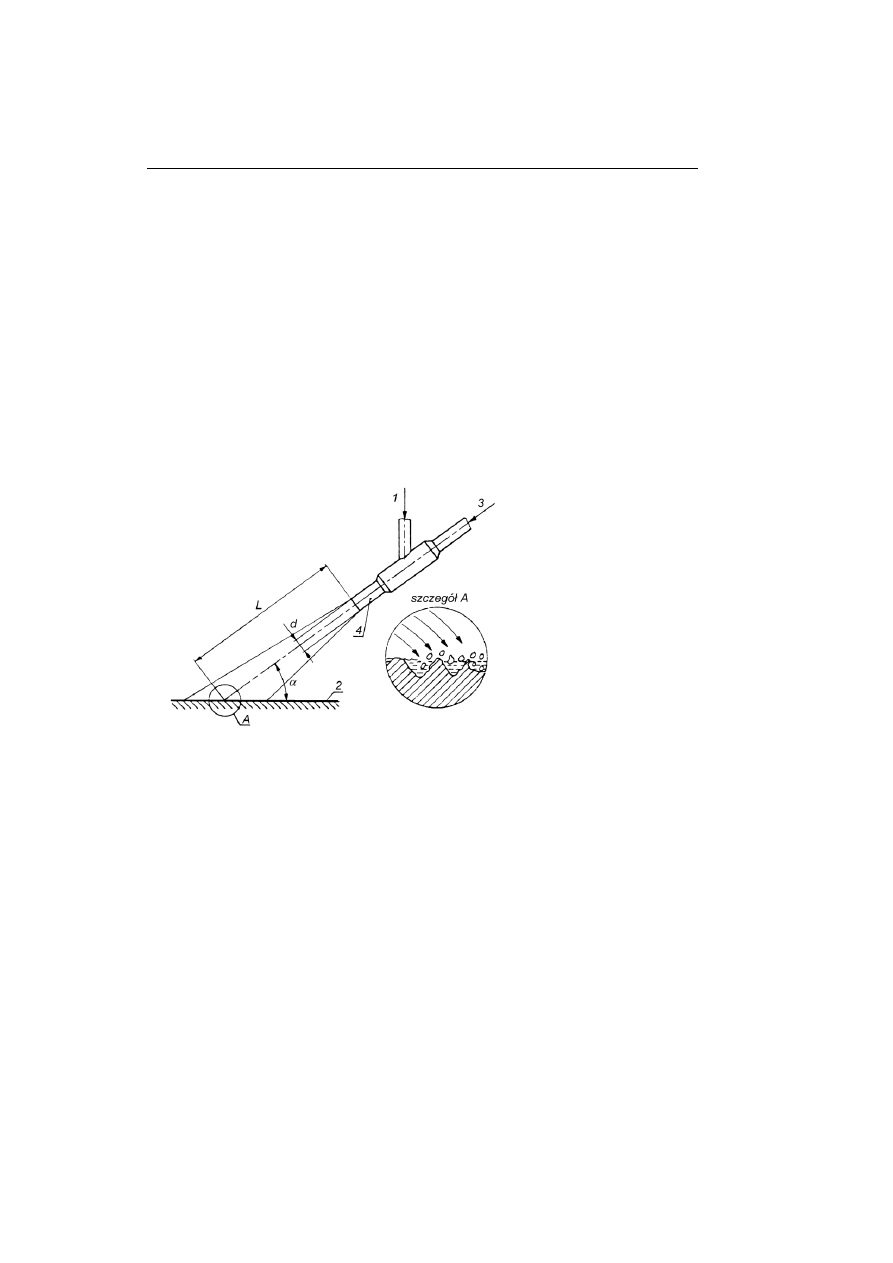
o dużej prędkości, są unoszone rozpędzone ziarna ścierne, które uderzają o obrabianą
powierzchnię.
Rozpędzone cząstki ścierne poruszają się z prędkością nawet do kilkuset
metrów na sekundę i mają energię kinetyczną wystarczającą do mikroskrawania
(rys.9.9).
Obróbka ta znajduje zastosowanie tylko do zmiany struktury chropowatości
powierzchni, w przypadkach gdy nie ma wymagań co do wymiarów i kształtu
przedmiotu, jak np.: odkuwki, odlewy, przedmioty o nieregularnych kształtach.
Bezkierunkowość powstającej struktury, a także uzyskiwana mikrochropowatość
powierzchni powodują, że obróbka ta jest stosowana jako operacja poprzedzająca
nakładanie powłok ochronnych, ozdobnych, metalizację itp.
Ziarna ścierne rozpędzane są za pomocą strumienia gazu, wody bądź
mechanicznie. Usuwana przez nie warstwa materiału może mieć grubość 0,01–0,1 mm.
Rys.9.9. Zasada obróbki
strumieniowo-ściernej: 1 – strumień
ścierniwa i cieczy, 2 – przedmiot,
3 – nośnik energii (sprężone
powietrze), 4 – dysza,
- kąt uderzenia (natrysku),
d – średnica dyszy
9.4.1. Czynniki wpływające na obróbkę strumieniowo-ścierną
Na efekty obróbki strumieniowo-ściernej mają wpływ:
– mieszanina ścierna (rodzaj i właściwości materiału ściernego, ziarnistość,
stopień zużycia, rodzaj medium nośnego, proporcje składników mieszaniny),
– konstrukcja tryskacza (ciśnienie zasilania, natężenie wypływu, intensywność
i sposób dopływu mieszaniny ściernej),
– sterowanie strumienia (kąt natrysku, długość strumienia, czas natrysku),
– materiał obrabiany (rodzaj, stan powierzchni).
Jednym z zasadniczych parametrów obróbki strumieniowo-ściernej jest
prędkość, z jaką ziarno uderza w powierzchnię obrabianą.
Kolejnym parametrem, mającym wpływ na efekty obróbki, jest odległość
kierownicy tryskacza od powierzchni obrabianej. W celu osiągnięcia największej
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
101
wydajności należy kierownicę ustawiać w odległości 6–10 średnic otworu kierownicy
(rys.9.10) od powierzchni.
Kąt padania strumienia ma wpływ na kształt i wielkość powierzchni wybranej
przez ziarno, a tym samym na wydajność obróbki i nierówności powierzchni.
Minimalne kąty natrysku, przy których uzyskuje się ślad uderzenia, zależą od
właściwości fizycznych materiału obrabianego. Przy mniejszych kątach ziarno ma
tendencję do odbicia i poślizgu po powierzchni obrabianej. Zgniot miejsc uderzonych
ziarnem ściernym jest nieodłącznie związany z odkształceniem plastycznym, które
zachodzi przede wszystkim przy dużych kątach natrysku (60–90˚).
Wydajność objętościowa obróbki nie jest wprost proporcjonalna do masy
materiału uderzającego w przedmiot, ale do koncentracji ścierniwa w mieszaninie
ściernej.
Chropowatość obrobionej powierzchni zależy natomiast przede wszystkim od
wielkości ziaren ściernych.
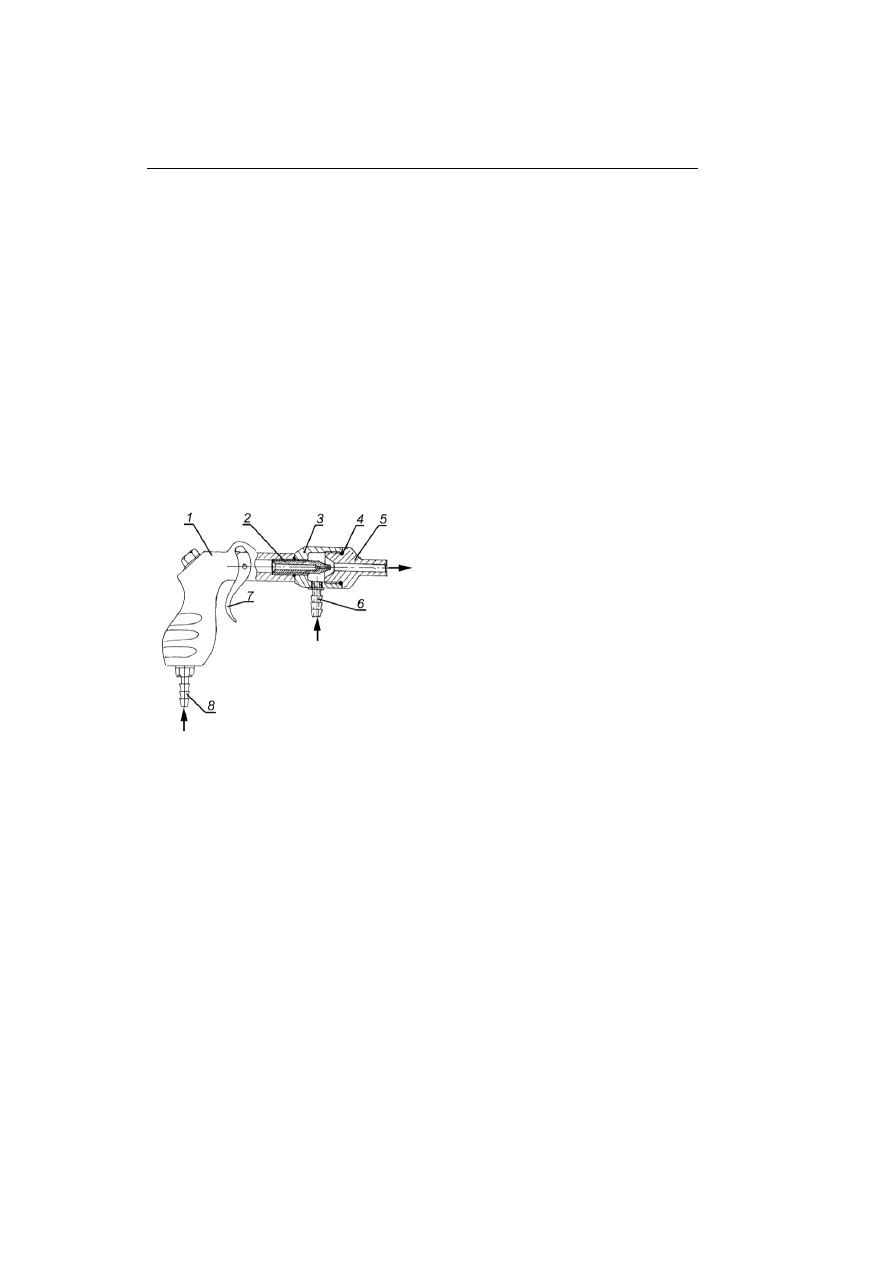
Rys.9.10. Pistolet: 1-korpus, 2-dysza,
3-komora mieszania, 4-pierścień uszczelniający,
5-kierownica, 6-króciec (wlot materiału ściernego),
7-dźwignia zaworu, 8-króciec (wlot medium nośnego)
9.4.2. Materiały ścierne
Do obróbki strumieniowo-ściernej najczęściej stosowane są: elektrokorund,
węglik krzemu i piasek kwarcowy. Bezpośredni wpływ na przebieg i wyniki procesu
skrawania wywierają takie właściwości ścierniwa, jak: ciężar właściwy, twardość,
kształt i wytrzymałość, głównie zaś odporność na kruszenie się pod wpływem
uderzenia. Najkorzystniejsze są ziarna izometryczne. Przydatność materiału ściernego
ocenia się za pomocą następujących kryteriów: wydajność obróbki, odporność na
zużycie, wydatek energetyczny, chropowatość powierzchni obrobionej, koszt
materiału ściernego.
Z punktu widzenia wydajności obróbki najlepszym materiałem jest węglik
krzemu, ponieważ daje ok. 1,5–4 razy większą wydajność niż elektrokorund. Ma on
bowiem mniejszą gęstość niż elektrokorund (20%), a tym samym większą prędkość

Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
102
padania przy jednakowych warunkach procesu. Objętość zeskrawanego materiału
rośnie proporcjonalnie do kwadratu prędkości padania. Również zużycie ścierne
węglika krzemu jest mniejsze niż elektrokorundu. Jest on również bardziej odporny na
rozdrabnianie w wyniku uderzeń o materiał obrabiany.
Pod względem energetycznym stosowanie węglika krzemu jest korzystniejsze
niż stosowanie elektorkorundu, ponieważ daje 1,2–1,5 razy większą wydajność
właściwą, określaną jako stosunek wydajności objętościowej do zużytej mocy.
Chropowatość powierzchni uzyskuje się natomiast mniejszą stosując
elektrokorund niż węglik krzemu o tej samej wielkości ziaren.
Zachodzi stąd często konieczność wykonania dwóch zabiegów:
– wstępnego – przy użyciu węglika krzemu (duża wydajność),
– wykańczającego – z zastosowaniem elektrokorundu, aby uzyskać mniejszą
chropowatość powierzchni.
Koszt elektrokorundu jest mniejszy niż węglika krzemu, stąd też, mimo
przeważających korzyści obróbki za pomocą węglika krzemu, elektrokorund jest
częściej stosowany.
Oprócz elektrokorundu i węglika krzemu w obróbce strumieniowo-ściernej
znalazły zastosowanie: kryształy lodu (czyszczenie kadłubów statku), kulki szklane
o średnicy do 840 μm (przygotowanie powierzchni pod powłoki galwaniczne lub
anodowanie, usuwanie nalotów po obróbce cieplnej, oczyszczanie form odlewniczych,
obróbka wykańczająca przedmiotów o powierzchni krzywoliniowej np. koła zębate,
gwinty), ścierniwa metalowe (przygotowanie blach pod powłoki metalowe, usuwanie
rdzy, zgorzeliny).
Obróbka ścierniwem metalowym może być stosowane do umocnienia
powierzchni obrabianej, na przykład odlewów. W zależności od materiału i sposobu
wykonania można wyróżnić: śrut żeliwny okrągły, śrut żeliwny łamany, śrut cięty
z drutu stalowego, śrut cięty z blachy stalowej.
9.4.3. Obróbka hydrościerna
Obróbka strumieniowa mokra, czyli z udziałem wody z dodatkami
antykorozyjnymi w strumieniu ściernym, rozwinęła się z obróbki suchej.
Wprowadzenie cieczy do strumienia ma następujące za1ety:
– możliwość uzyskania lepszej gładkości powierzchni niż przy użyciu strumienia
suchego,
– ułatwione doprowadzenie mieszaniny ściernej i lepsze krążenie w obiegu
proszku ściernego,
– znacznie mniejsze zapylenie otoczenia,
– obniżenie temperatury skrawania, co zapobiega powstawaniu naprężeń
cieplnych.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
103
Do wad zalicza się przede wszystkim:
– większą energochłonność obróbki (część energii napędowej trzeba zużyć na
rozpędzenie wody, która nie wykonuje pracy skrawania),
– mniejsza wydajność obróbki, ponieważ woda tworzy na powierzchni błonkę,
która utrudnia pracę skrawania, skrawają głównie te ziarna, które trafiają
w wierzchołki nierówności wystające ponad warstewkę wody (ze względu
uzyskiwanej chropowatości jest to zjawisko korzystne, bowiem ciecz chroni
mikrowgłębienia powierzchni, odsłaniając wierzchołki),
– przyspieszona korozja (można chronić powierzchnię dodając do cieczy dodatki
antykorozyjne jak: soda, azotyn sodowy i inne).
9.5. PRZEBIEG ĆWICZENIA
1. Przedstawienie programu zajęć laboratoryjnych.
2. Prezentacja materiałów ściernych stosowanych w obróbkach ściernych luźnym
ziarnem.
3. Jednostronne docieranie płaszczyzn:
– omówienie charakterystyki głównych metod docierania,
– zaprezentowanie obrabiarek, narzędzi, warunków technologicznych oraz
efektów docierania,
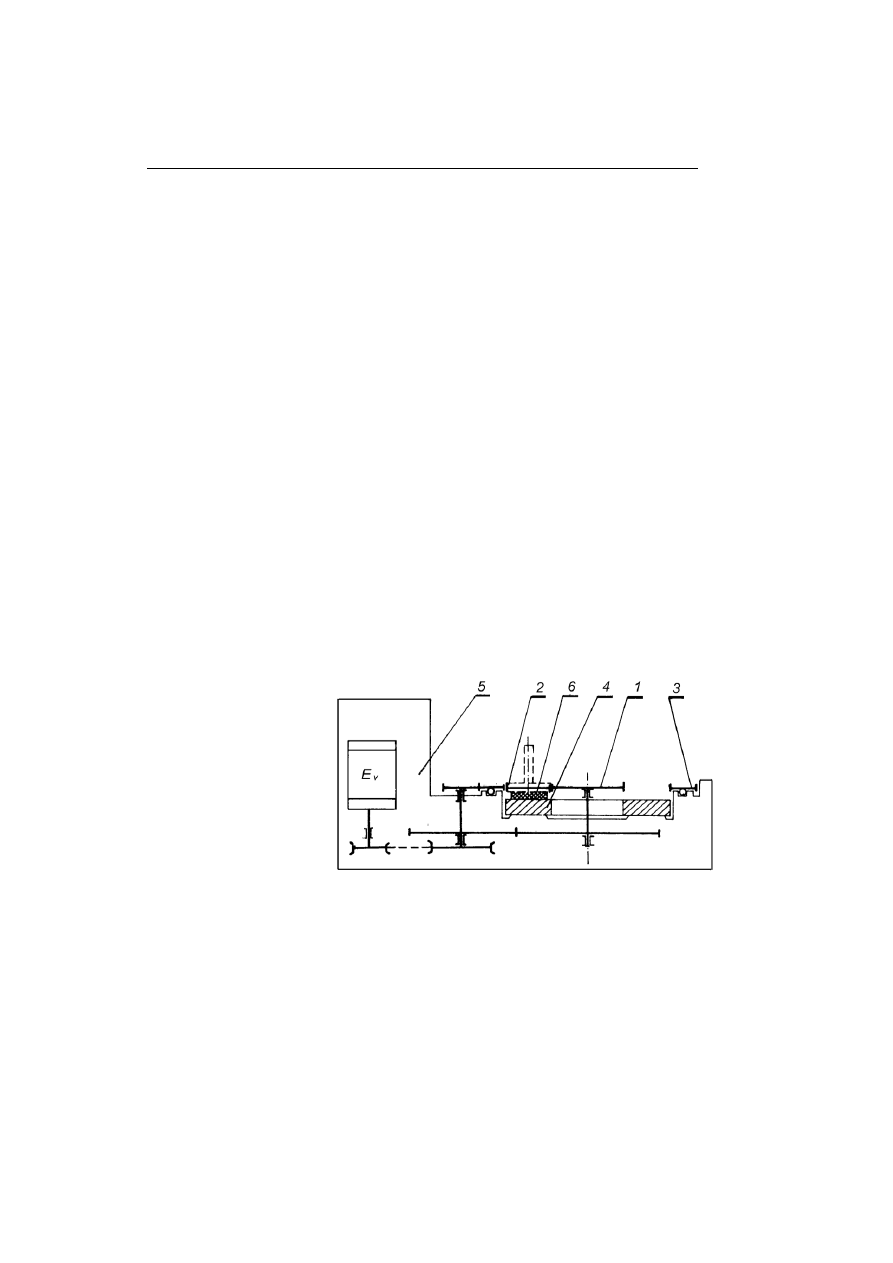
– omówienie budowy docierarki typu M 732-01 (rys.9.11),
Rys.9.11. Schemat docierarki
M732-01:
1-wieniec wewnętrzny,
2-koszyk, 3-wieniec
zewnętrzny, 4-tarcza
docierająca, 5-obudowa,
6-przedmiot obrabiany
– pomiar chropowatości powierzchni szlifowanych próbek przed rozpoczęciem
docierania,
– przygotowanie zawiesiny ściernej do przeprowadzenia docierania,
– przygotowanie obrabiarki do pracy: zamocowanie przedmiotów, dobór
parametrów obróbki,
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
104
– przeprowadzenie eksperymentu według ustalonego planu pomiarowego (tabela
9.3),
– pomiar chropowatości powierzchni po docieraniu,
– analiza otrzymanych wyników, opracowanie wniosków z dokonanych
pomiarów.
TABELA 9.3. Czynniki wejściowe dla serii pomiarów opisujących wpływ parametrów docierania
na chropowatość powierzchni i wydajność obróbki
Próbka
Czynniki stałe
Czynniki zmienne
Średnica
próbek
[mm]
Materiał
Liczba
próbek
[szt]
Prędkość
skrawania
Czas
obróbki
Koncentracja
mieszaniny
ściernej
Nacisk
jednostkowy
Ziarnistość
v
c
[m/min]
t [min]
M
p
j
[MPa]
Z
30
Stal 45
5
42
5
1:1
0,2–0,5
240,380,420
4. Wygładzanie luźnymi kształtkami:
– omówienie charakterystyki głównych metod wygładzania powierzchni luźnymi
kształtkami,
– przedstawienie obrabiarek, różnych rodzajów kształtek ściernych, typowych
elementów obrabianych, warunków technologicznych oraz efektów
wygładzania,
– omówienie budowy i zasady działania stanowiska badawczego (rys.9.12),
– ustalenie proporcji składników wsadu,
– przygotowanie obrabiarki do pracy,
– umieszczenie wsadu w bębnie obrabiarki,
– przeprowadzenie obserwacji procesu obróbki,
– podanie wniosków z przeprowadzonych obserwacji.
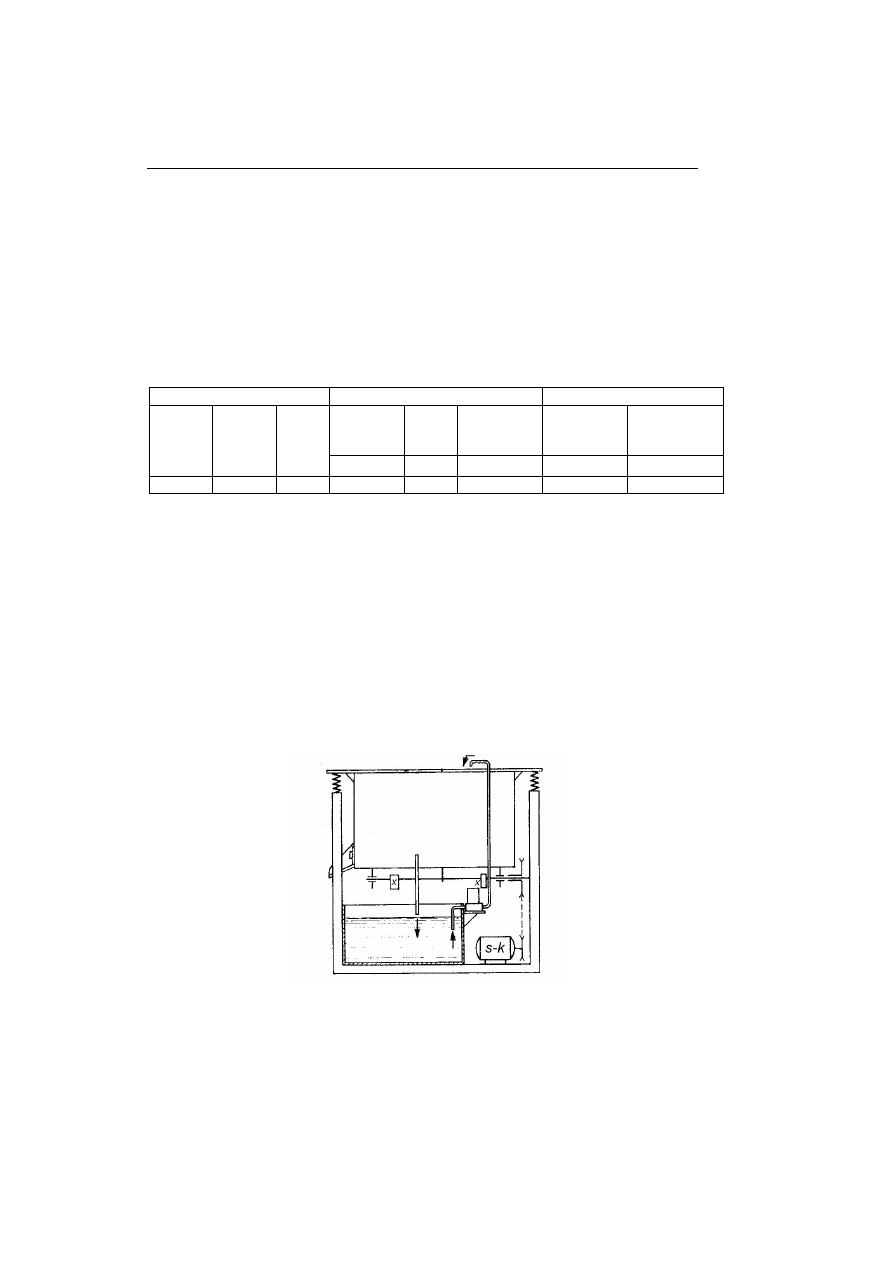
Rys.9.12. Wygładzarka wibracyjna o drganiach płaskich
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
5
5
:
:
W
W
Y
Y
B
B
R
R
A
A
N
N
E
E
M
M
E
E
T
T
O
O
D
D
Y
Y
O
O
B
B
R
R
Ó
Ó
B
B
K
K
I
I
Ś
Ś
C
C
I
I
E
E
R
R
N
N
E
E
J
J
105
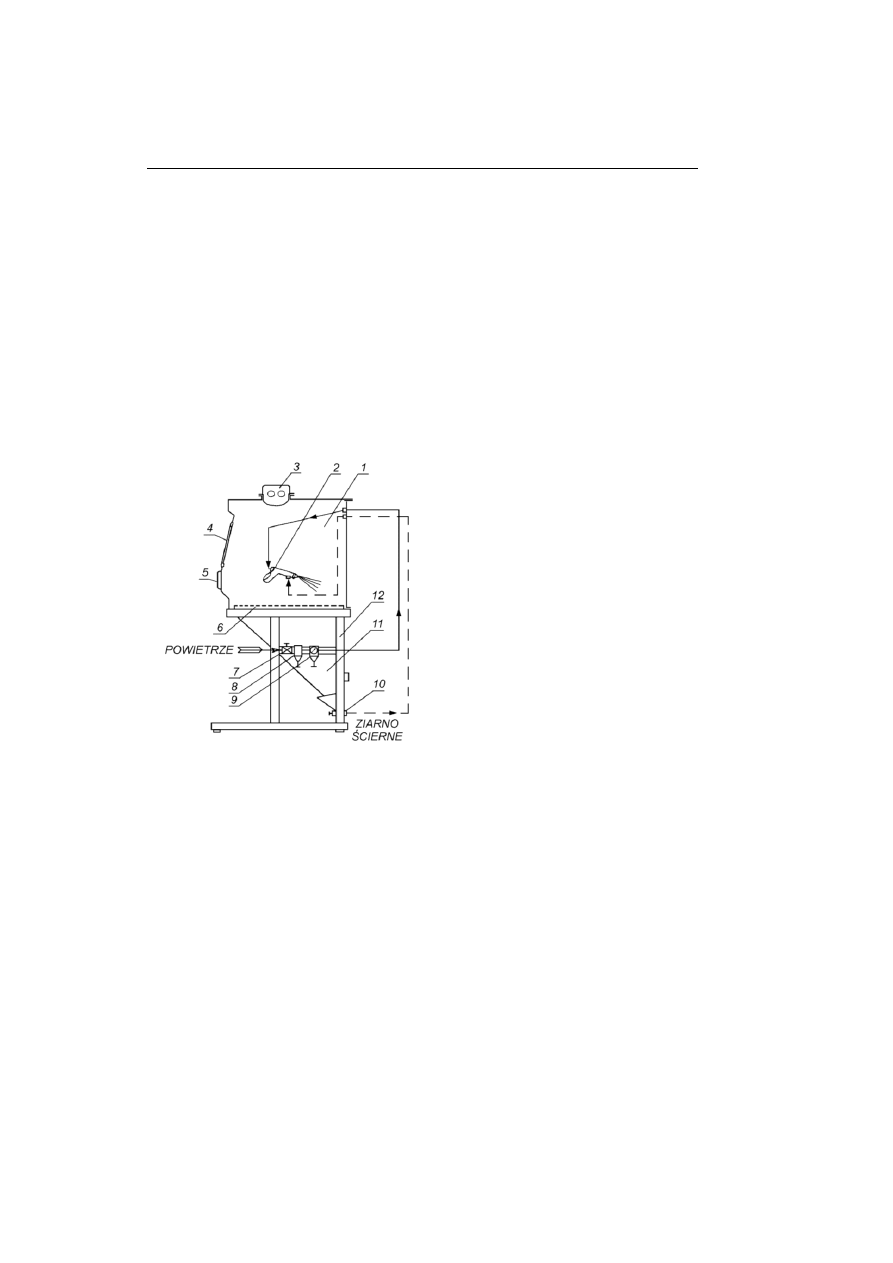
5. Przeprowadzenie obróbki strumieniowo-ściernej:
– omówienie zasady obróbki strumieniowo-ściernej, czynników wpływających
na przebieg procesu, porównanie obróbki strumieniowo-ściernej na sucho, jak i na
mokro,
– przeprowadzenie mikroskopowej obserwacji powierzchni przed rozpoczęciem
procesu oczyszczania,
– przygotowanie stanowiska do pracy (rys.9.13),
– oczyszczenie strumieniowo-ścierne wybranej powierzchni,
– ponowne, przy użyciu mikroskopu, wykonanie obserwacji powierzchni,
– sformułowanie wniosków z przeprowadzonych obserwacji.
6. Kartkówka.
Rys.9.13. Schemat urządzenia do obróbki
strumieniowo-ściernej: 1-komora, 2-pistolet, 3-
źródło światła,
4-okno, 5-rękaw, 6-ruszt, 7-zawór odcinający, 8-
filtr powietrza, 9-reduktor, 10-kolektor, 11-zsyp,
12-konstrukcja nośna
9.6. LITERATURA UZUPEŁNIAJĄCA
[9.1]
KUBIK K., ROSIENKIEWICZ P.: Obróbka ścierna. Ćwiczenia laboratoryjne. Wydawnictwo
Politechniki Wrocławskiej, Wrocław 1990.
[9.2]
MARCINIAK M., STEFKO A., SZYRLE W.: Podstawy obróbki w wygładzarkach
pojemnikowych. WNT, Warszawa 1983.
[9.3]
MIRACKI J.: Poradnik szlifierza. WNT, Warszawa 1973.
[9.4]
OCZOŚ K.E.: Kształtowanie ceramicznych materiałów technicznych. Oficyna Wydawnicza
Politechniki Rzeszowskiej, Rzeszów 1996.
[9.5]
Praca zbiorowa. Poradnik inżyniera – obróbka skrawaniem t.1. WNT, Warszawa 1991.
[9.6]
SZULC St., STEFKO A.: Obróbka powierzchniowa części maszyn. Podstawy fizyczne i wpływ
na własności użytkowe. WNT, Warszawa 1976.
Wyszukiwarka
Podobne podstrony:
gwintowanie skrypt 2008
obróbka ścierna, studia polsl MTA I, maszynoznastwo
Obróbka skrawaniem skrypt
OBRÓBKA ŚCIERNA
drążenie elektroerozyjne skrypt 2008
obróbka ścierna
Protologia skrypt 2008, Teologia dogmatyczna(1)
[LAB.3] Obróbka ścierna i erozyjna (1), AGH, IMiR, TOU, Lab 3 - obróbka ścierna
teologia dogmatyczna - charytologia - skrypt(2008), teologia
frezowanie skrypt 2008
cichosz,technika wytwarzania obróbka ubytkowa,obróbka ścierna
edukacja osób z niepełnosprawnością, Edukacja religijna niepeł. intelekt. Skrypt 2008, ¬
Obróbka ścierna, Studia, MECHANIKA I BUDOWA MASZYN, Techniki Wytwarzania, INFORMACJE OGÓLNE technika
gwintowanie skrypt 2008
więcej podobnych podstron